
Les marques sont souvent confrontées à des devis de merchandising exorbitants et se demandent où est passé le budget. En réalité, les dépenses liées à l'affichage sont souvent dues à des défaillances de la chaîne d'approvisionnement, et pas seulement au coût des matières premières.
Cela dépend. Le coût de mise en œuvre des présentoirs PLV est très variable et dépend fortement de leur conception, des méthodes d'impression et de leur résistance au transport. Des choix de conception stratégiques, comme l'utilisation de panneaux micro-cannelés ou l'optimisation des dimensions des cartons d'emballage, peuvent réduire considérablement les coûts logistiques et les frais cachés facturés aux détaillants.

Mais connaître la fourchette de prix théorique ne signifie absolument rien lorsque votre production de masse arrive sur la chaîne de montage.
Combien coûtent les présentoirs PLV ?
Pour calculer le véritable résultat net, il faut aller au-delà de la facture initiale. Un prix unitaire bas masque souvent des dépenses catastrophiques dissimulées dans votre chaîne d'approvisionnement.
Pour déterminer le coût des présentoirs PLV, il est nécessaire d'évaluer les 4 C du packaging : coût, concept, praticité et communication. Si les dépenses initiales d'acquisition sont importantes, les coûts réels de mise en œuvre sont fortement influencés par des facteurs cachés tels que la main-d'œuvre pour l'assemblage et le conditionnement, l'optimisation de la densité du fret et les risques de dommages liés au transport.

Mais calculer les marges du papier dans un tableur est un jeu dangereux lorsqu'on ignore la réalité physique d'une usine à grande vitesse.
Le piège des achats : quand les unités bon marché vous coûtent vos marges
Les services d'approvisionnement isolent fréquemment le budget des matières premières, allant jusqu'à évider complètement les panneaux de particules depremière qualité pour économiser quelques centimes par unité. Ils partent du principe que réduire l'épaisseur du matériau n'aura aucun impact sur le concept global ni sur la communication de la marque. Il en résulte un déséquilibre majeur : les économies théoriques paraissent intéressantes sur le papier, mais la réalité concrète de la distribution de ces unités dans un circuit de distribution complexe est totalement ignorée.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un client m'a récemment contacté après un déploiement catastrophique : son fournisseur précédent avait opté pour une carte électronique de qualité inférieure, conforme au test de résistance à la compression des bords (ECT 26), afin de réduire les coûts. J'ai d'abord pensé qu'un simple renforcement des angles suffirait à sauver la conception, mais j'avais tort. Lors de notre simulation de vibrations ISTA 3A (International Safe Transit Association)², l'intégrité structurelle s'est effondrée ; la base a cédé sous une pression de 51 kg (112,5 lbs). La fragilité du matériau a provoqué la déformation de toute la structure, ralentissant la chaîne d'assemblage automatisée d'environ 35 %. J'ai immédiatement opté pour une mise à niveau précise du matériau, en recréant la géométrie CAO (Conception Assistée par Ordinateur) pour utiliser une carte électronique ECT 32 neuve³et en supprimant les clips de fixation en plastique inutiles afin de compenser le coût du matériau. En concevant cet équilibre structurel hyper-précis, j'ai permis de réduire le temps d'assemblage du conditionnement de 24 secondes par unité, éliminant ainsi complètement le risque d'écrasement tout en stabilisant le budget final de mise en œuvre du client.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Mise à niveau Virgin 32 ECT4 | Élimination du flambement de la base | Empêche les rétrofacturations massives des détaillants5 |
| Retrait des clips en plastique | Pliage de panneau plus fluide | Réduit le temps d'assemblage de 35 %6 |
| Reconstruction de la géométrie CAO | Chargement dynamique stabilisé par le haut | Garantit les marges exactes du projet |
Je refuse que les équipes d'approvisionnement sabotent leurs propres campagnes en privilégiant un coût unitaire plus bas au détriment de la pérennité de la chaîne logistique. Recourir à des matières premières de qualité inférieure est le moyen le plus sûr d'anéantir le retour sur investissement marketing.
🛠️ Le bureau d'Harvey : Vos écrans actuels sont-ils secrètement déclassés en qualité de carton pour respecter des budgets d'achat arbitraires ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Quelles sont les erreurs courantes concernant les présentoirs PLV ?
Un rendu numérique impeccable se transforme souvent en cauchemar industriel. La plupart des échecs sont dus au fait que les graphistes traitent le carton ondulé comme du papier d'impression standard, ignorant son épaisseur physique.
