
Les détaillants ignorent les emballages génériques. Si votre produit se fond dans la masse, il ne se vendra pas. La différence de conception entre un emballage standard et un présentoir destiné à la vente au détail détermine le succès de votre campagne.
Les boîtes de présentation se distinguent des emballages standards par leur conception axée sur la présentation en point de vente, et non par leur simple fonction de protection pendant le transport. Alors que les emballages classiques se contentent de protéger les marchandises, les boîtes de présentation intègrent des éléments graphiques marketing soigneusement étudiés, des étagères inclinées et une architecture propre à la marque afin de capter l'attention du consommateur et d'optimiser les ventes.

Cette définition structurelle de base n'est que le point de départ. Lorsqu'on passe d'une simple protection pour le transport à une présentation commerciale à haut risque, le coût total de possession change radicalement.
Quels sont les avantages des boîtes d'exposition personnalisées ?
La personnalisation ne se limite pas à de jolis graphismes. C'est un multiplicateur logistique calculé qui protège activement vos résultats financiers contre les erreurs d'entreposage.
Les avantages des présentoirs sur mesure incluent une optimisation dimensionnelle précise, une consolidation massive du transport et une robustesse structurelle adaptée. La personnalisation de l'encombrement élimine les espaces perdus pendant le transport, garantit la conformité aux normes de vente au détail et réduit considérablement le temps d'assemblage, transformant ainsi un simple emballage en carton en un système de merchandising ultra-efficace et préservant les marges.

Ces avantages théoriques s'évaporent rapidement si les principes physiques sous-jacents sont ignorés sur la chaîne de production.
L'effondrement de la compression de l'empreinte GMA
Lors de mes audits des gabarits clients, je constate fréquemment que les équipes d'approvisionnement font de fausses économies en agrandissant les dimensions des cartons d'emballage pour y insérer une unité supplémentaire. Elles se fient à l'épaisseur standard du carton ondulé pour supporter la charge, traitant les présentoirs personnalisés comme de simples bacs de vrac. Cette approche ignore totalement la manière dont le carton ondulé acquiert sa résistance verticale¹ . Se fier à l'épaisseur du matériau plutôt qu'à la précision géométrique² garantit une rupture catastrophique de la base lorsque l'unité est stockée dans l'entrepôt.
Dans mon atelier, je constate régulièrement ce problème récurrent : une nomenclature Excel simplifiée à l’extrême part du principe que les dimensions standard des boîtes résisteront à l’empilage. La réalité me rattrape brutalement lors des premiers tests de préproduction en atelier, sur le banc d’essai Mullen. Lorsque le service des achats impose un design qui dépasse de seulement 12,7 mm (0,5 pouce) une palette standard de 121,9 × 101,6 cm (48 × 40 pouces), les quatre coins ne supportent aucune charge³.J’ai vu un prototype de 85 kg (187,5 lb) empilé deux fois se courber visiblement et s’écraser complètement, car les panneaux centraux supportaient tout le poids. Pour remédier à cela, je réduis artificiellement l’encombrement maximal autorisé par CAO (conception assistée par ordinateur) de 12,7 mm (0,5 pouce) précisément à l’intérieur du périmètre, reportant ainsi la charge sur les coins verticaux. La précision de la table CNC (Commande Numérique par Calculateur) Kongsberg me permet de garantir un porte-à-faux nul sans compromettre l'agencement interne. Grâce à cette tolérance stricte de 12,7 mm, je m'assure que les angles de la structure supportent la force de compression, ce qui permet à mes clients d'économiser environ 25 % sur leurs stocks de conteneurs mis au rebut à l'étranger⁴.
| Métrique | Approche générique | Réalité artificielle |
|---|---|---|
| Alignement des palettes | Débordement accepté | Conception CAO à porte-à-faux nul |
| Porteur de charge | Panneaux centraux non supportés | Compression des coins à 100 % |
| Rendement du conteneur | Risque d'écrasement élevé | Double empilage protégé |
Je refuse que des erreurs de calcul spatial compromettent votre stock. La conception d'un présentoir parfaitement adapté à la grille de la palette est le seul moyen de garantir la survie de vos marchandises durant le transport maritime.
