
Lancer un produit liquide lourd dans les grandes surfaces est risqué. Si les emballages en carton standard cèdent sous le poids des bouteilles en verre, c'est toute votre campagne qui s'effondre.
Oui. Les présentoirs à boissons nécessitent des matériaux robustes pour supporter le poids important des liquides. Les ingénieurs préconisent des structures en carton ondulé double paroi mélangé à du kraft vierge afin d'optimiser la résistance à l'écrasement des bords, d'éviter le flambage de la base et de garantir une intégrité structurelle totale lors du transport maritime et du stockage sur palettes lourdes dans des entrepôts humides.

Mais savoir qu'il vous faut des panneaux robustes n'est que le point de départ. Transformer cette résistance brute en une structure fonctionnelle et durable pour le magasin exige une ingénierie de précision.
Quels matériaux sont utilisés pour les présentoirs ?
Le choix du bon substrat est déterminant pour la survie du commerce de détail. Si vous optez pour une qualité de carte inadaptée, même la meilleure conception structurelle cédera sous une forte charge.
Les matériaux couramment utilisés pour les présentoirs comprennent le carton ondulé, le carton plat, le plastique et le métal. Pour les supports promotionnels temporaires, le carton ondulé double cannelure haute résistance domine le marché, offrant un équilibre optimal entre résistance à la compression dynamique, rentabilité et recyclabilité, exigences strictes des grandes surfaces.

Choisir le bon type de papier semble simple sur une fiche technique, mais la physique des matériaux se comporte différemment lorsqu'ils sont chargés de produit.
Le mandat de Virgin Kraft pour les présentoirs
Les équipes d'approvisionnement soucieuses d'une durabilité maximale imposent souvent du carton 100 % recyclé pour les présentoirs de grande distribution, partant du principe qu'il possède exactement la même intégrité physique que le carton neuf. Ceci engendre un déficit structurel important pour les produits lourds contenant des liquides¹.Elles ignorent la réalité mécanique microscopique du processus de repulpage du papier, où les fibres de cellulose se raccourcissent et s'usent structurellement²après plusieurs cycles de recyclage.
Je constate constamment ce problème lorsque les marques tentent de charger de lourdes bouteilles en verre sur des plateaux fortement recyclés. Les fibres courtes et surrecyclées manquent tout simplement de la rigidité requise³,si bien que lorsqu'on applique une pression sur le dessus, on entend littéralement le crissement sec et distinct des cannelures internes qui s'affaissent instantanément. C'est un piège courant qui prend même les acheteurs expérimentés. Pour y remédier, j'impose une approche hybride, en injectant précisément 30 % de papier kraft vierge⁴directement dans les cannelures porteuses. Cette introduction stratégique de longues fibres de papier neuves restaure instantanément la résistance à la compression dynamique nécessaire pour supporter le transport maritime en double empilement, sans enfreindre les quotas de durabilité stricts. En renforçant le matériau précisément là où c'est nécessaire, nous éliminons complètement les dommages liés au transport, ce qui nous permet d'économiser des semaines de frais de reconditionnement manuel coûteux.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de testliner 100% recyclé pour les liquides épais | Injecter 30 % de kraft vierge dans les cannelures centrales5 | Empêche l'écrasement du niveau de base |
| Ignorer l'épuisement des fibres de papier | Appliquer des normes strictes en matière d'ECT6 | Prévient les dommages coûteux liés au transport |
| Analyse des vibrations multi-axes | Utilisez des bases à double paroi en cannelure en C7 | Maintient l'écran en position verticale pendant 6 semaines |
Je refuse de risquer des campagnes publicitaires pour des boissons sur du papier de mauvaise qualité. En intégrant du kraft vierge dans la structure porteuse, je garantis que vos emballages arriveront parfaitement intacts, évitant ainsi tout risque de déformation et protégeant votre campagne d'un rejet immédiat en magasin.
🛠️ Le bureau d'Harvey : Vos présentoirs en carton actuels fléchissent-ils sous le poids de vos produits liquides ? 👉 Demandez un audit de vos matériaux de structure ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les besoins d'entretien d'un présentoir promotionnel ?
