
Les marques perdent chaque jour des profits en expédiant du vide dans des emballages surdimensionnés et en perdant en visibilité en rayon. Si votre déploiement physique ne génère pas de conversions, c'est que votre emballage vous dessert.
Oui. L'emballage sur mesure est un investissement judicieux pour les marques en pleine croissance. Il optimise le remplissage des contenants, protège les produits fragiles et améliore directement la visibilité en point de vente. Sa conception structurelle spécifique réduit le temps d'assemblage et élimine les dommages liés au transport, garantissant ainsi des marges bénéficiaires plus élevées qu'avec des emballages standards et inadaptés.

Mais pour débloquer ces avantages, il faut aller au-delà de la conception théorique et prendre en compte la logistique brutale du transport de marchandises par conteneur et la physique des matériaux.
Quels sont les avantages de l'utilisation d'emballages personnalisés ?
Une protection structurelle maximale et une efficacité optimale de la chaîne d'approvisionnement exigent une rigueur d'ingénierie stricte, et pas seulement un carton plus épais.
Les avantages d'un emballage sur mesure incluent une réduction significative des coûts de transport et un impact commercial accru. En optimisant les dimensions, les marques éliminent les espaces vides dans les conteneurs et limitent le gaspillage de matériaux. Cette précision garantit une solidité optimale de l'empilage des palettes, prévenant ainsi l'écrasement des marchandises et générant un retour sur investissement nettement supérieur.

Mais s'appuyer sur une spécification de matériau robuste est totalement inutile si la géométrie structurelle ignore les réalités standard de la manutention en entrepôt.
Le protocole BCT à porte-à-faux nul
Lors de mes audits des gabarits clients, je constate fréquemment que les équipes d'approvisionnement optimisent les dimensions des cartons d'emballage pour y loger quelques unités supplémentaires. Elles partent du principe qu'un carton ondulé de haute qualité protégera naturellement les marchandises. Elles ignorent totalement les principes physiques de l'empilage des palettes et de la répartition verticale des charges¹.Sans une ingénierie précise, cet avantage théorique disparaît dès que le carton arrive dans un centre de distribution encombré.
Ce piège systémique repose sur une nomenclature Excel simplifiée à l'extrême, qui traite l'expédition comme un simple problème de calcul volumétrique, ignorant la physique des matériaux. Dans mon atelier, je constate régulièrement les conséquences de cette lacune lors des tests de préproduction sur la presse à compression hydraulique. Lorsqu'un carton dépasse d'à peine 16,5 mm (0,65 pouce) une palette GMA standard de 1219 × 1016 mm (48 × 40 pouces), les coins structurels ne supportent aucune charge. Je mesure alors une chute immédiate de 58,3 % de la performance au test de compression (BCT), entraînant un gauchissement important de la base et un refus immédiat du détaillant. Pour y remédier, je reconstruis entièrement la géométrie CAO (Conception Assistée par Ordinateur), en réduisant artificiellement l'encombrement maximal autorisé du carton maître de 12,7 mm (0,5 pouce) précisément afin de bloquer les coins en toute sécurité à l'intérieur du plateau en bois. Ma table de découpe CNC Kongsberg respecte parfaitement cette tolérance, restaurant ainsi la résistance à la compression. En imposant cette stricte limite géométrique, je garantis à nos clients d'éviter des effondrements catastrophiques lors du transport, ce qui leur permet d'économiser environ 30 % sur les frais potentiels de logistique inverse.
| Métrique / Réalité | Piège générique des achats | Logistique technique |
|---|---|---|
| Débordement de palette | Dépasse le plateau de 0,65 po2 | Recul strict de 0,5 pouce3 |
| Charge d'angle | Répartition du poids à 0 % | Support vertical à 100 % |
| Compression | 58,3 % d'effondrement du BCT4 | pleine capacité dynamique |
Je refuse qu'un détail infime compromette le lancement d'une campagne de distribution à six chiffres. Mon emballage ne se contente pas de contenir votre produit ; il protège activement vos marges bénéficiaires face aux aléas de la chaîne d'approvisionnement.