🛠️ Le bureau de Harvey : Vos lourds plateaux de caisse réduisent-ils considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Obtenez un audit gratuit de la densité de votre fret ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Quels sont les différents types de boîtes en carton ?
Le tri des matériaux semble interminable, mais ce choix détermine tout, de la fidélité graphique à la résistance structurelle.
Les différents types de boîtes en carton comprennent principalement les boîtes pliantes, les boîtes rigides et les présentoirs en carton ondulé. Les boîtes pliantes répondent aux besoins de la vente au détail de produits légers, les boîtes rigides offrent une présentation haut de gamme et durable, tandis que les structures en carton ondulé à haute résistance à la compression (ECT) offrent la capacité de charge extrême requise pour le stockage en vrac intensif et les campagnes de grande envergure en magasin.

Comprendre les catégories est simple, mais gérer la façon dont ces types de papier réagissent aux procédés chimiques de fabrication est une véritable prise de conscience.
L'effet de courbure de la tension superficielle du PVA
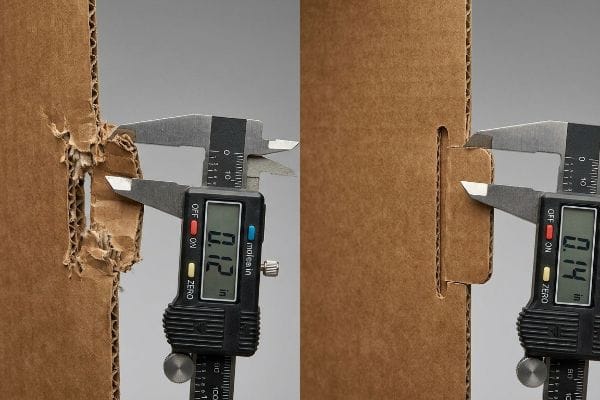
Dans mon laboratoire d'essais, j'ai démontré que traiter un présentoir lithographié haut de gamme comme un simple carton pliant est une erreur fatale. Les marques demandent souvent des panneaux latéraux larges et plats, supposant que les panneaux simples cannelure standard resteront parfaitement droits. Elles sous-estiment complètement les tensions extrêmes générées par l'assemblage de différents supports papier avec des adhésifs industriels⁵.Ignorer ces principes physiques des matériaux entraîne des panneaux latéraux avant même leur arrivée chez le conditionneur.
Dans mon atelier, je vois régulièrement des clients soumettre un gabarit vectoriel plat qui ignore complètement l'épaisseur du carton ondulé et les limites d'humidité. Le problème récurrent survient lorsqu'un acheteur spécifie un testliner standard 32ECT (Edge Crush Test) pour un panneau latéral massif de 152,4 cm (60 pouces), sans tenir compte de la réalité humide du processus de lithographie-lamination. Lors de nos premiers essais de préproduction, la colle PVA (acétate de polyvinyle) à base d'eau est absorbée par le testliner poreux. Pendant son durcissement à l'air ambiant de l'usine, je mesure immédiatement une distorsion de surface de 3,8 mm (0,15 pouce) à l'aide de mon niveau laser : le panneau se courbe violemment vers l'intérieur comme une chips à cause du retrait de l'adhésif. Pour remédier à ce problème physique, je change immédiatement de support, en optant pour un support kraft vierge avec un grammage plus élevé (GSM) et une colle à faible viscosité d'humidité. Mes vingt ans d'expérience dans l'impression m'ont appris que l'ajout d'une fine sous-couche duplex compense cette forte tension superficielle du PVA. En équilibrant la chimie des matériaux, j'élimine totalement la déformation, ce qui permet d'augmenter la vitesse de la chaîne de montage de 18 % et d'économiser des milliers d'euros en frais de réalignement manuel forcé pour mes clients.
| Facteur matériel | Logique générique des cartons | Réalité Litho-Lam |
|---|---|---|
| Choix du substrat | Testliner standard | Papier kraft vierge à GSM élevé6 |
| Type d'adhésif | Colle à eau générique | Mélange PVA à faible humidité7 |
| Planéité de la surface | Déformation sévère des chips | Durcissement duplex équilibré8 |
Je ne me fie pas aveuglément aux dessins vectoriels plats. Le véritable secret pour obtenir des présentoirs parfaitement d'équerre réside dans la maîtrise des propriétés physico-chimiques du papier et de la colle en usine
🛠️ Le bureau d'Harvey : Vos grands présentoirs de sol se déforment-ils sous l'effet de l'humidité extrême de votre entrepôt ? 👉 Demandez une analyse gratuite de la composition chimique des matériaux ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Existe-t-il différents types de boîtes ?