L'analyse des erreurs courantes liées aux présentoirs PLV révèle que les défauts de découpe structurelle en sont la principale cause. Lorsque les concepteurs ne tiennent pas compte mathématiquement de l'épaisseur physique exacte du carton ondulé plié, les pièces obtenues se déforment fortement, se déchirent ou ne s'assemblent pas correctement lors du conditionnement.
Mais connaître l'épaisseur des matériaux en théorie ne sert à rien lorsqu'on se retrouve face à une chaîne de montage bloquée.
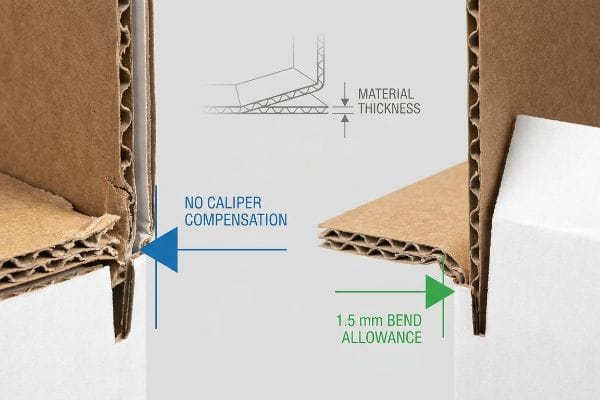
Le désastre de la compensation des étriers
Les agences de design graphique conçoivent fréquemment des languettes d'emboîtement et des fentes de pliage dans leurs logiciels numériques, en respectant scrupuleusement la largeur du panneau correspondant. Elles ignorent totalement l'épaisseur réelle du carton ondulé plié, supposant qu'un trait numérique se traduit parfaitement par un pli physique. Cette négligence, en apparence mineure, est pourtant très dangereuse car, lorsqu'un carton épais se plie à 90 degrés, il consomme de la matièreainsides points de friction importants.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un client, exaspéré, m'a appelé après que son premier prototype ait échoué à un test de chute ISTA 8, car les languettes de verrouillage se détachaient sans cesse. Au départ, j'ai supposé qu'une cannelure B standard de 3,17 mm (0,12 pouce) 9 suffirait. J'avais tort. En manipulant les pièces de force, j'ai entendu le craquement sonore et désagréable des cannelures internes qui s'écrasaient sous la pression des rainures étroites. J'ai immédiatement procédé à une correction mathématique précise dans notre logiciel de CAO, en reconstruisant entièrement les rainures de réception et en y intégrant des algorithmes de compensation automatique du calibre, prenant en compte le rayon de courbure extérieur. En imposant cette tolérance de courbure de 1,5 mm (0,05 pouce), j'ai garanti un assemblage de co-emballage totalement sans frottement, éliminant ainsi toute déchirure du matériau et empêchant l'effondrement de la base sous le poids des palettes.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Calcul de compensation d'étrier10 | Rayon de courbure parfait | Élimine les frais de reconditionnement des prestataires logistiques tiers |
| Élargissement de la fente de 1,5 mm11 | Insertion de languette sans friction | Réduit considérablement les coûts de main-d'œuvre à l'assemblage |
| Reconstruction géométrique CAO | Zéro écrasement de flûte12 | Protège l'intégrité structurelle de l'écran |
Je refuse catégoriquement que des mesures numériques amateurs dictent les réalités de la fabrication. Ne pas calculer l'épaisseur d'un carton plié transformera instantanément une campagne marketing de qualité en un véritable casse-tête logistique.
🛠️ Le bureau d'Harvey : Les gabarits de votre agence sont-ils adaptés mathématiquement à l'épaisseur spécifique de votre carton ondulé ? 👉 Demandez votre simulation de contraintes 3D structurelle personnalisée ↗ — Confidentialité garantie à 100 %. Vos maquettes commerciales non commercialisées sont en sécurité.
Quels sont les inconvénients des présentoirs PLV ?
Si les présentoirs offrent une visibilité exceptionnelle en magasin, leur principal point faible réside dans la logistique du transport. Un agencement mal conçu transforme un atout commercial en un véritable fardeau lors du transport en conteneur.
Les inconvénients des présentoirs PLV apparaissent souvent lorsque les cartons d'expédition ne sont pas adaptés aux géométries de palettes standard. Comme la résistance à la compression dynamique des cartons ondulés repose principalement sur l'alignement vertical des angles, même un léger débordement de la palette peut entraîner des ruptures catastrophiques pendant le transport, notamment sous des charges importantes en entrepôt.

