
La conception d'un dispositif de point de vente nécessite de trouver un équilibre entre le respect strict des réglementations des détaillants, la psychologie du consommateur et les contraintes de la chaîne d'approvisionnement.
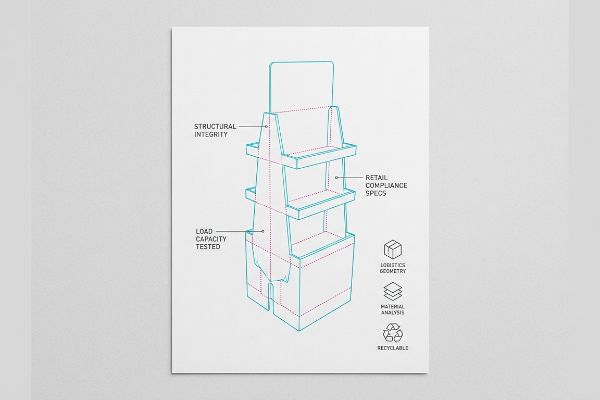
La conception d'un présentoir PLV exige d'intégrer l'intégrité structurelle, le merchandising visuel et le strict respect des normes des distributeurs. Le processus comprend l'évaluation des matériaux d'emballage, l'analyse de la géométrie logistique et le test des capacités de charge dynamique afin de garantir que le présentoir résiste aux chocs liés au transport et stimule efficacement les achats impulsifs en magasin.
Nombre de fondateurs de marques considèrent ces structures comme de simples cartons pliés, mais leur intégration sur le marché nord-américain exige une ingénierie de précision. Analysons les mécanismes d'un déploiement réussi.
Quels sont les facteurs clés à prendre en compte lors de la conception ?
Vos choix initiaux en matière de structure déterminent si votre présentoir atteindra la surface de vente ou s'il sera rejeté au quai de réception.
Les facteurs clés comprennent le respect strict des contraintes spatiales, la capacité de charge dynamique et les directives spécifiques des détaillants. L'évaluation de ces éléments physiques garantit que l'unité conçue répond parfaitement aux exigences logistiques, prévient les perturbations de la chaîne d'approvisionnement et s'adapte aux contraintes de stockage en entrepôt et aux dimensions obligatoires des allées en magasin.

Il est tentant de concevoir une structure universelle pour réaliser des économies, mais cette hypothèse se heurte rapidement à la réalité du commerce de détail.
Gestion des contraintes spatiales et des cadres de vente au détail
Même les équipes d'approvisionnement les plus expérimentées tentent souvent de réduire de moitié un présentoir pour créer un comptoir de vente. Elles partent du principe que la réduction des dimensions préserve mathématiquement l'intégrité structurelleet les proportions esthétiques. Cette approche générique considère les zones de vente comme des environnements interchangeables.
Je constate constamment ce problème lors de l'évaluation des fichiers CAO (Conception Assistée par Ordinateur) pour les déploiements en grande surface. Impossible de simplement réduire la taille d'un présentoir de sol, car ceux-ci sont soumis à la limite de palette GMA de 121,9 × 101,6 cm (48 × 40 pouces) pour la logistique des entrepôts lourds. À l'inverse, les présentoirs de comptoir doivent impérativement respecter la plage de portée avant de 38,1 à 121,9 cm (15 à 48 pouces) imposée par la norme ADA . Lorsque les clients exigent un ajustement « à la va-vite », je subis le grincement exaspérant du carton ondulé épais qui se déforme sous le poids inégal des contrepoids. En séparant définitivement les processus d'ingénierie pour les zones de sol et de comptoir, j'élimine les frictions qui ralentissent les lignes de conditionnement d'environ 30 %, garantissant ainsi l'acceptation immédiate du présentoir par le responsable du magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Mise à l'échelle des unités de plancher à la taille du comptoir | Séparation des filières ADA et GMA4 | Empêche le rejet du détaillant |
| En ignorant les limites de portée avant | Ingénierie dans une fenêtre de 15 à 48 pouces5 | Garantit l'accessibilité des acheteurs |
| La palette en bois dépasse | Application d'une règle CAO de porte-à-faux nul6 | Empêche le flambage des transports en commun |
Je refuse de concevoir un système hybride s'il contrevient aux réglementations strictes concernant les allées. En imposant des dimensions spécifiques à chaque zone, je protège votre campagne contre les refacturations coûteuses et garantis une exécution sans accroc en magasin.
