
Lancer une campagne de vente au détail est déjà suffisamment stressant sans compter les retards d'approvisionnement. Il vous faut un calendrier qui tienne compte à la fois des contraintes d'ingénierie et des réalités de la production de masse.
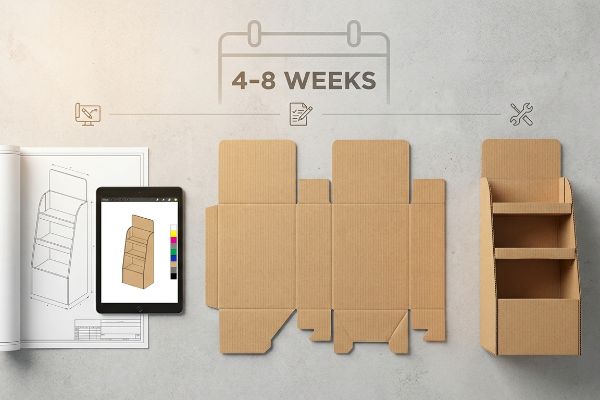
La fabrication d'un présentoir en carton sur mesure prend généralement entre quatre et huit semaines. Ce délai rigoureux inclut le prototypage structurel initial, la validation des fichiers graphiques avant impression, la lithographie-lamination, la découpe automatisée et les tests de résistance mécanique. Le respect de ces étapes garantit que les présentoirs finaux résistent aux conditions difficiles de la distribution sans défaillance mécanique.
Mais connaître le calendrier théorique ne suffit pas lorsque les machines se mettent en marche et que la physique structurelle prend le relais.
Combien d'heures faut-il pour concevoir un emballage ?
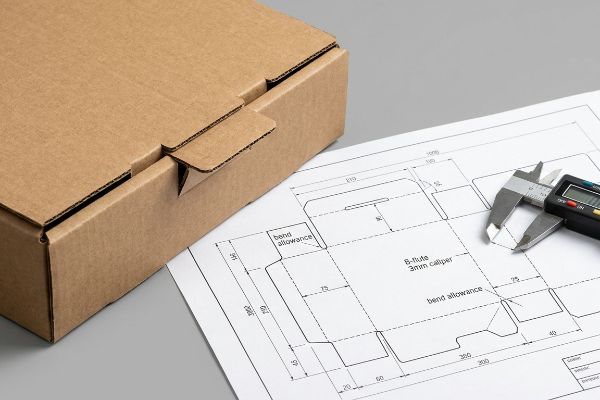
La phase de conception ne se limite pas à dessiner de jolis graphismes ; c'est un exercice mathématique de calcul de l'épaisseur du panneau et des tolérances de pliage avant même la mise en service des pales.
La conception d'un emballage peut prendre entre cinq et quarante heures. Un fichier structurel fiable nécessite le calcul par un ingénieur des tolérances de pliage, de l'épaisseur du carton ondulé et de la répartition dynamique des charges, transformant ainsi un modèle visuel 2D basique en un schéma mécanique rigoureux, prêt pour une production en série sans erreur.
Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que les formes plates rencontrent des matériaux rigides.
Pourquoi les vecteurs plats échouent en production
Les graphistes conçoivent souvent dans les logiciels numériques des languettes d'emboîtement et des fentes de pliage à la largeur exacte du panneau correspondant. Ils supposent qu'une ligne parfaitement tracée à l'écran se traduit sans erreur dans une structure physique pliée, ignorant l'épaisseur physique du matériau ondulébrut¹.
Il ne s'agit pas que de théorie : je suis confronté à ce problème chaque semaine sur le terrain. Une agence de branding renommée m'a récemment envoyé un gabarit « approuvé » pour le lancement d'une importante gamme de surface. Au départ, je pensais que le testliner standard 32ECT (Edge Crush Test)produits conserverait la forme dessinée. J'avais tort. Lorsque mes sous-traitants ont plié à 90 degrés le cannelure B de 3 mm d'épaisseurcarton , le matériau s'est déchiré. Les encoches étaient trop étroites, provoquant un frottement important, ralentissant la chaîne de montage d'environ 30 % et déchirant complètement la feuille imprimée. J'ai dû entièrement reconstruire les encoches à l'aide d'un logiciel de CAO (Conception Assistée par Ordinateur) paramétrique, en ajoutant une tolérance de pliage spécifique pour garantir un assemblage sans frottement. En imposant cette micro-tolérance, j'ai permis de réduire le temps d'assemblage de 45 secondes par unité, éliminant ainsi le gaspillage et diminuant considérablement les coûts de main-d'œuvre.
