
Vos finitions haut de gamme compromettent-elles involontairement la survie de vos emballages pendant le transport ? Choisir le mauvais effet tactile n’a pas seulement un impact sur l’attrait en rayon ; cela détermine la physique de votre chaîne d’approvisionnement.
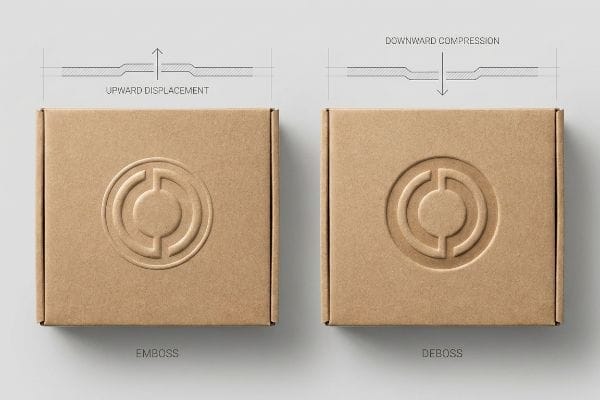
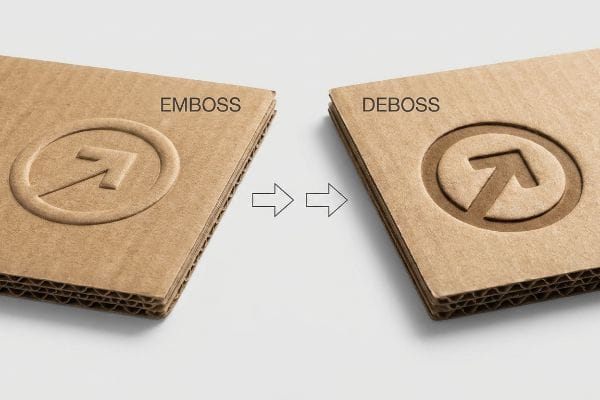
La différence entre le gaufrage et le débossage réside dans le déplacement directionnel de la matière. Le gaufrage force les fibres du papier vers le haut, amincissant la couche extérieure pour créer des reliefs. À l'inverse, le débossage comprime le support vers le bas, densifiant physiquement les cannelures internes pour former un bloc solide sans altérer l'élasticité naturelle du carton.
Avant de spécifier une finition dimensionnelle de luxe pour votre prochain déploiement en grande surface, vous devez comprendre comment ces modifications physiques interagissent avec la géométrie structurelle robuste.
Quelle est la différence entre le débossage et le gaufrage ?
De nombreux graphistes considèrent les finitions tactiles comme interchangeables, mais elles inversent complètement la contrainte mécanique appliquée directement aux fibres poreuses du papier.
La différence mécanique entre le gaufrage et le débossage réside entièrement dans le déplacement des cannelures. Le gaufrage vers l'extérieur étire fortement la couche supérieure du papier pour créer des reliefs, tandis que le débossage vers l'intérieur écrase physiquement les cannelures internes pour former un bloc dense et solide, afin d'obtenir exactement la même ombre esthétique.
Comprendre ce changement de direction fondamental est essentiel pour prédire avec exactitude comment votre emballage de vente au détail se comportera sous une charge dynamique de palette de 2 500 lb (1 133,9 kg).
Les mécanismes d'ingénierie à l'origine du déplacement directionnel
Imaginez le revêtement en carton comme un élastique tendu sur un cadre rigide. Lorsque vous exercez une pression vers l'extérieur, vous tendez constamment cet élastique jusqu'à sa limite de rupture. Lorsque vous le comprimez, vous resserrez le matériau souple contre son support solide. Cette différence mécanique fondamentale détermine précisément la résistance résiduelle du carton face à une charge verticaleimportante¹.
J'évalue ces demandes de conception tactile en me basant exclusivement sur la densité du matériau et la répartition verticale de la charge. Lors de la conception d'un présentoir de vente au détail robuste, tel qu'un PDQ (Product Display Quarter), le respect de la norme stricte de 32 ECT (Edge Crush Test) est ma principale préoccupation structurelle. La compression des cannelures par la matrice métallique lourde préserve l'intégrité structurelle du panneau tout en offrant un retour tactile à contraste élevé, même sous un éclairage intense. En conservant l'élasticité du revêtement extérieur, la géométrie du boîtier, une fois assemblé, maintient une résistance cinétique maximale aux chocs liés à la distribution.
| Direction tactile | Impact des fibres | Impact de l'ECT |
|---|---|---|
| Extérieur (Relief) | Étire et amincit la doublure extérieure2 | Risque élevé de dégradation3 |
| Vers l'intérieur (débossage) | Densifie les cannelures internes4 | Préserve l'intégrité structurelle |
| À plat (impression uniquement) | Aucune modification mécanique | rétention de référence à 100 % |
Je ne permets jamais que l'esthétique de la texture compromette les limites de charge utile dynamique. En sélectionnant mathématiquement la direction d'impact optimale pour le substrat ciblé, je garantis une stabilité verticale maximale de l'emballage.