🛠️ Le bureau de Harvey : Vos dimensions d'espace actuelles sont-elles dangereusement proches de la non-conformité des allées ? 👉 Demandez un audit spatial ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelles sont les erreurs courantes concernant les présentoirs PLV ?
Négliger les tolérances mécaniques lors de la phase de conception graphique est le moyen le plus rapide de faire dérailler un calendrier de production en série.
Les erreurs courantes comprennent des marges de débordement insuffisantes, une mauvaise compensation de l'humidité et le recours à des matériaux génériques de qualité inférieure. Corriger ces problèmes dès le début permet d'éviter l'exposition des bords bruts, d'empêcher le flambage des structures pendant le transport maritime et d'éliminer complètement les frottements importants lors de l'assemblage, qui interrompent fréquemment les lignes de conditionnement automatisées à grande vitesse lors de la livraison finale.
Les graphistes sont formés pour créer de belles choses à l'écran, mais les pixels numériques ne se comportent pas comme du papier physique.
Piège à purge de la lithographie
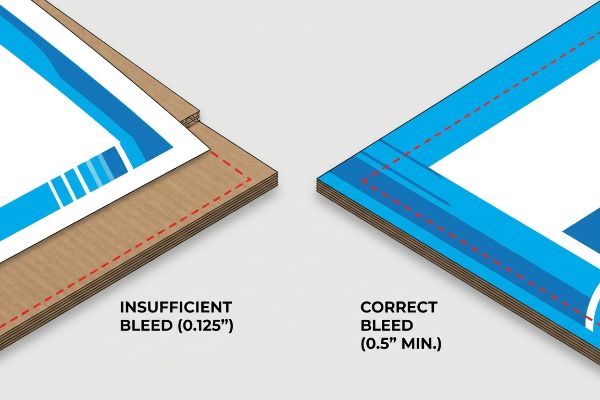
La plupart des agences de design appliquent un fond perdu standard de 3,17 mm (0,125 pouce)à leurs fichiers d'emballage. Elles partent du principe que l'impression grand format sur carton ondulé exige les mêmes tolérances strictes qu'une simple carte de visite ou une boîte pliante. Cette approche théorique néglige les contraintes physiques liées au montage automatisé des cartons.
Je vérifie toujours les marges de découpe en premier, car la lithographie-lamination consiste à coller physiquement des feuilles imprimées sur du carton ondulé épais à grande vitesse. Ce procédé de collage à l'aide de colle PVA (acétate de polyvinyle) humide crée intrinsèquement un décalage mécanique plus important.Lorsque les graphistes utilisent un fond perdu standard étroit, je vois la machine de découpe découper le carton et laisser des bavures – des bandes disgracieuses de carton brun brut exposées juste sur le bord plié avant. J'applique strictement une marge de fond perdu minimale de 12,7 mm (0,5 pouce)au -delà de la ligne de découpe, obligeant ainsi le visuel à recouvrir complètement chaque pli exposé, éliminant totalement le risque d'un défaut visuel pouvant entraîner un refus catégorique par le détaillant.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un dégagement standard de 0,125 pouce | Imposer un fond perdu minimum de 0,5 pouce10 | Élimine les bords bruns et rugueux |
| Alignement numérique de confiance | Prise en compte du déplacement de la colle physique11 | Préserve l'esthétique haut de gamme de la marque |
| Ignorer l'étirement du papier | Précompensation de l'épaisseur du panneau12 | Crée des coins pliés sans jointure |
Je refuse les fichiers prépresse entrants qui ne respectent pas ce seuil de fond perdu, car le repérer sur mes écrans prend cinq minutes, mais corriger un tirage avec des feuilles trop courtes anéantit tout votre budget marketing.