| Défaut de l'étrier | Correction structurelle | Retour sur investissement de l'assemblage |
|---|---|---|
| Feuille supérieure déchirée | Ajout d'une tolérance de pliage paramétrique | Élimine les déchets de la feuille supérieure |
| fentes bloquées | Expansion de dégagement de 3 mm4 | Accélère l'assemblage de 30 %5 |
| panneaux bombés | Élargissement géométrique de la fente | Garantit une parfaite perpendicularité des surfaces de vente |
Je ne me fie jamais à un simple fichier graphique tant que je n'ai pas effectué moi-même les calculs physiques. Si vous cherchez juste une solution bon marché pour expédier de l'air, je ne suis pas la personne qu'il vous faut ; en revanche, je conçois des solutions pour les déploiements à haut risque dans le secteur du commerce de détail.
🛠️ Le bureau d'Harvey : Vos gabarits actuels sont-ils bien calculés pour le diamètre physique exact de votre profil de cannelure ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Comment s'appellent les présentoirs en carton ?
Les conventions d'appellation dans le merchandising de détail ne sont pas qu'un simple jargon professionnel ; elles imposent une stricte conformité légale et des limites d'espace spécifiques au sol.
Les présentoirs en carton sont principalement appelés FSDU (présentoirs sur pied), PDQ (présentoirs préemballés) ou POS (présentoirs de point de vente). Ces classifications standardisées déterminent si le présentoir est placé sur un comptoir de caisse ou occupe une allée entière, ce qui implique des approches d'ingénierie structurelle très différentes pour une sécurité maximale.

Mais connaître la terminologie ne vous sauvera pas lorsque les responsables de magasins inspecteront votre espace de vente avec un mètre ruban.
La collision spatiale ADA sur le sol du commerce de détail
Les équipes d'approvisionnement supposent souvent qu'un grand présentoir de sol peut être réduit de moitié pour servir de caisse. Elles considèrent à tort les différentes catégories de présentoirs comme des modèles visuels flexibles plutôt que comme des zones logistiques rigides soumises à la stricte réglementation américaine du commerce dedétail⁶.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un client a récemment tenté de transformer un présentoir de rue en caisse enregistreuse sans consulter le règlement. J'ai d'abord supposé que la structure standard en carton ondulé s'adapterait parfaitement à l'espace réduit. J'avais tort. Lors de l'examen du prototype, la conception, déséquilibrée vers le haut, dépassait la de sécurité légale de 381 à 1219 mm (15 à 48 pouces)marge requise pour l'accessibilité. Le détaillant a immédiatement refusé l'échantillon. J'ai dû interrompre définitivement le processus de conception, en ancrant strictement le nouveau présentoir dans la marge de sécurité légale et en remplaçant le carton ondulé standard par un carton kraft vierge plus épais. En constatant la rigidité du kraft vierge, j'ai su que le centre de gravité plus bas serait maintenu. En isolant ces aspects géométriques, j'ai garanti que l'encombrement au sol correspondait parfaitement aux critères de conformité, évitant ainsi un refus catastrophique et assurant la mise en place du produit en magasin.
| Conflit spatial | Solution d'ingénierie | Retour sur investissement en matière de conformité |
|---|---|---|
| Violation de la portée avant | Profil mis à l'échelle jusqu'à 48 pouces max8 | Réussit l'audit ADA du détaillant |
| Pourboires trop élevés | Centre de gravité abaissé9 | Élimine les risques de responsabilité |
| Modèles de zones mixtes | pipelines CAO séparés | Accélère l'approbation des détaillants |
Dès le départ, je dissocie strictement le calcul de l'emprise au sol de celui de l'emprise au sol des comptoirs. Je refuse de risquer l'image de votre marque avec une structure non conforme qu'un gérant de magasin jettera tout simplement à la poubelle.