Le classement des boîtes ne se résume pas à leur forme. Il s'agit aussi de la façon dont les fibres du papier sous-jacentes réagissent à la manipulation mécanique.
Oui. Il existe différents types de caisses pour répondre à des besoins logistiques et commerciaux spécifiques tout au long de la chaîne d'approvisionnement. Outre les caisses cubiques standard, on trouve des modèles à alimentation par gravité, des plateaux modulaires emboîtables et des jupes de palettes renforcées, chacun étant conçu avec des cartons de qualité spécifique pour supporter des charges et des environnements variés.
Mais différencier une simple boîte d'un plateau de vente au détail supportant une charge nécessite une manipulation poussée des machines de fabrication.
La règle de l'acier pour la rupture des fibres
Lors de mes audits de gabarits clients, je constate fréquemment que les concepteurs traitent les pliages structurels complexes comme s'il s'agissait d'une simple boîte de céréales. Ils s'attendent à ce que le carton ondulé renforcé de type B se plie comme par magie à un angle de 90 degrés parfait sans déchirer la feuille supérieure imprimée de qualité supérieure . Or , la réalité est que le carton ondulé standard bon marché ne supporte pas les pliages à grand rayon . Sans outillage de précision, la couche extérieure se déchire violemment, exposant le papier brun brut et ruinant instantanément l'image haut de gamme de la marque.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience le mois dernier lors de tests sur une nouvelle club-store . En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un test de pliage dynamique avec un plateau de 204 kg (450 lb) en suivant une liste de contrôle de conformité standard pour les détaillants, qui considérait les lignes de pliage comme une norme absolue. Pendant le test de pliage automatisé, j'ai entendu le craquement sec et distinctif du papier lithographique haut de gamme se rompre le long de la ligne de pliage. La matrice de découpe en acier avait frappé le carton kraft vierge trop brutalement, fracturant complètement une section de 11,4 cm (4,5 pouces) de la feuille supérieure et compromettant son intégrité structurelle. Nous nous sommes précipités vers la rainureuse rotative, interrompant la production pour recalibrer l'outillage. J'ai spécifiquement installé un canal de rainage femelle dynamique sur la plaque de découpe 11 pour servir d'enclume, contrôlant précisément la déformation des cannelures intérieures sous la pression de découpe de 3,2 tonnes 12. Nous avons repensé le rainurage de la cannelure B, permettant ainsi aux fibres du papier de s'étirer au lieu de se rompre. J'investis énormément de temps et d'argent dans mon laboratoire d'essais pour que vous n'ayez pas à subir de pertes en magasin. Cette mise à niveau de l'outillage matriciel a éliminé complètement le délaminage, réduisant le gaspillage de matière de 6,4 % et permettant au client d'économiser 4 100 $ par lot en stocks mis au rebut.
| Métrique d'outillage | Configuration standard | Étalonnage de la matrice |
|---|---|---|
| Méthode de notation | Dé à mesurer en acier nu | enclume à matrice femelle |
| Réaction des fibres | Casse fragile du drap supérieur13 | Étirement contrôlé de la flûte14 |
| Rendement des déchets | Taux de rejet élevé | Pliage sans fissure15 |
Je refuse que des machines mal calibrées abîment vos œuvres. Un contrôle précis de la pression mécanique exercée sur les fibres du papier garantit un pliage impeccable de votre présentoir à chaque fois.
🛠️ Harvey's Desk : Vos socles pliés lourds se fissurent-ils et laissent apparaître le carton brut en magasin ? 👉 Demandez un audit gratuit de votre outillage de découpe ↗ — Pas d'intermédiaires. Vous parlez directement aux ingénieurs en structure.
