
Vous avez validé le tracé, mais qu'advient-il de l'outillage physique après la première production ? Si vous prévoyez de repasser commande, connaître la durée de vie des outils de coupe vous permettra de réaliser d'importantes économies.
Oui. Les matrices peuvent être utilisées plusieurs fois en production. Une matrice en acier bien entretenue supporte facilement des milliers d'impressions avant que les lames ne s'émoussent. Cependant, les pratiques industrielles courantes exigent un stockage soigneux pour éviter tout dommage dû à l'humidité, afin de garantir la précision de la base en bois et des lames métalliques pour les productions ultérieures.

Mais savoir qu'elles durent ne suffit pas ; vous devez comprendre comment le processus façonne réellement votre stratégie de vente au détail, de A à Z.
Qu'est-ce que la découpe à l'emporte-pièce dans le domaine de l'emballage ?
Comprendre les mécanismes fondamentaux du façonnage structurel est votre première défense contre les retards de fabrication coûteux.
La découpe à l'emporte-pièce pour l'emballage est un procédé mécanique où des lames d'acier de forme spécifique pressent le carton pour découper des formes précises. Cette technique transforme des feuilles imprimées plates en présentoirs tridimensionnels pour la vente au détail, permettant la création d'onglets emboîtables, d'en-têtes incurvés et de pliages complexes sans intervention manuelle aux ciseaux.
Cette transformation harmonieuse d'un graphique plat en une structure 3D repose entièrement sur la préparation du fichier graphique initial.
Comment les couleurs d'accompagnement définissent l'architecture de l'outillage
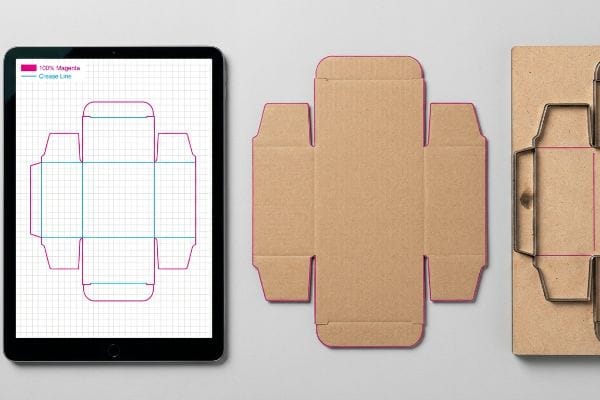
Même les graphistes expérimentés créent souvent des fichiers de structure plats à l'aide de lignes noires CMJN standard¹pour marquer les plis et les découpes. Ils soumettent ensuite le fichier à l'imprimeur en supposant que l'équipement automatisé interprète correctement ces lignes noires. Dans un environnement purement numérique, cette méthode semble logique pour délimiter un rectangle.
La réalité est tout autre en atelier. Je constate fréquemment des erreurs de fichiers en prépresse, car les tables de routage des machines CNC (Commande Numérique par Calculateur) automatisées ne reconnaissent pas l'encre noire. Elles interprètent les couleurs d'accompagnement spécifiques associées aux traits vectoriels. Si votre équipe trace simplement un trait noir standard, le logiciel RIP de la machine l'intègre au calque du visuel. Résultat : une erreur mécanique aiguë, ou pire, une feuille de carton ondulé parfaitement imprimée avec des contours noirs visibles mais sans aucune découpe, source de frustration immense et d'arrêt complet du projet.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Tracé des lignes de découpe structurelles en noir CMJN | Attribution d'une couleur magenta à 100 % aux tracés vectoriels | Empêche les découpes manquantes lors de l'assemblage |
| Laisser les calques découpés fusionnés avec l'illustration | Séparer les coups mécaniques sur une couche dédiée | Garantit des bords nets et sans encre |
| Utilisation d'images raster pour les onglets pliés | Construction de chemins vectoriels mathématiquement liés | Élimine les panneaux tordus et non pliables |
Je vérifie toujours les tracés vectoriels avant même que la découpeuse laser ne chauffe. Une ligne noire imprimée ne peut pas découper du carton, et supposer le contraire revient à gaspiller votre budget marketing en feuilles non découpées.