Mais lire des ouvrages sur la physique des entrepôts est totalement différent du fait de voir une palette pleine se désintégrer sous ses yeux.
La catastrophe du débordement de palettes
Les équipes d'approvisionnement cherchent souvent à optimiser les dimensions de leurs cartons d'expédition afin d'y loger un maximum d'unités, poussant ainsi l'espace au maximum sur les bords d'une palette GMA standard de 121 × 101 cm (48 × 40 pouces)¹³. Elles partent du principe que, tant que le matériau brut est résistant, un léger dépassement du bois ne pose pas de problème. Or, ce raisonnement ignore les principes physiques fondamentaux du test de compression de boîtes (BCT)¹⁴, où l'alignement vertical est primordial.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un conteneur qu'un client avait exigé d'optimiser au maximum pour le transport. Nous pensions pouvoir dépasser les limites de débordement standard grâce à l'utilisation de panneaux alvéolaires double paroi haute résistance. Trois jours plus tard, dans la chambre climatique, j'ai vu la palette entière se déformer. Lorsque la presse hydraulique a atteint 385 kg (850,5 lb), les coins non soutenus qui dépassaient du plateau de la palette se sont violemment déchirés. J'ai immédiatement interrompu le test et me suis précipité vers la station de fraisage CNC (Commande Numérique par Calculateur), recalibrant manuellement les paramètres de découpe pour réduire artificiellement l'encombrement du carton principal de 12,7 mm (0,5 pouce) exactement. Cette tolérance géométrique stricte a fermement fixé les coins du carton sur le plateau en bois massif, restaurant instantanément la résistance à la charge dynamique perdue de 60 %et éliminant complètement le risque d'écrasement du conteneur lors du transport maritime international.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Décalage géométrique de 0,5 pouce16 | Alignement des coins rétabli | Empêche l'effondrement d'une palette d'une valeur de 50 000 $ |
| Réduction des limites CNC17 | Aucun débord de terrasse | Garanties de survie du fret maritime |
| Recentrage de la charge BCT18 | contrainte dynamique isolée | Réduit les taux de dommages liés au transport |
Je ne compromettrai jamais la capacité de charge verticale d'un présentoir pour y entasser un article supplémentaire sur une palette. Négliger les règles géométriques strictes relatives au débordement des palettes est la garantie de transformer un stock commercial en marchandise invendable et endommagée.
🛠️ Le bureau d'Harvey : Vos cartons d'expédition dépassent-ils du bord de vos palettes et perdent-ils insidieusement de leur résistance à la compression ? 👉 Demandez une analyse d'optimisation du chargement des palettes ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Combien coûtent les écrans ?
Le coût total ne se résume pas à une simple ligne budgétaire ; c’est un équilibre délicat entre impact visuel et durabilité. Sacrifier la structure pour privilégier de jolies finitions est une erreur fatale.
Le calcul du coût des présentoirs nécessite d'évaluer l'équilibre entre les finitions esthétiques et la qualité des panneaux structurels. Les marques gonflent souvent leurs budgets avec des laminations métallisées onéreuses tout en négligeant la qualité du support ondulé de base, ce qui compromet sa résistance aux chocs et provoque d'importants dommages pendant le transport, anéantissant ainsi la rentabilité globale du projet.

Mais la gestion d'un budget sur tableur n'a aucune importance lorsque le produit final se brise sous son propre poids sur le sol de l'atelier.
