Comprendre les dimensions des emballages est la première étape pour concevoir des présentoirs de vente au détail qui résistent à un déploiement national sans céder sous la pression.
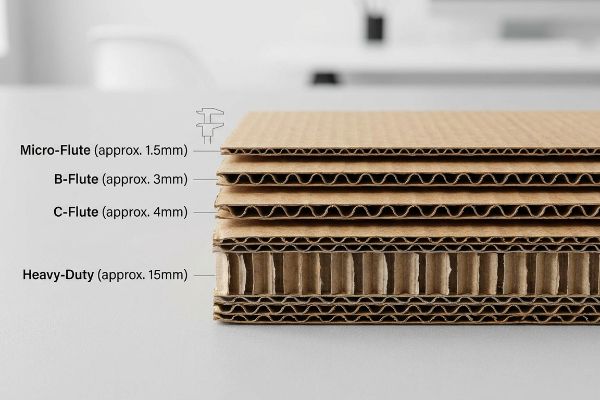
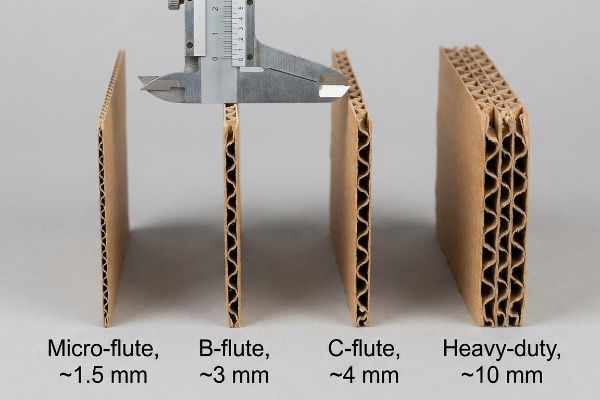
L'épaisseur du carton ondulé varie de 1,5 mm pour les micro-cannelures à 15 mm pour les qualités renforcées. La plupart des emballages de vente au détail utilisent des cartons cannelés simples de type B ou C, d'une épaisseur d'environ 3 à 4 mm, afin d'obtenir un bon compromis entre solidité et qualité d'impression.
Connaître les spécifications de la matière première est utile, mais concevoir ce matériau pour qu'il résiste à un environnement commercial chaotique nécessite un examen plus approfondi des profils de cannelure spécifiques.
Quelle est l'épaisseur standard d'un carton ondulé ?
Lorsque les marques recherchent des structures standardisées pour les points de vente, elles rencontrent généralement quelques profils de matériaux très standardisés, conçus pour un usage commercial général.
L'épaisseur standard du carton ondulé est généralement de 3 mm (0,12 pouce) pour les cannelures de type B et de 4 mm (0,16 pouce) pour les cannelures de type C. Ces matériaux à simple cannelure offrent la résistance de base à la compression (ECT) requise pour les présentoirs de comptoir légers, les emballages d'expédition et les présentoirs temporaires standard destinés à la vente au détail.
Mais supposer que 3 mm (0,12 pouce) restent statiques pendant le processus de fabrication est précisément là où les déploiements commerciaux commencent à échouer.
Les mathématiques cachées de la compensation d'étrier
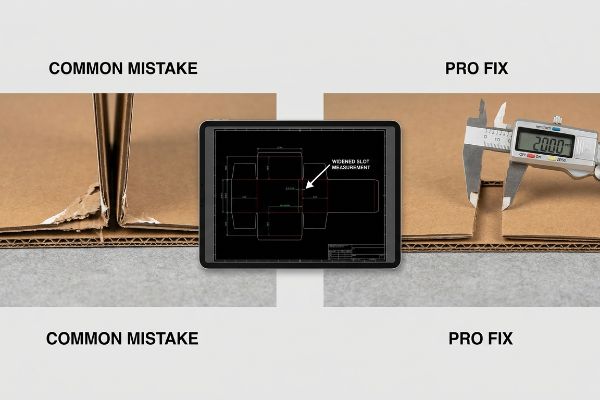
Même les concepteurs les plus expérimentés créent souvent des languettes d'emboîtement et des fentes de pliage dans leurs logiciels de CAO (Conception Assistée par Ordinateur) à la largeur exacte du panneau correspondant. Ils supposent que le carton cannelé standard se comporte comme du papier, traçant un pli parfait à 90 degrés sans tenir compte du décalage physique du noyau cannelé¹.Cela suppose que les calculs structurels à l'écran se traduisent sans difficulté par une découpe physique.
