
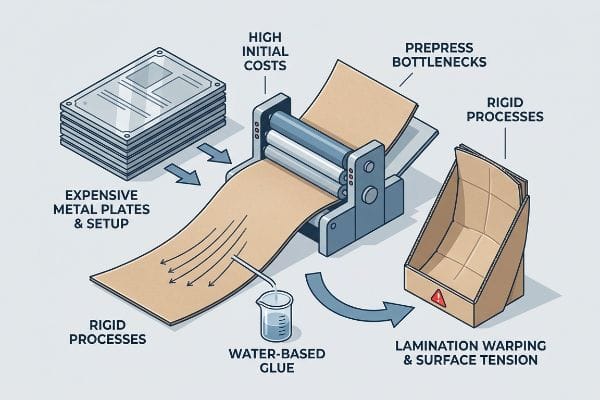
Si vous vous fiez entièrement à la lithographie traditionnelle pour vos présentoirs de vente au détail, vous exposez votre chaîne d'approvisionnement à des tensions chimiques cachées, à d'importants goulots d'étranglement en prépresse et à des coûts de mise en place rigides.
L'impression lithographique présente plusieurs inconvénients : coûts de mise en place élevés, plaques métalliques onéreuses et recours obligatoire à des procédés d'encollage à l'eau. Le pelliculage lithographique utilise intrinsèquement une colle à base d'eau sur de larges surfaces de carton, ce qui engendre une tension superficielle importante susceptible de déformer la structure si le séchage n'est pas réalisé avec précision sous des pressions statiques rigoureuses en usine.
Bien que l'impression offset offre une fidélité visuelle indéniable, comprendre ses limites physiques est le seul moyen d'éviter qu'un graphisme de haute qualité ne détruise une structure en carton robuste.
Quels sont les inconvénients de la lithographie ?
Le principal point faible n'est pas l'encre, mais la complexité mécanique de l'application du papier humide à la structure rigide des cannelures.
Les inconvénients de la lithographie proviennent principalement des problèmes de stratification structurelle. Les presses lithographiques imprimant sur une feuille supérieure séparée, elles nécessitent des adhésifs à base d'acétate de polyvinyle (PVA) pour le montage sur les supports ondulés, exposant ainsi l'ensemble du panneau d'affichage à une forte absorption d'humidité, au gonflement des fibres et au gondolage mécanique.
Lorsque l'on dépasse la beauté théorique d'une épreuve numérique, la réalité brutale et chimique de la lamination humide se révèle à l'usine.
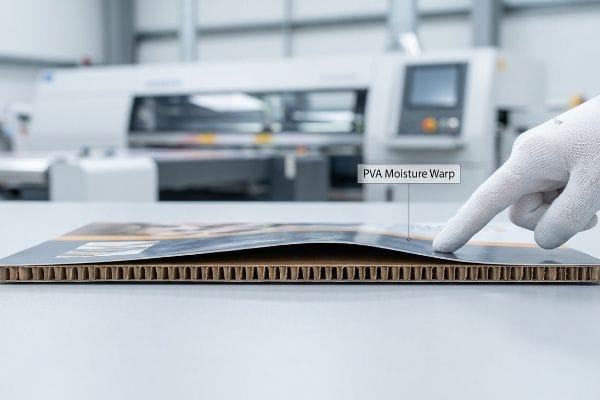
La déformation due à l'humidité du PVA
Lors de mes audits des programmes d'affichage de mes clients, je constate fréquemment que les marques ignorent totalement la réalité chimique de la lithographie-lamination. Elles partent du principe que le collage d'une feuille imprimée haute résolution sur un carton ondulé permet d'obtenir un panneau structurel parfaitement plat. Elles oublient que les procédés lithographiques traditionnels nécessitent l'utilisation d' adhésifs PVA (acétate de polyvinyle) à base d'eautrès grandes surfaces. Sans une conception adéquate, cette humidité attaque intrinsèquement le réseau de fibres du papierainsila rigidité structurelle avant même le début de la découpe.