🛠️ Le bureau d'Harvey : Vous avez un doute sur la mise en forme des traits mécaniques par votre graphiste ? 👉 Envoyez-moi votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Comment fonctionnent les matrices ?
Avant d'approuver une structure ondulée complexe, vous devez comprendre les forces physiques extrêmes qui s'exercent sur votre matériau.
Dans le domaine de l'emballage, les matrices fonctionnent comme des emporte-pièces robustes. Une planche en bois maintient des lames d'acier pliées à des positions précises. Placées dans une presse à haute pression, ces lames métalliques s'abattent sur des feuilles de carton ondulé plates, coupant simultanément les fibres et marquant les lignes de pliage avec une force mécanique extrême.

Tandis que l'action de découpe permet de tracer la forme extérieure, c'est l'action de pliage qui détermine comment votre produit final se plie sans se casser.
Les mécanismes cachés d'une matrice de découpe en acier
On me demande souvent si une simple lame métallique bien aiguisée suffit pour réaliser un pli net sur du carton. Beaucoup d'acheteurs pensent qu'une règle métallique standard, sans grande finesse, s'enfonce simplement dans le carton et crée comme par magie un angle droit parfait. Il est facile, en regardant un rendu CAO impeccable, de supposer que le matériau se pliera tout aussi facilement.
Le problème réside dans l'immense résistance physique des fibres de papier brut. Lors de tests avec des matrices de découpe standard en acier sur du carton kraft vierge épais de 32 ECT , les cannelures intérieures se déforment violemment sous la pression. On entend distinctement le craquement des fibres de papier qui se rompent, ce qui endommage immédiatement la feuille imprimée. Pour remédier à ce problème, nous montons une matrice de rainage femelle sur la plaque de découpe. Ce canal en polymère fait office d'enclume, contrôlant précisément l'étirement du matériau lors de l'impact de la matrice en acier, ce qui empêche totalement la fissuration lithographique² et réduit les déchets de découpe d'environ 15 % ³ .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de règles en acier nu sur une planche épaisse | Application d'une matrice de pliage femelle | Empêche les vilaines craquelures blanches sur les graphismes |
| En supposant que tous les cartons se plient de la même manière | Réglage de la profondeur du pli en fonction du pied à coulisse | Garantit des angles nets et droits |
| En ignorant le sens du grain du papier | Aligner les plis principaux avec le grain | Augmente la résistance à l'empilement vertical |
Je ne me fie jamais à l'acier nu qui s'enfonce dans le vide. L'utilisation d'un canal de pliage en polymère détermine précisément la façon dont la carte se plie, garantissant ainsi que vos graphismes haut de gamme restent intacts lors du pliage.
🛠️ Le bureau d'Harvey : Vos présentoirs actuels présentent-ils des craquelures d'encre au niveau des principaux plis ? 👉 Demandez une analyse des matériaux ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
À quoi sert une machine de découpe ?
Avant d'investir dans un outillage permanent coûteux, il est indispensable de tester les calculs structurels.
Une machine de découpe est utilisée pour la production en série d'emballages identiques avec une grande précision et à grande vitesse. Ces presses industrielles appliquent les matrices en bois sur du carton ondulé brut, découpant et rainurant rapidement des milliers de présentoirs par heure afin de garantir une homogénéité structurelle absolue pour les déploiements à grande échelle dans le commerce de détail mondial.

Avant que ces presses industrielles massives ne se mettent en marche, les installations modernes utilisent des tables de découpe numériques pour prototyper les mêmes mouvements à l'identique.
Valider les calculs avant l'impression
Imaginez le prototypage rapide numérique comme un tailleur effectuant un dernier essayage avant de confectionner un costume sur mesure coûteux. De nombreuses équipes d'approvisionnement tentent de gagner du temps en sautant l' étape de l' échantillon blanc et en commandant directement l' outillage en bois pour la production en série . Elles supposent que les mesures du logiciel se traduiront parfaitement par rapport à la production finale, sans aucune validation physique.