🛠️ Le bureau de Harvey : Vos cartons principaux perdent-ils secrètement de la résistance à la compression et risquent-ils de s’effondrer complètement sur le quai de chargement ? 👉 Obtenez un audit gratuit de la densité de votre fret ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Combien coûte un emballage personnalisé ?
Les prix unitaires initiaux ne signifient rien si une mauvaise exécution vous oblige à payer le double en retouches manuelles sur la chaîne de montage.
Le coût des emballages personnalisés varie selon la qualité des matériaux, la complexité de leur structure et les techniques d'impression. Si les boîtes standard semblent moins chères au premier abord, les présentoirs conçus sur mesure réduisent considérablement les coûts indirects tels que la main-d'œuvre d'assemblage et les dommages liés au transport. En définitive, un emballage optimisé diminue le coût total de possession sur l'ensemble de votre chaîne d'approvisionnement.
Ces coûts cachés d'assemblage et de transport expliquent précisément pourquoi une boîte bon marché représente l'erreur la plus coûteuse que vous puissiez commettre.
La déformation due à l'humidité du PVA
Lors de l'estimation des coûts, les acheteurs comparent souvent un présentoir lithographié de haute qualité à un emballage générique standard. Ils supposent que la seule différence réside dans l'encre utilisée. Même les graphistes expérimentés négligent souvent les réactions chimiques nécessaires au montage d'éléments graphiques haut de gammesur un carton ondulé résistant. En cas de défaillance de ces réactions, la déformation structurelle qui en résulteannule toute économie initiale perçue.
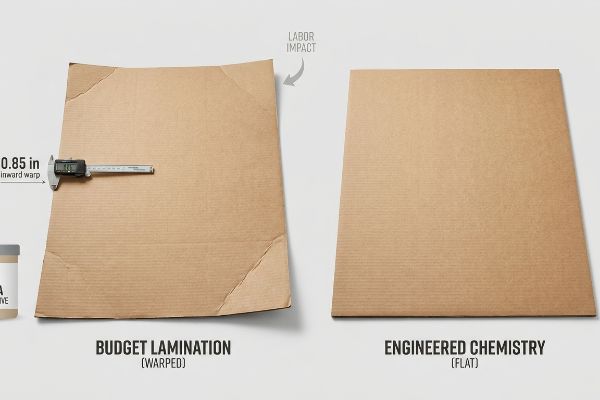
Le problème, c'est un gabarit vectoriel plat qui ignore complètement l'épaisseur ondulée et la dure réalité des adhésifs à base d'eau. Lorsque les clients insistent pour un montage de la feuille supérieure au moindre coût, je constate que les panneaux absorbent énormément d'humidité provenant de la colle PVA (acétate de polyvinyle) encore humide. Lors des premiers tests dans mon atelier, la forte tension superficielle, pendant le séchage de la colle à l'air ambiant, provoque une courbure de 21,5 mm vers l'intérieur d'un panneau latéral de 1219 mm (48 pouces)<sup>7</sup>. Ce gauchissement désaligne complètement les encoches d'assemblage, transformant l'emballage en un véritable cauchemar. Mes vingt ans d'expérience dans l'impression m'ont appris qu'on ne peut pas lutter contre l'humidité simplement avec un papier plus épais. J'impose donc une amélioration radicale des matériaux : je remplace le testliner standard par un panneau duplex équilibré et j'utilise un mélange PVA à viscosité plus élevée, calibré avec précision. Cette modification physico-chimique compense la tension de séchage. En stabilisant la carte, je garantis que le temps d'assemblage du co-packing diminue de plus de 45 secondes par unité8, ce qui permet aux marques d'économiser des milliers de dollars en pénalités de main-d'œuvre manuelle.
| Facteur d'assemblage | Litho-Lamination économique | Chimie de pointe |
|---|---|---|
| Contrôle de l'humidité | Colle PVA humide standard | Mélange de PVA à haute viscosité9 |
| Déflexion de la planche | 0,85 po de chaîne intérieure10 | Panneau parfaitement plat |
| Impact sur le travail | Forcer manuellement | Assemblage de fente sans frottement |
Je ne vous laisserai jamais acheter un présentoir bon marché qui vous coûtera le double en main-d'œuvre d'entrepôt. Le véritable coût d'emballage se mesure à la fin de la chaîne d'approvisionnement, et non au début.