🛠️ Le bureau de Harvey : Vos lourds plateaux de caisse réduisent-ils considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Demandez un calculateur de ratio gratuit ↗ — J'examine personnellement chaque dossier sous 24 h.
Le gaufrage est-il considéré comme une impression de luxe ?
Les finitions haut de gamme témoignent indéniablement d'une forte valeur de marque auprès des consommateurs, mais leur financement secret entraîne souvent des compromissions matérielles très dangereuses au sein même de la chaîne d'approvisionnement.
Oui. Le gaufrage est considéré comme une technique d'impression de luxe qui renforce la perception tactile de la marque. Cependant, la réalisation de cet effet dimensionnel haut de gamme exige un outillage spécialisé coûteux et des vitesses de traitement automatisées plus lentes. En raison de ce coût élevé, les équipes d'approvisionnement procèdent souvent à des concessions structurelles invisibles et dangereuses afin de compenser financièrement l'investissement esthétique.

Améliorer la couche cosmétique est mathématiquement inutile si la structure de base s'effondre de façon catastrophique avant même que le consommateur ne touche la boîte.
Le piège de la dégradation de l'ECT cosmétique
Lors de mes audits de gabarits clients, je constate fréquemment que les équipes d'approvisionnement sacrifient la densité de fibres structurelles critiques pour financer des laminations tactiles intégrales onéreuses. Elles partent du principe qu'un revêtement haut de gamme sur un carton ondulé standard de qualité inférieure compensera artificiellement sa fragilité. Il s'agit là d'une grave erreur logistique qui ignore totalement les contraintes physiques de la distribution par le haut dans un contexte de chaîne d'approvisionnement réelle .
Ce n'est pas qu'une simple théorie : je le constate en testant des marques qui, en secret, remplacent leur matériau de base, robuste (32 ECT), par un fragile (26 ECT) pour financer l'outillage en laiton sur mesure. Dans mon atelier, je teste régulièrement ces unités conçues pour réduire les coûts à l'aide d'un testeur hydraulique Mullen, et les résultats sont sans appel. Un prototype récent en 26 ECT, doté d'une texture extérieure prononcée, s'est déformé sous une pression verticale de 64,5 kg (142,3 lb), écrasant visiblement les cannelures internes. Mes vingt ans d'expérience m'ont appris qu'on ne peut pas tricher avec les lois de la physique du transport. J'ai donc supprimé la texture structurelle coûteuse, remplacé le substrat par du kraft 32 ECT vierge et obtenu une réflexion optimale grâce à un vernis aqueux brillant, appliqué avec précision. Ce changement radical a non seulement empêché l'affaissement de la base, mais a aussi réduit le temps d'assemblage pour le conditionnement de 42 secondes par unité, permettant ainsi à mes clients d'économiser 3 250 $ de frais de main-d'œuvre sur une production standard, tout en garantissant un taux de survie des emballages de 100 %.
| Stratégie d'approvisionnement | Évaluation des matériaux de base | Taux de défaillance du transport |
|---|---|---|
| Réaffectation budgétaire | 26 ECT (Déclassé) | Risque d'écrasement estimé à 40 % |
| Alternative de revêtement hybride | 32 ECT (Virgin Kraft) | Survie sans dommages |
| Ingénierie équilibrée | 32 ECT + Spot Tactile | interruption mineure de la machine |
J'interdis formellement de dégrader la qualité des panneaux structurels pour financer en secret des dépenses cosmétiques excessives. Le vrai luxe, c'est de proposer un produit impeccable, au design soigné et affirmé, qui résiste sans problème aux aléas de la logistique.
🛠️ Le bureau d'Harvey : Vos emballages haut de gamme font-ils chuter vos coûts d'expédition avant même leur arrivée en magasin ? 👉 Diagnostiquez vos faiblesses structurelles ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Le gaufrage ou le débossage est-il plus cher ?
