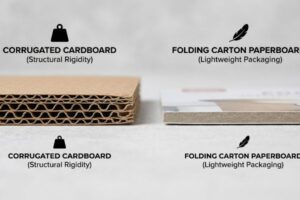
ATTENTION : Les textures des emballages sont magnifiques sur un écran, mais ne pas comprendre les limites physiques des fibres de papier peut rapidement compromettre l’intégrité structurelle de votre présentoir.
Les étapes du procédé de gaufrage et de débossage consistent à créer des matrices métalliques mâles et femelles sur mesure, à appliquer une pression calculée sur le carton brut et à modifier de façon permanente les fibres de cellulose. Le gaufrage donne du relief au matériau pour un effet 3D, tandis que le débossage comprime le support vers l'intérieur pour densifier les cannelures.

Connaître les définitions théoriques est une chose, mais transposer cette sensation tactile luxueuse sur une surface de test robuste sans écraser le panneau exige une discipline mécanique rigoureuse.
Qu'est-ce que le procédé de gaufrage et de débossage ?
De nombreuses équipes marketing considèrent ces deux finitions haut de gamme comme des choix esthétiques interchangeables, ignorant l'énorme différence dans la manière dont elles manipulent les matériaux d'emballage physiques.
Le gaufrage et le débossage remodèlent mécaniquement les fibres du papier à l'aide de matrices métalliques adaptées. Le gaufrage étire fortement le carton extérieur pour créer une protubérance, tandis que le débossage enfonce la matrice dans le matériau, densifiant physiquement les cannelures internes pour former un bloc solide et comprimé.
La différence visuelle est évidente, mais c'est l'impact physique sur la structure du panneau d'affichage qui détermine réellement le succès ou l'échec des campagnes promotionnelles.
Le coût physique de l'emballage tactile
Les jeunes designers ajoutent souvent des textures tactiles sans discernement aux modèles d'emballage standard. Ils supposent que la création d'un effet tridimensionnel sur un écran d'ordinateur se transpose parfaitement sur un carton ondulé rigide sans compromettre sa résistance à la chargeinitiale¹.
Je constate précisément cette erreur lorsqu'un client exige un gaufrage extérieur important sur le bord avant d'un présentoir de magasin . La matrice métallique étire violemment le revêtement en papier supérieur vers l'extérieurpour créer ce relief esthétique, amincissant les fibres brutes jusqu'à leur point de rupture. J'ai vu une fois un vendeur réapprovisionner de lourds flacons de shampoing sur l'un de ces présentoirs censés être haut de gamme ; le bord aminci et gaufré s'est immédiatement déformé sous le poids, se déchirant bruyamment et ruinant la présentation de la marque. Pour remédier à cela, je retourne toujours l'outillage pour un gaufrage intérieur sur les panneaux structurels principaux. En poussant la matrice vers le bas, nous comprimons les cannelures internes en un bloc solide,préservant ainsi l'intégrité structurelle (test de résistance à la compression des bords) tout en offrant une texture luxueuse qui résiste à un réapprovisionnement intensif.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Panneaux porteurs en relief | Passer à un gaufrage vers l'intérieur | Prévient le gonflement des lèvres sous le poids4 |
| En ignorant les limites d'étirement des fibres | Comprimer les cannelures internes | Conserve la cote ECT d'origine5 |
| Affaiblir le devant du plateau | Densifier les matériaux dans les zones d'impact6 | Élimine les réparations disgracieuses au ruban adhésif |
Je n'autorise jamais d'étirement vers l'extérieur sur les zones structurelles principales. Le gaufrage du panneau permet d'offrir à vos clients une interaction tactile haut de gamme sans compromettre la résistance à la compression brute nécessaire aux produits lourds.
🛠️ Le bureau d'Harvey : Vos éléments tactiles 3D compromettent-ils la capacité de charge de votre écran ? 👉 Obtenez un audit structurel gratuit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelles sont les quatre principales étapes des procédés typiques de gaufrage à chaud ?
Le passage de l'encre plate à la feuille thermoformée chauffée nécessite une synchronisation mécanique précise sur la chaîne de production afin d'éviter le dessèchement complet du carton.
Les quatre étapes principales d'un procédé de gaufrage à chaud classique sont la conception du gabarit, le chauffage de l'outillage métallique, l'alimentation en carton ondulé et l'application d'une pression calculée sur le support. Cette séquence précise étire les fibres du papier tout en fixant définitivement un film décoratif métallisé à sa surface.