À quoi servent les boîtes dans l'emballage ?
Les boîtes ne servent pas uniquement à contenir des objets. Dans le secteur du commerce de détail, elles constituent une structure porteuse active.
Les emballages en carton permettent de sécuriser le transport, d'optimiser le chargement des conteneurs et de favoriser une stratégie de merchandising dynamique. Au-delà du simple stockage, l'emballage technique constitue un outil marketing structurel : il influence l'expérience client, protège les composants fragiles et garantit le respect strict de l'image de marque tout au long des chaînes d'approvisionnement mondiales.
Cependant, lorsque les acheteurs oublient que ces structures doivent résister aux contraintes physiques du monde réel, leurs campagnes s'effondrent complètement.
Piège à friction de l'étrier de frein
Dans mon laboratoire d'essais, j'ai démontré que traiter un présentoir 3D comme une simple illustration 2D est le meilleur moyen de saboter le lancement d'un produit. Les acheteurs partent du principe que si les encoches s'alignent parfaitement sur un écran d'ordinateur, elles s'emboîteront sans problème sur la chaîne de montage. Ils ignorent complètement l'épaisseur physique du carton ondulé. Or, le pliage de carton ondulé bon marché consomme beaucoup de matière(16), ce qui provoque de graves défauts d'alignement et oblige les équipes de montage à forcer l'assemblage.
Dans mon usine, je constate régulièrement ce problème lorsqu'une demande de devis (RFQ) s'oriente aveuglément vers un carton structurel de qualité inférieure pour économiser 0,05 $ par unité. Le piège systémique commence avec un fichier CAO trop simplifié qui ignore la tolérance de pliage du matériau plus épais. Lors de mes premiers tests de préproduction sur la chaîne d'assemblage, les conséquences physiques ont été désastreuses. Un sous-traitant a tenté d'insérer une languette de verrouillage dans une rainure prévue pour du carton cannelé E, mais comme l'acheteur avait opté pour du carton cannelé B17 , sans ajuster le gabarit, les pièces se sont bloquées violemment. J'ai sorti mon micromètre numérique et mesuré un chevauchement de 2,03 mm qui déchirait activement le revêtement imprimé. Une fois que l'équipe des achats m'a autorisé à ajuster les calculs structurels, le matériau lui-même a fait le travail. J'ai utilisé un logiciel paramétrique pour intégrer automatiquement des algorithmes de compensation d'épaisseur précis, élargissant les rainures de réception pour correspondre exactement au rayon de pliage. En imposant cet ajustement de tolérance de 2,03 mm, j'ai permis de réduire le temps d'assemblage du conditionnement de 28 secondes par unité, ce qui a permis à la marque d'économiser environ 2 800 $ en frais de main-d'œuvre.
| Métrique d'assemblage | Logique 2D plate | Calculs de l'outil de mesure 3D |
|---|---|---|
| Largeur de la fente | Dimensions exactes de l'onglet | Rayon de pliage compensé |
| Manipulation de planches | Brouillage physique forcé | Glissement sans frottement |
| Impact sur le travail | Martelage manuel coûteux | Verrou modulaire rapide |
Je ne laisserai pas une géométrie défectueuse ralentir votre chaîne d'approvisionnement. Seule une précision mathématique rigoureuse en prépresse me permet de garantir un déploiement sans accroc.
🛠️ Harvey's Desk : Vos sous-traitants vous facturent-ils des frais cachés parce que vos présentoirs sont trop difficiles à assembler ? 👉 Obtenez un contrôle gratuit de la tolérance des encoches ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Pour réussir en magasin, il faut oublier les idées reçues et concevoir des présentoirs capables de contourner les contraintes physiques de l'entreposage, la déformation due à l'humidité et les frottements importants lors de l'assemblage. Le mois dernier, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des distributeurs. Si vous pensez que votre configuration actuelle nuit à votre rentabilité en raison de tolérances de fabrication insuffisantes ou de limitations d'outillage, laissez-moi analyser gratuitement vos fichiers structurels ↗ pour optimiser votre prochaine campagne.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Les normes techniques d’ingénierie de l’emballage expliquent comment l’orientation des cannelures et l’alignement géométrique déterminent la valeur du test de compression de la boîte (BCT). Rôle de la preuve: fondement technique ; type de source : manuel d’ingénierie. Appuie : la nécessité de la précision géométrique par rapport à l’épaisseur. Note de portée : s’applique spécifiquement à la capacité de charge verticale.