L'établissement du prix des finitions tactiles ne se limite pas à la simple cotation de matrices en laiton brillant ; il nécessite également de calculer les coûts cachés B2B liés à la mise en place des machines et à la fatigue structurelle à long terme.
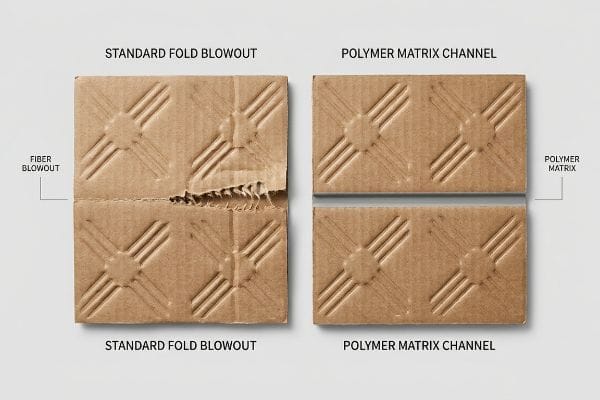
Le coût du gaufrage ou du débossage dépend fortement de la profondeur d'outillage requise et de l'épaisseur du support. En général, la texturation externe est légèrement plus onéreuse sur les matériaux ondulés épais, car elle nécessite des canaux spécifiques dans la matrice polymère afin d'empêcher la rupture des fibres de papier étirées lors de la découpe et du pliage automatisés.
Le véritable fardeau financier se révèle rapidement lorsqu'un pic de croissance agressif coïncide accidentellement avec un pli porteur critique sur le sol de l'usine.
La réalité du brushing Fiber Stretch
Lorsque j'établis des projections financières pour les finitions haut de gamme, je constate systématiquement que les acheteurs négligent totalement la tension mécanique appliquée aux angles principaux. La texturation 3D profonde utilise des matrices mâle-femelle7 qui étirent et amincissent violemment les fibres du carton brut pour obtenir l'effet visuel maximal. Si cette zone de double contrainte est positionnée trop près d'un pli structurel principal, le matériau fragilisé devient une bombe à retardement qui compromet la résistance à la compression de l'ensemble du carton8.
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience le mois dernier lors du test d'un présentoir de sol. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de valider la conception d'un présentoir à panneau plein vers l'extérieur, imposée par un client, sur du carton cannelé 32 ECT. La géométrie initiale, dessinée sous CAO (Conception Assistée par Ordinateur), semblait parfaite à l'écran, mais lorsque le bras de pliage automatisé a atteint le pli pré-découpé, j'ai littéralement entendu le craquement sec et sonore des fibres de cellulose épuisées qui se sont échappées. La face supérieure s'est déchirée sur exactement 4,5 mm (0,18 pouce) le long de l'axe vertical porteur, anéantissant complètement la résistance à la compression (BCT) avant même d'avoir contenu un produit. Je perds du temps et de l'argent dans mon laboratoire de test pour que vous n'en perdiez pas sur le lieu de vente. Nous avons immédiatement arrêté le prototype, recalibré les réglages de pression et installé un canal en matrice polymère sur mesure afin de contrôler dynamiquement la tension des fibreslors de l'impact. Ce réglage d'outillage de 0,4 mm (0,01 pouce) n'a pas seulement empêché les coins d'exploser ; il a garanti que la base pouvait supporter une charge dynamique de 2 500 lb (1 133,9 kg), évitant ainsi à la marque une refacturation catastrophique de 45 000 $ de la part des détaillants nationaux.
| Processus tactile | Complexité de l'outillage | Impact sur les coûts |
|---|---|---|
| Impression standard | matrice plate en acier | Coût de base de l'usine |
| Débossage peu profond | Plaque d'empreinte standard | +12% configuration machine10 |
| Gaufrage 3D profond | Matrice polymère personnalisée11 | +28% d'investissement dans l'outillage12 |
Je refuse que des choix esthétiques irréfléchis mettent en péril une chaîne d'approvisionnement à grande échelle. En isolant complètement les textures épaisses des zones de pliage fonctionnelles, je préserve à la fois les fibres de papier vierges et le budget global de la campagne.
🛠️ Bureau Harvey : Votre gabarit de découpe actuel exerce-t-il une forte pression tactile directement sur vos angles porteurs ? 👉 Demandez une analyse de visibilité gratuite ↗ — Pas d’intermédiaire. Vous parlez directement aux ingénieurs en structure.
Quelle est la différence entre les invitations en relief et les invitations en creux ?