🛠️ Bureau Harvey : Votre modèle de point de vente actuel respecte-t-il la stricte plage de portée avant de 38 à 122 cm ? 👉 Obtenez une simulation de contraintes structurelles 3D ↗ — Confidentialité garantie. Vos maquettes de points de vente non commercialisées sont en sécurité.
Comment estimer le temps de conception ?
Le calcul précis du délai de traitement structurel nécessite l'analyse de la qualité exacte des fichiers vectoriels entrants soumis par votre équipe graphique.
Pour estimer le temps de conception, il est indispensable d'analyser la complexité des exigences structurelles 3D, le choix des matériaux et le calibrage prépresse des illustrations. La réalisation de gabarits standard en carton ondulé peut prendre quelques jours, tandis que les présentoirs cinétiques complexes, nécessitant un outillage en acier spécifique et des calculs de charge rotationnelle personnalisés, requièrent un nombre d'heures d'ingénierie nettement supérieur.
Mais l’estimation des heures logicielles devient inutile lorsque les fichiers numériques tombent en panne sur la chaîne de production.
La catastrophe du chemin vectoriel déconnecté
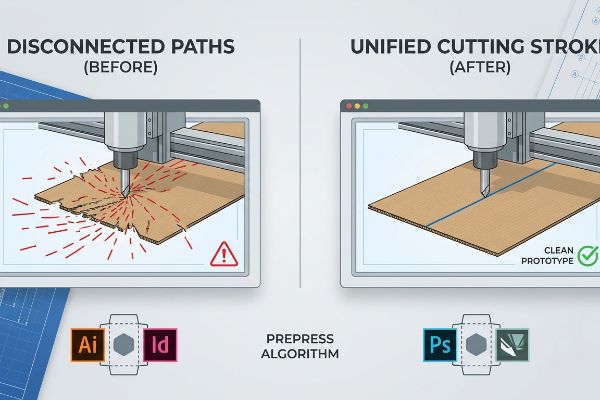
De nombreuses équipes marketing partent du principe que toute ligne vectorielle dessinée dans un logiciel d'illustration standard sera automatiquement interprétée par les tables de découpe CNC (Commande Numérique par Calculateur) industrielles. Elles soumettent fréquemment des tracés fragmentés et non reliés¹⁰,croyant que la machine saura intuitivement où découper et où plier le cartonondulé¹¹.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un prototype rapide à partir d'un fichier numérique fourni par un client. Nous pensions gagner du temps en zappant la macro d'assemblage automatique des tracés dans notre logiciel de prépresse. Trois minutes plus tard, sur la table de découpe, j'ai vu la lame en tungstène s'enfoncer violemment dans le cannelé C de 4 mm (0,16 pouce)carton au lieu de le traverser, le déchiquetant complètement. Le fichier numérique était composé de centaines de micro-vecteurs disjoints. J'ai immédiatement arrêté la machine, réimporté le fichier dans notre logiciel de conception structurelle et exécuté un algorithme mathématique automatisé pour créer une course de découpe continue et uniforme. Ce réglage mécanique, effectué directement sur le serveur de prépresse, a éliminé les à-coups de la lame, réduisant de 40 % le temps de prototypage et évitant tout retard dans le calendrier d'approbation très serré du client.
| Défaut vectoriel | Correction logicielle | Retour sur investissement en usinage |
|---|---|---|
| Lignes de coupe fragmentées | Macro de jonction de chemin automatisée | Réduit de moitié le temps d'usinage CNC |
| bords de flûte déchiquetés | génération continue de trajectoires d'outils | Garantit des découpes de prototypes nettes |
| Saut de lame de pli | Conversion de spline unifiée | Réduit le gaspillage de matériaux |
Je ne laisse jamais un fichier non assemblé arriver sur mes tables de découpe sans avoir préalablement effectué un prépresse rigoureux. Pour des prototypes impeccables, la base numérique doit être absolument irréprochable.
🛠️ Le bureau d'Harvey : Les contrôles prépresse de votre fournisseur actuel détectent-ils les vecteurs fragmentés avant qu'ils n'endommagent la planche de découpe ? 👉 Demandez une analyse personnalisée de votre tracé de découpe ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs structure.