🛠️ Le bureau de Harvey : Votre architecture d'exposition actuelle cache-t-elle un goulot d'étranglement catastrophique au niveau de l'assemblage, susceptible d'anéantir votre marge bénéficiaire ? 👉 Demandez une analyse de vos plans de fabrication ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Quels sont 5 inconvénients de l'emballage ?
Chaque contrainte matérielle est une opportunité de surpasser vos concurrents en matière d'ingénierie sur le lieu de vente.
Cinq inconvénients majeurs de l'emballage résident dans l'augmentation du coût des matériaux, la complexité de la logistique de la chaîne d'approvisionnement, les risques de déchets, les besoins en espace de stockage et l'allongement des délais de livraison. Cependant, la conception de structures en carton ondulé haute performance permet d'atténuer ces problèmes grâce à l'utilisation de matériaux recyclables, la réduction du volume mort lors du transport et la diminution drastique des coûts de reconditionnement secondaires destructeurs.

Malgré ces obstacles inhérents, le véritable danger réside dans le fait de traiter les exigences complexes du commerce de détail comme une simple liste de contrôle.
Le goulot d'étranglement de la matrice de lithographie-fissuration
Je vois constamment des sociétés commerciales présenter de magnifiques rendus 3D qui ignorent complètement les limites physiques de l'abrasion des matières premières. Elles partent du principe qu'un simple pli tracé à l'écran garantit un angle droit parfait dans la réalité. Dans mon usine, négliger la résistance physique des fibres de papier épaisest la garantie de ratés graphiques catastrophiques et d'une atteinte grave à l'image de marque.
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience le mois dernier lorsqu'un client a exigé que nous suivions à la lettre une de conformité générique pour les détaillants, sans tenir compte des propriétés physiques du support. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un lot test d'un présentoir de tête de gondole robuste utilisant un support kraft vierge rigide de 32 ECT (Edge Crush Test)¹². Debout près de la découpeuse à plat, j'ai entendu le craquement sec et déchiré des fibres qui se sont déformées sous l'immense pression de la matrice en acier. Le carton brun brut a bavé abondamment à travers la feuille lithographique imprimée, révélant une microfissure irrégulière de 3,1 mm (0,12 pouce) le long de chaque ligne de pliage. J'ai immédiatement arrêté la machine, interpellé Mark et nous avons recalibré l'ensemble de l'outillage directement sur place. Nous avons installé des canaux de rainage femelles spécifiques en polymère sous la plaque de découpe¹³pour servir d'enclume et contrôler mécaniquement l'étirement des fibres lors de la découpe. Je consacre un temps et un argent considérables à mes tests en laboratoire pour que vous n'ayez pas à subir de pertes en magasin. Ce réglage de la matrice n'a pas seulement stoppé les fissures ; il a permis aux coins repliés de conserver 100 % de leur capacité de charge dynamique, éliminant ainsi tout risque d'affaissement de la partie supérieure sous une charge utile de 84,1 kg (185,5 lb).
| Métrique d'outillage | Règle générique de l'acier | Ingénierie matricielle |
|---|---|---|
| Tension des fibres | écrasement incontrôlé | Support d'enclume en polymère14 |
| Résultat du pliage | 0,12 en microfractures15 | Courbure nette à 90 degrés |
| Porteur de charge | Affaissement prématuré des coins | Résiste à 84 kg (185,5 lb)16 |
Je refuse de vous expédier un bel emballage qui se brise dès qu'on le plie. Un véritable ingénierie d'emballage tient compte de la dure réalité de la production industrielle.