Le passage des emballages logistiques lourds à la papeterie sociale de luxe modifie complètement les contraintes mécaniques fondamentales du support papier.
La différence entre les invitations en relief et celles en creux réside entièrement dans le relief visuel sur un carton fin. Les invitations en relief présentent des lettres élégantes en relief qui semblent se projeter vers le lecteur, tandis que les invitations en creux intègrent les caractères dans le papier cartonné épais en coton, créant ainsi une empreinte profonde sans compromettre la planéité et la solidité de la surface.

Bien que les supports de communication plats n'aient pas les mêmes exigences de charge utile dynamique qu'un expéditeur de vente au détail, ils nécessitent tout de même une précision microscopique extrême lors de la frappe lourde de la matrice.
Les principes d'usinage des pièces de faible calibre
Imaginez l'impression d'une invitation comme l'empreinte d'une aiguille métallique rigide dans de la neige fraîche. Le papier cartonné de qualité supérieure, à une seule épaisseur, est dépourvu des cannelures creuses et remplies d'air des cartons ondulés industriels épais. Ses fibres solides absorbent uniformément l'immense pression mécanique<sup>13. Ceci permet aux matrices mâle-femelle en laiton massif de sculpter des détails typographiques microscopiques et d'une précision extrême<sup>14</sup> qui, sur un carton plus épais, s'écraseraient ou se décolleraient instantanément.
Je conçois des cycles de production à grande vitesse en me basant strictement sur les limites d'épaisseur du support et les propriétés physiques des fibres. Avec le papier d'invitation monocouche, le risque de rupture catastrophique de la boîte par compression est nul<sup>15</sup>, permettant aux équipes de prépresse de se concentrer pleinement sur la profondeur visuelle et l'imprégnation précise de l'encre. Cependant, la densité du matériau exige que tout déplacement directionnel soit calculé avec précision afin d'éviter le gondolage des bords extérieurs. Qu'il s'agisse d'une impression en relief ou en creux, la force exercée par la matrice métallique étire physiquement les fibres de coton<sup>16</sup>. La maîtrise de cette tension superficielle importante garantit que la carte finale reste parfaitement plane pour l'expédition, évitant ainsi les forces cinétiques destructrices qui affectent la logistique des emballages en carton ondulé épais.
| Type de substrat | Tolérance tactile | Fonction structurelle |
|---|---|---|
| boîte en carton ondulé | Bas (Sujet à l'écrasement) | Logistique porteuse |
| Papier cartonné simple épaisseur17 | Haute (fibre solide) | Présentation esthétique |
| Panneau SBS rigide18 | Moyen (Extensible en surface) | emballage de vente léger |
Je travaille le papier cartonné simple épaisseur avec la même précision micrométrique qu'un transporteur de marchandises lourdes. L'équilibrage mathématique de la pression de la matrice garantit un résultat impeccable et parfaitement plat, sans déformer les fibres du papier.
🛠️ Le bureau d'Harvey : Vos couches d'emballage secondaires présentent-elles des déformations de surface imprévisibles après un usinage profond ? 👉 Obtenez un audit gratuit des tolérances de matériaux ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
N'oubliez pas que le choix entre une impression intérieure et une pointe extérieure n'est pas qu'une simple préférence esthétique ; il détermine mathématiquement la résistance de vos coins porteurs aux contraintes de compression liées au transport de marchandises lourdes. Le mois dernier, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes en stock mis au rebut et en remboursements de la part des détaillants. Si vous souhaitez vous assurer que vos finitions tactiles n'affectent pas la résistance à la compression de vos cartons, laissez-moi réaliser un audit de densité de transport gratuit de vos fichiers structurels ↗ avant de lancer votre prochaine production en série.
« Effet de la pression de gaufrage sur les propriétés mécaniques et de souplesse… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Des études d'ingénierie des matériaux sur le carton ondulé quantifient comment la déformation des fibres lors du gaufrage et du débossage modifie la capacité de charge verticale]. Rôle de la preuve : Vérification technique ; type de source : Norme d'ingénierie. Appuie : L'affirmation selon laquelle la finition tactile influe sur la résistance résiduelle. Note de portée : Se concentre sur l'architecture du carton ondulé .