La tromperie de la dégradation cosmétique
Les services d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses, comme le pelliculage intégral, comme des impératifs marketing incontournables pour justifier les coûts élevés des présentoirs. Afin de compenser ces dépenses d'impression exorbitantes, ils réduisent secrètement la résistance à l'écrasement des bords du carton ondulé de baseà 19 pour économiser quelques centimes par unité. Ils croient à tort qu'un extérieur brillant et haut de gamme protégera miraculeusement un noyau creux.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Un client mécontent m'a renvoyé un prototype endommagé d'un fournisseur précédent, qui s'était littéralement froissé pendant le transport. En retirant la feuille supérieure de la base détruite, j'ai senti la fine cannelure, structurellement fragilisée, sous l'épaisse feuille de luxe. Au départ, j'ai supposé qu'un testliner standard suffirait à supporter le poids si l'on renforçait simplement la cloison interne en H. J'avais tort : la déformation sous charge statique a dépassé 4,5 cm en moins de dix minutes. J'ai effectué les mesures au micromètre et prouvé au client qu'il n'avait pas besoin de films métalliques coûteux, mais d'une bonne densité de fibres brutes. J'ai immédiatement revu les spécifications de la chaîne d'approvisionnement, imposant une carte ECT 32 viergeet remplaçant la feuille épaisse par un revêtement aqueux brillant à haute teneur en solides. Grâce à cette modification radicale des matériaux, j'ai restauré la résistance à la compression de l'unité et éliminé tout risque d'écrasement pendant le transport, permettant ainsi au client de réaliser d'importantes économies sur les matières premières sans compromettre l'esthétique haut de gamme.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Vierge 32 ECT Pivot21 | Densité de fibres rétablie | Empêche l'écrasement catastrophique du fret |
| Revêtement aqueux brillant22 | Film aluminium épais remplacé | Optimise le budget des matières premières |
| Validation du micromètre23 | Élimination de l'affaissement structurel | Garantit la sécurité des déploiements en magasin |
Je refuse que des considérations purement esthétiques compromettent la solidité d'une campagne de construction. Si vous sacrifiez la qualité de vos matériaux principaux pour financer des laminations brillantes, vous provoquez vous-même la défaillance de votre chaîne d'approvisionnement.
🛠️ Le bureau d'Harvey : Vos finitions graphiques haut de gamme financent-elles secrètement une dangereuse baisse de la résistance de votre carton ondulé ? 👉 Obtenez un audit rigoureux des tolérances des matériaux ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez certes obtenir des prix unitaires plus bas auprès de fournisseurs moins chers, mais si un débordement de palette, même minime, provoque un affaissement important de la base dans un entrepôt à forte humidité, votre marge bénéficiaire sera anéantie par le refus immédiat des détaillants. Récemment, une erreur de tolérance de 2 mm, fatale pour un déploiement national majeur, a été détectée lors d'une analyse technique. Cessez de gaspiller votre budget logistique sur des hypothèses structurelles non vérifiées et laissez-moi concevoir personnellement votre prochain déploiement en magasin ↗ afin de garantir une livraison optimale et une rentabilité commerciale maximale.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Les normes d’ingénierie de l’emballage détaillent comment la réduction de la qualité du carton ou du grammage (g/m²) compromet la capacité de charge et augmente la susceptibilité à l’écrasement dans les chaînes d’approvisionnement de la distribution. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle la réduction de la qualité du matériau entraîne une défaillance physique. Note de portée : applicable spécifiquement aux supports en carton ondulé .
« [PDF] ISTA 3A – Association internationale pour la sécurité du transport », https://ista.org/docs/3Aoverview.pdf. Vérification du protocole de test ISTA 3A afin de confirmer son application à la simulation des vibrations réelles liées au transport de petits colis. Rôle de la preuve : norme technique ; type de source : organisme de certification industriel. Appuie : la validité de la méthode de test d’intégrité structurelle. Note relative au champ d’application : la norme est spécifiquement axée sur les environnements d’expédition de colis .
« Explication des indices ECT : leur importance pour vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOootVcYOF_JidB_Sb4oRIKOg-XRX4-qW12GZwxp2m0W4sGDKljW_ . Données techniques expliquant la différence de capacité de charge entre les indices ECT 26 et 32. Type de preuve : spécification technique ; source : manuel d’ingénierie de l’emballage . Confirme : l’affirmation selon laquelle l’augmentation de l’indice ECT accroît l’intégrité structurelle et prévient l’écrasement. Remarque : les performances réelles peuvent varier en fonction du profil des cannelures.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Spécifications techniques du carton 32 ECT (Edge Crush Test) et son impact sur l’intégrité structurelle des présentoirs de point de vente. Type de preuve : spécification technique ; type de source : norme industrielle/fiche technique du fabricant. Contribue à : la stabilité structurelle des présentoirs. Note relative au champ d’application : s’applique aux normes d’emballage en carton ondulé.
« Les risques cachés d'un mauvais assemblage de présentoirs PLV (et comment les éviter…) », https://www.eliteprintingandpackaging.com/blog/the-hidden-risks-of-poor-pos-display-assembly-and-how-to-avoid-them/ . Documentation des sanctions financières infligées aux détaillants pour l'expédition de présentoirs PLV endommagés ou structurellement défectueux. Rôle de la preuve : évaluation des risques financiers ; type de source : guide de conformité pour le commerce de détail. Appuie : le lien entre la qualité des matériaux et la réduction des coûts. Note de portée : se concentre sur les normes de conformité des grandes surfaces.
