
Vous avez un produit exceptionnel, mais une mauvaise exécution en magasin peut le ruiner. Obtenir de l'espace en rayon ne représente que la moitié du chemin ; réussir la gestion de l'entrepôt et des interactions avec les clients exige une perfection technique.
Les présentoirs en carton sur mesure sont des unités de merchandising conçues pour contenir, protéger et mettre en valeur les produits. Le respect de tolérances structurelles strictes garantit un fonctionnement optimal dans tous les environnements de vente au détail, partout dans le monde. Le choix judicieux des matériaux assure une grande résistance aux charges dynamiques, évitant ainsi l'affaissement pendant le transport et maximisant les ventes impulsives en magasin.

Mais savoir à quoi servent ces structures ne suffit pas lorsque les machines automatisées se mettent en marche et que les camions de marchandises sont chargés.
Qu'est-ce qu'un présentoir pour expéditeur ?
Un présentoir peut paraître magnifique en rendu 3D, mais s'il ne résiste pas aux aléas de la logistique, il devient un handicap majeur avant même d'arriver en magasin.
Un présentoir d'expédition est une unité en carton ondulé à double usage, conçue pour transporter la marchandise en toute sécurité et se transformer instantanément en présentoir prêt à la vente. Ce système élimine totalement le déballage. Grâce à l'intégration de supports structurels internes précis, il protège les produits pendant le transport, même lors de fortes charges, tout en offrant une présentation visuelle impeccable en magasin.

La théorie, c'est bien beau, mais parlons de ce qui se passe réellement lorsque les équipes d'approvisionnement tentent de faire des économies sur ces unités multifonctionnelles.
Le danger caché derrière les dimensions d'affichage des expéditeurs
Les équipes d'approvisionnement cherchent souvent à augmenter les dimensions des cartons d'expédition afin d'optimiser le chargement. Elles partent du principe que la résistance à la compression du carton ondulé renforcé suffira à protéger les marchandises. L'objectif est de remplir un maximum de conteneurs pour réduire artificiellement le coût d'expédition unitaire.
C’est là que cette logique se heurte à des difficultés en entrepôt. Je vois des marques dont les présentoirs dépassent de seulement 12,7 mm (0,5 pouce) le bord d’une palette standard GMA (Grocery Manufacturers Association) de 121,9 × 101,6 cm (48 × 40 pouces)². Comme la résistance à la compression d’un carton (BCT) dépend jusqu’à 60 % de ses angles verticaux³,ce léger débordement signifie que ces angles ne supportent aucune charge. J’ai déjà entendu le craquement terrible d’un présentoir du bas écrasé sous le poids d’une charge excessive, provoquant un gauchissement important de sa base et un refus immédiat du détaillant. Nous résolvons ce problème en réduisant mathématiquement les dimensions du carton d’emballage afin de garantir un support complet de la palette, ce qui épargne à nos clients d’importants problèmes logistiques.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Déploiement des cartons au-delà du bord de la palette | Imposer une boîte englobante CAO sans débordement | Empêche totalement l'écrasement du niveau inférieur4 |
| S'appuyer sur les valeurs ECT indiquées sur le tableau | Alignement des angles de la structure avec la terrasse en bois | Restaure 60 % de la force de compression dynamique5 |
| En ignorant la limite de palettes 48×40,6 | Dimensionnement strictement conforme aux géométries de palettes fractionnaires | Assure un empilage double sécurisé pendant le transport |
Je refuse catégoriquement de concevoir un présentoir d'expédition sans avoir préalablement vérifié la géométrie finale de la palette. Si les coins ne sont pas soutenus verticalement par du bois, vous payez en réalité pour expédier du carton écrasé.
🛠️ Le bureau d'Harvey : Vos cartons d'expédition perdent-ils discrètement en résistance à la compression à cause d'un débordement de palette de 1,25 cm ? 👉 Obtenez un audit géométrique gratuit de vos palettes ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les cinq types d'écrans ?