« Impact du gaufrage sur l’absorption de liquide du papier toilette », https://bioresources.cnr.ncsu.edu/resources/impact-of-embossing-on-liquid-absorption-of-toilet-tissue-papers/. [Une étude de science des matériaux sur la déformation du papier expliquerait comment le déplacement vers l’extérieur crée une contrainte de traction qui réduit l’épaisseur de la couche extérieure.] Rôle de la preuve : Validation technique ; type de source : Revue de science des matériaux. Éléments justifiant l’étude : Effet mécanique du gaufrage. Remarque concernant la portée : Spécifiquement pour les supports poreux ou ondulés .
« Modélisation simplifiée de la résistance à l'écrasement des bords des emballages multicouches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9821909/ . [Les normes d'ingénierie de l'emballage quantifient la perte de résistance à la compression verticale (RCV) lorsque les structures fibreuses sont altérées par le gaufrage.] Rôle de la preuve : Vérification métrique ; type de source : Manuel d'ingénierie de l'emballage. Sujets abordés : Impact du gaufrage sur la RCV. Note de portée : Portée sur la capacité portante structurelle.
« Estimation de la résistance à la compression du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Une analyse structurelle du déplacement directionnel décrirait comment la pression interne comprime la structure cannelée pour augmenter localement la densité du matériau.] Rôle de la preuve : Validation technique ; type de source : Rapport d’ingénierie structurelle. Appui : Effet mécanique du gaufrage. Note sur la portée : Limité aux matériaux en papier cannelé ou multicouche.
« Emballages en fibres moulées aux États-Unis : prix, données et… », https://www.ibisworld.com/united-states/procurement/molded-fiber-packaging/20955790/. [Des études de cas sectorielles ou des analyses d’approvisionnement permettraient de documenter la tendance à réduire les spécifications du carton ondulé afin de respecter les budgets, malgré l’ajout de finitions tactiles coûteuses]. Rôle de la preuve : vérification des pratiques sectorielles ; type de source : publication professionnelle. Appui : la pratique de la réduction des coûts structurels au profit de l’esthétique. Remarque : les tendances peuvent varier selon les secteurs .
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les manuels de science des matériaux sur l'ingénierie de l'emballage expliquent que la résistance à la compression verticale dépend de la densité des fibres et de la géométrie des cannelures, indépendamment du traitement de surface]. Rôle de la preuve : Vérification technique ; type de source : Manuel d'ingénierie. Arguments : L'incapacité des finitions cosmétiques à assurer un renforcement structurel. Note de portée : S'applique spécifiquement à la pression d'empilage vertical .
« Emboutissage CMT – Outils de marquage Columbia », https://columbiamt.com/Stamps/Embossing-Dies.html . [Les spécifications techniques de l'emboutissage en haut-relief expliquent le procédé mécanique d' utilisation de matrices jumelées pour déplacer et amincir physiquement les fibres du substrat]. Rôle de la preuve : Mécanisme technique ; type de source : Manuel technique. Sujet : Le processus physique de déformation des matériaux. Remarque sur la portée : S'applique à la texturation en profondeur.
« [PDF] L’effet des lignes de pliage sur la résistance à la compression de… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1071&context=japr. [Les normes d’ingénierie de l’emballage décrivent comment l’amincissement localisé du matériau ou les fissures de contrainte au niveau des plis structurels réduisent la résistance à la compression (test de compression de la boîte).] Rôle de la preuve : Impact structurel ; type de source : Norme industrielle. Appuie : La corrélation entre les finitions tactiles et les défaillances structurelles. Note de portée : Concerne spécifiquement l’intégrité du carton d’emballage .
« Sacs en polyéthylène et matériaux d'emballage personnalisés pour systèmes automatisés », https://tensionautomation.com/packaging/packaging-materials/. [Un manuel technique ou un guide d'emballage explique comment les canaux ou inserts à base de polymères sont utilisés pour répartir la pression et limiter l'allongement des fibres lors du gaufrage en profondeur sur supports ondulés]. Rôle de la preuve : validation technique ; type de source : manuel technique industriel. Appuie : l'utilisation de matériaux spécialisés pour prévenir l'éclatement des fibres de cellulose. Note de portée : Applicable aux supports ondulés de forte épaisseur .
« Impression par débossage pour produits promotionnels : procédé et… – GiftAFeeling », https://www.giftafeeling.com/blogs/imprinting-techniques/debossing_printing_process?srsltid=AfmBOoohTufQ3iOk6oNJOnckkSA3k4nCjHZVZCRHOw5LRP0Z-AxXcTUR. [Un guide d’impression ou de finition standard du secteur confirmerait l’augmentation typique des coûts de mise en route pour un débossage peu profond par rapport à l’impression standard]. Rôle de la preuve : validation quantitative ; type de source : référence sectorielle ; Supports : comparaison des coûts entre l’impression et le débossage. Remarque : les pourcentages peuvent varier selon le fournisseur .