Il s'agit d'un angle mort dangereux en production. Sans passer par un traceur numérique pour le fichier à plat⁶,il est impossible de valider les points de friction physiques de votre carton. J'ai vu des vendeurs s'épuiser en magasin à essayer de forcer des languettes d'emboîtement trop serrées de seulement 2 mm⁷,finissant par déchirer le carton brut et se rabattre sur un ruban adhésif transparent peu esthétique pour maintenir le présentoir . En réalisant un échantillon blanc de 24 heures, nous prouvons concrètement la vitesse d'assemblage, garantissant ainsi que vos sous-traitants ne soient pas ralentis par une géométrie structurelle défectueuse.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Passer outre l'échantillon physique blanc | Utilisation d'un prototype de traceur numérique8 | Confirme un assemblage sans frottement |
| Estimer l'espace libre d'une languette sur un écran | Essai de résistance physique des matériaux | Empêche les languettes déchirées sur le sol du magasin |
| Se précipiter directement sur les outils à bois | Valider les plis avant de fabriquer les assiettes | Permet d'économiser de l'argent sur les coûteuses réparations d'outils9 |
J'exige des prototypes physiques pour chaque projet. La découpe rapide d'un échantillon sur un traceur numérique permet de déceler immédiatement les défauts structurels, vous évitant ainsi de fabriquer des milliers d'unités inutiles et impossibles à assembler.
🛠️ Le bureau de Harvey : Vos équipes en magasin se plaignent-elles constamment de la difficulté à replier les présentoirs ? 👉 Demandez votre audit structurel ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
À quoi sert un dé ?
La véritable valeur de l'outillage sur mesure réside dans la maîtrise des tolérances précises qui résistent aux aléas de la chaîne d'approvisionnement réelle.
L'objectif d'une matrice est de garantir une uniformité géométrique rigoureuse pour chaque unité fabriquée. En fixant les dimensions exactes des languettes, des fentes et des plis dans un outil en acier, les fabricants s'assurent que chaque présentoir en carton ondulé s'assemble parfaitement, préservant ainsi la résistance aux charges dynamiques requise pour les environnements de vente au détail.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche, car même l'outil en acier le plus rigide ne peut contrôler la météo.
Pourquoi les outils parfaits échouent-ils dans les entrepôts humides ?
Dans mon atelier, je constate régulièrement que des calculs de structure s'effondrent complètement une fois sortis du bureau climatisé. On part du principe que lorsqu'un outil de découpe a défini une largeur de languette spécifique – par exemple 3,17 mm (0,12 pouce) pour une cannelure B–cette mesure reste immuable. C'est un piège qui prend même les équipes d'approvisionnement les plus expérimentées, car elles font davantage confiance aux dimensions CAO statiques qu'aux propriétés physico-chimiques du carton lui-même.