Il est essentiel de comprendre les formats de merchandising fondamentaux, mais imposer un format structurel inadapté dans une zone de vente au détail restreinte est un moyen infaillible de voir votre campagne rejetée.
Les cinq types de présentoirs de vente au détail comprennent les présentoirs de sol, les présentoirs de comptoir, les présentoirs sur palettes, les têtes de gondole et les bandeaux latéraux. Chaque structure occupe une zone spatiale strictement réglementée. Le choix du format approprié garantit mathématiquement le respect des limites d'encombrement, optimisant ainsi les achats impulsifs tout en assurant une circulation fluide dans les allées pour les clients.

Les acheteurs demandent souvent s'ils peuvent simplement redimensionner ces cinq formats de manière interchangeable, mais ignorer les règles strictes qui régissent chaque zone est une grave erreur.
Pourquoi le concept « Shrink-to-Fit » échoue dans différentes zones commerciales
Les entreprises commerciales proposent souvent un concept de design très modulable : un grand présentoir de sol PLV (publicité sur le lieu de vente) peut être réduit de moitié pour servir de comptoir de vente. Les jeunes acheteurs apprécient cette solution car elle semble permettre de réaliser des économies sur l’outillage et la conception graphique . Ils supposent que les dimensions standard sont universelles .
Je grimace quand un client m'envoie un fichier réduit de présentoir de sol et me demande de l'imprimer pour un comptoir de caisse. Un présentoir de sol est solidement ancré aux dimensions maximales de la palette (121,9 × 101,6 cm)<sup>8, tandis que les terminaux de point de vente doivent respecter la de portée avant de 38,1 à 121,9 cm (norme ADA - Americans with Disabilities Act)<sup>9 </sup>. Si l'on se contente de réduire les dimensions sans ajuster le centre de gravité, je vois le présentoir miniature instable basculer instantanément vers l'arrière dès qu'un client le touche. Nous séparons définitivement les circuits d'alimentation pour ces zones distinctes afin d'éviter que vos présentoirs ne finissent à la poubelle, victimes de la frustration des gérants de magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Unités de plancher rétractables pour comptoirs | Séparation des pipelines d'ingénierie POP et POS | Empêche les structures de base bancales et instables |
| Ignorer la conformité légale | Fixation à la fenêtre ADA de 15 à 48 pouces10 | Élimine les refus coûteux des gérants de magasin |
| Utiliser la même qualité de panneau pour les deux | Passer à la fibre de verre E pour les comptoirs de point de vente exigus11 | Permet de gagner un espace précieux en caisse |
Je ne permettrai jamais à un client d'utiliser une méthode simpliste et superficielle pour adapter différents types de présentoirs. Traiter un présentoir de comptoir comme une palette est une catastrophe structurelle en puissance.
🛠️ Bureau de Harvey : Avez-vous vérifié que votre présentoir de comptoir réduit respecte bien les normes d’accessibilité (accessibilité avant) ? 👉 Demandez votre analyse structurelle ↗ — Téléchargement sécurisé. Je reste à votre disposition pour toute question.
Combien gagnent les présentateurs de marchandises et les étalagistes ?
La gestion des budgets de main-d'œuvre dans le commerce de détail est complexe, mais le salaire horaire de votre équipe d'assemblage n'est pas le véritable problème : c'est l'énorme friction mécanique cachée à l'intérieur de vos dossiers d'emballage à plat.
Les présentateurs et les installateurs de vitrines perçoivent des salaires horaires qui augmentent considérablement en cas de défauts d'emballage. Si les emballages en carton ondulé ne présentent pas de tolérances de pliage précises, les équipes d'assemblage perdent un temps précieux à forcer des languettes mal alignées. La conception de gabarits de découpe sans frottement réduit directement les coûts de main-d'œuvre, améliorant ainsi considérablement le retour sur investissement global de votre campagne de merchandising.