Je constate que ce problème engendre des retouches coûteuses lorsqu'un fichier de découpe à plat ignore complètement la compensation d'épaisseur. Si j'essaie de plier un panneau de 3 mm d'épaisseur sans fente de réceptionélargie², le matériau résiste. J'entends le craquement caractéristique de la feuille supérieure imprimée lorsque les fibres de papier s'étirent au-delà de leurs limites, créant une forte courbure vers l'extérieur qui ralentit considérablement la chaîne de conditionnement d'environ 25 %³. Ma solution : l'ingénierie paramétrique, qui calcule automatiquement la tolérance de pliage pour élargir précisément chaque fente, garantissant un assemblage sans frottement qui préserve l'image de marque tout en réduisant les coûts de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de largeurs de fente de 1:1 pour les languettes d'accouplement | Ajout d'une compensation d'étrier au CAO | Réduit le temps d'assemblage de 25 % |
| En négligeant le déplacement des plis du matériau | Élargissement des fentes en fonction de la taille de la flûte | Empêche la déchirure de la feuille supérieure imprimée |
| Forcer une planche épaisse dans des serrures étroites | Conception d'une tolérance de pliage paramétrique | Garantit des étagères parfaitement carrées |
Je n'envoie jamais de gabarit non compensé à la table de découpe Kongsberg. Le calcul précis des rayons de pliage évite les frottements lors de l'assemblage manuel et garantit un positionnement parfaitement d'équerre du présentoir en magasin.
🛠️ Le bureau d'Harvey : Vos rainures structurelles sont-elles adaptées à l'épaisseur du matériau choisi ? 👉 Demandez un audit gratuit de vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment s'appelle le carton très épais ?
Lors de l'expédition de biens de consommation emballés de grande valeur, les structures à simple paroi ne parviennent souvent pas à fournir la capacité de charge dynamique requise par les grands entrepôts.
Le carton très épais est appelé carton ondulé double ou triple cannelure, combinant plusieurs types de cannelures. Les structures à double cannelure, comme la cannelure BC, mesurent généralement 7 mm d'épaisseur, offrant une résistance à l'empilage exceptionnelle pour supporter les contraintes importantes de la chaîne d'approvisionnement et les charges lourdes des palettes de vente au détail sans déformation catastrophique.
L’utilisation de panneaux robustes donne une fausse impression de sécurité si l’on n’adapte pas les processus de finition en aval pour gérer le volume supplémentaire.
Exigences relatives à la matrice de rainage pour les panneaux épais
Les équipes d'approvisionnement optent souvent pour une structure à double paroi massive pour la présentation en magasin afin d'améliorer la sécurité⁴,partant du principe que l'usine utilisera les mêmes outils standard pour la découpe et le rainage. Elles estiment qu'un simple pli tracé dans un fichier vectoriel permettra d'obtenir un pli net à 90 degrés, quelle que soit l'épaisseur de papier kraft vierge sous la surface imprimée.