Réussir ces quatre étapes individuellement est simple, mais les combiner à un présentoir de vente au détail robuste introduit une friction physique massive.
Synchronisation de la chaleur et de l'intégrité structurelle
Les imprimeurs commerciaux classiques maîtrisent souvent parfaitement ces quatre étapes de marquage à chaud sur les cartons plats et fins. Ils supposent à tort que la même chaleur intense, la même pression et lemême peuvent être appliqués directement aux emballages en carton ondulé.
Voici la réalité à laquelle les acheteurs sont souvent confrontés lorsqu'ils mettent à niveau leurs visuels. Lorsqu'on frappe un carton ondulé épais et poreux avec une matrice mâle-femelle chauffée, on lui inflige simultanément d'intenses contraintes thermiques et physiques<sup>8</sup>. Un client nous a un jour envoyé un visuel à plat avec un gaufrage à chaud important directement sur une ligne de pliure à 90 degrés. Lors de notre vérification prépresse, j'ai immédiatement compris qu'appliquer une chaleur extrême et étirer les fibres directement sur une charnière allait dessécher le papier de façon excessive. Une fois plié, le carton a émis un craquement sec et sec, exposant complètement les cannelures brunes brutes en dessous. Si votre usine ne décale pas mathématiquement ces zones de frappe chauffées loin des plis fonctionnels<sup>9</sup>, votre campagne de dorure à chaud haut de gamme aura l'air d'un amas de morceaux avant même d'arriver en rayon.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Chauffage près des plis | Décaler la zone de frappe de 0,5 pouce (12,7 mm)10 | Empêche les fissures visibles sur les bords |
| Traiter le carton ondulé comme du carton | Pression de frappe réduite sur les flûtes11 | Maintient le panneau structurel intact |
| Étirer les fibres de papier sec | Concevoir une marge de sécurité plate | Assure un assemblage de co-emballage sans encombre |
Je considère les matrices d'emboutissage à chaud comme un risque structurel, et non comme une simple amélioration esthétique. En éloignant les contraintes thermiques des lignes de pliage mécaniques, vos écrans résistent à la chaîne de montage sans aucun défaut visuel.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre marquage à chaud est trop près d'une ligne de pliure critique ? 👉 Vérifiez vos dégagements ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
En quoi consiste le procédé de gaufrage ?
Il est indispensable de comprendre la réalité mécanique de ce processus avant d'approuver tout budget d'emballage haut de gamme destiné au commerce de détail.
Le procédé de gaufrage transforme les matériaux d'emballage bruts en les pressant entre une matrice mâle en relief et une matrice femelle en creux. Cette action mécanique intense contraint les fibres de cellulose à s'étirer dans la cavité vide, créant ainsi un profil tactile tridimensionnel permanent sur la surface de l'emballage.

Si le mécanisme de base semble simple, le véritable défi de fabrication réside dans le contrôle de la réaction du papier sous cette pression intense.
Contrôler l'étirement des fibres pendant l'impact
Les débutants perçoivent généralement cette opération mécanique comme un simple estampage d'une forme sur une feuille de papier. Ils négligent la réalité microscopique selon laquelle chaque logo ou texture en relief étire et déforme physiquement les fibres de cellulose environnantes,les éloignant de leur état plat naturel.
Imaginez le support papier comme un élastique tendu : son élasticité est limitée avant qu’il ne se rompe brutalement. Dans mon atelier, je vois fréquemment des découpes plates où un grand nombre de textes texturés sont fortement comprimés. Lorsque la lourde presse en acier frappe cette zone précise, la tension localisée devient excessive. J’ai déjà ressenti la résistance d’un carton kraft vierge lorsqu’une découpe mal conçue l’a percuté, provoquant instantanément des microfissures dans la couche d’encre13 , les fibres ne pouvant s’étirer. Pour éviter cela, j’impose l’utilisation de canaux en matrice polymère spécialisés autour de la zone de frappe14.Ces canaux agissent comme un amortisseur microscopique, contrôlant dynamiquement la tension du papier et permettant aux fibres de s’étirer en douceur sans endommager l’impression.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Intégrer du texte 3D | Éléments d'espacement pour permettre l'étirement | Prévient les microfissures de la couche d'encre |
| En négligeant l'élasticité du papier | Utiliser une matrice polymère spécialisée | Maintient une qualité graphique nette |
| grèves mécaniques incontrôlées | Amortir la pression de la matrice | Évite le rejet immédiat par le détaillant |
Je refuse qu'une tension mécanique incontrôlée gâche un tirage haut de gamme. L'utilisation de canaux en polymère spécifiques lors de la frappe garantit des graphismes en relief nets, impeccables et totalement insensibles aux déchirures.