Dans mon usine, je vois régulièrement les équipes d'approvisionnement exiger des panneaux latéraux massifs de 152,4 cm (60 pouces) de haut, imprimés par lithographie pour un impact graphique maximal, sans tenir compte de la tension chimique. Ce n'est pas qu'une théorie : je le constate en test lorsque la colle PVA humide polymérise à l'air ambiant. L' adhésif se rétracte, créant une tension superficielle énormequi provoque une déformation importante d'un panneau de test standard à simple paroi, comme une chips, entraînant une chute catastrophique de 4,2 % de sa capacité de charge verticaleT811 de la TAPPI (Technical Association of the Pulp and Paper Industry). Après avoir obtenu l'autorisation de l'équipe d'approvisionnement de modifier leur tableur trop simpliste, j'ai mis en place un protocole de poids de polymérisation rigoureux. J'ai empilé les panneaux fraîchement laminés sous une pression précise pendant 24 heures pour garantir une polymérisation uniforme, et j'ai introduit une structure duplex équilibrée pour compenser la tension du polymère. En neutralisant cette déformation vers l'intérieur, j'ai veillé à ce que les angles structurels conservent toute leur solidité perpendiculaire, éliminant ainsi le risque de basculement des présentoirs lourds et évitant au client des frais de refus immédiats de la part des détaillants, tout en maintenant l'énorme avantage logistique des emballages plats où un conteneur de carton ondulé plat non déformé remplace quatre conteneurs de présentoirs rigides entièrement assemblés.
| Métrique/Fonctionnalité | Approche lithographique générique | Réalité artificielle |
|---|---|---|
| Durcissement adhésif | Séchage à l'air ambiant | Presse à poids mort de 24 heures5 |
| Tension superficielle | Ignoré, provoquant la courbure de la planche6 | doublure arrière duplex équilibrée |
| Rendement Edge Crush | Baisse sous l'effet du stress hydrique | Conserve 100 % de sa force ECT7 |
Je refuse que la chimie humide vienne perturber les lois de la physique. Une impression lithographique de haute qualité est totalement inutile si la tension du PVA déforme irrémédiablement votre présentoir commercial robuste avant même qu'il n'atteigne le quai d'expédition.
🛠️ Bureau Harvey : Vos panneaux latéraux hauts en stratifié litho se courbent-ils insidieusement vers l’intérieur, compromettant ainsi votre capacité de charge dynamique ? 👉 Demandez un audit de planéité structurelle gratuit ↗ — J’examine personnellement chaque dossier structurel sous 24 h.
Qu'est-ce qui est préférable, une estampe ou une lithographie ?
Le choix entre l'impression numérique et la lithographie traditionnelle dépend entièrement du volume de votre campagne de vente au détail et de la rapidité de mise sur le marché requise.
Comparer une impression standard à une lithographie dépend du procédé utilisé. La lithographie emploie des plaques de métal gravées et des cylindres offset pour garantir une fidélité des couleurs inégalée, même pour les tirages de grande envergure. À l'inverse, l'impression numérique directe sur support utilise des polymères liquides polymérisés aux UV, ce qui élimine les temps de préparation et offre une grande flexibilité pour les campagnes en petites séries.

Pour faire le bon choix logistique, il faut faire abstraction du jargon marketing et examiner précisément comment l'encre interagit physiquement avec le support en carton.
L'avantage de la polymérisation instantanée par rapport à la norme haute fidélité
D'un point de vue strictement industriel, la lithographie traditionnelle et l'impression numérique UV directe sur carton répondent à des problématiques mécaniques totalement différentes. La lithographie applique une couche d'encre extrêmement fine sur une feuille supérieure couchée indépendante, qui est ensuite collée sur la structure ondulée du carton, garantissant ainsi une brillance maximale et une homogénéité absolue des couleurs (Delta-E) sur des dizaines de milliers d'unités<sup>8</sup>. En revanche, l'impression numérique moderne s'affranchit totalement de l'étape de lamination secondaire en projetant directement l'encre liquide sur le support ondulé brut<sup>9</sup>.
