
Vous voulez que le déballage de votre produit soit exceptionnel, mais le carton brun standard fait bon marché. Imprimer directement sur les inserts structurels semble une solution rapide, jusqu'à ce que l'encre bave et que les supports se déforment.
L'impression directe sur les inserts de boîtes nécessite une préparation prépresse spécifique. Elle consiste à appliquer des graphismes personnalisés — généralement par pelliculage lithographique ou par impression numérique directe — sur le carton ondulé structurel qui maintient le produit, améliorant ainsi la présentation de la marque tout en préservant l'intégrité physique nécessaire à la protection pendant le transport.

Connaître la théorie des encarts imprimés est facile, mais survivre aux dures réalités de la production en usine exige une véritable expertise en ingénierie.
Quel type d'impression est utilisé pour les emballages ?
Le choix du procédé d'impression adéquat déterminera si votre lancement en magasin ressemblera à une marque haut de gamme ou à une contrefaçon bon marché et délavée.
Les techniques d'impression utilisées pour les emballages comprennent généralement l'offset lithographique, la flexographie et l'impression numérique. La lithographie-lamination offre la meilleure fidélité visuelle pour les présentoirs, tandis que la flexographie est privilégiée pour les cartons d'expédition en grande série et l'impression numérique permet un prototypage rapide et des tirages à données variables.

Afficher de beaux graphismes sur un écran d'ordinateur est une chose, mais les transférer sur un support en carton rigide exige des contrôles physiques stricts.
Lithographie haute fidélité contre alternatives bon marché
Nombreux sont les fondateurs de marques qui présument que le fichier validé à l'écran se traduira instantanément et parfaitement sur l'emballage final. Ils tentent souvent d'imprimer des graphismes complexes et photoréalistes sur des imprimantes flexographiques standard afin de réaliser quelques économies sur le coût unitaire. Or, la réalité est que l'emballage commercial exige des procédés industriels spécifiques, entièrement basés sur le matériau du support et la fidélité visuelle requise.
Je constate constamment cette erreur. Même les équipes d'approvisionnement les plus expérimentées tentent parfois d'imprimer des visuels haut de gamme pour des cosmétiques sur une impression flexographique bon marché, ce qui donne des logos flous, comme s'ils avaient été tamponnés à l'éponge. Si vous souhaitez une finition premium, digne des plus grands magazines, pour vos lancements en point de vente, vous devez impérativement utiliser l'impression offset lithographique².Le bourdonnement puissant et rythmé d'une presse Heidelberg six couleurs déposant l'encre fraîche sur la feuille supérieure est incomparable. Ma règle d'or : exiger une impression lithographique haute fidélité, même pour de petits tirages de 100 unités. En effet, une présence de marque nette et précise en rayon est ce qui justifie véritablement votre prix premium auprès du consommateur.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de la flexographie pour des photos complexes | Impression lithographique (offset)3 | Des images nettes, dignes d'un magazine |
| Sacrifier la qualité sur les petites séries | Courts essais de haute fidélité | Maintient une image de marque premium |
| En ignorant les conditions d'éclairage | correspondance des couleurs d'accompagnement4 | Empêche les couleurs de se délaver |
Je ne permets jamais à mes clients de compromettre leur image de marque pour économiser quelques centimes sur une impression de moindre qualité. Préserver son identité visuelle a un impact direct sur la confiance des consommateurs lorsqu'ils prennent un produit en rayon.
🛠️ Le bureau d'Harvey : Vous craignez que la résolution de vos fichiers ne soit pas suffisante pour un tirage commercial important ? 👉 Laissez-moi vérifier vos fichiers ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelle méthode d'impression est utilisée sur le carton ?
Lorsque l'on passe du papier fin aux panneaux ondulés structurels épais, la physique de l'encre et du papier change fondamentalement.
La méthode d'impression utilisée sur carton pour les applications haut de gamme en grande distribution est principalement la lithographie-lamination. Ce procédé consiste à imprimer des graphismes haute résolution sur une fine feuille de papier de surface, qui est ensuite collée sur un support rigide en carton ondulé afin d'allier esthétique et solidité.
Cela ressemble à un processus de fabrication sans faille, mais la fusion de papier humide avec du carton épais introduit des micro-décalages mécaniques qui prennent les concepteurs au dépourvu.