Quels sont les trois types d'affichage ?
Comprendre les catégories structurelles des présentoirs de détail est la première étape pour adapter le poids de votre produit à la base physique appropriée.
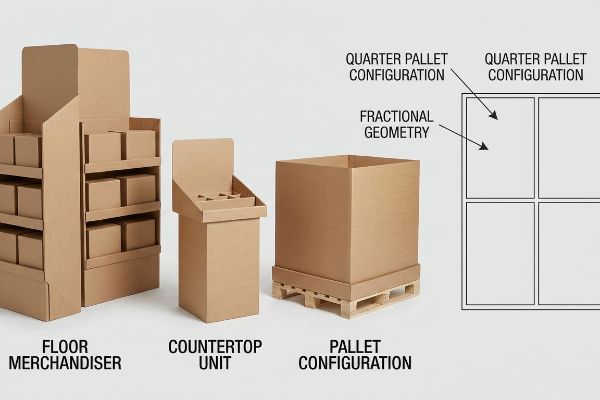
Les trois types de présentoirs sont les présentoirs de sol, les présentoirs de comptoir et les présentoirs sur palettes. Les présentoirs de sol sont placés de manière indépendante dans les allées du magasin, les présentoirs de comptoir maximisent les achats impulsifs près de la caisse et les présentoirs sur palettes sont des structures robustes, prêtes pour la vente au détail et conçues pour être livrées entièrement chargées directement sur les sols en béton des grandes surfaces.
Mais comprendre ces trois catégories ne sert à rien si l'empreinte choisie entre en conflit avec les calculs logistiques du détaillant.
La compression de la géométrie fractionnaire
Les marques proposent souvent des présentoirs de sol aux grandes surfaces, partant du principe que leur campagne doit occuper tout un espace en bois pour être visuellement efficace. Elles négligent la stratégie spatiale des géométries fractionnées¹³,ignorant complètement la rigueur avec laquelle espace privilégié aux intersections à fort trafic¹⁴.l'
Ce n'est pas de la théorie : je suis confronté à ce problème sur le terrain. Un grand client du secteur des boissons m'a confié un prototype de palette complète qui venait d'être refusé par une chaîne nationale. Au départ, je pensais pouvoir simplement changer les matières premières pour réduire les coûts et satisfaire l'acheteur. J'avais tort. J'ai retiré la feuille supérieure du prototype endommagé, vérifié sa solidité et réalisé que le problème ne venait pas du matériau, mais de l'encombrement. J'ai effectué des mesures au micromètre et prouvé qu'une base massive de 1219 × 1016 mm (48 × 40 pouces)configuration ; il suffisait de concevoir une de quart de palette de 609 × 508 mm (24 × 20 pouces). En subdivisant mathématiquement l'encombrement tout en conservant la résistance verticale, j'ai permis à la palette de s'intégrer parfaitement à l'espace promotionnel, annulant ainsi le refus du distributeur et réduisant de moitié les coûts de transport dimensionnel du client.
| Conflit d'empreintes | Correction structurelle | Retour sur investissement logistique |
|---|---|---|
| Refus du détaillant | Déplacé vers le quart de palette16 | Garantit un espace privilégié dans les allées |
| Plateau de palettes usagées | mathématiques de géométrie fractionnaire | densité d'emballage des conteneurs doubles17 |
| Inefficacité du fret | empreinte réduite de moitié | Réduit les coûts d'expédition dimensionnels18 |
J'optimise l'espace car les surfaces commerciales sont de véritables champs de bataille pour chaque mètre carré. Si votre agencement ne peut pas être agencé de manière optimale sur une palette, il ne résistera tout simplement pas à l'audit spatial rigoureux de l'acheteur.
🛠️ Le bureau de Harvey : Votre entrepôt actuel occupe-t-il trop d’espace et risque-t-il de faire l’objet d’un refus de la part d’un acheteur ? 👉 Demandez un audit d’espace fractionné ↗ — J’examine personnellement chaque dossier structurel sous 24 heures.
Comment faire tenir debout un présentoir en carton ?