La principale différence technique réside dans la chimie de polymérisation et les exigences en matière d'outillage. La lithographie offset nécessite des plaques d'aluminium gravées sur mesure10 </sup>, ainsi que des adhésifs PVA liquides, ce qui crée un goulot d'étranglement important en prépresse, mais réduit considérablement le coût unitaire pour les déploiements massifs en grande distribution. À l'inverse, l'impression numérique à plat exploite une réaction de polymérisation instantanée<sup>11</sup>. Des têtes d'impression spécialisées déposent l'encre liquide, tandis que des matrices de lumière UV la polymérisent instantanément en un film polymère solide et durable, à la milliseconde près, au contact du support poreux. Ceci empêche totalement l'encre de pénétrer dans les fibres du papier brut, garantissant une image nette sans nécessiter de couche de finition. Grâce à l'élimination des plaques métalliques et des longs temps de séchage des adhésifs, cette méthode d'impression directe sur support offre une agilité inégalée, permettant aux ingénieurs de prototyper et de réaliser rapidement des présentoirs structurels en petites séries, tout en s'affranchissant totalement des risques de déformation chimique associés à la lamination liquide.
| Métrique/Fonctionnalité | Litho-Lamination | Tablette numérique UV à plat |
|---|---|---|
| coût de l'outillage | plaques métalliques initiales de haute qualité | Aucun coût physique pour la plaque d'immatriculation12 |
| Procédé de substrat | Feuille enduite collée sur panneau | Jet direct à bord |
| Mécanisme de guérison | Séchage par évaporation de l'humidité13 | Polymérisation UV instantanée14 |
Je conseille toujours aux acheteurs d'adapter leur méthode d'impression à la cadence de leur chaîne d'approvisionnement. Utilisez la lithographie-lamination pour préserver l'intégrité des couleurs de votre marque lors de tirages importants, mais privilégiez l'impression numérique UV lorsque la rapidité est essentielle.
🛠️ Le bureau d'Harvey : Votre méthode d'impression actuelle fait-elle grimper les quantités minimales de commande et freine-t-elle vos lancements promotionnels rapides ? 👉 Obtenez une évaluation gratuite de votre méthode d'impression ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
L'lithographie est-elle meilleure que le numérique ?
Affirmer la supériorité d'une technique est un piège ; la lithographie l'emporte grâce à ses volumes de production importants, mais elle introduit des risques considérables liés aux tolérances mécaniques lors de la découpe physique.
Oui. L'impression lithographique est supérieure à l'impression numérique pour garantir une homogénéité des couleurs optimale en grande série, mais elle exige des tolérances de fabrication physiques nettement plus larges. Comme elle consiste à coller physiquement une feuille imprimée sur un support ondulé épais, elle est très sensible aux décalages mécaniques de la lamination, ce qui nécessite des marges de fond perdu importantes pour éviter que les bords ne soient exposés.
Ce que les graphistes conçoivent sur un écran d'ordinateur se traduit rarement de manière fluide dans la réalité chaotique et à grande vitesse d'une machine de montage de lithographie-lamination.
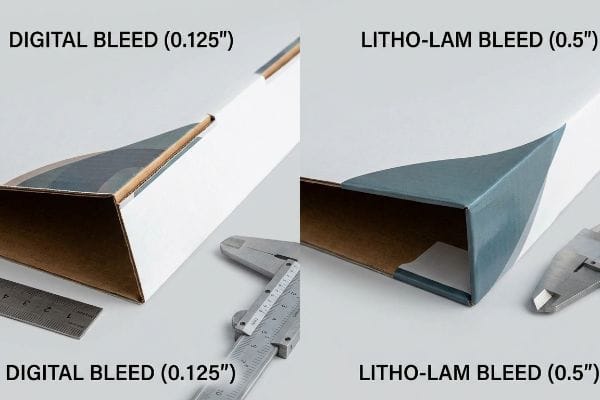
Le mandat de saignement Litho-Shift
Lors de l'évaluation des fichiers de prépresse, je constate fréquemment que les graphistes appliquent des fonds perdus standard de 3,17 mm (0,125 pouce) pour l'impression numérique à des gabarits de découpe pour présentoirs en carton ondulé épais. Ils partent du principe qu'une feuille supérieure lithographiée peut être découpée avec la même précision microscopique qu'une impression numérique directe sur carton. Ils ignorent fondamentalement que le processus physique de froissage et de collage du papier humide sur un carton épais implique intrinsèquement des machines de montage automatisées, ce qui introduit une tolérance de dérive physique bien plus importante que l'impression numérique standard évite complètement<sup>15</sup>.