Maintenir un présentoir impeccable dans une allée très fréquentée d'un supermarché est un défi permanent. Les contraintes quotidiennes de l'entretien du magasin peuvent rapidement endommager les structures en carton non protégées au niveau du sol.
L'entretien d'un présentoir promotionnel repose essentiellement sur la préservation de son esthétique et la protection de sa structure. Les employés en magasin doivent constamment réapprovisionner les produits vendus, réaligner les séparateurs modulaires désaxés et nettoyer le sol environnant. Cela exige des finitions d'emballage résistantes aux éraflures, à la saleté et à l'humidité ambiante.

La plupart des concepteurs se concentrent exclusivement sur les graphismes à hauteur des yeux, oubliant complètement que les quelques centimètres inférieurs déterminent la durée de vie réelle de l'appareil.
Protection des présentoirs promotionnels contre le risque lié au « Mop Guard »
Les équipes marketing juniors conçoivent souvent de magnifiques présentoirs de sol en utilisant une lithographie standard jusqu'à la base. Elles partent du principe que l'environnement de vente est parfaitement sec et contrôlé. Or, elles ne tiennent pas compte de la réalité parfois brutale du nettoyage quotidien des magasins, où les autolaveuses industrielles et les balais à franges lourdsviennent régulièrement heurter les bords inférieurs de la structure en carton.
Lorsqu'un bord imprimé standard absorbe l'eau sale d'une serpillière, les fibres ondulées brutes agissent comme une éponge, provoquant le gonflement et le décollement immédiats du panneau inférieur<sup>9</sup>, laissant un anneau brunâtre, humide et désagréable, à l'odeur d'eau stagnante. Même les concepteurs expérimentés négligent souvent ce point faible lors de la réalisation de leurs gabarits. Pour protéger le présentoir, j'applique une barrière protectrice transparente de polyuréthane ou de vernis<sup>10</sup> exclusivement sur les 101,6 mm (4 pouces) inférieurs de la base. Cette matrice polymère liquide invisible repousse l'eau au contact, garantissant ainsi la rigidité des angles. Grâce à cette simple barrière protectrice, nous prolongeons considérablement la durée de vie du présentoir en magasin, préservant ainsi l'image de votre marque et évitant son retrait prématuré par des responsables de magasin exaspérés.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Laisser les bords inférieurs bruts et non traités | Appliquer un vernis transparent sur les 101,6 mm (4 pouces) inférieurs11 | Repousse l'eau de lavage nocturne |
| En ignorant le délaminage au niveau de la base | Sceller les fibres de papier avec une barrière aqueuse12 | Arrêts dans des coins sales et détrempés |
| En supposant que les magasins restent parfaitement secs | Ingénieur en frottement liquide au niveau du sol | Prolonge la durée de vie de l'écran de plusieurs semaines13 |
Je pars toujours du principe que la surface de vente est un environnement hostile. En fixant mathématiquement une barrière anti-humidité à la base, je préviens le décollement avant même qu'il ne commence, garantissant ainsi la pérennité de votre image de marque face aux aléas de l'entretien quotidien des allées.
🛠️ Le bureau d'Harvey : Vos présentoirs sont-ils abîmés et gorgés d'eau après seulement trois jours dans les rayons ? 👉 Profitez de notre Protection de base améliorée ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Quelles précautions de sécurité faut-il prendre lors du montage d'un présentoir ?
L'assemblage est l'étape la plus critique de votre chaîne logistique. Obliger les vendeurs ou les sous-traitants à manipuler des cartons trop serrés engendre des frottements importants et des risques de dommages cachés.
Les exigences de sécurité liées à l'assemblage d'un présentoir imposent d'éliminer les contraintes physiques et les risques liés aux bords. Les ingénieurs doivent appliquer un réglage précis de l'épaisseur des languettes d'emboîtement afin de garantir des liaisons sans frottement et ainsi prévenir les coupures graves du papier, la fatigue due aux mouvements répétitifs et les déchirures structurelles lors des opérations de conditionnement à grande vitesse en entrepôt humide.
