
Vous souhaitez voir des exemples concrets de présentoirs PLV qui génèrent réellement des ventes. Mais les modèles standard ne résisteront pas à la dure réalité des grandes surfaces.
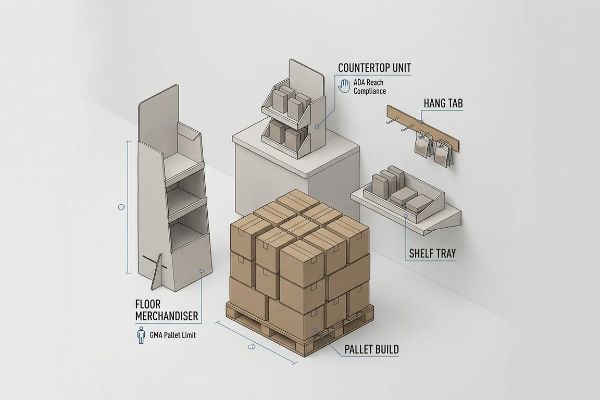
Les présentoirs sur le lieu de vente (PLV) comprennent notamment les présentoirs de sol, les présentoirs de comptoir, les têtes de gondole et les présentoirs latéraux. Ces structures marketing physiques sont placées directement dans les allées des magasins afin de susciter des achats impulsifs. Les modèles les plus efficaces utilisent du carton ondulé résistant aux environnements à fort trafic, tout en optimisant la visibilité de la marque et en garantissant un emplacement privilégié en magasin.

Passons aux définitions de base et examinons comment ces structures sont réellement conçues pour résister aux conditions difficiles en magasin.
Qu'est-ce qu'un exemple de présentoir pop-up ?
Savoir à quoi ressemble un présentoir standard est la première étape pour obtenir l'approbation du détaillant.
Un exemple de présentoir PLV est le présentoir latéral standard ou l'aile motorisée. Ce type de présentoir est généralement suspendu à un rayonnage métallique de tête de gondole, captant ainsi le trafic des allées secondaires. Sa structure est soumise à des limitations strictes de hauteur et de largeur afin de garantir son intégration dans les présentoirs de vente au détail standard sans obstruer les allées.

Voir une photo d'un accessoire est facile, mais en construire un qui reste solidement fixé à un support métallique exige des calculs précis.
Compatibilité universelle d'un écran Sidekick
Lors de la conception de leur premier présentoir latéral, les marques se concentrent généralement exclusivement sur le visuel frontal. Elles partent du principe que si l'esthétique est réussie, les vendeurs sauront l'installer. Il en résulte des panneaux arrière personnalisés aux formes complexes, qui ne tiennent pas compte des dimensions standardisées des présentoirs métalliques utilisés par les grandes enseignesaméricaines comme Walmart ou Target.
Le concept fondamental ici est la compatibilité universelle. Même les concepteurs expérimentés négligent souvent la limitation stricte de 121,9 cm (48 pouces) de hauteur et de 35,5 cm (14 pouces) de largeurpour les présentoirs latéraux. Je me souviens d'avoir vu un vendeur peiner à fixer un présentoir sur mesure de 40,6 cm (16 pouces) de large sur un panneau perforé standard. J'ai entendu le craquement du carton brut lorsque le support ondulé s'est arraché de la fixation métallique universelle. Lorsque le panneau arrière cède, le présentoir finit par se retrouver sur l'étagère du bas, invisible pour les clients. En respectant les dimensions standard de 121,9 × 35,5 cm (48 × 14 pouces), vous garantissez une installation facile qui place vos produits dans la zone de passage la plus fréquentée.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de panneaux arrière surdimensionnés | Ancrage aux limites de 48×14 pouces | Garantit une compatibilité universelle avec les supports de porte-bagages |
| Ignorer la quincaillerie de support | Perforer les trous pour les clips en S universels | Gain de 20 secondes d'assemblage par unité |
| Surcharge de la languette de suspension | Utiliser des dos ondulés à double paroi | Empêche les déchirures sous le poids |
Je ne permets jamais à un client d'inventer de nouvelles dimensions pour un présentoir suspendu. Le respect des normes éprouvées du commerce de détail garantit que votre présentoir trouvera bien sa place sur le rayonnage plutôt que de finir dans le compacteur de réserve.
🛠️ Le bureau de Harvey : Vous n'êtes pas sûr que les dimensions de votre Sidekick correspondent aux dimensions standard des présentoirs de vente au détail américains ? 👉 Demandez une vérification des dimensions ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les 5 types d'écrans avec des exemples ?
Les détaillants catégorisent les produits en zones logistiques distinctes en fonction de la façon dont les clients se déplacent dans le magasin.