Mais connaître le salaire horaire moyen ne suffit pas lorsque les chaînes automatisées se bloquent et que les vendeurs commencent à délaisser vos présentoirs dans la réserve.
Pourquoi les gabarits standard font-ils exploser les coûts de main-d'œuvre en merchandising ?
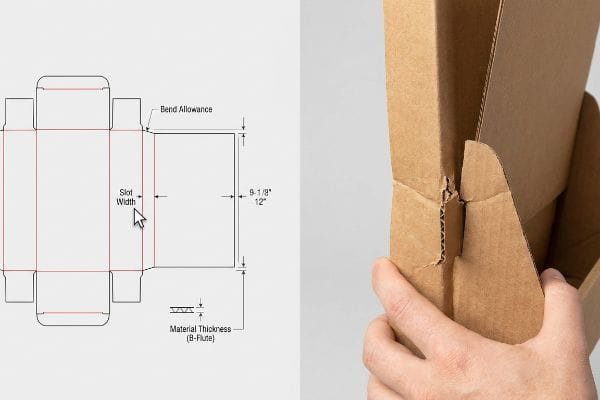
Les équipes marketing établissent souvent le budget de leurs lancements en points de vente en se basant sur les salaires horaires standard des découpeurs et des sous-traitants d'emballage, en supposant qu'un présentoir 3D s'assemble en exactement 45 secondes¹².Elles conçoivent leurs gabarits plats avec des languettes imbriquées dont la largeur correspond exactement à celle des fentes de réception¹³.Sur un écran d'ordinateur, les calculs structurels semblent parfaitement corrects et prêts pour la production de masse.
Dans mon usine, je constate régulièrement que ces calculs théoriques provoquent un véritable chaos sur la chaîne de montage. Une plaque de cannelure B épaisse mesurant physiquement 2,8 mm (0,11 pouce) d'épaisseur¹⁴,la plier à 90 degrés consomme de la matière première et augmente le rayon extérieur. Lorsque je teste ces fichiers non calibrés, les languettes deviennent trop larges pour les rainures, et je vois l'opérateur, exaspéré, écraser les cannelures et déchirer la plaque supérieure pour forcer l'assemblage, ce qui ralentit la chaîne d'environ 32 %. En intégrant mathématiquement un algorithme de compensation d'épaisseur dans notre logiciel de CAO¹⁵( Conception Assistée par Ordinateur), nous obtenons un assemblage sans friction qui réduit considérablement les coûts de main-d'œuvre manuelle.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Languettes et fentes de dessin de taille exactement identique | Application de la compensation automatique du calibre CAO16 | Élimine l'écrasement des languettes lors du co-emballage |
| En négligeant l'épaisseur de la matière première | Ajout d'une tolérance de pliage précise aux largeurs de fente17 | Réduit le temps d'assemblage de 45 secondes par unité18 |
| Laisser les graphistes dicter les structures | Utilisation d'un logiciel d'ingénierie d'emballage dédié | Réduit considérablement les coûts de main-d'œuvre élevés des marchands de détail |
Je refuse systématiquement les fichiers graphiques plats qui ne tiennent pas compte de l'épaisseur du papier plié. Payer un marchandiseur pour se débattre avec un emplacement en carton récalcitrant est un gaspillage pur et simple de votre budget marketing.
🛠️ Le bureau d'Harvey : Vos graphistes oublient-ils de prévoir les tolérances de pliage nécessaires pour les cartons ondulés épais de type B ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai scrupuleusement les calculs avant que vous n'investissiez inutilement dans la production en série.
Conclusion
Vous pouvez toujours tenter votre chance avec des fournisseurs bon marché qui négligent la géométrie des palettes, mais si le socle de votre emballage 32ECT, mal soutenu, se déforme sous la charge, vous risquez un refus massif des détaillants, anéantissant ainsi la marge bénéficiaire de votre campagne. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne laissez plus les tolérances structurelles au hasard : laissez-moi auditer personnellement vos plans grâce à mon Audit Pré-Factory Gratuit ↗ pour garantir un succès commercial sans faille.