« Conseils et astuces pour le gaufrage 3D – YouTube », https://www.youtube.com/watch?v=VEfCzgT-2hc. [Les spécifications techniques des finitions tactiles 3D confirmeraient l’utilisation de matrices polymères pour les applications de gaufrage profond]. Rôle de la preuve : vérification technique ; type de source : spécification de fabrication ; Supports : complexité de l’outillage pour le gaufrage 3D. Note de portée : concerne les choix de matériaux spécifiques pour la fabrication de la matrice .
« Influence des ultrasons sur les résultats de gaufrage du carton », https://bioresources.cnr.ncsu.edu/resources/influence-of-ultrasound-on-embossing-results-for-cardboard/. [Une documentation technique sur les prix du gaufrage 3D justifierait l'investissement supplémentaire requis pour l'outillage de gaufrage en haut-relief]. Rôle de la preuve : validation quantitative ; type de source : référence industrielle ; Supports : comparaison des coûts entre l'impression et le gaufrage 3D. Note sur la portée : dépend du matériau et de la profondeur de la matrice .
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/ . [Une source en science des matériaux sur l’ingénierie du papier expliquerait comment l’absence de cannelures permet une compression uniforme des matrices de fibres solides sous haute pression]. Rôle de la preuve : Validation technique ; type de source : Revue de science des matériaux. Supports : Réponse structurelle du carton lors de l’estampage. Note de portée : Spécifique à la déformation mécanique sous haute pression.
« Matrices de gaufrage et de débossage en ligne | Universal Engraving, Inc », https://universalengraving.com/product-pages/sheet-fed-dies/inline-embossing-debossing. [Les manuels techniques d'impression préconisent l'utilisation de matrices en laiton pour leur capacité à maintenir des bords fins et à fournir des détails haute résolution sur du papier de faible épaisseur]. Type de preuve : Spécification technique ; type de source : Manuel de l'industrie de l'imprimerie. Justifie : L'utilisation de matrices en laiton pour une grande précision typographique. Note sur la portée : Ce document porte sur la durabilité et la précision du matériau de l'outillage .
« [PDF] Étude des propriétés mécaniques des emballages en carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr . [Les ouvrages de génie de l’emballage fournissent des données sur la résistance à la compression et les modes de rupture des cartons monocouches par rapport aux matériaux ondulés, démontrant ainsi l’élimination de certains risques d’effondrement structurel]. Type de preuve : métrique comparative ; type de source : manuel de génie de l’emballage. Supports : stabilité du substrat. Remarque sur la portée : limité aux cartons de faible épaisseur.
« Études sur l’influence du gaufrage sur les propriétés mécaniques… », https://ui.adsabs.harvard.edu/abs/2019AIPC.2113p0006W/abstract. [Une source faisant autorité en ingénierie du papier ou en production d’impression expliquerait comment la pression d’une matrice déforme et allonge de façon permanente les structures fibreuses pour créer un relief]. Rôle de la preuve : mécanisme technique ; type de source : manuel industriel ou article de science des matériaux. Supports : procédé mécanique de gaufrage/débossage. Note de portée : se concentre sur les substrats à base de coton .
« Qu'est-ce que le papier cartonné ? Types, grammages et utilisations… », https://ipacku.com/blog/what-is-cardstock-paper-types-uses-explained/?srsltid=AfmBOooAP9Mu7xPw14u0U9jiUpv9GrB-pJpxxY_Arh_Abjee7JzqdkMu . [La documentation technique sur les supports papier explique comment la densité de fibres solides du papier cartonné monocouche offre une meilleure résistance à la déformation localisée que les matériaux cannelés ] . Rôle de la preuve : spécification technique ; type de source : guide d'ingénierie des matériaux. Points forts : haute tolérance tactile du papier cartonné. Remarque : varie selon le grammage du papier.
« Carton blanchi solide – Wikipédia », https://en.wikipedia.org/wiki/Solid_bleached_board. [Les normes industrielles relatives au carton décrivent les propriétés spécifiques d'étirement et de compression de la surface du carton SBS (Solid Bleached Sulfate) utilisé dans les emballages de vente au détail]. Niveau de preuve : spécification technique ; type de source : fiche technique du matériau. Supports : caractéristiques d'étirement de la surface du carton SBS. Note de portée : s'applique aux cartons rigides couchés .