Un tracé de découpe qui s'affiche parfaitement sur un écran numérique se transforme souvent en un véritable cauchemar d'assemblage une fois que les fibres de papier arrivent dans un centre de distribution humide.
Gestion du gonflement dû à l'humidité lors du montage d'un présentoir
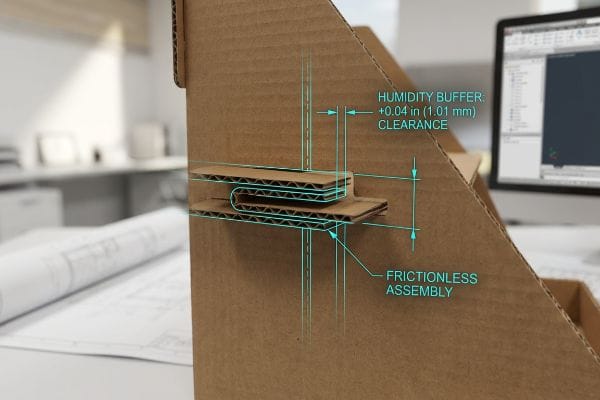
Les graphistes travaillant dans des bureaux climatisés définissent souvent les tolérances des rainures de découpe en fonction de l'épaisseur absolue à sec du panneau, par exemple 3,04 mm (0,12 pouce) pour un panneau standard de type B<sup>14. Ils supposent à tort que le support restera parfaitement statique pendant le transport maritime ou un stockage prolongé. Or, le Testliner poreux se comporte comme un matériau dynamique qui absorbe activement l'humidité ambiante<sup>15</sup>, notamment dans les régions humides, ce qui provoque un gonflement physique du panneau bien au-delà de son épaisseur théorique.
Lorsqu'un emballage plat arrive dans un entrepôt humide, une encoche parfaitement ajustée à la languette lors du dessin assisté par ordinateur (CAO) devient soudainement extrêmement serrée. Je vois alors les magasiniers s'appuyer de tout leur poids sur les panneaux, provoquant une déchirure bruyante et frustrante de la feuille supérieure lithographiée lorsqu'ils tentent d'emboîter les pièces gonflées. Pour résoudre ce problème, j'intègre automatiquement une marge d'humidité supplémentaire de 1,01 mm (0,04 pouce) directement dans les encoches de nos fichiers structuraux. Ce décalage précis compense la dilatation naturelle des fibres de papier sans compromettre la tension de verrouillage. Grâce à ce jeu calculé, nous garantissons un assemblage sans frottement et sans déchirure pour l'équipe de conditionnement, réduisant ainsi considérablement les temps de travail et évitant un gaspillage important de matériaux en début de production.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes de traçage pour une épaisseur de planche parfaitement sèche | Ajouter une marge d'humidité de 1,01 mm (0,04 pouce)17 | Assure un emboîtement fluide |
| Forcer les languettes gonflées dans des trous étroits | Utiliser des tolérances de pliage paramétriques18 | Empêche les déchirures des graphiques imprimés |
| Ignorer les conditions climatiques de l'entrepôt | tolérances de jeu spécifiques à l'ingénieur19 | Réduit considérablement le temps de conditionnement |
Je conçois mes gabarits pour résister aux contraintes physiques de l'entrepôt, et pas seulement à l'écran d'ordinateur. Une légère tolérance à l'humidité élimine tout risque de frustration liée à la manipulation, garantissant un assemblage sûr, rapide et impeccable de chaque unité, même dans des délais très courts.
🛠️ Le bureau de Harvey : Vos sous-traitants déchirent-ils constamment les languettes de maintien en luttant avec des languettes en carton gonflées ? 👉 Demandez un audit de friction des lignes de découpe ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Qu'est-ce qui fait un bon présentoir en magasin ?
Une campagne visuellement époustouflante ne sert à rien si sa structure cède pendant le transport. La qualité prime sur la survie, et la survie dépend entièrement de la maîtrise de la logistique cinétique.