« [PDF] Test Mullen vs. Test d'écrasement des bords – Crown Packaging Corp. », https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf . Ce document explique comment les tests normalisés tels que le test d'écrasement des bords (ECT) et le test d'éclatement Mullen fournissent les données brutes utilisées pour calculer la capacité de charge verticale des emballages en carton ondulé. Rôle de la preuve : spécification technique ; type de source : norme d'ingénierie de l'emballage. Appui : fondement de l'hypothèse d'approvisionnement concernant la protection structurelle. Remarque sur la portée : met l'accent sur les données brutes de laboratoire par rapport aux contraintes dynamiques réelles.
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. Vérification des dimensions standard des palettes GMA dans le secteur de la logistique nord-américaine. Type de preuve : vérification factuelle ; source : manuel de normes industrielles. Éléments pris en charge : mesures de référence des palettes. Précision : s’applique spécifiquement à la norme de la Grocery Manufacturers Association .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . Explication technique de la répartition des charges dans les emballages en carton ondulé et du rôle crucial des angles verticaux dans la résistance à la compression. Type de preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Appui : justification technique de l’absence de débordement des palettes. Remarque: les pourcentages peuvent varier légèrement en fonction du type de cannelure et de la qualité du carton.
« [PDF] Effet du décalage des boîtes palettisées sur la résistance à la compression des unités… », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac . Recherche en ingénierie logistique démontrant comment le débordement des palettes entraîne une perte significative de résistance à l'empilement vertical et l'effondrement du niveau inférieur. Rôle de la preuve : lien de causalité ; type de source : manuel de logistique. Appuie : l'exigence de boîtes englobantes CAO sans débordement. Note de portée : S'applique spécifiquement aux présentoirs d'expédition en carton ondulé.
« Étude de l’influence de la rigidité du plateau supérieur de la palette sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. Données techniques d’emballage démontrant l’augmentation en pourcentage de la capacité de charge lorsque les angles structurels sont alignés avec les supports de la palette. Type de preuve : quantification ; source : spécification technique d’emballage. Supports : efficacité de l’alignement des angles avec le plateau en bois. Note de portée : basé sur des essais standard sur carton ondulé .
« Dimensions standard des palettes — 48×40 GMA et 6 autres dimensions courantes », https://www.wearewarp.com/standard-pallet-sizes. Normes industrielles pour la palette GMA nord-américaine et explication de la manière dont le respect de ces dimensions garantit la stabilité lors du double empilage pendant le transport. Preuve : norme industrielle ; source : manuel d’expédition. Argument : nécessité du dimensionnement en fonction des géométries de palettes fractionnaires. Remarque : spécifique aux palettes d’expédition standard américaines .
« Quel est le processus de conception des présentoirs de vente au détail ? – Frank Mayer », https://www.frankmayer.com/blog/what-is-the-design-process-for-retail-displays/ . Les normes de production de l’industrie confirment que le partage des gabarits et des éléments graphiques entre différentes tailles de présentoirs réduit les coûts initiaux de mise en place et de création des éléments. Rôle de la preuve : vérification économique ; type de source : guide de fabrication. Appuie : l’incitation financière à proposer des concepts de conception évolutifs. Note sur la portée : s’applique à la phase initiale de préproduction.
Palettes GMA 48×40 à vendre | Plus grand fournisseur | 400 points de vente, https://www.kampspallets.com/48×40-gma-pallets-for-sale/. Confirmation des dimensions standard des palettes GMA utilisées en logistique de détail. Preuve : spécification technique ; type de source : norme industrielle ; Supporte : les contraintes structurelles des présentoirs de sol. Note relative au périmètre : normes nord-américaines .
« Chapitre 3 : Éléments fonctionnels – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . Vérification de la conformité aux normes ADA en matière de conception accessible concernant les portées. Rôle de la preuve : conformité réglementaire ; type de source : réglementation gouvernementale ; Supports : exigences relatives à l’emplacement spatial des points de vente. Note de portée : spécifique à la portée vers l’avant.