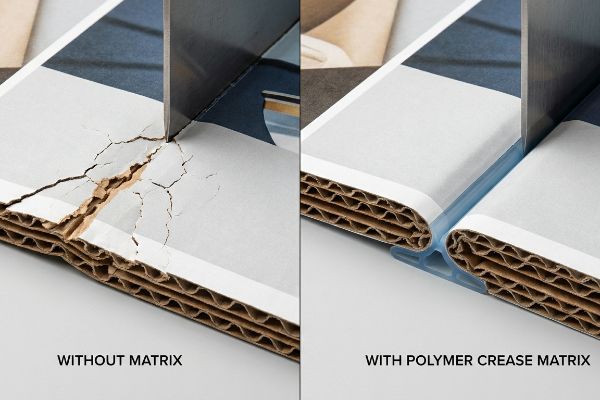
Mais la découpe d'un carton épais 32ECT avec une matrice de découpe standard en acier provoque un conflit structurel important. Lorsque je frappe un carton épais sans canal femelle en polymère spécialisé faisant office d'enclume, je ressens immédiatement la résistance du carton kraft vierge avant que les cannelures ne se déforment brutalement, fissurant visiblement l'illustration lithographiée5 le long de la ligne de pliage. Ce bord brut exposé entraîne un refus immédiat du détaillant. Pour remédier à ce problème, j'utilise un profilage précis de la matrice de pliage sur la plaque de découpe6, contrôlant dynamiquement la tension des fibres de papier afin que même les emballages les plus lourds destinés aux grandes surfaces se plient proprement, maintenant une résistance à la compression maximale sans endommager vos graphismes haut de gamme.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Rainurage d'une planche épaisse avec des matrices standard | Utilisation de canaux de matrice de pliage en polymère7 | Élimine les fissures des bords pliés |
| En négligeant la tension des fibres de papier | Contrôle de la boucle interne de la flûte8 | Prévient les rétrofacturations coûteuses des détaillants |
| Application d'une pression générique à une double paroi | Profilage de la profondeur de la matrice de la règle en acier9 | Maintient une résistance à la compression de 100 % |
J'exige des rainures d'enclume précises pour tout support d'une épaisseur supérieure à celle du papier cannelé standard de type B. Forcer la flexion des fibres rigides du papier sans contrôle de la tension dégrade irrémédiablement l'intégrité structurelle des angles.
🛠️ Le bureau de Harvey : Vos cartons d'expédition renforcés arrivent-ils chez le détaillant avec des plis abîmés et des marques disgracieuses ? 👉 Faites vérifier la tolérance de vos outillages ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Quelle est l'épaisseur typique d'une feuille de carton ?
Dans les agences à environnement contrôlé, les concepteurs calculent souvent les dimensions des emballages en utilisant les mesures absolues à sec fournies par l'usine de matières premières.
L'épaisseur typique d'une feuille de carton est fortement influencée par la cannelure standard B, qui mesure environ 3,2 mm (0,12 pouce). Cependant, cette mesure de base fluctue continuellement en fonction des conditions environnementales ambiantes, ce qui signifie que le carton brut se dilate ou se contracte dynamiquement selon l'humidité et la température atmosphériques.

Se fier à une mesure précise au pied à coulisse à sec est une grave erreur lorsque vos colis plats en vrac commencent leur transport maritime.
Le piège à gonflement dû à l'humidité en milieu très humide
Les équipes marketing approuvent généralement les présentoirs de vente au détail en se basant sur les spécifications exactes des matériaux figurant sur le devis du fabricant. Elles considèrent les dimensions standard des panneaux comme des valeurs fixes et immuables, partant du principe qu'une rainure parfaitement ajustée en studio s'assemblera avec la même friction des mois plus tarddans un entrepôt logistique tiers.
Je constate régulièrement que ce calcul statique échoue lorsque les livraisons arrivent dans des zones à forte humidité comme la Floride. Le support poreux absorbe l'humidité ambiante comme une éponge, ce qui provoque un gonflement de 1 mm supplémentaire (0,04 pouce) sur la carte standard de 3,2 mm (0,12 pouce)<sup> 11 </sup> . Lorsqu'un vendeur tente d'insérer ces languettes gonflées dans des emplacements parfaitement adaptés, la résistance est telle qu'il finit par écraser complètement les cannelures et utiliser du ruban adhésif transparent disgracieux pour maintenir le plateau instable. En intégrant mathématiquement une marge d'humidité précise dans le fichier CAO structurel dès le départ, je garantis un assemblage sans frottement et sans déchirure, ce qui réduit considérablement les coûts de main-d'œuvre liés au conditionnement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| fentes d'ingénierie pour les dimensions sèches | Ajout d'une couche tampon d'humidité de 1 mm13 | Réduction des coûts de main-d'œuvre liés au conditionnement |
| En négligeant l'humidité liée au transit océanique | Expansion du papier poreux en affacturage14 | Empêche l'écrasement forcé des onglets15 |
| S'appuyer sur des gabarits d'agence statiques | Ajustement des dégagements en fonction des climats locaux | Empêche les employés d'utiliser du ruban adhésif |
J'intègre systématiquement des marges de sécurité environnementales dans la conception structurelle de base. Si l'on néglige l'influence de l'humidité ambiante sur les propriétés physiques du papier, la chaîne de production finira inévitablement par s'arrêter.