Un présentoir de qualité allie une conception structurelle robuste aux normes de conformité strictes des distributeurs. Les unités de merchandising haute performance utilisent des dimensions de palettes fractionnées ciblées, un ancrage stratégique du centre de gravité et des géométries de cartons maîtres sans débordement pour garantir une logistique parfaitement fluide, une visibilité maximale dans les allées et une exécution irréprochable, de l'usine au magasin.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que de lourdes palettes sont empilées à l'intérieur d'un conteneur maritime vibrant.
Pourquoi les cartons standards échouent-ils en usine ?
Les équipes d'approvisionnement augmentent souvent les dimensions des cartons d'expédition au maximum afin d'optimiser la densité de chargement par conteneur, partant du principe que la résistance à la compression du carton épais suffira à protéger les marchandises. Elles ignorent totalement les contraintes physiques liées à l'empilage des palettes en bois. La résistance à la compression (BCT) d'un emballage en carton ondulé dépend jusqu'à 60 % del' alignement vertical et porteur de ses quatre coins.
Il ne s'agit pas que de théorie : je constate ce problème en atelier lorsque les clients fournissent des fichiers dont le débord est de seulement 12,7 mm (0,5 pouce) au-delà du périmètre de la palette GMA (Grocery Manufacturers Association)<sup>21. Lorsque ce coin non soutenu dépasse du bois, la charge cinétique supérieure se reporte entièrement sur les panneaux centraux, plus fragiles22</sup>, et sous une pression de 226,7 kg (500 lb) sur la presse à compression, le niveau inférieur se courbe violemment vers l'extérieur et s'écrase brutalement. Pour remédier à ce problème, j'impose un cadre de délimitation strict sans débord dans notre logiciel de prépresse automatisé, réduisant ainsi artificiellement l'encombrement maximal autorisé du carton de 12,7 mm (0,5 pouce) exactement. J'ai effectué des mesures au micromètre et prouvé que nous n'avions pas besoin de carton plus épais ; un alignement vertical mathématiquement parfait suffisait. En imposant ce micro-ajustement, je garantis que les coins structurels restent soutenus à 100 % par le platelage en bois, rétablissant ainsi la résistance à la compression essentielle et éliminant totalement les dommages liés au transport lors des chargements de conteneurs à double empilement, ce qui permet aux clients d'éviter des refacturations massives de la part des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Laisser les cartons dépasser du plancher en bois23 | Imposer une boîte englobante stricte sans débordement | Empêche l'écrasement du niveau inférieur |
| Se fier uniquement aux valeurs ECT brutes du tableau | Réduire l'encombrement de 0,5 pouce (12,7 mm)24 | Verrouille la résistance des angles verticaux |
| Maximiser à l'aveugle la densité de chargement interne | Alignez les coins avec les longerons de la palette25 | Élimine les rétrofacturations coûteuses des détaillants |
De légères erreurs géométriques compromettent l'intégrité structurelle bien avant que le présentoir n'arrive en magasin. En fixant parfaitement les cartons d'emballage à l'intérieur de la palette, vous garantissez la résistance de vos présentoirs aux contraintes extrêmes du transport maritime.
🛠️ Le bureau d'Harvey : Connaissez-vous la tolérance de débordement exacte de vos cartons principaux avant leur chargement dans le conteneur d'expédition ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez inutilement dans la production en série.
Conclusion
Vous pouvez vous procurer le carton le plus épais du marché, mais si un léger débordement de palette provoque l'écrasement brutal de vos présentoirs de boissons dans un conteneur maritime, l'effondrement structurel qui en résulte entraîne un refus immédiat du détaillant et anéantit la marge bénéficiaire de votre projet. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne laissez plus les tolérances de charge dynamiques au hasard : laissez-moi auditer personnellement votre logistique grâce à mon Audit Pré-Factory de Moulage Gratuit ↗ afin de détecter ces vulnérabilités invisibles avant d'autoriser la production en série.