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Vérification des normes de l’Americans with Disabilities Act (ADA) concernant la portée accessible vers l’avant ou sur le côté, sans obstacle. Rôle de la preuve : vérification juridique ; type de source : réglementation gouvernementale. Appuie : exigences de conformité relatives à la hauteur des présentoirs en magasin. Note sur la portée : s’applique aux éléments accessibles dans les espaces publics .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Spécifications techniques de l’épaisseur et des propriétés structurelles du carton cannelure E, adapté aux présentoirs compacts pour points de vente. Type de document : spécification technique ; source : norme industrielle. Aide à la sélection de cartons plus fins pour les espaces restreints. Précision : Spécifique aux cartons ondulés .
« CONCEPTION STRUCTURELLE DES AFFICHAGES INTERACTIFS… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. Vérification des normes sectorielles courantes et des hypothèses budgétaires relatives aux durées d'assemblage des présentoirs de vente au détail. Type de preuve : vérification factuelle ; source : manuel d'exploitation ou de logistique de vente au détail. Confirme : l'affirmation selon laquelle les équipes marketing utilisent des indicateurs de temps spécifiques, souvent irréalistes, pour établir leurs budgets. Remarque : la durée varie en fonction de la complexité de l'affichage .
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/ . Confirmation technique que la conception de languettes et de fentes de largeurs identiques, sans tolérance , entraîne des frottements mécaniques et des défaillances d'assemblage. Type de preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Argument : l'affirmation selon laquelle des calculs structurels erronés augmentent les coûts de main-d'œuvre. Précision : concerne spécifiquement les matériaux en carton ondulé.
« Carton ondulé et qualités de matériaux – Stratégies d’emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Vérification des dimensions standard du carton ondulé cannelure B afin de valider les spécifications techniques du matériau. Type de preuve : vérification factuelle ; source : fiche technique. Éléments justifiant : affirmations relatives à l’épaisseur du matériau. Remarque : de légères variations peuvent exister entre les fabricants.
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Validation technique des algorithmes logiciels utilisés pour ajuster l'épaisseur du matériau (calibre) afin de garantir un pliage et un assemblage précis. Type de preuve : validation technique ; type de source : manuel d'ingénierie ou documentation de logiciel de CAO. Contribue à : l'efficacité des ajustements automatisés des gabarits. Remarque : la terminologie peut varier selon l'éditeur du logiciel .
« Conseils pratiques pour la conception d'encoches et de languettes pour l'assemblage de pièces en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA. Documentation technique relative aux fonctionnalités des logiciels de CAO qui ajustent automatiquement l'épaisseur du matériau pour garantir un assemblage optimal. Rôle de la preuve : validation technique ; type de source : manuel d'utilisation du logiciel ou ouvrage technique. Appui : l'efficacité de la compensation automatique dans la conception d'emballages. Remarque sur la portée : spécifique aux outils de CAO automatisés .
« Détermination analytique de la rigidité en flexion d'un matériau à cinq sections… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Normes d'ingénierie pour le calcul de la déformation des matériaux lors du pliage afin de garantir un ajustement précis des languettes structurelles. Rôle de la preuve : fondement théorique ; type de source : manuel de fabrication. Justifie : la nécessité de prévoir des tolérances de pliage dans la conception d'emballages structurels. Note de portée : applicable aux matériaux rigides et semi-rigides.
« Constructions en carton : Calcul de la marge de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic . Données industrielles ou études de cas quantifiant la réduction du temps d'assemblage manuel grâce à l'application de marges de pliage appropriées aux emballages. Rôle de la preuve : vérification quantitative ; type de source : livre blanc industriel. Appuie : l'indicateur spécifique de gain de temps. Remarque sur la portée : les résultats peuvent varier en fonction de la complexité de l'emballage.