🛠️ Le bureau de Harvey : Vos emballages gaufrés ont-ils déjà souffert de craquelures d’encre ou de logos déformés ? 👉 Demandez une évaluation Strike Zone ↗ — Pas de formulaires interminables pour vous démarcher. Uniquement de la valeur.
Comment réaliser un gaufrage pour les débutants ?
Pour les designers débutants, obtenir une finition tactile sans abîmer le carton d'origine exige une rigueur mathématique absolue.
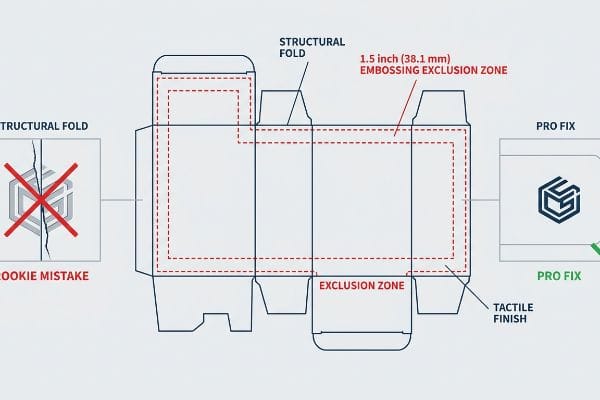
Pour le gaufrage, les débutants doivent définir mathématiquement une zone d'exclusion sur leur gabarit, en veillant à éloigner les textures 3D profondes des plis structurels. Commencez par consulter votre ingénieur de production afin d'harmoniser votre vision esthétique avec les limites d'élasticité des fibres du papier ondulé.
Mais la connaissance de la théorie de conception ne suffit pas lorsque les machines lourdes se mettent en marche et que les forces dynamiques de la chaîne d'approvisionnement prennent le relais.
Pourquoi le gaufrage standard échoue-t-il en production ?
Une hypothèse apparemment raisonnable que font les nouveaux designers est qu'un logo texturé peut être placé exactement là où il est le plus esthétique, souvent centré sur une ligne de pliure marquée. Ils supposent que l'usine peut comme par magie plier la texture modifiée sans endommager la structure en carton environnante<sup>15</sup>.
Dans mon atelier, je constate régulièrement les conséquences catastrophiques de ce travail théorique. Une marque exige un gaufrage 3D à chaud prononcé directement sur un pli structurel majeur d'un carton. Lorsque je mesure l'intégrité structurelle à l'aide d'un test de résistance à l'écrasement des bords TAPPI T811, les résultats sont accablants. La texture profonde ayant déjà étiré et épuisé les fibres du papier au maximum, le pliage de ce coin précis provoque la rupture complète du carton. La capacité de charge dynamique du carton chute de 42,5 % et le bruit de déchirure retentit sur la ligne de conditionnement. J'impose immédiatement une « zone d'exclusion de gaufrage » lors de la prépresse. En décalant mathématiquement toutes les textures profondes de 38,1 mm (1,5 pouce) précisément de tout pli structurel principal, j'élimine complètement la zone de double contrainte. Ce micro-ajustement préserve les coins 32ECT, ce qui permet aux clients d'économiser environ 30 % de temps d'assemblage manuel et garantit la résistance de la palette aux transports de marchandises lourdes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Appliquer de la texture sur un pli | Appliquer une zone d'exclusion de 1,5 pouce (38,1 mm)16 | Garantie de résistance à la compression des angles17 |
| Épuisement des fibres de papier | Éloignez le design des plis | Élimine les incidents sur les lignes de conditionnement à façon |
| Ignorer la note ECT18 | Séparer les zones esthétiques des zones structurelles | Résiste au transport de marchandises lourdes à double empilement |
J'empêche les déformations structurelles avant même qu'elles n'atteignent la table de découpe. En isolant vos éléments tactiles lourds des zones de contrainte, je garantis que votre emballage conserve une résistance dynamique maximale.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Lorsque vous gaufrez directement sur un pli porteur, les fibres de papier saturées se déchirent violemment sous le poids de la palette, provoquant un refus immédiat de la part des grandes surfaces. Ce protocole strict de zone d'exclusion est la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la distribution pour garantir zéro rejet d'impression. Ne prenez plus de risques avec les limites de tension des fibres : laissez-moi analyser personnellement vos maquettes d'emballage grâce à mon audit de découpe gratuit ↗ afin d'éliminer les erreurs structurelles critiques avant le lancement de la production en série.