« Comment la conception innovante des présentoirs PLV favorise le développement durable et… », https://www.packagingcorp.com/resource-hub/industry-insights/how-innovative-pop-display-design-advances-sustainability-and-efficiency/. Données comparatives montrant la réduction du temps de travail grâce à la simplification des composants d’assemblage des présentoirs. Type de preuve : indicateur quantitatif ; type de source : étude de cas/rapport opérationnel. Constat : gains d’efficacité grâce à la simplification de la conception. Remarque : le pourcentage peut varier en fonction de la complexité du présentoir .
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explication technique de la tolérance de pliage et de l'absorption de matière dans la conception d'emballages en carton ondulé. Rôle de la preuve : validation technique ; type de source : norme/manuel de l'industrie de l'emballage. Constat : l'épaisseur du matériau occupe de l'espace lors d'un pliage à 90 degrés. Note relative au champ d'application : concerne spécifiquement le calibre du carton ondulé .
« Procédures de test – Association internationale pour le transport sécurisé », https://ista.org/test_procedures.php. L’Association internationale pour le transport sécurisé (ISTA) fournit des protocoles normalisés à l’échelle mondiale pour tester la durabilité des emballages pendant le transport. Rôle de la preuve : vérification de la norme ; type de source : norme industrielle. Appuie : la validité de l’utilisation des protocoles ISTA pour détecter les défaillances structurelles des emballages de présentation. Note sur le champ d’application : s’applique à différentes séries ISTA telles que 3A ou 2A .
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Les spécifications techniques du carton ondulé définissent l'épaisseur standard du carton cannelé B. Rôle de la preuve : vérification factuelle ; type de source : spécification technique. Éléments d'appui : la mesure d' épaisseur spécifique utilisée pour la cannelure B. Remarque : l'épaisseur exacte peut varier légèrement selon le fabricant.
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. Document technique expliquant les ajustements mathématiques nécessaires à l'épaisseur du matériau pour garantir des rayons de courbure précis dans le carton ondulé. Rôle de la preuve : méthodologie technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : la nécessité d'ajustements au pied à coulisse pour la précision structurelle. Note de portée : spécifique à la physique du matériau ondulé .
« [PDF] Spécifications pour le carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . Normes industrielles relatives aux tolérances des languettes et des encoches dans les présentoirs de point de vente afin de garantir un assemblage sans frottement. Rôle de la preuve : spécification technique ; type de source : guide de conception de fabrication. Supporte : la mesure spécifique de l’élargissement des encoches pour réduire le frottement. Note sur la portée : peut varier selon la qualité du carton.
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Analyse technique de la manière dont la reconstruction géométrique par CAO empêche l’affaissement des cannelures internes lors des opérations de pliage. Rôle de la preuve : mécanisme causal ; type de source : norme de conception industrielle. Appuie : la relation entre la conception géométrique et l’intégrité structurelle. Note de portée : se concentre sur la géométrie des lignes de pliage .
« Dimensions standard des palettes | Avec tableau », https://www.kampspallets.com/standard-pallet-sizes-with-chart/. Confirmation des dimensions standard des palettes GMA utilisées en logistique nord-américaine. Niveau de preuve : spécification technique ; type de source : norme industrielle. Supporte : la base physique pour le calcul du débordement des palettes. Note relative à la portée : norme nord-américaine .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Explication technique de la méthode BCT (Boîtes en carton ondulé) pour mesurer la capacité portante et du rôle crucial de l’alignement vertical des angles pour le maintien de l’intégrité structurelle. Type de preuve : principe d’ingénierie ; source : guide technique d’emballage. Appuie : l’affirmation selon laquelle un mauvais alignement entraîne une défaillance catastrophique pendant le transport. Remarque : s’applique spécifiquement au carton ondulé .
« Modélisation prédictive de l'influence du débordement des palettes sur la résistance à la compression des cartons », https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3 . Un guide technique de référence en ingénierie de l'emballage démontre que même un faible débordement des palettes réduit considérablement la résistance à la compression verticale des cartons ondulés . Type de preuve : vérification quantitative ; source : manuel technique. Arguments : l'affirmation selon laquelle le débordement entraîne une perte substantielle de capacité de charge. Remarque : le pourcentage exact dépend de l'importance du débordement et de l'épaisseur du carton.