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience l'an dernier en demandant à Mark, mon ingénieur prépresse principal, de réaliser un essai pour un présentoir de sol , en utilisant le gabarit numérique standard d'un client. Le problème est survenu dès la phase de montage. La conception reposait sur une marge de fond perdu commerciale microscopique, ignorant complètement le décalage mécanique du tapis de lamination automatisé.Je me souviens précisément du claquement sec et répétitif de la matrice de découpe en acier perforant le carton épais, suivi de la constatation immédiate que la feuille supérieure avait légèrement bougé lors du collage. Résultat : un important défaut de finition, avec des bords de papier brun brut disgracieux parfaitement exposés le long des lignes de pliage à 90 degrés très visibles de l'en-tête principal. Pour y remédier, j'ai immédiatement repris le travail dans le logiciel RIP (traitement d'images raster), recalculé mathématiquement le décalage mécanique des tapis de lamination et défini une marge de fond perdu minimale stricte de 12,7 mm (0,5 pouce)au -delà de chaque ligne de découpe. Ce fond perdu massif et obligatoire agit comme un filet de sécurité technique contre le décalage de la lamination, garantissant que le graphisme imprimé enveloppe parfaitement chaque bord et évitant un défaut visuel qui aurait déclenché un de rejet de 100 % chez les détaillants lors du lancement d'un produit cosmétique.
| Métrique/Fonctionnalité | Saignement numérique générique | Réalité Litho-Lam |
|---|---|---|
| Marge de saignement | 0,125 pouce (3,17 mm)18 | 0,5 pouce (12,7 mm) minimum19 |
| Couverture des bords | Échec lors du changement de feuille | Bordure 100% visuelle |
| Tolérance machine | micro-précision statique | Dérive dynamique de la stratification20 |
Je consacre beaucoup de temps et d'argent à la prépresse pour que vous ne perdiez pas d'argent en magasin. Il est impératif de respecter les tolérances mécaniques de la machine à plastifier afin d'éviter des défauts visuels catastrophiques.
🛠️ Le bureau d'Harvey : Vos graphistes intègrent-ils par inadvertance des décalages lithographiques dans vos présentoirs grand public ? 👉 Demandez un contrôle gratuit des tolérances de découpe prépresse ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs structure.
Combien de fois peut-on utiliser une pierre lithographique ?
Alors que la lithographie historique utilisait du calcaire permanent, la fabrication moderne de carton ondulé repose sur des plaques d'aluminium qui se dégradent rapidement et des matrices de découpe en bois poreux qui ne peuvent absolument pas durer éternellement.
L'outillage lithographique moderne ne peut être utilisé indéfiniment. Si les pierres anciennes étaient réutilisables, la lithographie industrielle sur plaques ondulées utilise des plaques d'impression en aluminium fin et des matrices en acier à base de bois. Ces outils structurels très sensibles subissent une usure microscopique importante, des déformations dues à l'humidité ambiante et une fatigue des lames, ce qui exige des cycles de remplacement fréquents pour maintenir une qualité optimale.

Tenter de prolonger la durée de vie de vos outils de fabrication physiques pour économiser quelques dollars au départ est le moyen le plus rapide de saboter le lancement d'un produit de grande consommation.
Le piège de la dégradation de l'outillage
Lors de l'examen des contrats d'approvisionnement à long terme pour les présentoirs, je constate systématiquement que les équipes d'approvisionnement exigent que mon usine réutilise les mêmes plaques lithographiques et matrices de découpe structurelles pour plusieurs réassorts saisonniers afin d'éviter des frais d'outillage standard. Elles considèrent les outils de fabrication comme des actifs permanents et indestructibles, plutôt que comme des composants physiques qui se dégradent. Elles ignorent la réalité matérielle : les matrices de découpe standard en acier sont encastrées dans du contreplaqué brut<sup>21</sup>, et les plaques en aluminium décalées subissent des rayures microscopiques<sup>22</sup> lors des opérations d'alimentation en feuilles abrasives à grande vitesse.