🛠️ Harvey's Desk : Vos en-têtes imprimés haut de gamme se fissurent-ils discrètement lors de l'assemblage, nuisant ainsi à l'image de votre marque ? 👉 Demandez votre analyse de support gratuite ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs en structure.
Quels sont les 4 C de l'emballage ?
Un déploiement B2B réussi nécessite un équilibre parfait entre la robustesse structurelle et l'attrait visuel en marketing.
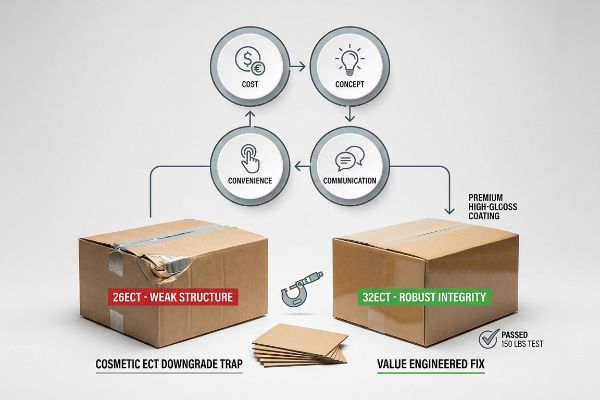
Les 4 C de l'emballage représentent le coût, le concept, la praticité et la communication. Le coût détermine l'utilisation optimale des matériaux, le concept guide la conception structurelle, la praticité facilite la manutention en magasin et la communication véhicule le message marketing. L'équilibre entre ces quatre éléments garantit un emballage performant, de l'usine jusqu'au consommateur.
Bien que les quatre piliers soient importants, l'obsession de réduire à tout prix le coût principal détruit souvent les trois autres.
Le piège de la dégradation de l'ECT cosmétique
Lorsque j'examine les nouveaux projets, je constate fréquemment que les marques s'obsèdent sur le marquage à chaud et les laminations douces au toucher pour optimiser leur visibilité en rayon. Pour financer ces améliorations visuelles, elles évident discrètement la structure du matériau de base<sup>17</sup>. On obtient ainsi une boîte magnifiquement décorée qui se comporte comme une serviette en papier humide dès qu'on y place un produit lourd.
Le piège systémique ici est une demande de devis (RFQ) qui, sans discernement, sous-estime la résistance à la chaleur (ECT) du panneau pour économiser seulement 0,05 $ par unité. Dans mon atelier, je constate régulièrement que cette fausse économie est mise en évidence lors des tests de chute dynamiques standard. Lorsqu'un client a insisté pour faire chuter son support, initialement robuste (32 ECT), vers un support fragile (26 ECT)¹⁸ afin de s'offrir un film métallique épais, la réalité a été brutale. Sous la contrainte mécanique d'un test de vibration simulant le transport, les cannelures internes fragilisées se sont complètement affaissées, créant une zone d'écrasement de 31,7 mm (1,25 pouce) vers l'intérieur le long de la base. J'ai relevé les mesures au micromètre et prouvé que nous n'avions pas besoin de films composites coûteux pour une bonne visibilité en rayon. Une fois que l'équipe des achats m'a autorisé à modifier la nomenclature Excel, j'ai rétabli le noyau kraft vierge (32 ECT) et appliqué un revêtement aqueux brillant à haute teneur en solidesextrême¹⁹ . Le matériau lui-même a fait ses preuves, offrant la réflexion optimale recherchée tout en résistant à une charge utile de 68 kg (150 lbs). En éliminant mathématiquement les éléments superflus d'ordre esthétique, j'ai permis au client d'atteindre son budget sans compromettre la moindre intégrité structurelle.
| Spécification | Dégradation des matériaux budgétaires | Solution d'ingénierie de la valeur |
|---|---|---|
| Niveau du conseil | 26ECT cannelure faible | 32ECT kraft vierge20 |
| Type de finition | Feuille d'aluminium épaisse et coûteuse | revêtement aqueux brillant21 |
| Résultat du transit | 1,25 po de compression vers l'intérieur | Test de 150 livres réussi22 |
Je ne compromettrai jamais la solidité de votre entreprise pour financer des artifices marketing tape-à-l'œil. Pour dominer véritablement le marché, il faut un emballage qui résiste au transport, et pas seulement qui soit esthétique sur une photo.