🛠️ Le bureau d'Harvey : Vos emballages sont-ils conçus pour résister à l'humidité du transport maritime sans se détériorer sur la chaîne de montage ? 👉 Demandez votre analyse structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Quelle est l'épaisseur du carton ondulé triple cannelure ?
Pour l'expédition de charges extrêmement lourdes ou d'électronique sensible, les emballages standard sont abandonnés au profit des structures en carton ondulé les plus robustes disponibles sur le marché.
Le carton ondulé triple cannelure est incroyablement épais, de 12 à 15 mm (0,47 à 0,60 pouce) selon la combinaison de cannelures. Ce matériau robuste intègre trois couches de cannelures et quatre feuilles de couverture, formant une barrière ultra-résistante capable de remplacer les caisses en bois pour les applications industrielles lourdes ou le transport de marchandises en vrac.

Mais investir massivement dans une densité de plateaux maximale ne sert absolument à rien si votre équipe logistique calcule mal l'encombrement dimensionnel sur le quai.
Pourquoi la résistance à triple paroi échoue au test de palette
Les responsables des achats augmentent souvent les dimensions des cartons d'expédition afin d'optimiser la densité de leurs conteneurs, partant du principe que la résistance à la compression des cartons triple cannelure massifs protégera automatiquement les marchandises. Ils optimisent ainsi l'encombrement extérieur au maximum, comptant uniquement sur la résistance à la compression du carton pour supporter la charge verticale dynamiquede 16 mm lors du transport longue distance.
Dans mon atelier, je constate régulièrement que ces emballages lourds subissent des défaillances catastrophiques lors des tests de compression (BCT) pendant les essais de charge, en raison d'une erreur dimensionnelle minime. Un carton maître tire jusqu'à 60 % de sa résistance à la compression<sup>17 </sup> de l'alignement vertical de ses quatre coins. Si un acheteur fait dépasser l'emprise au sol du carton d'une palette standard GMA (Grocery Manufacturers Association) de 1219 × 1016 mm (48 × 40 pouces)18 </sup> de seulement 12,7 mm (0,5 pouce), je constate immédiatement une chute importante de l'intégrité structurelle ; ces coins non soutenus ne supportent aucune charge, ce qui provoque le cintrage et l'écrasement complet du niveau inférieur. J'applique rigoureusement un protocole d'emballage sans débordement, réduisant artificiellement la tolérance d'emprise au sol afin de garantir que chaque coin soit entièrement soutenu par le plateau en bois, éliminant ainsi tout dommage lié au transport et évitant les pénalités logistiques.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dépassant le bord de la palette en bois | Application d'une limite CAO à débordement nul | Élimine les bousculades massives dans les transports en commun |
| S'appuyant uniquement sur la carte brute ECT | Alignement des angles structurels avec la terrasse | Optimise la force maximale du BCT |
| Optimisation de l'empreinte du conteneur | Réduction de la largeur maximale de 12,7 mm | Prévient les pénalités pour dommages subis par les détaillants |
Je ne laisse jamais un carton d'emballage surdimensionné quitter l'atelier. Protéger l'alignement vertical des coins est le seul moyen de tirer pleinement parti de la robustesse coûteuse du carton renforcé.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir d'ignorer l'ingénierie des matériaux, mais lorsqu'un carton principal surdimensionné s'écrase sous le poids d'une palette dans un entrepôt humide, ce simple défaut géométrique entraîne un refus immédiat du détaillant et anéantit votre marge bénéficiaire. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro rejet d'impression. Cessez de jouer avec les tolérances dimensionnelles et laissez-moi optimiser votre projet grâce à mon audit gratuit des gabarits ↗ afin de détecter les erreurs critiques avant le lancement de la production en série.
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Les manuels techniques d'emballage définissent comment l'épaisseur des cannelures nécessite une marge de pliage pour éviter les imprécisions dimensionnelles dans les assemblages finaux]. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Justifie : La nécessité de prendre en compte l'épaisseur du matériau lors du pliage par CAO. Note de portée : S'applique spécifiquement aux cannelures du carton ondulé .