« [PDF] Examen comparatif des propriétés physiques du carton recyclé… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. Analyse comparative de la résistance à la compression dynamique et de la capacité de charge du carton recyclé et du carton vierge sous fortes contraintes. Type de preuve : indicateur de performance ; type de source : rapport d’ingénierie d’emballage. Arguments : nécessité du kraft vierge pour les présentoirs de liquides lourds. Note sur la portée : applications spécifiques à la vente au détail .
« [PDF] Que deviennent les fibres cellulosiques lors de la fabrication et du recyclage du papier… », https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. Documentation scientifique montrant comment le repulpage mécanique répété réduit le rapport d'aspect et la capacité de liaison des fibres de cellulose. Type de preuve : mécanisme technique ; source : revue scientifique des matériaux. Arguments : l'infériorité structurelle du papier testliner recyclé. Remarque : s'applique spécifiquement aux produits en papier à base de cellulose .
« Impact environnemental des emballages en carton ondulé », https://www.internationalpaper.com/resources/blog/environmental-impact-corrugated-packaging-why-balanced-fiber-approach-best. Explication scientifique de la façon dont la dégradation de la longueur des fibres lors des processus de recyclage réduit la rigidité structurelle du carton. Rôle de la preuve : vérification technique ; type de source : revue de science des matériaux ou manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle les fibres recyclées offrent une rigidité inférieure à celle des fibres vierges. Note de portée : spécifiquement en ce qui concerne l’intégrité des cannelures du carton ondulé .
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Référence technique démontrant le pourcentage minimal de fibres vierges nécessaire pour maintenir la résistance à la compression dynamique lors d'expéditions lourdes. Type de preuve : spécification technique ; source : norme de l'industrie de l'emballage ou fiche technique du fabricant. Appuie : l'efficacité d'un mélange kraft vierge à 30 % pour les applications de support de charge. Note de portée : concerne les mélanges de matériaux hybrides pour le cannelage .
« [PDF] CARTONS VIERGES VERSUS CARTONS RECYCLÉS Par L. Lisa Zhao Thèse… », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. Les directives techniques relatives à l’emballage précisent comment l’incorporation de fibres de kraft vierges améliore la résistance à l’éclatement et à la compression verticale des cartons ondulés. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’efficacité de l’ajout de kraft vierge pour prévenir l’écrasement de la couche inférieure. Note de portée : les pourcentages optimaux peuvent varier selon la qualité du matériau .
« Explication des valeurs ECT : leur importance pour vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOorKFLqgaRSi4DVNm6fQAocSp_AZT8WwuSjRqhwH3AS33b9d2s9I. Les normes industrielles relatives au test de résistance à la compression des bords (ECT) fournissent les mesures quantitatives nécessaires pour déterminer la capacité de charge des emballages en carton ondulé. Rôle de la preuve : vérification de la norme ; type de source : norme industrielle (par exemple, TAPPI). Appui : l’utilisation des valeurs de référence ECT pour prévenir les dommages liés au transport. Remarque : l’ECT est spécifique à la résistance du carton ondulé .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les spécifications des matériaux pour la cannelure en C et la construction en carton ondulé double cannelure démontrent une résistance supérieure aux vibrations multiaxiales et à la compression verticale par rapport aux variantes à simple cannelure. Rôle de la preuve : spécification technique ; type de source : fiche technique de science des matériaux. Appui : l’utilisation de la cannelure en C double cannelure pour une stabilité à long terme. Remarque sur la portée : l’efficacité dépend de la charge utile totale de l’écran.
« 6 signes indiquant que votre établissement a besoin d'une autolaveuse autoportée », https://www.globalindustrial.com/knowledge-center/article/6-signs-your-facility-needs-a-ride-on-floor-scrubber?srsltid=AfmBOoriw5cRLVrgpgcBznQEVQTOUSt2wuKyArs8mIlzWgewBTh7_NAP. La documentation technique sur les risques environnementaux dans le commerce de détail confirme que l'humidité et les chocs des machines de nettoyage provoquent des défaillances structurelles dans les cartons non protégés. Type de preuve : validation factuelle ; source : guide d'ingénierie de l'emballage. Sujet : vulnérabilité structurelle aux équipements de nettoyage. Remarque : s'applique aux présentoirs en carton sur pied .