« Qu'est-ce qu'un présentoir quart de palette ? – PopDisplay », https://popdisplay.me/what-is-a-quarter-pallet-display/. Analyse de la manière dont des décalages géométriques spécifiques rétablissent l'alignement des coins afin d'éviter la rupture structurelle des palettes pendant le transport. Type de preuve : démonstration empirique ; source : étude de cas logistique. Conclusion : l'efficacité des décalages pour prévenir l'effondrement des palettes. Remarque : les résultats varient en fonction du poids et du matériau de la charge .
« Comment éviter le débordement des palettes dans la production d'aliments pour animaux », https://www.bwpackaging.com/blog/how-to-prevent-pallet-overhang-in-animal-feed-operations . Vérification que des ajustements précis des limites par commande numérique (CNC) éliminent le débordement du plateau afin de garantir la stabilité du chargement dans les conteneurs maritimes. Rôle de la preuve : validation de processus ; type de source : spécification de fabrication. Appuie : le rôle d'un débordement nul pour la sécurité du chargement. Note relative au champ d'application : s'applique aux composants rigides des présentoirs PLV.
« Comprendre le test de compression de boîtes (BCT) : la clé de la résistance des boîtes dans l’industrie du carton ondulé », https://www.linkedin.com/posts/kashif-wattu-81b428124_bct-boxcompressiontest-corrugationtechnology-activity-7381765285592309760-psEb. Explication technique de la manière dont l’optimisation du centrage de la charge lors du test de compression de boîtes (BCT) isole les contraintes dynamiques afin de réduire les dommages liés au transport. Preuve : validation technique ; type de source : norme d’ingénierie de l’emballage. Constat : corrélation entre le centrage lors du test BCT et la réduction des taux de dommages. Remarque : ce document porte sur la résistance à la compression verticale .
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Une source faisant autorité en ingénierie de l’emballage confirmerait qu’une réduction de la résistance à l’écrasement des bords (ECT) diminue directement la capacité de charge et la stabilité verticale d’un présentoir. Rôle de la preuve : vérification technique ; type de source : norme d’ingénierie industrielle. Appuie : l’affirmation selon laquelle une qualité de carton inférieure compromet l’intégrité structurelle. Note sur la portée : applicable aux présentoirs de point de vente en carton ondulé .
« Spécifications des boîtes en carton ondulé 32 ECT : Guide complet – Lansbox », https://lansbox.com/32-ect-corrugated-box-specs/. La documentation technique relative aux normes d’emballage en carton ondulé atteste de la résistance à la compression des cartons classés 32 ECT (Edge Crush Test). Niveau de preuve : Spécification technique ; type de source : Norme industrielle. Appui : L’utilisation de la norme 32 ECT comme référence pour l’intégrité structurelle des présentoirs de vente au détail. Remarque : Les performances peuvent varier en fonction du profil des cannelures et de l’humidité .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoogxkZCk-o_jaC5rJ3a4f5sqOwQ6JWEgF_zpmwpCRHgre7kz6k1 . Données techniques sur 32 normes ECT (Edge Crush Test) pour le carton ondulé et leur impact sur la capacité de charge pendant le transport. Rôle de la preuve : spécification technique ; type de source : norme industrielle/ASTM ; Appuie : allégations d'intégrité structurelle. Note de portée : s'applique aux présentoirs en carton ondulé.
« Qu’est-ce qu’un revêtement aqueux pour l’impression et l’emballage ? », https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOoqbv85VlqVPeKsHZ3Jj2Lg128qtX8XLEx2YehmTW490EwiOEtXO. Comparaison des revêtements aqueux et des laminés à chaud en termes de coûts et de poids des matériaux. Type de preuve : analyse coûts-avantages ; source : guide de l’industrie de l’impression et de l’emballage ; argument : optimisation budgétaire. Note : ce document porte sur les finitions de surface .
« [PDF] Mesure de l’épaisseur – GovInfo », https://www.govinfo.gov/content/pkg/GOVPUB-C13-0c7770f847b9df9db4738c1fc74a9cae/pdf/GOVPUB-C13-0c7770f847b9df9db4738c1fc74a9cae.pdf. Vérification de l’épaisseur des matériaux à l’aide de micromètres pour garantir les tolérances de charge et prévenir les défaillances structurelles des présentoirs de vente au détail. Rôle de la preuve : méthodologie de contrôle de la qualité ; type de source : manuel de fabrication ; Appuie : allégation de stabilité structurelle. Note sur la portée : spécifique aux processus d’assurance qualité .