Pour vaincre la gravité, il faut plus qu'un papier épais ; il faut un calcul précis de la répartition de la charge interne et de l'alignement vertical des cannelures.
Pour qu'un présentoir en carton tienne bien droit, il est impératif d'aligner verticalement le grain des cannelures. Cette orientation optimise la résistance à la compression, garantissant ainsi que les parois structurelles puissent supporter indépendamment des charges dynamiques importantes sans se déformer, se déchirer ou se gondoler sous la pression continue des environnements commerciaux à forte humidité.

Mais l'alignement vertical à lui seul ne suffira pas à contrer la gravité lorsque le poids considérable du produit submergera le niveau de base.
L'effondrement invisible du BCT en milieu humide
Les équipes d'approvisionnement se fient souvent aveuglément aux données théoriques brutes des matériaux, supposant qu'opter pour un panneau plus épais garantit automatiquement la parfaite stabilité de l'ensemble. Elles négligent ainsi l'étape de compression BCT (Box Compression Test) sur l'assemblage complet, ignorant l' impact physique de l'humidité ambiante sur les fibres poreuseset la réduction de la résistance à la charge verticale.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Une société de négoce m'a demandé de fabriquer un présentoir à boissons , en utilisant une structure standard à simple paroi qu'ils assuraient suffisamment robuste. Au départ, j'ai supposé que les spécifications de leur revêtement de test brut seraient valables dans une chambre climatique. J'avais tort. Dans la chambre d'humidité, le capteur de force BCT s'est stabilisé à 65,9 kg (145,5 lb). La déformation sous charge statique a dépassé 30 mm (1,2 pouce) lorsque les cannelures humides ont déformé de manière catastrophique. J'ai immédiatement abandonné leurs spécifications théoriques et conçu une nouvelle structure, en introduisant un linteau à double paroi replié et en orientant le grain parfaitement verticalement afin de maximiser la résistance à la compression. En imposant cette correction géométrique, j'ai rétabli la rigidité de l'unité, évitant ainsi le flambement de la base qui aurait entraîné un refus immédiat du détaillant et des semaines de retouches manuelles coûteuses.
| Conflit de gravité | Défense technique | Retour sur investissement de la déviation |
|---|---|---|
| flambage de la cannelure de base | Orientation verticale du grain20 | Optimise la capacité des BCT |
| Adoucissement de l'humidité | Mise à niveau à double paroi pliée21 | Empêche l'effondrement du sol du magasin |
| Déflexion sous charge statique | répartition mathématique des poids22 | Élimine les penchants en milieu de campagne |
Je ne me fie pas aux valeurs théoriques de résistance du papier tant que je n'ai pas testé la résistance de l'ensemble sous presse hydraulique. Je conçois mes produits en tenant compte de la gravité, de l'humidité ambiante et du temps.
🛠️ Le bureau d'Harvey : Connaissez-vous le point faible de votre présentoir de magasin le plus lourd ? 👉 Obtenez un test complet ↗ — Confidentialité garantie à 100 %. Vos maquettes de magasin non commercialisées sont en sécurité.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si ce revêtement de test générique cède à l'humidité et que votre gamme de base se déforme en magasin, la déformation due à la charge statique entraînera des refacturations immédiates qui anéantiront votre marge bénéficiaire. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Cessez de gaspiller votre budget marketing sur des spécifications théoriques erronées et laissez-moi concevoir personnellement votre prochain lancement ↗ pour garantir des performances mécaniques rigoureuses et un retour sur investissement maximal.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/l'épaisseur du matériau dans les gabarits 2D. Note de portée : spécifique aux substrats ondulés et à parois épaisses. compte
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les normes techniques industrielles relatives au carton ondulé spécifient la capacité de charge et la résistance à l'écrasement des matériaux classés ECT 32]. Rôle de la preuve : spécification technique ; type de source : norme d'ingénierie. Appui : Références de résistance des matériaux. Remarque : Les performances peuvent varier selon le fabricant .