« Influence de l'humidité et de la température sur les propriétés mécaniques du carton ondulé… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Explication succincte du mécanisme par lequel la pénétration de l'eau dans les fibres de cellulose provoque la rupture structurelle du carton ondulé. Rôle de la preuve : vérification technique ; type de source : science des matériaux d'emballage. Facteurs sous-jacents : dégradation du matériau due à l'humidité. Remarque concernant le champ d'application : s'applique au carton ondulé non protégé .
« Qu’est-ce qu’un revêtement aqueux pour l’impression et l’emballage ? – PopDisplay », https://popdisplay.me/what-is-aqueous-coating-for-printing-and-packaging/ . Brève explication du fonctionnement des revêtements polymères liquides , qui créent une barrière hydrophobe empêchant l’absorption d’eau. Preuve : spécification technique ; source : normes industrielles de revêtement. Justification : utilisation de revêtements pour l’imperméabilité. Remarque : l’efficacité varie selon le type et l’épaisseur du revêtement.
« Astuce pour imperméabiliser le carton ? – Custom Boxes Market », https://customboxesmarket.com/tip-on-how-to-make-cardboard-waterproof/?srsltid=AfmBOorGDFjSNLkAKdgSQfbRzr6r-ftMMcRBWMFcZIOERrHnlfSlEefi . Documentation technique expliquant comment un vernis transparent crée une barrière étanche à l'humidité sur le carton afin d'empêcher l'absorption des produits de nettoyage. Rôle de la preuve : Validation technique ; type de source : Guide d'application des matériaux. Sujet : Efficacité du vernis pour la protection contre les frottements. Remarque : Concerne les supports à base de cellulose.
« Conversion et ses effets sur les propriétés barrières des revêtements… », https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/ . Données scientifiques sur l’utilisation de revêtements aqueux pour prévenir le gonflement et le délaminage des fibres en milieu humide ou exposé à des liquides. Niveau de preuve : Preuve technique ; type de source : Spécification de revêtement industriel. Application : Méthode de prévention de l’humidité dans les coins des présentoirs de vente au détail. Précision: Spécifiquement pour les solutions aqueuses.
« Solutions d'emballage efficaces pour la présentation en magasin », https://folenepackaging.com/by-industry/retail-display-film/. Données empiriques ou études de cas comparant l'intégrité structurelle au fil du temps de présentoirs promotionnels traités et non traités dans des zones à fort passage. Rôle de la preuve : Indicateur de performance ; type de source : Audit du secteur de la vente au détail. Appui : Bénéfice quantitatif de l'ingénierie des liquides au niveau du sol. Remarque : La durée de vie varie selon la fréquence de nettoyage .
« Carton ondulé et qualités de matériaux – Stratégies d’emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Vérification de l’épaisseur à sec standard pour le carton ondulé cannelure B. Preuve : spécification technique ; source : manuel de l’industrie de l’emballage. Support : calibre de référence utilisé pour la conception des découpes. Remarque : les valeurs standard peuvent légèrement varier selon le fabricant .
« [PDF] Effets de l'humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf . Explication scientifique du mécanisme d'absorption de la vapeur d'eau par les revêtements poreux en carton, entraînant des variations dimensionnelles. Rôle de la preuve : vérification des propriétés des matériaux ; type de source : revue scientifique ou manuel d'ingénierie. Appui : le mécanisme de gonflement du carton. Remarque : concerne spécifiquement les revêtements non couchés ou poreux.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Les directives techniques relatives à la conception des emballages structurels définissent les tolérances et les corrections standard nécessaires pour tenir compte de la dilatation hygroscopique des matériaux à base de fibres. Niveau de preuve : Validation technique ; type de source : Manuel d’ingénierie. Éléments pris en compte : La métrique spécifique utilisée pour les corrections de marge d’humidité. Remarque : Les exigences réelles peuvent varier en fonction de la qualité du matériau et de l’humidité régionale.