🛠️ Le bureau d'Harvey : Vous n'êtes pas certain que votre agence ait bien pris en compte le décalage mécanique de votre feuille de couverture ? 👉 Faites vérifier vos marges de fond perdu ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Quelles sont les caractéristiques essentielles d'un bon écran ?
Un point de vente performant doit allier stabilité structurelle et tactiques de merchandising visuel agressives pour capter le flux de clients.
Les caractéristiques clés privilégient une visibilité optimale du produit, un espacement structurel asymétrique et une rupture visuelle dynamique. L'intégration précise de ces éléments physiques attire activement l'attention du client de loin tout en offrant un dégagement mathématique suffisant pour prévenir durablement le déchirement du carton lors des opérations de réapprovisionnement en magasin effectuées par les vendeurs.

Concevoir une boîte qui se contente de supporter un poids est le strict minimum ; le véritable défi consiste à concevoir une structure qui mette activement en valeur le produit.
Maîtriser le continuum de l'engagement spatial
Les équipes marketing conçoivent souvent leurs présentoirs exclusivement pour une visualisation rapprochée sur des écrans d'ordinateur rétroéclairés. Elles remplissent chaque centimètre carré disponible de textes denses et de grilles de produits symétriques, espérant ainsi maximiser la quantité d'informations assimilées par le consommateur. Cette stratégie ignore totalement la réalité physique de la façon dont les clients pressés se déplacent dans les allées des magasins, éclairées de façon crue pardes.
Imaginez votre affichage comme un panneau publicitaire sur l'autoroute : si les automobilistes ne peuvent pas le lire à 105 km/h, les détails sont inutiles. Je conseille toujours aux marques de suivre la règle des 3-3-3 en matière d'engagement clientvente¹⁴, en veillant à ce que la structure capte l'attention à 9 mètres, suscite l'intérêt à 90 cm et génère une conversion à 7,5 cm. Lorsqu'une marque tente d'imprimer sept paragraphes de texte minuscule sur un titre, je constate que les consommateurs pressés passent leur chemin, submergés par le bruit visuel. Je conçois des formes découpées percutantes et j'impose un rebord de retenue avant découpé pour une visibilité de 85 %¹⁵, captant ainsi l'élément déclencheur psychologique du consommateur en trois secondes et améliorant considérablement le taux de conversion global de la campagne.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression de blocs de texte denses | Utilisation de points focaux découpés à l'emporte-pièce massifs | Attire l'attention à 9 mètres16 |
| Utilisation de grilles parfaitement symétriques | Mise en œuvre de séparateurs asymétriques | Crée une tension visuelle pour les acheteurs |
| Cacher des objets derrière des lèvres hautes | Découpe du rebord pour une visibilité de 85 %17 | Assure les conversions tactiles impulsionnelles |
J'élimine les messages marketing secondaires car la surcharge cognitive nuit aux achats impulsifs. En concevant un point focal unique et percutant, je concentre l'attention du consommateur précisément là où vous en avez besoin.
🛠️ Le bureau de Harvey : Votre design actuel crée-t-il un encombrement visuel en rayon ? 👉 Demandez une analyse de votre mise en page ↗ — Pas de formulaires interminables qui vous incitent à passer des heures à démarcher. Uniquement de la valeur ajoutée.
Quelles sont les 5 étapes de la création d'un affichage ?
Passer d'une esquisse conceptuelle à une palette de vente au détail nécessite de maîtriser des principes de physique mécanique complexes.
Les cinq étapes comprennent la conception de l'agencement, l'ingénierie précise de la compensation d'épaisseur, le calibrage des couleurs avant impression, les tests de transport structurels et l'assemblage final en série. Le respect de cette séquence opérationnelle rigoureuse permet de combler mathématiquement l'écart entre les illustrations numériques et les lois physiques de la chaîne d'approvisionnement, empêchant ainsi définitivement tout flambage catastrophique des matériaux.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les fibres de papier commencent à s'étirer.