« Étude de l’effet des perforations sur la capacité portante… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . [Une étude en science des matériaux ou en génie des structures détaillerait comment la perturbation de l’alignement vertical des cannelures du carton ondulé par pressage mécanique réduit la résistance à la compression du carton]. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Appuie : l’hypothèse selon laquelle les finitions tactiles dégradent la capacité portante des structures. Note de portée : applicable spécifiquement aux matériaux en carton ondulé cannelé.
« Effet de la pression de gaufrage sur les propriétés mécaniques et la souplesse… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Des ouvrages de référence sur l’ingénierie du papier expliquent comment l’étirement mécanique lors du gaufrage amincit le carton de couverture, ce qui peut réduire sa résistance à l’éclatement et augmenter sa sensibilité au déchirement]. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Appuie : l’affirmation selon laquelle le gaufrage fragilise le matériau. Note de portée : étude axée sur le carton de couverture à base de cellulose .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les guides d’ingénierie de l’emballage expliquent que le gaufrage réduit la densité des cannelures du carton ondulé, créant ainsi une zone plus dense et plus rigide]. Rôle de la preuve : validation technique ; type de source : manuel de l’industrie de l’emballage. Appuie : l’affirmation selon laquelle le gaufrage augmente la densité locale. Note de portée : spécifique au carton ondulé .
« Gaufrage vs Débossage : Connaître la différence et choisir la meilleure option ? », https://www.wecustomboxes.com/blog/embossing-vs-debossing/. [La documentation technique sur l’emballage explique comment le débossage vers l’intérieur élimine le rebord saillant créé par le gaufrage, qui constitue un point de rupture sous des charges de compression]. Preuve : validation mécanique ; type de source : manuel technique. Arguments : avantage structurel du débossage pour les panneaux porteurs. Remarque : s’applique aux emballages rigides et semi-rigides .
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/ . [Un manuel technique sur les normes d’emballage en carton ondulé permettrait de vérifier comment la gestion de l’étirement des fibres et de la compression des cannelures préserve la résistance à l’écrasement des bords ( ECT )]. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Apport : intégrité structurelle des cannelures comprimées. Note de portée : spécifique aux matériaux en carton ondulé.
« Conversion et ses effets sur les propriétés barrières des emballages revêtus… », https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Les recherches en science des matériaux confirment qu’augmenter la densité du matériau dans les zones de fortes contraintes améliore la résistance aux chocs et la durabilité de la structure de l’emballage]. Type de preuve : preuve scientifique des matériaux ; type de source : revue à comité de lecture. Conclusion : efficacité de la densification des matériaux pour prévenir les dommages. Portée : science des matériaux d’emballage en général .
« Qu’est-ce que le marquage à chaud et comment ça marche ? – WeCustomBoxes », https://www.wecustomboxes.com/blog/what-is-foil-stamping/. [Les manuels d’impression industrielle précisent que la conductivité thermique et les exigences de compression du carton ondulé épais diffèrent considérablement de celles du carton fin, ce qui nécessite des réglages de température et de pression adaptés]. Rôle de la preuve : vérification technique ; type de source : manuel d’impression industrielle. Appuie : l’affirmation selon laquelle les paramètres des cartons fins ne sont pas directement transposables aux matériaux ondulés. Note sur la portée : axé sur les réglages mécaniques spécifiques au substrat. ↩
« Modélisation des matériaux d'un film PMMA pour le procédé de gaufrage à chaud – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8512687/ . [Ce document technique en science des matériaux explique comment la chaleur et la pression simultanées lors du gaufrage à chaud provoquent une déformation structurelle dans les substrats poreux ] . Rôle de la preuve : mécanisme technique ; type de source : article scientifique sur les matériaux. Appui : l'impact physique du procédé de gaufrage. Note de portée : étude axée sur le carton poreux.
« Dorure à chaud et gaufrage – PREMERKO », https://www.premerko.fi/en/methods/foil-and-emboss/. [Les normes de production d'emballages recommandent des décalages spécifiques entre les matrices de gaufrage et les lignes de rainage afin d'éviter la rupture et le craquelage des fibres]. Niveau de preuve : bonnes pratiques du secteur ; type de source : manuel de production d'impression. Justifie : la nécessité d'un ajustement mathématique des zones de frappe. Note relative au champ d'application : applicable au carton ondulé épais .