Il ne s'agit pas que de théorie : je constate ce phénomène en conditions réelles de test, notamment lors de simulations de longs transports maritimes. Lorsque des emballages plats sont expédiés vers des régions humides comme la Floride ou le Texas, le carton ondulé absorbe l'humidité ambiante et se dilate. Une rainure initialement parfaite se rétrécit alors de quelques fractions de millimètre. Lors de l'assemblage par l'équipe de conditionnement, la résistance du carton humide et lourd empêche un emboîtement correct, ce qui peut entraîner l'écrasement des cannelures. Je résous ce problème en élargissant artificiellement les rainures de 1 mm (0,04 pouce) précisément dans le fichier, avant même la fabrication de l'outil en acier. En compensant mathématiquement la dilatation du papier, je garantis une réduction du temps d'assemblage d'environ 45 secondes par unité, préservant ainsi vos marges de main-d'œuvre, quel que soit le taux d'humidité de l'entrepôt.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes de traçage à la largeur exacte de la planche sèche | Conception d'un tampon d'humidité de 1 mm12 | Permet une configuration rapide et sans frustration |
| Ignorer les changements climatiques régionaux | Ajustement des tolérances pour le transit côtier | Empêche l'écrasement des cannelures lors de l'assemblage13 |
| Accuser l'usine d'être responsable des languettes trop serrées | Précompensation du gonflement du testliner14 | Réduit les coûts élevés du conditionnement manuel à façon |
Des mesures parfaites en laboratoire sont totalement inutiles si elles échouent dans un entrepôt humide. L'intégration d'un tampon d'humidité microscopique directement dans l'outillage en acier garantit un assemblage impeccable de vos présentoirs en magasin.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'humidité exact du carton cannelure B de votre fournisseur actuel avant la lithographie ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez utiliser des outils standardisés, mais si ces découpes parfaitement réalisées se dilatent dans un entrepôt humide, les sous-traitants risquent d'écraser les cartes, ralentissant l'assemblage d'environ 40 % et anéantissant votre marge. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances mécaniques : laissez-moi analyser vos fichiers structurels grâce à mon Audit de découpe gratuit ↗ afin de détecter les points de friction critiques avant le lancement de la production en série.
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? – Prime Line Packaging », https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/ . [Les guides de prépresse de référence précisent que les lignes CMJN sont traitées comme des éléments d'impression et non comme des instructions techniques pour les machines de découpe]. Rôle de la preuve : spécification technique ; type de source : manuel de prépresse. Justifie : la nécessité des couleurs d'accompagnement pour l'architecture d'outillage. Remarque concernant la portée : spécifique aux logiciels de découpe automatisés.
« Prévention des fissures dans la production de boîtes en carton ondulé – LinkedIn », https://www.linkedin.com/posts/nishant-parikh_corrugated-packaging-cardboard-activity-7312512999959732225-6pwq . [Un manuel technique d'ingénierie sur la découpe à l'emporte-pièce confirmerait qu'une matrice femelle soutient le carton afin d'éviter les fissures superficielles de la couche imprimée] . Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie. Sujet : Efficacité des matrices de rainage. Remarque : S'applique spécifiquement aux cartons litho-laminés.
« Matrice de rainage | Choisissez des plis de qualité supérieure pour tous vos travaux de rainage… », https://www.cito.de/en/US/boxline/creasing_matrix/. [Des rapports de référence sectoriels ou des études de cas sur la production d'emballages fourniraient des données quantitatives sur la réduction des déchets obtenue grâce à la mise en œuvre de matrices de rainage]. Rôle de la preuve : Vérification quantitative ; type de source : Rapport sectoriel. Appui : Allégation de réduction des déchets. Remarque : Le pourcentage peut varier selon l'épaisseur du matériau et le type de presse .
« Le rôle des prototypes d'emballage dans la création d'une marque mémorable… », https://www.hatteras.us/the-role-of-packaging-prototypes-in-crafting-a-memorable-brand-image/. [Les manuels professionnels d'emballage décrivent la phase d'échantillon blanc comme une étape obligatoire de vérification structurelle afin de garantir le bon fonctionnement des conceptions CAO dans la réalité physique avant la fabrication des outillages]. Rôle de la preuve : validation des processus ; type de source : manuel industriel. Justifie : la nécessité technique du prototypage. Note relative à la portée : spécifique à la production physique d'emballages .
« Le rôle des outils de découpe dans l’impression d’emballages – MOD-PAC », https://www.modpac.com/the-role-of-die-tooling-in-packaging-printing/. [Les textes techniques sur la découpe détaillent la composition et l’utilisation des matrices en bois comme principal matériau pour le pressage industriel à grand volume]. Rôle de la preuve : spécification technique ; type de source : manuel de fabrication. Sujet : utilisation d’outils en bois en production. Note de portée : se concentre sur les outils de presse traditionnels .