« Guide des épaisseurs de carton : Choisissez le meilleur emballage – Box Genie », https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOooznvrptPqX_ba5mLVS7tvPZEPDdK_8dJ1XJ_tj8NHNa6neHwyT. [Les manuels de l'industrie de l'emballage indiquent l'épaisseur standard du carton ondulé de type B, généralement autour de 3 mm (1/8 pouce)]. Type de preuve : spécification technique ; source : manuel industriel. Éléments d'appui : dimensions physiques du matériau. Remarque : l'épaisseur peut varier légèrement en fonction du grammage du papier support .
« Guide de placement des trous et des fentes pour la conception de tôles – Manufyn », https://manufyn.com/resources/design-guides/sheet-metal/hole-slot-placement/. [Un manuel technique industriel relatif à la conception d'emballages structurels vérifierait les incréments de jeu standard utilisés pour résoudre les problèmes de blocage des fentes]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Supporte : la correction des problèmes de blocage des fentes. Note de portée : spécifique aux tolérances du carton ondulé .
« Le coût caché des tolérances serrées : pourquoi « plus serré » n’est pas toujours mieux… », https://www.modusadvanced.com/resources/blog/the-hidden-cost-of-tight-tolerance-why-tighter-isnt-always-bettersur la portée : probablement basé sur des lignes d’assemblage manuelles à haut volume. Remarque
« Normes d’accessibilité ADA – Access-Board.gov », https://www.access-board.gov/ada/. [Une source faisant autorité sur les normes ADA (Americans with Disabilities Act) ou les codes de sécurité du commerce de détail permettrait de valider les exigences légales relatives à l’encombrement au sol et à l’emplacement des présentoirs]. Rôle de la preuve : validation technique ; type de source : réglementation gouvernementale. Appuie : l’affirmation selon laquelle les présentoirs en magasin doivent respecter les contraintes spatiales légales. Note relative à la portée : limité à la juridiction des États-Unis .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [Une source faisant autorité telle que les normes ADA pour la conception accessible confirmerait les hauteurs et portées spécifiques requises pour les éléments accessibles dans un environnement commercial]. Rôle de la preuve : vérification d’une donnée technique ; type de source : réglementation gouvernementale. Appuie : limites légales de portée pour l’accessibilité. Note de portée : Spécifique aux paramètres de portée vers l’avant pour l’accessibilité en fauteuil roulant .
« Exigences de l’ADA pour les magasins de détail : normes et conformité », https://www.accessibilitychecker.org/blog/ada-requirements-for-retail-stores-standards-and-compliance/. [Les normes de l’ADA relatives à la conception accessible spécifient les portées maximales et les exigences en matière d’espace libre au sol afin de garantir l’accessibilité aux personnes handicapées]. Rôle de la preuve : spécification technique ; type de source : norme réglementaire. Conformité : portée vers l’avant. Note sur la portée : concerne spécifiquement les directives américaines de l’ADA .
« [PDF] Dossier d'information du personnel sur le basculement des meubles – CPSC », https://www.cpsc.gov/s3fs-public/Staff%20Briefing%20Package%20on%20Furniture%20Tipover%20-%20September%2030%202016_0.pdf. [Les normes de génie mécanique relatives aux installations autoportantes stipulent que l'abaissement du centre de gravité réduit le risque de basculement et la responsabilité qui en découle]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justification : élimination du risque de responsabilité. Note de portée : principes généraux de la physique de la stabilité .
« 1. Conception – Instructions de première découpe plasma – Avid CNC », https://www.avidcnc.com/support/instructions/machineOperation/Plasma/FirstCut/design/?srsltid=AfmBOoob3r97OX_b8lpVr3yksPtYvv5Be0RRrFctCfi12x_U9aT8EqoGtrajectoires vectorielles fermées pour la conception structurelle. Remarque sur la portée : applicable aux systèmes CNC vectoriels. de
« Comment découper des panneaux simples au plasma CNC ! », https://www.youtube.com/watch?v=7c2ECxsMuY0différentes opérations structurelles à partir de données de fichiers. Remarque concernant la portée : spécifique aux matériaux d'emballage. effectuer
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-gradesdes matériaux. Remarque : De légères variations peuvent exister entre les différents fournisseurs. dimensions
« Géométrie et merchandising visuel • José Luís Fernández Ledesma », https://www.joseluisledesma.com/geometry-and-visual-merchandising/. [Un guide de référence en design de vente au détail ou un manuel de merchandising définirait les géométries fractionnaires comme une méthode d'optimisation des espaces non standard]. Rôle de la preuve : définition technique ; type de source : manuel sectoriel. Appuie : l'efficacité des présentoirs de petite taille et de formes non traditionnelles. Note sur la portée : il peut s'agir d'une terminologie de niche au sein de certains cabinets de design .