Dans mon atelier, je vois régulièrement des acheteurs insister pour une troisième, voire une quatrième commande, en utilisant des outils vieux de six mois, sans tenir compte des contraintes environnementales d'un entrepôt non climatisé. Ce n'est pas qu'une théorie : je le constate en testant directement sur la chaîne de production. Par exemple, j'utilise une vieille matrice en bois poreux qui a absorbé l'humidité ambiante de l'usine pendant six mois. Le bois gonfle et se déforme, désalignant les lames de rainage en acier23 de leur angle droit. En mesurant le premier rainage avec un micromètre numérique, je découvre un écart catastrophique de 1,01 mm (0,04 pouce) sur un pli porteur principal24, compromettant immédiatement la résistance à l'écrasement de la matrice. Dès que le service des achats m'a autorisé à abandonner ses exigences obsolètes de réduction des coûts, j'ai instauré un protocole d'outillage neuf obligatoire. J'impose la gravure laser d'une matrice de rainage en acier neuve et la gravure de nouvelles plaques décalées pour chaque lot de production important. En refusant tout compromis sur le métal neuf, je garantis une précision de coupe absolument irréprochable, assurant ainsi une réduction du temps d'assemblage final du conditionnement pouvant atteindre 25 % grâce à un verrouillage des languettes sans frottement et parfaitement carré.
| Métrique/Fonctionnalité | Outils anciens réutilisés | Protocole d'outillage neuf |
|---|---|---|
| Matériau de base de la matrice | Contreplaqué déformé par l'humidité25 | Planche fraîchement découpée au laser |
| Alignement des lames | Déviation mécanique importante26 | déviation absolue vraie nulle |
| Assemblage d'onglets | Frottement élevé, déchirure | Verrouillage à languette propre et sans frottement27 |
Je ne laisserai jamais une vieille pièce de bois déformée compromettre la solidité d'un présentoir commercial robuste. Investir dans des outils métalliques neufs est une assurance indispensable, et non une dépense optionnelle.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel réutilise-t-il discrètement des matrices de découpe déformées par l'humidité, ce qui ralentit considérablement l'assemblage de vos présentoirs en carton ondulé ? 👉 Demandez un audit gratuit de l'intégrité structurelle de vos outillages ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Ignorer les contraintes physiques liées à l'humidité du PVA, aux variations mécaniques de la lamination et à la déformation des outillages compromettra gravement votre retour sur investissement avant même que vos équipes marketing n'atteignent les points de vente. Récemment, une erreur de tolérance de 2 mm, fatale pour un déploiement national majeur, a été détectée avant la production. Ne laissez plus des tolérances de fabrication invisibles saboter votre campagne ; confiez-moi l'analyse gratuite de vos fichiers structurels grâce à mon audit Litho-Lam prépresse et outillage ↗ pour garantir un conditionnement optimal et une mise en rayon irréprochable.
« Lamination à base d'eau | Emballage souple à faible odeur », https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOooKg4cBx0YDUfj315v5U088Gb2s9fknKx50qXgmy2HQ5MJ_APtl . [Les normes industrielles relatives à la lithographie-lamination documentent l'exigence d'un acétate de polyvinyle à base d'eau pour le collage des supports imprimés sur le carton ondulé]. Rôle de la preuve : spécification technique ; type de source : norme de l'industrie de l'emballage. Éléments à prendre en compte: exigences chimiques de la lithographie. Note de portée : méthodes traditionnelles de collage humide.
« Influence de la composition des fibres et des conditions de séchage sur la rigidité en flexion… », https://bioresources.cnr.ncsu.edu/resources/influence-of-fiber-composition-and-drying-conditions-on-the-bending-stiffness-of-paper/. [Des études en science des matériaux expliquent comment l'humidité des adhésifs aqueux pénètre les fibres de cellulose, provoquant un gonflement et une réduction de la rigidité structurelle]. Niveau de preuve : mécanisme causal ; type de source : revue scientifique en science des matériaux. Facteurs étudiés : dégradation des fibres induite par l'humidité. Remarque : s'applique aux supports en papier cellulosique .
« Éliminer le gauchissement des cartons ondulés grâce à des méthodes appropriées… », https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io . [Les fiches techniques des propriétés chimiques de l’acétate de polyvinyle décrivent le processus de retrait lors de l’évaporation de l’eau, qui induit des contraintes mécaniques sur le substrat ] . Rôle de la preuve : explication mécanique ; type de source : fiche technique des propriétés chimiques/revue de science des matériaux. Appui : la cause première du gauchissement. Note de portée : spécifique aux adhésifs à base d’eau.