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Les normes techniques de fabrication pour le marquage à chaud spécifient des décalages précis par rapport aux lignes de pliage afin de prévenir la fatigue du matériau et la fissuration des bords]. Niveau de preuve : spécification technique ; type de source : manuel d’ingénierie industrielle. Arguments : distance optimale pour éviter la fissuration. Note relative à la portée : spécifique aux supports en carton .
« Guide pour comprendre les cannelures des boîtes en carton ondulé – Gentlelever », https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Les recommandations en matière d'ingénierie de l'emballage indiquent que la réduction de la force de compression sur les cannelures du carton ondulé empêche l'affaissement de la structure interne lors du gaufrage à chaud]. Niveau de preuve : exigence technique ; type de source : manuel de sciences de l'emballage. Sujets abordés : ajustements de pression pour les matériaux ondulés. Remarque : s'applique aux constructions en carton ondulé .
« Alignement des fibres par étirement mécanique et séchage confiné… », https://www.sciencedirect.com/science/article/abs/pii/S0032386125014314. [Une source faisant autorité en physique du papier ou en technologie d’impression décrirait comment les fibres de cellulose subissent une déformation plastique et un étirement pour créer des profils 3D]. Rôle de la preuve : Vérification technique ; type de source : Revue de science des matériaux ou manuel industriel. Appui : La réalité mécanique du déplacement des fibres lors du gaufrage. Note sur la portée : Applicable spécifiquement aux substrats d’emballage à base de cellulose .
« Comment recharger votre tampon encreur à séchage ultra-lent pour gaufrage – YouTube », https://www.youtube.com/watch?v=aoGlPBdKeN8 . [Une étude de science des matériaux sur la déformation du substrat confirmerait qu'une tension excessive des fibres pendant le gaufrage provoque la défaillance de la couche d'encre]. Rôle de la preuve : validation technique ; type de source : revue de science des matériaux. Arguments : cause de la fissuration de l'encre. Note sur la portée : applicable au gaufrage mécanique haute pression.
« Amortisseurs polymères fabriqués par impression 3D pour l'automobile… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9713338/. [La documentation technique relative à la conception des matrices permettrait de vérifier l'application de canaux de relaxation des contraintes à base de polymères pour la gestion de la tension du papier]. Rôle de la preuve : vérification du procédé ; type de source : manuel technique. Appui : méthodes de contrôle de la tension. Remarque concernant la portée : peut faire référence à des outillages de pointe ou propriétaires .
« Un surdimensionnement du carton ondulé peut endommager les produits – LinkedIn », https://www.linkedin.com/posts/fohopackaging_packagingengineering-supplychain-corrugatedbox-activity-7426920746750353408-OD9O. [Les normes industrielles relatives aux emballages en carton ondulé expliquent que le gaufrage perturbe l’orientation et l’élasticité des fibres, ce qui peut entraîner une rupture structurelle ou des fissures lors du pliage]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Éléments justifiant : le risque physique lié au gaufrage au niveau des plis. Remarque concernant le champ d’application : applicable aux cartons ondulés renforcés .
« Modèles de boîtes de base | Packaging Corporation of America », https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/ . [Les normes d'ingénierie de l'industrie pour les emballages en carton ondulé spécifient les distances minimales entre les textures en relief et les lignes de pliage afin de prévenir toute défaillance du matériau ] . Niveau de preuve : spécification technique ; type de source : norme industrielle. Supports : distance recommandée pour les zones en relief. Remarque : peut varier en fonction du grammage du matériau.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/ . [Des essais mécaniques sur du carton ondulé démontrent que le gaufrage dans les zones d'angle soumises à de fortes contraintes réduit la capacité de charge verticale de la boîte]. Rôle de la preuve : validation de la relation de cause à effet ; type de source : étude d'ingénierie. Arguments : avantage structurel des zones d'exclusion. Note de portée : Spécifique à la pression d'empilement vertical.
« Boîtes en carton ondulé – Test de résistance à l’écrasement des bords (ECT) | TheBoxery.com », https://www.theboxery.com/ect.asp?srsltid=AfmBOorwRug9KpDbrcZZFa9ZwbEn96ozCHYNHPLJ-IF_m_1uafiC5DV1. [Le test de résistance à l’écrasement des bords (ECT) est la norme industrielle utilisée pour déterminer la résistance à l’empilement et l’intégrité structurelle des emballages d’expédition en carton ondulé]. Rôle de la preuve : définition de la norme ; type de source : norme ASTM/ISO. Appuie : l’importance du zonage structurel. Note sur le champ d’application : s’applique principalement au carton ondulé .