Le piège de prépresse « Litho-Shift »
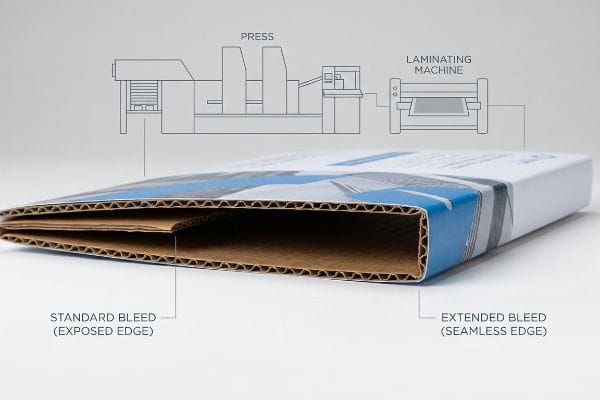
La plupart des graphistes traitent un gabarit de découpe comme un dépliant publicitaire standard. Ils appliquent un fond perdu standard de 3,17 mm (0,125 pouce)- delà de la ligne de coupe dans leur logiciel de CAO (Conception Assistée par Ordinateur), en supposant que les tables de découpe automatisées découperont parfaitement le long du bord à chaque fois.
Je sais que vous avez déjà contemplé un présentoir fraîchement plié et vous êtes demandé pourquoi une vilaine bande de carton brun apparaissait sur le bord plié. Cela se produit car la lithographie – le collage de la feuille imprimée sur un carton ondulé épais – présente une tolérance mécanique inhérente lors du processus de montage automatisé⁶.Lorsque les cartons épais se déplacent, même légèrement, pendant la production, le fond perdu standard de l'impression est rompu, exposant les bords. J'applique rigoureusement une marge de fond perdu minimale de 12,7 mm (0,5 pouce) pour tous les travaux sur carton ondulé. J'ai déjà entendu le bruit désagréable et le frottement important des bords de papier brut qui s'entrechoquent lors du conditionnement, parce qu'un graphiste n'a pas étendu le visuel ; cela ruine instantanément toute la présentation.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de purges commerciales standard | Imposer un saignement de 0,5 pouce (12,7 mm)7 | Prévient les bords bruns et rugueux |
| En ignorant les tolérances de décalage de la carte8 | Contrôles d'étalonnage prépresse | Assure un enrobage de bord sans couture |
| Traiter le carton comme du papier plat | Conception pour l'épaisseur de la cannelure9 | lignes de pliage nettes et professionnelles |
Je refuse, dès la prépresse, les fichiers qui ne respectent pas ce seuil, obligeant ainsi les graphistes à étendre les fonds des illustrations. Ce fond perdu important constitue une sécurité optimale, protégeant ainsi l'intégralité de votre image de marque.
🛠️ Le bureau d'Harvey : Vous craignez que les marges de fond perdu de vos fichiers de conception actuels ne laissent apparaître des bords bruts ? 👉 Téléchargez mon modèle de fond perdu ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Peut-on imprimer sur du carton ?
L'impression directe sur du carton ondulé brut est possible, mais elle comporte des risques optiques importants que la plupart des équipes marketing sous-estiment considérablement.
Oui. L'impression sur carton est possible, mais l'impression directe sur des surfaces ondulées poreuses nécessite souvent la flexographie ou des méthodes UV numériques. Le papier testliner non scellé absorbe rapidement l'encre, ce qui signifie que les couleurs apparaissent ternes à moins d'appliquer des encres de tons directs spécifiques ou une sous-couche blanche avant les couches graphiques finales.

Appliquer de l'encre directement sur une surface poreuse non scellée ne revient pas à peindre un mur lisse ; cela ressemble beaucoup plus à peindre une éponge de cuisine.
Le désastre de la boue en demi-teintes CMJN
Les marques tentent fréquemment de convertir leurs logos d'entreprise en formats CMJN (Cyan, Magenta, Jaune, Noir) standard pour l'impression directe sur les emballages et les présentoirs. Elles présument que l'impression en quadrichromie correspondra parfaitement à leurs écrans numériques, ignorant totalement la réalité physique du papier testliner brut et noncouché¹⁰.