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/ . [Les manuels d'ingénierie d'emballage spécifient le jeu requis pour les rainures de réception en fonction de l'épaisseur du matériau afin d'éviter le déchirement et le cintrage des fibres]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : la nécessité physique de la compensation d'épaisseur dans la conception des découpes. Note de portée : s'applique spécifiquement aux structures en carton ondulé pliées et rainurées.
« Amélioration de la productivité grâce à l'équilibrage des chaînes de montage par l'utilisation de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10788436/. [Les études de productivité industrielle ou les rapports sur la production au plus juste fournissent des données sur les pertes d'efficacité dues aux défauts des matériaux et aux tolérances d'emballage inadéquates]. Rôle de la preuve : vérification quantitative ; type de source : rapport industriel. Appui : le coût opérationnel spécifique lié à la non-compensation de l'étrier. Remarque : le pourcentage réel peut varier en fonction du niveau d'automatisation .
« Boîtes d'affichage en carton ondulé personnalisées | Livraison et conception gratuites », https://theboxology.us/product/corrugated-display-boxes/ . [Les normes techniques relatives aux matériaux en carton ondulé démontrent que les structures à double cannelure offrent une résistance à l'empilage et aux chocs supérieure à celle du carton simple cannelure ] . Preuve : spécification technique ; type de source : guide d'ingénierie de l'emballage. Argumentaire : utilisation du double cannelure pour des raisons de sécurité. Remarque : applications spécifiques au commerce de détail à usage intensif.
« Résistantes et esthétiques : Boîtes en carton ondulé lithographié », https://rockvalleypackaging.com/corrugated-boxes-litho-laminated-durable-and-eye-catching/ . [Les guides techniques sur l’emballage en carton ondulé expliquent comment un rainage incorrect des cartons à haute conductivité thermique (ECT) provoque l’affaissement des cannelures et des fissures de surface dans les films imprimés .] Rôle de la preuve : validation factuelle ; type de source : manuel technique. Justification : dommages subis par le carton lithographié lors de la découpe. Remarque sur la portée : Spécifique aux cartons ondulés haute résistance.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . [Les spécifications techniques des outils de découpe décrivent comment le profilage de la matrice optimise le pliage en gérant la compression et la tension des fibres afin d'éviter les fissures]. Niveau de preuve : spécification technique ; type de source : guide technique. Justification : efficacité du profilage de la matrice de pliage. Remarque sur la portée : s'applique aux panneaux double paroi et haute résistance.
« PLIAGE ET REMPLISSAGE », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Un manuel technique d'emballage explique comment les matrices polymères répartissent la pression lors du pliage afin d'éviter la fissuration des couvertures dans les cartons épais]. Rôle de la preuve : Vérification technique ; type de source : Manuel technique. Appui : L'utilisation de canaux polymères pour prévenir les fissures. Note de portée : Spécifique aux applications de carton ondulé épais .
« Types de boîtes en carton ondulé et dimensions des cannelures : explications », https://www.webstaurantstore.com/blog/1138/types-and-sizes-of-corrugated-boxes.html?srsltid=AfmBOoq8lbDCRPa3YW0QE91lsbpx97-fTlw37letqiFtqcWdR5R-iupb. [Les normes industrielles relatives à l’expédition de marchandises vers les entrepôts-magasins détaillent comment le gauchissement des cannelures réduit l’intégrité structurelle, entraînant des échecs de livraison et des pénalités financières]. Rôle de la preuve : Lien de causalité ; type de source : Norme logistique de la chaîne d’approvisionnement. Appuie : Le lien entre la stabilité des cannelures et la conformité des détaillants. Remarque : Les structures de pénalités propres à chaque détaillant peuvent varier .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . [Des recherches en ingénierie de l'emballage démontrent qu'un profilage précis de la profondeur de découpe évite l'écrasement des cannelures, préservant ainsi la résistance à la compression verticale initiale du carton]. Rôle de la preuve : Spécification technique ; type de source : Étude d'ingénierie de l'emballage. Justification : Maintien d'une résistance à la compression de 100 %. Remarque sur la portée : Applicable aux structures à double et triple paroi.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Des études d'ingénierie sur les panneaux de fibres ondulés démontrent que les niveaux d'humidité atmosphérique entraînent des variations dimensionnelles qui modifient le frottement des joints emboîtables]. Rôle de la preuve: vérification technique ; type de source : article scientifique sur les matériaux. Sujet : l'impact de l'humidité sur l'assemblage structurel. Note de portée : spécifique aux joints à friction.