« Mesures en champ complet lors de l'essai d'écrasement des bords d'un carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. [Des rapports techniques sur les performances du carton ondulé permettraient de valider la corrélation entre le gauchissement induit par l'adhésif et la réduction des valeurs de l'essai d'écrasement des bords (ECT)]. Rôle de la preuve : vérification quantitative ; type de source : norme technique/rapport industriel. Appui : l'impact du retrait du PVA sur la résistance structurelle. Note de portée : spécifique aux essais T811 .
« Préparation des adhésifs pour carton ondulé – Pkg Solutions », http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php . [Les guides techniques de lithographie précisent la durée et la pression nécessaires à la stabilisation des adhésifs PVA sans déformation]. Niveau de preuve : spécification technique ; type de source : manuel technique. Apports : processus de polymérisation optimisé pour les cannelures rigides. Note relative au champ d’application : s’applique aux solutions de carton ondulé haut de gamme.
« Identification des caractéristiques géométriques du carton ondulé à l'aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10346967/ . [La littérature scientifique sur l'expansion hygroscopique décrit comment une tension superficielle déséquilibrée due à l'application d'humidité provoque une courbure dans les panneaux composites]. Rôle de la preuve : mécanisme causal ; type de source : manuel universitaire. Appui : cause de la déformation par gauchissement en lithographie générique. Note de portée : spécifique à l'application de papier humide sur supports cannelés.
« Estimation de la résistance à l’écrasement des bords des panneaux ondulés à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Les données d’essais normalisés TAPPI ou ASTM fourniraient des valeurs de référence pour la rétention de la résistance à l’écrasement des bords (ECT) dans diverses conditions de polymérisation de l’adhésif]. Rôle de la preuve : indicateur de performance ; type de source : norme technique. Sujets abordés : intégrité structurelle des panneaux ondulés d’ingénierie. Note de portée : se réfère spécifiquement à l’indicateur de résistance à l’écrasement des bords .
« Impression numérique vs impression lithographique : quelle est la différence ? – Solopress », https://www.solopress.com/blog/print-inspiration/digital-vs-lithographic-printing-whats-the-difference/ . [Un manuel technique ou un article scientifique sur la colorimétrie confirmerait que la lithographie maintient une variance Delta-E plus faible que les alternatives numériques en production de masse]. Rôle de la preuve : validation technique ; type de source : norme technique. Appuie : la supériorité de la lithographie en matière de constance des couleurs. Note de portée : s’applique spécifiquement aux tirages industriels à grande échelle.
« Quel est le meilleur procédé d'impression pour les emballages en carton ondulé ? », https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging . [Les spécifications techniques des fabricants de presses numériques confirment que l'impression UV directe sur carton élimine le besoin d'une feuille de finition couchée.] Rôle de la preuve : vérification du procédé ; type de source : spécifications techniques du fabricant. Appuie : l'efficacité des flux de production d'impression numérique. Note sur la portée : limité à la technologie d' impression UV directe sur carton.
« Quelles sont les plaques pour l’impression offset ? – Rotatek », https://rotatek.com/plates-offset-printing/. [Une source faisant autorité en matière de technologie d’impression détaillerait les matériaux spécifiques des plaques et le procédé de gravure chimique utilisé en lithographie offset]. Rôle de la preuve : vérification factuelle ; type de source : manuel professionnel. Appuie : le coût élevé de la prépresse et la complexité de la lithographie. Note de portée : se réfère aux normes traditionnelles d’impression offset .
« Progrès de la recherche sur les polymères auto-réparateurs à polymérisation UV… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10748115/ . [La documentation technique sur les encres polymérisables aux UV explique la réaction photochimique au cours de laquelle les monomères liquides se transforment en un film polymère solide sous l’effet des UV]. Type de preuve : mécanisme technique ; type de source : revue scientifique sur les matériaux. Apports : rapidité et durabilité de l’impression directe sur support. Précision : spécifique aux systèmes numériques de polymérisation UV.