Imaginez essayer de dessiner un portrait net sur une serviette en papier. Lorsque l'impression quadrichromique standard repose sur de minuscules points de trame superposés, ces points sont absorbés de manière irrégulière par les fibres du papier brut¹¹.J'ai vu des vendeurs jeter des présentoirs en réserve car le logo, flou et pixélisé, ressemblait à une contrefaçon bon marché et non autorisée. Pour remédier à cela, j'impose un protocole d'impression en aplat de couleur pour tous les éléments principaux de la marque. En remplaçant le mélange optique de points par une seule encre PMS (Pantone Matching System) précisémentdosée¹², on obtient une couche de pigment dense et parfaitement lisse. La texture collante et épaisse d'une couleur d'accompagnement de qualité, appliquée sur le support non scellé, garantit un contraste élevé de votre logo à six mètres de distance, même sous l'éclairage intense des grandes surfaces .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du CMJN pour les logos directs | Couleurs Pantone (PMS) | Empêche les logos de paraître brouillés |
| Impression sur papier testliner brut non scellé | Apprêt d'encre à base blanche | Les couleurs ressortent vivement sur les étagères |
| S'appuyer sur des épreuves numériques | vérifications au spectrophotomètre physique | Correspondance précise des couleurs de la marque |
Je veille à ce que mes clients abandonnent la trame de demi-teintes pour leurs logos principaux. L'utilisation d'une couleur d'accompagnement dédiée élimine le grain et préserve l'image de marque sur l'ensemble de la surface de vente.
🛠️ Le bureau de Harvey : La couleur emblématique de votre marque paraît-elle délavée sur vos emballages en carton ondulé actuels ? 👉 Demandez un audit couleur ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Comment font-ils pour imprimer sur les boîtes ?
Les étapes de fabrication concrètes de l'impression sur des boîtes rigides déterminent si votre campagne réussit ou si elle se déforme littéralement sous son propre poids.
L'impression sur boîtes se fait par passage de feuilles plates dans des presses offset industrielles, des machines flexographiques ou des imprimantes numériques grand format. Pour les structures haut de gamme destinées au commerce de détail, le procédé consiste à imprimer une feuille supérieure séparée, qui est ensuite contrecollée mécaniquement sur un noyau cannelé et découpée à l'emporte-pièce.

Mais la connaissance de la théorie mécanique de base ne suffit pas lorsque les machines se mettent en marche et que la chimie en milieu liquide entre en jeu.
Vérification des faits concernant la déformation due à l'humidité du PVA
Les clients partent du principe que le montage d'une feuille de surface imprimée de haute qualité sur un carton ondulé rigide de type B permet d'obtenir naturellement un panneau d'affichage parfaitement plat et structuré. Ils ignorent la réalité chimique volatile du procédé de lithographie-lamination¹³,s'attendant à ce que le panneau physique se comporte exactement comme le fichier PDF plat et impeccable affiché sur leur écran d'ordinateur.
Ce n'est pas qu'une simple théorie : je le constate en production lorsque les équipes d'approvisionnement négligent les temps de séchage nécessaires pour expédier au plus vite des commandes vers des entrepôts américains à forte humidité, en Floride ou au Texas. Le processus de lamination repose en grande partie sur un adhésif PVA (acétate de polyvinyle) à base d'eau. Lorsque cette colle humide entre en contact avec de grandes surfaces, le carton de couverture poreux 32 ECT (Edge Crush Test) absorbe l'humidité et, en séchant à l'air ambiant de l'usine, il se rétracte violemment. J'ai entendu de mes propres yeux le « pop » caractéristique de la tension superficielle lorsque de grands panneaux latéraux de 152,4 cm (60 pouces) se déforment et se courbent vers l'intérieur, tels des chips géantes. Dans mon usine, j'applique un protocole de poids de séchage rigoureux : les panneaux humides sont empilés sous une pression exacte pendant 24 heures afin d'obtenir un séchage parfaitement plat. En garantissant des panneaux parfaitement droits, j'évite les déformations importantes qui provoquent des frottements considérables, ralentissant la chaîne de montage d'environ 20 % et évitant les rejets des principaux distributeurs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Accélérer le temps de séchage de la lamination | durcissement sous poids mort de 24 heures14 | Panneaux plats faciles à assembler |
| En négligeant le retrait de la colle à base d'eau15 | Structures de tableaux duplex équilibrées16 | Empêche les écrans de se courber |
| Conception de panneaux massifs sans support | Ajout de doublures structurelles arrière | Maintient les structures de grande hauteur droites |
Je ne laisse jamais une commande urgente passer outre mon processus de séchage. Le séchage complet et parfaitement plat des panneaux permet à mes clients d'économiser des milliers d'euros en retouches manuelles et garantit une conformité dimensionnelle irréprochable en magasin.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui omet l'étape de séchage à vide de 24 heures, mais lorsque cette colle PVA à base d'eau sèche et déforme considérablement vos panneaux ondulés, ralentissant la chaîne de conditionnement d'environ 20 %, votre marge commerciale s'évapore complètement. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rejet d'impression. Cessez de prendre des risques avec une chimie structurelle non éprouvée et laissez-moi personnellement analyser vos fichiers graphiques grâce à mon audit de pré-fabrication gratuit ↗ afin de détecter les tolérances critiques sur les bords avant le lancement de la production en série.