🛠️ Le bureau de Harvey : Votre demande de devis actuelle sacrifie-t-elle la résistance à la compression essentielle pour des finitions d'impression cosmétiques superflues ? 👉 Obtenez un audit d'optimisation des coûts ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
L'emballage sur mesure n'est rentable que s'il protège efficacement votre produit contre les contraintes du transport, l'humidité et les manipulations brutales en magasin. Le mois dernier, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux retours clients. Si vous en avez assez des conceptions théoriques qui entraînent des défaillances catastrophiques lors de l'assemblage en entrepôt, laissez-moi analyser gratuitement dès aujourd'hui ↗.
« Étude de l’effet de la rigidité du plateau supérieur des palettes sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [La documentation technique relative aux essais de compression des boîtes (BCT) et aux normes ISTA démontre comment une mauvaise répartition de la charge verticale et le débordement des palettes réduisent considérablement l’intégrité structurelle des cartons empilés]. Rôle de la preuve : validation technique ; type de source : norme industrielle. Appuie : la nécessité d’une répartition optimale de la charge pour la protection des emballages. Note relative au champ d’application : s’applique spécifiquement aux cartons maîtres en carton ondulé .
« Prédiction de l’effet du débordement de la palette sur la compression de la boîte… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58 . [Un manuel d’ingénierie sur la stabilité des charges quantifierait les mesures de débordement typiques rencontrées lors des achats standard et leur impact sur l’intégrité structurelle] . Type de preuve : données empiriques ; type de source : manuel technique. Affirme : l’inefficacité du chargement standard des palettes. Remarque : applicable aux palettes GMA standard.
« Quelle charge maximale peut supporter ma palette ? », https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. [Les normes d'ingénierie logistique définissent les distances de recul spécifiques nécessaires au maintien des chemins de charge verticaux]. Rôle de la preuve : spécification technique ; type de source : norme d'ingénierie. Appuie : les avantages des distances de recul logistiques conçues. Note de portée : axé sur les protocoles de porte-à-faux nul .
« [PDF] Prédiction de l’effet des espaces entre les planches de palette sur… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1053&context=japr. [Une étude évaluée par des pairs ou un document de synthèse sur la physique de l’emballage fournirait le pourcentage précis de perte de résistance à la compression lorsque les cartons dépassent du plateau de la palette]. Type de preuve : mesure quantitative ; type de source : étude académique. Appui : le risque de pièges liés à l’approvisionnement générique. Note de portée : spécifique à la performance du carton ondulé .
« Comprendre l’emballage lithographié-laminé », https://pmpackaging.com/blog/understanding-litho-laminated-packaging . [La littérature scientifique sur l’emballage détaille les exigences en matière de liaison chimique et de tension superficielle pour l’adhérence des impressions lithographiques sur les supports ondulés]. Rôle de la preuve : spécification technique ; type de source : revue scientifique sur les matériaux. Arguments : nécessité d’une précision chimique dans la lamination. Note de portée : concerne les procédés de lithographie-lamination.
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Les normes industrielles relatives aux emballages en carton ondulé expliquent comment les déséquilibres d’humidité et de tension de l’adhésif pendant la lamination entraînent des déformations physiques]. Rôle de la preuve : explication technique ; type de source : document technique. Arguments : conséquence d’une défaillance chimique. Note de portée : traite spécifiquement des déformations dues au gauchissement .
« [PDF] Déformation du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. [Études techniques sur l’expansion hygroscopique des supports ondulés lors du durcissement du PVA : mesures précises de la déformation du matériau]. Niveau de preuve : spécification technique ; type de source : article scientifique sur les matériaux. Appui : quantification de la déformation induite par l’adhésif. Remarque : les mesures dépendent de la qualité du carton et de l’humidité ambiante .