Les cinq types de présentoirs comprennent les présentoirs de sol, les présentoirs de comptoir, les présentoirs sur palettes, les plateaux d'étagères et les présentoirs suspendus. Les présentoirs de sol occupent les allées principales, les présentoirs de comptoir sont placés près des caisses, les présentoirs sur palettes contiennent des produits en vrac, les plateaux d'étagères organisent les produits en ligne et les présentoirs suspendus présentent les petits articles d'achat impulsif sur des panneaux perforés.
Bien que la liste des cinq types soit simple, la conception physique qui sépare un modèle sur pied d'un modèle de comptoir est incroyablement rigide.
Comprendre les limites physiques de l'ADA et de la GMA
Une demande fréquente des équipes d'approvisionnement concerne la mise en place de solutions « à l'échelle ». Elles souhaitent prendre une structure de plancher et réduire simplement le fichier CAO (Conception Assistée par Ordinateur) de moitié pour créer instantanément un comptoir. Elles partent du principe que si les calculs structurels sont valables pour un grand volume, ils le sont forcément pour un volume plus petit.
L'espace de vente au détail est régi par des règles juridiques et logistiques strictes, et non par la simple notion d'échelle visuelle. J'explique toujours à mes clients qu'il est impossible de confondre un présentoir de comptoir et un présentoir de sol. J'ai vu des modèles réduits être immédiatement refusés par les gérants de magasin car leur base en carton ondulé rayait le comptoir en verre, produisant un bruit comparable à celui du papier de verre frottant sur un miroir. Les présentoirs de sol doivent être fixés aux palettes en bois GMA 3 (Grocery Manufacturers Association) de dimensions maximales de 121,9 × 101,6 cm (48 × 40 pouces) pour supporter des charges dynamiques importantes. Les présentoirs de comptoir doivent impérativement respecter les limites d'accessibilité vers l'avant de l'ADA (Americans with Disabilities Act) 4 , en maintenant les produits à une distance comprise entre 38,1 et 121,9 cm (15 et 48 pouces). Nous séparons physiquement ces flux techniques afin d'éviter des refacturations importantes de la part des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction des unités d'étage | Créer des fichiers CAO dédiés au comptoir | Empêche le rejet de la zone d'enregistrement |
| Ignorer les limites des palettes | Unités d'ancrage au niveau de la zone de gestion globale | Résiste aux chargements par le haut en entrepôt |
| Blocage de la portée avant | Ingénieur dans les fenêtres ADA | Garantit l'accès légal aux achats |
Je sépare systématiquement les plans d'ingénierie structurelle pour chaque zone de vente. On peut conserver une esthétique de marque cohérente pour les cinq types de zones, mais les calculs structurels doivent s'adapter à l'environnement physique du détaillant.
🛠️ Le bureau de Harvey : Vos présentoirs de comptoir enfreignent-ils involontairement les normes d’accessibilité ? 👉 Téléchargez la liste de vérification de conformité ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quels sont les différents types de présentoirs publicitaires ?
Au-delà des structures statiques, les marques utilisent de plus en plus des modèles cinétiques et interactifs pour capter l'attention.
Les présentoirs PLV se déclinent en différents types, allant au-delà des étagères statiques pour inclure des modèles cinétiques tels que des présentoirs rotatifs, des distributeurs à gravité et des têtes de gondole interactives. Ces structures spécialisées utilisent des séparateurs internes, des pentes inclinées et des roulements à billes pour capter l'attention des consommateurs, nécessitant un ancrage structurel spécifique pour résister à une utilisation intensive.

Animer un objet semble être une excellente stratégie marketing, mais cela introduit des forces physiques violentes dans du carton brut.
Résistance à la force de cisaillement cinétique dans les présentoirs rotatifs
Les équipes marketing adorent proposer des présentoirs rotatifs de type « plateau tournant » pour mettre en valeur plusieurs faces d'un produit dans un espace réduit. Elles partent souvent du principe qu'une base standard en carton ondulé, livrée à plat, peut simplement être collée sur un mécanisme à billes en acier bon marché. Ce raisonnement suppose que la base ne doit supporter qu'une simple compression statique vers le bas.