« Les 5 principales méthodes d’impression d’emballage expliquées », https://greendotpackaging.com/packaging-printing-methods/ . [Les normes industrielles de production d’emballages détaillent comment le choix des méthodes d’impression (lithographie ou flexographie, par exemple) est déterminé par la porosité du support et la résolution d’image souhaitée]. Rôle de la preuve : validation technique ; type de source : manuel de l’industrie de l’impression. Appuie : le lien entre le support/la fidélité et le choix du procédé. Note sur la portée : s’applique à la production commerciale à grande échelle.
« Guide comparatif de l'impression flexographique et des autres méthodes », https://luminite.com/flexo-vs-other-printing. [Un guide technique sur les procédés d'impression commerciale confirmerait que la lithographie offset offre une résolution d'image et une précision des couleurs nettement supérieures à celles de la flexographie, ce qui en fait la norme pour les finitions haut de gamme destinées à la vente au détail]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Appuie : l'affirmation selon laquelle la lithographie est indispensable pour les emballages de qualité magazine. Note relative à la portée : se concentre sur la fidélité visuelle des supports papier/carton .
« Impression de boîtes d'expédition : lithographie vs flexographie », https://customboxesnow.com/blog/litho-vs-flexo-box-printing/. [Les guides techniques sur les procédés d'impression expliquent que la lithographie offset offre une résolution et un niveau de détail supérieurs pour les images photographiques par rapport à la flexographie. Preuve : vérification technique ; type de source : manuel professionnel. Appui : utilisation de la lithographie pour les photos complexes. Note de portée : spécifique aux emballages de vente au détail haute fidélité.] ↩
« Le processus de correspondance des couleurs dans l’emballage : garantir précision et… », https://epacflexibles.com/the-color-matching-process-in-packaging-ensuring-precision-and-consistency/?srsltid=AfmBOop6LL3FmvG3sw45fXLptaqY9gC-d1kBXOtXeMR4XqZOjtJYD2rV. [Les normes scientifiques des couleurs démontrent que la correspondance des couleurs d’accompagnement prévient les variations et le délavage des couleurs grâce à l’utilisation d’encres prémélangées plutôt qu’à la superposition de couches. Preuve : validation factuelle ; source : manuel de gestion des couleurs. Appuie : le rôle des couleurs d’accompagnement dans la stabilité à la lumière. Remarque sur la portée : concerne principalement les couleurs spécifiques à une marque.] ↩
« Comment déterminer la marge de fond perdu à utiliser ? », https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use . Les normes de l'industrie de l'imprimerie et les manuels de prépresse définissent généralement 0,125 pouce comme la marge de fond perdu standard pour les projets d'impression commerciale, afin de tenir compte des variations de rognage. Type de preuve : spécification technique ; source : norme industrielle. Valeurs de fond perdu courantes en prépresse. Remarque : s'applique généralement à l'impression offset et numérique commerciale standard.
« Laminoirs automatisés – YouTube », https://www.youtube.com/watch?v=BzwweyvhM5c. [La documentation technique sur les procédés d'impression sur carton ondulé confirme que le montage automatisé en lithographie-lamination est sujet à des décalages de repérage et à des tolérances mécaniques]. Rôle de la preuve : vérification factuelle ; type de source : guide technique industriel. Sujet : Cause des bords bruts visibles sur les présentoirs pliés. Remarque : La variation dépend de l'équipement de montage spécifique utilisé .
« Emballage 101 : Fond perdu, rognage et zone de sécurité ? », http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/ . [Un manuel d’impression ou une norme d’emballage faisant autorité préciserait les dimensions de fond perdu nécessaires pour compenser le décalage du carton et éviter les bords non imprimés sur les matériaux ondulés]. Type de preuve : spécification technique ; source : manuel industriel. Supports : largeur de fond perdu recommandée pour le carton. Remarque : les dimensions peuvent varier selon les machines utilisées.
« [PDF] Spécifications de prépresse – Graphic Packaging International », https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf . [Les spécifications de fabrication pour l’impression lithographique ou flexographique définissent les tolérances mécaniques attendues pour le décalage du carton lors du montage]. Type de preuve : métrique technique ; type de source : spécification de fabrication. Justifie : la nécessité d’un étalonnage prépresse. Remarque : les tolérances spécifiques varient selon le système de repérage.