« [PDF] Gestion des accès aux abords des intersections », https://highways.dot.gov/sites/fhwa.dot.gov/files/2022-06/fhwasa10002.pdf. [Des études de gestion commerciale ou des guides opérationnels expliquent la répartition et la tarification strictes des zones à forte visibilité en bout de magasin ou aux intersections]. Rôle de la preuve : validation opérationnelle ; type de source : manuel de gestion commerciale. Appuie : l’affirmation selon laquelle l’espace commercial est rationné. Remarque : les pratiques peuvent varier selon le détaillant .
« Palette GMA en bois traité thermiquement – 48 x 40 po H-1260 – ULINE », https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [Les normes industrielles en matière de logistique et d'entreposage confirment que l'encombrement au sol de 48 x 40 pouces est la taille standard des palettes GMA]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : normes d'encombrement au sol des palettes. Note de portée : Norme principale pour le commerce de détail nord-américain .
« Types de présentoirs sur palette : pleine, demi-palette et quart de palette – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Les manuels de merchandising définissent les dimensions spécifiques et les avantages logistiques du quart de palette comme norme structurelle]. Rôle de la preuve : spécification technique ; type de source : norme du secteur de la distribution. Appui : l’identification du quart de palette comme solution structurelle viable. Remarque : les dimensions peuvent varier légèrement selon la région ou le distributeur .
« [PDF] Rangement aléatoire de tiges dans de petits conteneurs – Université Emory », https://faculty.college.emory.edu/sites/weeks/lab/papers/freeman19.pdf. [Une analyse logistique ou de la chaîne d'approvisionnement démontre comment la géométrie fractionnée dans la conception des présentoirs augmente le nombre d'unités par conteneur d'expédition]. Rôle de la preuve : preuve quantitative ; type de source : document technique sur la logistique. Appuie : affirmation concernant l'efficacité des conteneurs. Note de portée : Dépend des dimensions spécifiques des conteneurs et de la taille du produit .
« Comment optimiser le poids volumétrique pour réduire… », https://blog.swpackagingsolutions.com/how-to-optimize-dimensional-weight-dim-weight-to-reduce-shipping-costs-and-enhance-sustainabilitycoûts. Note de portée : s’applique aux transporteurs utilisant des modèles de tarification au poids volumétrique. de
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Des recherches en science des matériaux démontrent que l'absorption hygroscopique d'humidité perturbe les liaisons hydrogène dans les fibres de cellulose, entraînant un ramollissement structurel et une réduction de la rigidité]. Rôle de la preuve : Validation technique ; type de source : Revue scientifique. Appui : mécanisme de dégradation structurelle induite par l'humidité. Note de portée : Spécifique aux matériaux ondulés à base de cellulose .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/de charge des boîtes en carton ondulé. Note relative à la portée : spécifique au carton ondulé. capacité
« Boîtes d'affichage en carton ondulé personnalisées | Livraison et conception gratuites », https://theboxology.us/product/corrugated-display-boxes/. [Des études en science des matériaux montrent que le carton ondulé double cannelure conserve une intégrité structurelle nettement supérieure à celle du carton simple cannelure en conditions d'humidité élevée]. Preuve : spécification du matériau ; type de source : document technique. Utilisation : prévention de l'effondrement des sols de vente au détail. Remarque : les résultats varient selon la taille et la qualité des cannelures .
« AOE3054 – Expérience 2 – Déflexion statique d'une poutre », https://www.aoe.vt.edu/instruction/aoe3054/expt2.htmlmatériau]. Preuve théorique ; type de source : manuel d'ingénierie. Appui : élimination de l'inclinaison en cours de campagne. Remarque sur la portée : applicable aux charges statiques. du