Imaginez le couple de rotation comme une serviette mouillée que l'on tord : la tension ne s'exerce pas vers le bas, mais latéralement. Lorsque les clients font tourner vigoureusement un présentoir lourd, cette force centrifuge se transmet directement au carton plié. J'étais dans une usine lorsqu'un prototype a tourné trop vite : le « pop » sec des coutures d'angle qui se sont déchirées a résonné dans la pièce, la force de cisaillement cinétique ayant instantanément déformé les parois extérieures. Pour remédier à ce problème, j'utilise systématiquement une armature en carton ondulé double paroi dissimulée, afin d'isoler le moyeu de couple de l'aspect extérieur. Cette règle simple garantit une rotation fluide du mécanisme sans abîmer les fibres de papier, évitant ainsi les présentoirs instables en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Collage des roulements sur les volets plats | Isoler le matériel sur une colonne vertébrale | Empêche la déchirure due à la rotation de la base |
| En négligeant la force centrifuge | Élargir l'empreinte géométrique | Empêche le basculement pendant les rotations |
| Utilisation de bases à simple paroi | Passez aux chevilles à double paroi | Supporte les charges cinétiques importantes |
Je refuse de fixer des éléments cinétiques sur des panneaux décoratifs non renforcés. En concevant un moyeu interne isolé, je garantis que votre unité interactive résistera à des mois de manipulation intensive par les clients sans se déformer.
🛠️ Bureau Harvey : Votre socle rotatif est-il conçu pour résister aux forces de cisaillement horizontales ? 👉 Demandez une analyse structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Quelles sont les erreurs courantes concernant les présentoirs pop-up ?
Une belle image à l'écran peut rapidement se transformer en un cauchemar coûteux lors de l'assemblage physique.
Les erreurs fréquentes concernant les présentoirs PLV incluent la conception de gabarits sans compensation d'épaisseur, le non-respect des limites de débordement des palettes et la non-prise en compte du gonflement dû à l'humidité. Ces erreurs structurelles entraînent la déchirure des matériaux ondulés épais lors de l'assemblage, leur déformation sous le poids des charges importantes en entrepôt et le non-respect des audits de conformité des détaillants à la livraison.

Il est facile de faire tenir un prototype parfaitement droit dans un studio de conception sec et climatisé, mais voici la dure réalité lorsqu'on essaie d'en assembler 500 sur une chaîne de conditionnement à façon réalisée dans l'urgence.
Pourquoi les gabarits standard échouent-ils en usine ?
Dans mon service, je vois régulièrement des équipes d'approvisionnement soumettre des fichiers vectoriels plats, conçus par des graphistes qui traitent le carton comme de simples feuilles de papier numérique. Ils créent des languettes d'emboîtement et des encoches de réception de largeur identique, partant du principe qu'une languette de 50,8 mm (2 pouces) s'insère parfaitement dans un espace de même dimension. Ils ignorent totalement l' épaisseur physique – le calibre – du matériau ondulé lui-mêmeune fois plié à 90 degrés.
Il ne s'agit pas que de théorie : je le constate en production lors des tests sur les échantillons de pré-production. Lorsqu'un carton cannelé de 2,8 mm d'épaisseurse plie, il consomme physiquement de la matière, élargissant le rayon extérieur du pli. Si le logiciel de calcul structurel ne compense pas mathématiquement cette tolérance de pliagerainure. J'ai récemment vu un opérateur passer trois minutes à essayer d'insérer une carte d'en-tête mal alignée, ce qui a provoqué la résistance du carton kraft vierge, froissant et déchirant instantanément la feuille imprimée. J'ai récupéré les fichiers numériques, reconstruit les rainures avec un algorithme de compensation très précis au 1/4 de pouce près et éliminé le frottement. En imposant cette micro-tolérance, j'ai permis de réduire le temps d'assemblage pour le conditionnement de 24 secondes par unité, ce qui a permis au client d'économiser d'importantes sommes en main-d'œuvre et d'éviter les dommages aux stocks.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des rapports languette-fente de 1:1 | Appliquer une compensation stricte à l'étrier8 | Empêche le froissement des onglets |
| En négligeant le rayon de courbure de la planche | Élargir les rainures en fonction de l'épaisseur de la cannelure9 | Réduit le temps d'assemblage de 24 secondes10 |
| Composants serrés forcés | tolérances de pliage CAO paramétrique | Prévient les déchirures lithographiques imprimées |
Je ne fais jamais confiance à un fichier visuel plat pour résister à une chaîne d'assemblage 3D physique. L'ajustement mathématique de l'épaisseur du circuit imprimé garantit un assemblage parfait de vos unités pré-remplies, préservant ainsi vos marges des retards de main-d'œuvre préjudiciables.
🛠️ Le bureau d'Harvey : Votre concepteur a-t-il bien pris en compte la tolérance de pliage pour le carton ondulé cannelure B ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez votre budget dans une production en série.