« [PDF] Effets de l'humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Vérification des tolérances standard de l'industrie concernant la dilatation du carton ondulé due au gonflement par l'humidité. Type de preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Éléments pris en compte : la mesure spécifique du tampon d'humidité. Remarque : peut varier selon la qualité du carton .
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Documentation technique sur l'utilisation de la modélisation paramétrique pour prendre en compte l'épaisseur du matériau et les rayons de courbure des emballages en carton ondulé. Rôle de la preuve : validation de la méthodologie ; type de source : manuel d'ingénierie. Appui : l'utilisation de tolérances paramétriques pour prévenir la rupture des matériaux. Note de portée : s'applique aux flux de travail de conception numérique .
« Analyses du cycle de vie du carton ondulé – Fibre Box Association », https://www.fibrebox.org/life-cycle-assessments/ . Données empiriques et meilleures pratiques industrielles concernant l’influence des tolérances de jeu sur la vitesse d’assemblage et le gonflement du matériau. Rôle des données probantes : optimisation des processus ; type de source : livre blanc sur la logistique. Consolide : la corrélation entre l’ingénierie des tolérances et la réduction du temps de conditionnement. Note sur la portée : axé sur l’efficacité logistique.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. La documentation technique relative à l’ingénierie de l’emballage fournit des données sur la répartition de la résistance à la compression des composants structurels d’une boîte en carton ondulé. Rôle de la preuve : validation technique ; type de source : norme d’ingénierie. Confirme : l’affirmation selon laquelle l’alignement des coins est le principal facteur déterminant la résistance des boîtes en carton ondulé. Note relative à la portée : applicable aux expéditeurs de boîtes en carton ondulé standard .
« [PDF] EXIGENCES GÉNÉRALES RELATIVES AUX PALETTES EN BOIS – Snap-on », https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforPalletSizesandConstruction.pdf. La Grocery Manufacturers Association (GMA) établit des dimensions standard pour les palettes afin de garantir la cohérence, la stabilité et la compatibilité en logistique. Rôle de la preuve : vérification de la norme ; type de source : spécification industrielle. Apport : point de référence pour déterminer les dimensions au sol autorisées des cartons. Remarque sur le champ d’application : s’applique principalement aux normes d’expédition nord-américaines .
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Les sources d'ingénierie de l'emballage expliquent que les charges verticales dans les boîtes en carton ondulé sont principalement supportées par les coins ; la suppression de ce support reporte la charge sur les parois latérales. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Supports : la cause mécanique de la rupture structurelle lors du débordement de la palette. Note de portée : spécifique aux emballages en carton ondulé .
« [PDF] Prédiction de l’effet des espaces entre les planches de palette sur… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1053&context=japr. Brève explication de la façon dont le débordement de la palette réduit considérablement la résistance à la compression verticale des cartons ondulés. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle le débordement entraîne l’écrasement de la couche inférieure. Note sur la portée : s’applique aux cartons maîtres ondulés standard .
« Étude de l’influence de la rigidité du plateau supérieur de la palette sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. Brève explication de la manière dont la réduction de l’emprise au sol du carton, légèrement inférieure aux dimensions de la palette, permet de répartir les charges verticales sur les coins. Type de preuve : spécification technique ; type de source : norme logistique. Appui : Méthode de renforcement des coins verticaux. Remarque sur la portée : Concerne spécifiquement les palettes standard de 48 × 40 pouces .
« Reconditionnement conforme aux exigences de vente au détail : Walmart, Costco et les grandes surfaces… », https://nautical-direct.com/retail-compliance-repackaging-walmart-costco-and-big-box-requirements-explained/. Explication succincte de la manière dont l’alignement structurel avec les longerons de palettes prévient les déplacements de charge et les dommages susceptibles d’entraîner des pénalités pour les détaillants. Preuve : pratique du secteur ; type de source : guide de gestion de la chaîne d’approvisionnement. Objectif : réduire les refacturations coûteuses des détaillants. Précision : ce document se concentre sur la logistique de vente au détail B2B .