« Identification des caractéristiques géométriques du carton ondulé à l'aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10346967/. La littérature scientifique sur l'emballage démontre que les défauts d'alignement ou les dimensions incorrectes entraînent des défaillances par flambage, quelle que soit la qualité du matériau. Rôle de la preuve : validation causale ; type de source : étude académique. Affirmation : risque de défaillance du fond des cartons de dimensions incorrectes. Note de portée : axé sur les environnements d'empilage en entrepôt .
« [PDF] Effet du décalage des boîtes palettisées sur la résistance à la compression des emballages unitaires… », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. [La documentation technique sur l'emballage explique comment le débordement déplace la compression verticale des angles structurels vers les parois latérales plus fragiles, réduisant considérablement la capacité de charge de la boîte]. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Justification : Rupture structurelle due au débordement. Remarque sur la portée : S'applique principalement aux conteneurs d'expédition en carton ondulé .
« Optimisation des palettes : l’impact du choix des cartons sur les coûts d’expédition », https://presidentcontainergroup.com/pallet-optimization-101-how-box-selection-impacts-shipping-costs/. [Les indicateurs de performance du secteur de la logistique quantifient la corrélation entre la précision de l’empreinte au sol des palettes et la réduction des pertes et rebuts de produits liés au transport]. Type de preuve : validation quantitative ; source : rapport d’analyse de la chaîne d’approvisionnement. Avantages : gain financier grâce à une empreinte au sol personnalisée. Remarque : les pourcentages peuvent varier en fonction de la fragilité du produit .
« Adhésifs de lamination pour feuilles, films et papiers », https://www.capitaladhesives.com/applications/lamination/ . [Une source technique de référence en science des matériaux détaillerait comment le retrait différentiel et la tension superficielle se produisent lors de la lamination de supports papier différents avec des adhésifs industriels]. Rôle de la preuve : Vérification technique ; type de source : Revue de science des matériaux ou manuel d’ingénierie de l’ emballage. Sujet : La cause mécanique du cintrage des présentoirs laminés. Note de portée : Se concentre sur la physique du collage entre des papiers de différents grammages.
« Comprendre l’emballage lithographié-laminé », https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging . [Les spécifications techniques de la lithographie-laminage haut de gamme confirment l’exigence d’un papier kraft vierge à grammage élevé pour garantir la stabilité structurelle]. Rôle de la preuve : vérification factuelle ; type de source : spécification technique. Sujets abordés : choix du substrat en lithographie-laminage. Note relative au champ d’application : Spécifique aux normes d’emballage industriel.
« Comment fabriquer une boîte en forme de cœur craquelé avec de la colle uniquement », https://www.youtube.com/watch?v=hHSI89dOHNc . [Les fiches techniques des adhésifs confirment que les mélanges de PVA à faible teneur en humidité minimisent l'absorption d'eau et réduisent la déformation due à la tension superficielle ] . Rôle de la preuve : vérification technique ; type de source : revue scientifique des matériaux. Appui : utilisation d'adhésifs spécifiques pour prévenir le gauchissement. Note sur la portée : porte sur les propriétés adhésives du PVA.
« Comment la planéité et la stabilité influencent vos emballages – Iggesund », https://www.iggesund.com/es/insights/paperboard-know-how/paperboard-manual/paperboard-manual-publication/baseboard-physical-properties/flatness-and-stability/. [Les manuels de fabrication pour la lithographie-lamination décrivent le processus de polymérisation duplex équilibrée comme une méthode permettant de maintenir la planéité des supports laminés]. Rôle de la preuve : vérification du processus ; type de source : manuel de fabrication. Appui : méthode pour obtenir une planéité de surface. Note de portée : s’applique au carton laminé duplex .