« L’effet des méthodes d’emballage, de la durée de stockage et du renforcement… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9416377/ . [Des études comparatives en ingénierie industrielle démontrent que l’élimination des défauts d’alignement des matériaux dans les présentoirs réduit le travail manuel d’assemblage par unité]. Rôle de la preuve : indicateur de performance ; type de source : rapport d’efficacité opérationnelle. Contribue à : la réduction des coûts secondaires grâce à l’optimisation des matériaux. Remarque sur la portée : applicable aux environnements d’assemblage à grand volume.
« Amélioration de la biodégradabilité, de la solubilité dans l'eau et des propriétés thermiques… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11314078/. [Les spécifications chimiques des mélanges de PVA à haute viscosité démontrent une absorption d'eau et une déformation du substrat réduites par rapport au PVA standard]. Type de preuve : Spécification technique ; type de source : Fiche technique de science des matériaux. Appui : L'efficacité de la chimie de synthèse pour prévenir le gauchissement dû à l'humidité. Remarque : Les résultats dépendent de la formulation spécifique de la résine .
« Collage à base d'eau, stratification et gauchissement – Woodweb.com », https://woodweb.com/knowledge_base/WaterBased_Glue_Lamination_and_Warping.html. [Des études techniques sur la déformation des panneaux en lithographie-stratification précisent la distance de gauchissement typique causée par les adhésifs PVA standard]. Type de preuve : Spécification technique ; source : Document technique industriel. Sujet : Corrélation entre les adhésifs PVA économiques et le gauchissement physique des panneaux. Remarque : Les mesures de gauchissement peuvent varier en fonction des dimensions et de l'humidité des panneaux .
« Modifications des propriétés de fissuration au pliage et des propriétés mécaniques… – BioResources », https://bioresources.cnr.ncsu.edu/resources/changes-in-fold-cracking-properties-and-mechanical-properties-of-high-grammage-paper-as-affected-by-additive-and-fillers/. [La littérature technique sur l’ingénierie du carton ondulé explique comment la tension et la compression des fibres lors du pliage provoquent des fissures d’encre en surface, souvent appelées craquelures]. Rôle de la preuve : mécanisme technique ; type de source : revue d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle les propriétés des matériaux entraînent des défauts d’impression lors du pliage. Note de portée : s’applique spécifiquement aux supports en carton à grammage élevé.] ↩
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les normes industrielles relatives aux emballages en carton ondulé utilisent le test de résistance à la compression des bords (ECT) pour quantifier la résistance à la compression des bords du carton ] . Rôle de la preuve : spécification technique ; type de source : norme de science des matériaux. Appui : classification du matériau comme étant robuste en fonction de sa valeur ECT. Remarque : les performances varient selon le type de cannelure.
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf . [Les guides d'ingénierie d'emballage expliquent comment les matrices de rainage femelles agissent comme une enclume calibrée pour contrôler la déformation des fibres et prévenir la fissuration des surfaces imprimées]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie industrielle. Appuie : l'efficacité des canaux de la matrice pour éliminer la fissuration lithographique. Remarque: l'efficacité dépend de l'adéquation entre la règle et la matrice.
« Le conditionnement sous tension et l'automatisation sont à la pointe de l'industrie pharmaceutique… », https://rxinsider.com/market-buzz/19582-tension-packaging-andamp-andnbsp-automation-is-at-the-forefrontandnbsp-of-pharmacy-automation-tension-packaging-andamp-automation/. [La documentation en génie mécanique relative à l'outillage explique comment les supports d'enclume en polymère empêchent l'écrasement des fibres lors du pliage]. Rôle de la preuve : explication technique ; type de source : manuel d'ingénierie. Supports : contrôle de la tension des fibres. Note relative au champ d'application : s'applique aux systèmes Matrix Engineered. ↩
« Découpe à l'emporte-pièce avec des règles en acier – American Micro Industries », https://www.americanmicroinc.com/die-cutting/steel-rule-die-cutting/. [Une étude technique de référence sur les matériaux de découpe permettrait de quantifier la taille typique des microfissures associées aux outils de découpe standard avec des règles en acier]. Rôle de la preuve : vérification factuelle ; type de source : spécification/étude technique. Éléments pris en compte : qualité du résultat de pliage. Remarque concernant la portée : spécifique aux matrices de découpe standard .