Conclusion
Vous pouvez choisir un fournisseur uniquement en fonction de ses prix unitaires bas, mais si une découpe mal ajustée se bloque sur la ligne de conditionnement, vous subirez des frottements importants qui ralentiront l'assemblage d'environ 30 % et anéantiront vos marges bénéficiaires. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir l'absence de rejets d'impression. Ne laissez plus les tolérances de pliage de vos fichiers vous échapper : laissez-moi analyser vos fichiers grâce à mon audit de découpe gratuit ↗ afin de détecter les erreurs dimensionnelles critiques avant le lancement de la production en série.
« Sidekicks + Power Wings : Le guide complet – Bennett Packaging », https://bpkc.com/blogs/blog/sidekicks-power-wings-the-complete-guide . [Les guides de conformité officiels pour la vente au détail destinés aux principaux détaillants américains précisent la hauteur, la largeur et les points de fixation requis pour les supports Sidekick]. Type de preuve : spécification technique ; type de source : guide de conformité pour la vente au détail. Confirme : l’existence de dimensions standard pour les présentoirs PLV. Remarque : ce document se concentre sur les environnements de grande surface.
« Présentoir Powerwing / Sidekick », https://popimpactdisplay.com/displays/powerwing-sidekick-display/. [Les spécifications techniques des fabricants de mobilier commercial ou les normes de l'industrie des présentoirs PLV permettraient de vérifier ces contraintes dimensionnelles spécifiques pour une compatibilité universelle]. Rôle de la preuve : vérification technique ; type de source : spécification industrielle ; Supports : dimensions standard Sidekick ; Note de portée : spécifiquement concernant la compatibilité avec le mobilier commercial universel. ↩
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. [Les normes industrielles de la Grocery Manufacturers Association définissent la taille standard des palettes afin de garantir la compatibilité logistique]. Rôle de la preuve : spécification technique ; type de source : documentation normative industrielle. Convient aux présentoirs de sol lourds. Remarque : s’applique spécifiquement aux normes GMA nord-américaines .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/ . [Les directives d’accessibilité de l’ADA précisent les portées autorisées afin de garantir l’accessibilité des articles aux personnes en fauteuil roulant]. Rôle de la preuve : exigence légale ; type de source : réglementation gouvernementale. Éléments justificatifs : dimensions pour l’emplacement des présentoirs de comptoir. Note de portée : porte sur les normes d’accessibilité des espaces publics.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les normes d’ingénierie de l’emballage précisent que la largeur des fentes doit être ajustée en fonction de l’épaisseur du matériau et de la tolérance de pliage pour garantir un assemblage correct]. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Justifie : l’exigence de compensation d’épaisseur dans les gabarits. Note de portée : les ajustements spécifiques varient selon la taille de la cannelure .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Les normes industrielles relatives à l’épaisseur du carton ondulé confirment les plages de mesure typiques pour le matériau de cannelure B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : vérification de l’épaisseur du matériau. Remarque : l’épaisseur peut varier légèrement selon le fabricant.
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les guides techniques relatifs aux emballages en carton ondulé expliquent la nécessité mathématique du tolérance de pliage et de la compensation d'épaisseur pour éviter le blocage lors de l'assemblage]. Rôle de la preuve : principe technique ; type de source : manuel technique. Appui : logique de conception structurelle. Remarque sur la portée : l'application dépend de la densité du matériau et du type de cannelure .
« Conseils pratiques pour la conception d'encoches et de languettes pour l'assemblage de pièces en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA. [Les guides de conception technique pour les emballages en carton ondulé expliquent la nécessité de tenir compte de l'épaisseur du matériau (calibre) afin d'éviter les ajustements serrés]. Rôle de la preuve : méthodologie technique ; type de source : manuel de conception. Permet de corriger les erreurs de rapport 1:1. Note sur la portée : essentiel pour les cartons de forte épaisseur .
« Guide des options d'épaisseur pour les boîtes d'expédition en carton ondulé – GMS Industries », https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options . [Les normes d'ingénierie de l'emballage spécifient des dimensions de fente croissantes en fonction de la hauteur des cannelures du carton afin de compenser le déplacement du matériau lors du pliage ] . Niveau de preuve : norme technique ; type de source : manuel d'ingénierie. Objectif : atténuation des problèmes liés au rayon de courbure du carton. Remarque : spécifique aux matériaux en carton ondulé.
« Tendances des emballages en carton ondulé 2026 : Adoptez ces solutions », https://www.yorkcontainer.com/york-container-blog/trends-in-corrugated-packaging . [Des études de cas sur la logistique des présentoirs de vente au détail fournissent des données quantitatives sur la façon dont les fentes conçues avec précision réduisent le travail d’assemblage manuel] . Type de preuve : indicateur quantitatif ; type de source : livre blanc sectoriel. Appui : avantage opérationnel des fentes élargies. Remarque : le gain de temps moyen peut varier selon la complexité du présentoir.