« Comprendre les différences de coûts entre l’impression numérique et l’impression offset », https://www.pdi.co.uk/insights/understanding-the-cost-differences-between-digital-and-litho-printing . [Les comparaisons entre l’impression numérique et l’impression offset confirment que les flux de production numériques s’affranchissent des plaques physiques, réduisant ainsi les coûts de préparation]. Type de preuve : fait économique ; type de source : analyse des coûts d’impression. Appuie : l’efficience des coûts de l’impression numérique. Note de portée : concerne l’outillage de prépresse.
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/ . [Documentation de l’industrie de l’imprimerie décrivant le processus d’évaporation des solvants ou de l’eau de l’encre pour sécher la feuille lithographique]. Rôle de la preuve : spécification technique ; type de source : manuel d’imprimerie. Sujet : mécanisme de séchage lithographique. Note de portée : Spécifique aux procédés offset/lithographiques traditionnels.
« Principe de fonctionnement d'une imprimante à plat UV : de la tête d'impression au séchage UV », https://seniorprinter.com/uv-flatbed-printer-working-principle-from-print-head-to-curing/ . [Un manuel technique ou un guide industriel sur le séchage UV explique comment la lumière ultraviolette déclenche une réaction chimique qui solidifie instantanément l'encre] . Type de preuve : spécification technique ; source : document technique industriel. Conforme à la vitesse de séchage numérique UV. Remarque : s'applique aux encres à séchage UV.
« Litho-lamination vs. Impression numérique : Guide d'achat industriel… », https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Les spécifications techniques des machines de montage pour carton ondulé quantifient la variation mécanique (dérive) inhérente au processus de lamination par rapport au repérage fixe de l'impression numérique directe]. Rôle de la preuve : vérification technique ; type de source : manuel de spécifications de la machine. Appuie : l'affirmation selon laquelle la lithographie-lamination nécessite des marges de fond perdu plus larges. Note de portée : applicable à la fabrication de présentoirs en carton ondulé épais. ↩
« Machines de plastification lithographique – Lamina System », https://www.laminasystem.com/machines/litho-laminating-machines. [Les manuels techniques relatifs à la production d'emballages en carton ondulé détaillent comment les variations mécaniques des bandes de plastification entraînent un désalignement entre la feuille imprimée et le carton ondulé]. Rôle de la preuve : Explication technique ; type de source : Manuel technique industriel. Éléments à prendre en compte : Le mécanisme à l'origine du décalage de la plastification. Remarque : Le degré de glissement varie en fonction de l'âge et de l'entretien de l'équipement .
« Comprendre l’importance du fond perdu dans la conception d’emballages », https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOopEhRIjk_vPUk4MuHKQT3yxE9luMUHkDpFPwvsEb-m6w_L6m6lg . [Les recommandations d’ingénierie prépresse pour la lithographie-lamination à grand volume spécifient des marges de fond perdu étendues afin de compenser le décalage physique du repérage lors du collage]. Rôle de la preuve : Spécification technique ; type de source : Recommandations prépresse. Éléments d’appui : La métrique spécifique utilisée pour éviter les bavures. Remarque: Les marges spécifiques peuvent varier en fonction de la complexité de la découpe.
« L’impression avec fond perdu : définition et utilisation – Binders, Inc. », https://www.bindersinc.com/resources/what-is-bleed-printing . [Les normes d’impression préconisent un fond perdu de 3,175 mm (0,125 pouce) comme norme de base pour l’impression numérique]. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle ; Supporte : les normes de fond perdu numérique. Note de portée : norme pour la plupart des impressions numériques commerciales.
« Lamination lithographique », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopP56SqmwO_MOU1TaNgmDy9eNK5CC3S973mfDw_HfP0PlI7QEip. [Les spécifications techniques des ingénieurs en emballage confirment que la lithographie-lamination exige des marges de fond perdu nettement plus importantes pour compenser le décalage mécanique]. Rôle de la preuve : spécification technique ; type de source : manuel technique ; Sujets abordés : exigences de fond perdu pour la lithographie-lamination. Remarque : Spécifique aux procédés de lithographie-lamination .
« Gestion de la dérive totale de superposition dans les substrats de circuits intégrés avancés (AICS…) », https://semiengineering.com/addressing-total-overlay-drift-in-advanced-ic-substrate-aics-packaging/. [La documentation technique sur les procédés de lamination explique les variations physiques et les mouvements de matière qui se produisent lors du collage des feuilles imprimées sur les substrats]. Rôle de la preuve : explication technique ; type de source : manuel d’ingénierie ; Sujets abordés : risques liés aux tolérances des machines de lithographie-lamination. Note de portée : concerne la phase de collage physique en production .