« Emballage en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. [La documentation technique sur l’ingénierie du carton ondulé expliquerait comment la prise en compte de l’épaisseur des cannelures permet d’éviter les déformations et d’obtenir des plis nets lors de la fabrication]. Rôle de la preuve : principe de conception ; type de source : guide d’ingénierie de l’emballage. Appui : exigences de conception pour les cartons structuraux. Note de portée : s’applique spécifiquement aux supports en carton ondulé. ↩
« Procédé de revêtement durcissable aux UV sur carton duplex imprimé en CMJN… », https://bioresources.cnr.ncsu.edu/resources/uv-curable-coating-process-on-cmyk-printed-duplex-paperboard-part-1-mechanical-and-optical-properties/. [Une source faisant autorité sur les emballages en carton ondulé ou les supports d'impression explique comment la porosité du testliner non couché entraîne une absorption d'encre et un gain de point, ce qui se traduit par des couleurs atténuées par rapport aux écrans numériques]. Rôle de la preuve : Validation technique ; type de source : Guide technique industriel. Sujet : L'impact de la porosité du support sur la fidélité des couleurs. Remarque sur la portée : S'applique spécifiquement au carton ondulé non couché .
« L’effet des colorants sur la teneur en métaux lourds dans le papier recyclé… », https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/ . [La documentation technique relative aux supports d’impression expliquerait comment la porosité des fibres de papier non scellées provoque des bavures d’encre et une absorption irrégulière des trames.] Rôle de la preuve : validation technique ; type de source : manuel d’impression industrielle. Appuie : l’affirmation selon laquelle les trames CMJN sont défectueuses sur le carton brut. Note relative à la portée: s’applique spécifiquement aux matériaux poreux non couchés.
« Comprendre les tons directs (et leur rôle dans l’impression numérique) », https://www.mohawkconnects.com/article/mohawk-blog/understanding-spot-colors-and-their-role-digital-printing. [Les normes de l’industrie de l’impression démontrent que les tons directs prémélangés offrent une densité pigmentaire et une opacité supérieures au mélange optique de points CMJN sur des surfaces absorbantes]. Type de preuve : comparaison technique ; source : manuel d’arts graphiques. Appuie : l’utilisation du PMS pour les éléments de marque à contraste élevé. Note sur la portée : se concentre sur la densité pigmentaire .
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [La documentation technique sur l’ingénierie de l’emballage décrit la composition chimique des adhésifs utilisés en litho-lamination et leur tendance à provoquer des tensions ou des déformations du support]. Rôle de la preuve : vérification technique ; type de source : manuel de l’industrie de l’emballage. Appuie : l’existence de variables chimiques dans le processus de litho-lamination. Note de portée : se concentre sur les déformations induites par l’adhésif. ↩
« Types de lamination dans l'emballage : lamination humide, sèche et thermique », https://www.webcontrolgroup.com/types-of-lamination-in-packaging-wet-dry-and-thermal-lamination. [Une source faisant autorité en matière d'emballage industriel ou de finition d'impression préciserait la durée de prise nécessaire des adhésifs sous pression pour éviter toute déformation]. Niveau de preuve : spécification technique ; type de source : manuel industriel. Apports : Temps de polymérisation approprié pour les panneaux plats. Remarque : La durée peut varier en fonction de la composition chimique spécifique de l'adhésif .
« Colle idéale pour le scrapbooking | GUIDE DE COLLE – YouTube », https://www.youtube.com/watch?v=8_MB0G3a_js. [La documentation technique sur les adhésifs explique comment la perte d'humidité dans les colles à base d'eau provoque la contraction des fibres et le gauchissement du matériau]. Type de preuve : mécanisme physique ; type de source : guide de génie chimique ou d'emballage. Appui : Cause du gauchissement des supports. Remarque : S'applique spécifiquement aux supports poreux à base de papier .
« Carton duplex vs carton pour boîtes pliantes : comparaison approfondie », https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Les normes d'ingénierie de l'emballage décrivent comment les couches symétriques de matériaux des cartons duplex compensent les tensions créées lors du collage]. Niveau de preuve : norme de conception ; type de source : manuel de fabrication. Objectif : prévention du cintrage des présentoirs rigides. Remarque : s'applique spécifiquement à la fabrication des cartons duplex .