« Prototype d'emballage : importance, création et avantages – Packhit.com », https://packhit.com/packaging/prototype/ . [Les manuels techniques de conception d'emballages expliquent l'utilisation de traceurs numériques pour vérifier la géométrie structurelle et les points de friction physiques avant la fabrication d'outillages coûteux]. Rôle de la preuve : validation de processus ; type de source : manuel technique. Justifie : l'exigence de traçage numérique pour valider la friction du carton. Note de portée : s'applique à la phase de prototypage de la production par découpe.
« Guide des options d'épaisseur pour les boîtes d'expédition en carton ondulé – GMS Industries », https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options . [Les normes d'ingénierie de l'emballage définissent les tolérances spécifiques pour les languettes d'emboîtement afin d'éviter les contraintes et les déchirures lors de l'assemblage ] . Preuve : spécification technique ; source : norme de l'industrie de l'emballage. Appuie : l'affirmation selon laquelle une erreur dimensionnelle de 2 mm entraîne une rupture structurelle. Remarque : les tolérances peuvent varier légèrement en fonction de la taille et de la qualité des cannelures du carton.
« Découpe numérique vs découpe à l'emporte-pièce : laquelle est la meilleure pour l'emballage ? », https://www.eastsign.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html. [Un guide de référence sur l'ingénierie de l'emballage expliquerait comment les traceurs numériques permettent des tests itératifs rapides d'assemblage structurel sans avoir recours à des outils de découpe physiques]. Rôle de la preuve : validation de processus ; type de source : manuel technique. Appuie : l'efficacité du prototypage numérique pour la confirmation d'assemblage. Note de portée : applicable aux emballages en carton et en carton ondulé .
« Pourquoi payer pour l’outillage de découpe ? – Strouse », https://www.strouse.com/blog/why-pay-for-die-cut-tooling. [Des données financières sectorielles ou des guides d’outillage permettraient de comparer les coûts des ajustements de prototypes et du remplacement des matrices en bois permanentes à gabarit en acier]. Rôle de la preuve : justification économique ; type de source : rapport sectoriel. Appuie : le rapport coût-bénéfice de la validation des plis avant la production des plaques. Note sur la portée : se concentre sur les dépenses liées à l’outillage permanent .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les normes industrielles d'emballage définissent les exigences dimensionnelles et les tolérances précises pour les composants en carton ondulé cannelure B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Permet : la vérification des mesures courantes de largeur des languettes. Note relative au champ d'application : s'applique au matériau standard cannelure B.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [La littérature scientifique sur les matériaux documente comment l'absorption d'humidité par les fibres de cellulose entraîne une instabilité dimensionnelle et un gonflement des substrats à base de papier ] . Type de preuve : propriété du matériau ; type de source : revue scientifique. Appuie : l'affirmation selon laquelle les dimensions CAO sont insuffisantes en milieu humide. Note de portée : porte sur les propriétés hygroscopiques.
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Les normes d’ingénierie relatives aux emballages en carton ondulé spécifient le jeu nécessaire ajouté aux fentes des matrices pour compenser la dilatation hygroscopique des matériaux du carton]. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie. Justifie : l’exigence de tampon de 1 mm. Remarque sur la portée : l’application varie selon la qualité du carton et les conditions environnementales extrêmes .
« [PDF] Effets de l’humidité sur la résistance à la compression des boîtes : FBA BCT… », https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Une étude menée par l’industrie de l’emballage démontre qu’une humidité excessive réduit la résistance à l’écrasement vertical des cannelures, ce qui nécessite d’ajuster les tolérances pour éviter leur affaissement lors du pliage]. Type de preuve : mécanisme de défaillance ; source : document technique industriel. Objectif : prévention de l’écrasement des cannelures. Précision : étude portant sur les environnements de transport à forte humidité .
« [PDF] Les propriétés fondamentales du papier liées à ses utilisations », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2022/03/1973.2.785.pdf . [Des données en science des matériaux confirment que le papier recyclé se dilate beaucoup plus que le papier kraft vierge lorsqu'il est exposé à une forte humidité]. Rôle de la preuve : propriété du matériau ; type de source : étude technique. Justifie : la nécessité de précompenser le gonflement. Note relative à la portée : Spécifique au carton recyclé.