« PLIS ET PLIE », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Des recherches en science des matériaux identifient le point de rupture par traction des supports papier soumis à des angles de pliage aigus sans pré-rainurage approprié]. Type de preuve : analyse de la rupture mécanique ; type de source : étude académique. Sujet : le phénomène de fissuration du support en carton cannelure B. Remarque : l’effet est exacerbé par la rigidité de certains vernis d’impression .
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . [Les normes de l'industrie de l'emballage définissent les rayons de courbure minimaux des matériaux ondulés afin de prévenir toute rupture structurelle lors du pliage]. Type de preuve : spécification technique ; type de source : manuel industriel. Justification : limitations géométriques du carton ondulé. Remarque : les spécificités varient selon la taille des cannelures et le grammage du support.
« Matrice de rainage pour carton ondulé – Système Cito », https://www.cito.de/en/GB/cito/products-corrugated-board/creasing-matrix-corrugated-board/ . [Les manuels techniques de découpe décrivent comment une matrice de rainage agit comme une enclume de support pour prévenir la rupture de la feuille supérieure en contrôlant la compression des fibres]. Rôle de la preuve : validation technique ; type de source : manuel industriel. Éléments étayés : le mécanisme de prévention de la rupture des fibres. Note relative au champ d’application : Spécifique à la découpe haute pression du carton ondulé.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopGeq-7ZA_OivXl-46Ir7og5XQSwXGZRSDmtNpayvj9hB1wY_LC . [Les spécifications des presses industrielles indiquent le tonnage nécessaire pour rainurer et découper efficacement les matériaux kraft vierges de type B-cannelure en fonction de la surface de la matrice]. Preuve : vérification quantitative ; type de source : fiche technique. Appuie : la validité de la mesure de pression mentionnée. Remarque : les valeurs de pression réelles varient en fonction de l'encombrement total de l'outil.
« Matrices de découpe en acier pour emballages : plastiques, mousses et carton ondulé », https://www.keydies.com/steel-rule-dies/packaging.htm. [Un manuel technique ou un guide de l’industrie de l’emballage expliquerait comment une matrice de découpe en acier sans matrice provoque des concentrations de contraintes entraînant la rupture des fibres dans la couche supérieure de protection]. Rôle de la preuve : mécanisme technique ; type de source : norme industrielle/manuel technique. Appui : impact de la configuration standard sur la réaction des fibres. Note de portée : spécifique aux couches supérieures de protection à grammage élevé .
« C&T ajoute une matrice de rainage à enclume – ThePackagingPortal.com », https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/ . [Les spécifications techniques des matrices de rainage décrivent comment l'enclume soutient les cannelures pour éviter leur affaissement et favoriser leur étirement lors du rainage]. Niveau de preuve : spécification technique ; type de source : guide de fabrication. Appui : avantages du calibrage de la matrice sur la réaction des fibres. Remarque : s'applique à des profils de cannelures spécifiques.
« Matrice métallique vs. matrice plastique – A & A Graphic Dies », https://graphicdies.com/metal-matrix-vs-plastic-matrix/. [Des rapports comparatifs de l'industrie sur le rendement en déchets démontrent la réduction des fissures de revêtement lors de l'utilisation d'une enclume à matrice par rapport à une matrice à règle nue]. Rôle de la preuve : indicateur de performance ; type de source : livre blanc industriel. Appuie : amélioration du rendement en déchets grâce à l'étalonnage de la matrice. Note de portée : représente des conditions de fabrication idéales. ↩
« [PDF] Les rigidités en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . [Une source faisant autorité en matière de conception d'emballages structurels expliquerait le concept de tolérance de pliage et l'influence de l'épaisseur du matériau sur les dimensions finales du carton plié]. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie. Appuie : L'affirmation selon laquelle négliger l'épaisseur du matériau entraîne un défaut d'alignement lors de l'assemblage. Remarque sur la portée : L'applicabilité dépend du profil et de l'épaisseur spécifiques du carton.
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les normes industrielles relatives au carton ondulé définissent l’épaisseur nominale et le profil de cannelure du matériau de type B afin d’assurer la compatibilité avec les gabarits de découpe]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Éléments d’appui : les dimensions physiques du matériau utilisé. Remarque : l’épaisseur réelle peut varier légèrement en fonction du fabricant et du grammage du revêtement .