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Les normes industrielles relatives aux emballages en carton ondulé définissent l’épaisseur nominale du carton cannelé de type B. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Supports : dimensions de base du matériau. Remarque : les valeurs nominales peuvent varier légèrement selon le fabricant. ]
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Recherche en science des matériaux sur les fibres cellulosiques hygroscopiques quantifiant la dilatation dimensionnelle du carton sous forte humidité relative. Type de preuve : mesure empirique ; type de source : étude évaluée par les pairs. Facteurs de preuve : amplitude du gonflement induit par l'humidité. Remarque : les taux de dilatation dépendent de la qualité du revêtement et du pourcentage d'humidité ambiante. ]
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf . [Les normes industrielles relatives aux tolérances des emballages en carton ondulé préconisent l'utilisation d'une marge d'humidité spécifique afin de prévenir les problèmes d'ajustement dans les environnements à forte humidité]. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie de l'emballage. Appui : la recommandation concernant les ajustements de jeu spécifiques. Remarque : la marge réelle peut varier en fonction de la qualité du matériau.
« Influence de l’humidité sur les boîtes en carton ondulé – FlexPAC », https://www.flexp.com/blog/humidity-affects-corrugated-boxes/ . [Des recherches en science des matériaux sur les propriétés hygroscopiques de la cellulose démontrent une expansion dimensionnelle significative du papier ondulé lors du transport maritime]. Rôle de la preuve : vérification des propriétés physiques ; type de source : article scientifique en science des matériaux évalué par des pairs. Appuie : l’affirmation selon laquelle l’humidité provoque l’expansion du papier. Note sur la portée : axé sur les fibres cellulosiques.
« Comportement de l’humidité des poudres pharmaceutiques lors de la compression en comprimés… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10305356/. [Les guides techniques sur la conception des emballages structurels expliquent comment le gonflement du matériau entraîne des ajustements serrés qui provoquent une rupture mécanique ou l’écrasement des languettes lors de l’assemblage]. Rôle de la preuve : vérification de la relation de cause à effet ; type de source : guide de conception d’emballages. Appuie : le lien entre expansion et dommages structurels. Note de portée : s’applique aux conceptions de languettes emboîtables .
« Boîtes en carton ondulé – Test de résistance à l’écrasement des bords (ECT) | TheBoxery.com », https://www.theboxery.com/ect.asp?srsltid=AfmBOorzMnc9s8-FWEX3jmmXotp9zFao_LuzKlqnrRF2TlgF5WPaYMtZ. [Une source technique faisant autorité en matière d’emballages en carton ondulé confirmerait que le test de résistance à l’écrasement des bords (ECT) est la méthode normalisée utilisée pour prédire la résistance à l’empilement et la capacité de charge supérieure des cartons renforcés. Rôle de la preuve : validation technique ; type de source : norme industrielle. Appuie : l’utilisation de l’ECT pour le calcul des capacités de charge. Remarque : les performances réelles peuvent être affectées par l’humidité et le débordement de la palette.] ↩
« Étude comparative de la résistance à la compression de… », https://repository.rit.edu/theses/285/ . La documentation technique sur l’emballage et les directives relatives aux tests de compression de boîtes (BCT) fournissent des données sur la contribution de l’alignement vertical des coins à la résistance à la compression des emballages en carton ondulé. Type de preuve : indicateur technique ; source : manuel d’ingénierie. Appuie : l’affirmation concernant la distribution de la résistance à la compression. Remarque : les résultats peuvent varier selon le type de cannelure et la qualité du carton.
« Palettes GMA 48×40 » | Premier fabricant et fournisseur de palettes », https://www.palletone.com/products/gma-pallets/. La Grocery Manufacturers Association (GMA) définit les spécifications standard de l’industrie pour les dimensions des palettes utilisées en logistique en Amérique du Nord. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Apport : base dimensionnelle pour le calcul du débordement des palettes. Remarque : spécifique aux palettes standard GMA nord-américaines .