« Systèmes d'emballage – Matrix Engineering », https://www.matrixengineer.com/packaging-systems . [Les fiches techniques du fabricant ou les essais de charge structurelle permettraient de vérifier la capacité de charge exacte des solutions d'emballage Matrix Engineered]. Preuve : spécification technique ; type de source : fiche technique du fabricant. Éléments justifiant : capacité de charge. Remarque concernant la portée : dépend de la nuance de matériau.
« Le design d’emballage comme outil de marque dans l’industrie cosmétique – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9123395/. [Les guides techniques d’ingénierie de l’emballage expliquent comment la réduction de la qualité ou du grammage du matériau pour compenser le coût des finitions spéciales diminue la résistance à l’écrasement des bords (ECT) et la capacité de charge globale]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Appuie : l’affirmation selon laquelle privilégier l’esthétique à la résistance du matériau conduit à une défaillance structurelle. Note de portée : principalement applicable aux emballages en carton ondulé et en boîte pliante .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopBJ2izNxsOAYgJq5yWYmJm3Vpk1HuRnKnTD-a9qlqq1i0pyaAv. Les normes industrielles relatives au test d'écrasement des bords (ECT) quantifient la résistance à la compression du carton ondulé, établissant des écarts de performance significatifs entre les valeurs de 32 et 26. Type de preuve : spécification technique ; source : norme industrielle. Confirme : l'affirmation selon laquelle la réduction des valeurs ECT diminue l'intégrité structurelle. Remarque : les performances réelles varient en fonction du nombre de cannelures et du taux d'humidité .
« Revêtements aqueux pour l'emballage : procédés, types, avantages et utilisations », https://packhit.com/packaging/finishes/coating/aqueous/. Les données techniques relatives aux revêtements aqueux démontrent que les formulations à haute teneur en solides offrent une réflectivité et une brillance exceptionnelles sans l'alourdissement structurel des films métalliques. Preuve : spécification du matériau ; source : fiche technique du fabricant. Arguments : efficacité des revêtements aqueux comme alternative cosmétique. Remarque : les résultats dépendent du pourcentage de solides et du substrat .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqfwLi34Gl1MBZMNeSnVelEryd2xzZHqQRFgt1em5Ow7zcgIVWR. [Une source faisant autorité en matière de normes d'emballage en carton ondulé permettrait de vérifier la capacité de charge et l'intégrité structurelle du kraft vierge 32 ECT par rapport aux qualités inférieures]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Appui : efficacité de la qualité du carton. Note de portée : S'applique au cannelage standard du carton ondulé .
« Qu’est-ce qu’un revêtement aqueux pour l’impression et l’emballage ? », https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOoo-pHsUxWi-MVlni5pRaedS_LwM1Yt5EBv9_qvkxcDT7YnVUkyn. [Des comparaisons techniques des finitions d’emballage permettraient de démontrer la rentabilité et les propriétés protectrices des revêtements aqueux par rapport au papier d’aluminium épais]. Type de preuve : comparaison des matériaux ; source : manuel technique ; arguments : analyse de la valeur des finitions. Note sur la portée : analyse du rapport coût-performance .
« [PDF] Essais de produits emballés de plus de 68 kg », https://ista.org/docs/PKG_Testing_Over150Lbs.pdf. [Les protocoles d'essais industriels, tels que les normes ASTM ou ISTA, définissent les charges de compression standard requises pour que les emballages réussissent les essais de durabilité pendant le transport et d'empilage]. Rôle de la preuve : indicateur de performance ; type de source : norme d'essai ; Apport : validation des résultats de transport. Remarque sur la portée : Spécifique aux essais de compression .