« Fabrication de matrices laser pour emballages à plat ondulés – Processus étape par étape », https://www.ytdiemaker.com/news/step-by-step-guide-to-the-flatbed-laser-die-template-manufacturing-process.html. [Les spécifications techniques des outils de découpe industriels confirment que les lames d'acier sont généralement insérées dans un support en contreplaqué ou en MDF]. Preuve : spécification technique ; type de source : manuel de fabrication industrielle. Éléments d'appui : composition des matériaux des matrices. Remarque : application typique aux emballages en carton ondulé .
« [PDF] Lithographie sur plaque d'aluminium | Art à WSU », https://art.wsu.edu/documents/2023/08/aluminum-plate-lithography.pdf/. [Les données scientifiques sur la dégradation des plaques d'aluminium en impression offset documentent l'impact de l'alimentation abrasive des feuilles et du frottement de l'encre sur la durée de vie des plaques]. Rôle de la preuve : mécanisme causal ; type de source : document technique de l'industrie de l'imprimerie. Appui : mécanisme d'usure des plaques d'impression. Note de portée : spécifique aux environnements d'impression industrielle à grande vitesse .
« Coupe en conditions extrêmes : Optimisation des performances des lames », https://bladesdirect.net/blogs/news/cutting-in-extreme-conditions?srsltid=AfmBOorqhHeE-md92Q8y4ya3Di1m–NNYJpozTWXr8ZjqTtFJ1C-MAHr. [Des guides de référence sur la fabrication de matrices expliquent comment l’hygroscopicité des supports en bois entraîne une instabilité dimensionnelle en milieu humide, provoquant le déplacement des lames d’acier intégrées]. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Sujet : mécanisme de désalignement des lames dû au gauchissement du bois. Note relative au champ d’application : applicable aux environnements industriels non climatisés .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Les normes d’ingénierie de l’emballage définissent les seuils de tolérance pour la précision du pliage et la manière dont les écarts au-delà de certaines valeurs limites compromettent la résistance à l’écrasement vertical du carton ondulé]. Rôle de la preuve : spécification technique ; type de source : norme d’ingénierie. Appui : le lien entre l’écart de pliage et la rupture structurelle. Note de portée : axé sur les plis porteurs dans les emballages industriels.
« Ma planche à découper va-t-elle se déformer ? Six raisons pour lesquelles la réponse est « non » », https://treeboard.com/blog/will-my-cutting-board-warp/?srsltid=AfmBOooELRp4Yp74jDWDQ_dIsibsTK3ol6aKfzm3Hhf0ICCnxqNWbdyG. [Une source en science des matériaux ou en génie industriel expliquerait comment l’hygroscopicité du contreplaqué entraîne une instabilité dimensionnelle et une déformation des supports de découpe]. Rôle de la preuve : spécification technique ; type de source : manuel de science des matériaux. Sujet : dégradation des matériaux des anciens outils. Note sur la portée : se concentre sur les supports à base de bois .
« Résolution des problèmes de désalignement des lames lors des opérations de découpe », https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations . [Les normes de fabrication pour la découpe permettraient de quantifier la dérive mécanique et le désalignement des lames après plusieurs cycles d'utilisation]. Preuve : vérification métrique ; type de source : norme de fabrication. Sujet : dégradation de l' alignement des lames dans les outils réutilisés. Remarque : écart mesuré en microns ou en millimètres.
« Pliage des emballages rigides : rainage, lignes de pliage et… », https://eliterigidboxes.com/blog/rigid-packaging-folding-creasing-fold-lines-and-assembly-best-practices/. [Les guides de conception d’emballages industriels définissent les coefficients de friction et les tolérances spécifiques requis pour obtenir un verrouillage net des languettes lors de l’assemblage]. Rôle de la preuve : spécification de référence ; type de source : manuel de conception industrielle. Supporte : normes de performance pour les nouveaux outillages. Remarque sur la portée : dépend de la qualité et de l’épaisseur spécifiques du carton .