Pourquoi les gabarits standard échouent-ils en usine ?
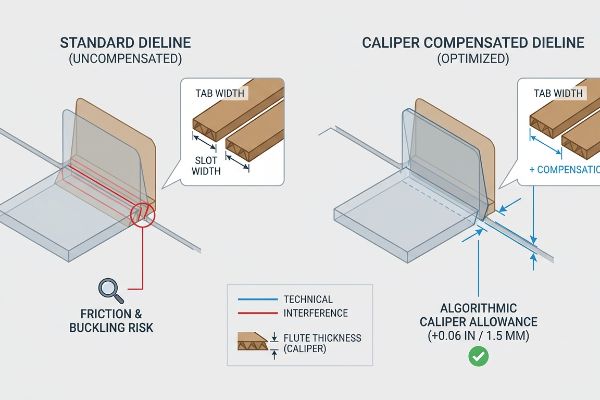
Une erreur fréquente, mais dangereuse, lors de la conception structurelle consiste à considérer les lignes numériques comme des éléments infinimentfins¹⁸. Les graphistes indépendants créent souvent des languettes et des fentes de pliage d'une largeur identique à celle du panneau correspondant dans leur logiciel d'illustration. Ils supposent que si la languette A s'emboîte parfaitement dans la fente B à l'écran, l'assemblage final se fera sans effort.
Dans mon usine, je constate régulièrement que cette hypothèse théorique engendre d'importants goulots d'étranglement dans la chaîne d'approvisionnement dès l'introduction du substrat physique. Lorsqu'une tôle ondulée épaisse se plie à 90 degrés, elle consomme environ 1,5 mm de matériau (0,06 pouce)en raison du rayon de courbure extérieur. Si je n'élargis pas la fente de réception dans la matrice pour compenser cette perte, l'équipe de conditionnement doit forcer les languettes, et j'entends le craquement insupportable des cannelures internes qui s'écrasent définitivement sous la pression. Je recrée mathématiquement ces fentes à l'aide de tolérances de pliage paramétriques, garantissant ainsi un assemblage des unités pré-remplies sans frottement. Cela réduit le temps d'assemblage de près de 45 secondes par unité et permet d'économiser des milliers d'euros en main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Onglets de dessin 1:1 avec fentes | Ajout d'une compensation algorithmique d'étrier20 | Garantit un co-packing sans friction |
| En négligeant le rayon de pliure | Élargissement des fentes pour l'étirement du papier | Empêche l'écrasement des cannelures internes21 |
| Utilisation d'outils raster Web | Ingénierie via des vecteurs CAO stricts | Maintient une capacité de charge de 2 500 lb22 |
Je refuse de transmettre un fichier aux tables de découpe sans vérifier la tolérance de pliage. Calculer l'épaisseur physique avant la production est le seul moyen d'éviter que votre sous-traitant ne gâche le lot.
🛠️ Le bureau d'Harvey : Savez-vous si la largeur de vos rainures de découpe tient compte du diamètre exact des cannelures de la carte ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez dans une production en série.
Conclusion
Vous pouvez choisir un fournisseur uniquement en fonction du coût unitaire brut, mais si un pli non compensé écrase les cannelures internes et ralentit votre chaîne de conditionnement d'environ 30 %, cette économie initiale anéantit la marge bénéficiaire de votre projet. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rejet d'impression. Ne vous fiez plus aux tolérances dimensionnelles : laissez-moi évaluer personnellement la mécanique de votre structure grâce à mon audit de découpe gratuit ↗ afin de détecter les points de friction critiques avant le lancement de la production en série.
« CONCEPTION STRUCTURELLE DES PRÉSENTATEURS POUR LE COMMERCE DE DÉTAIL INTERACTIF… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. Une source faisant autorité en ingénierie de l'emballage explique que la mise à l'échelle des dimensions sans ajustement de l'épaisseur du matériau (calibre) modifie la capacité de charge et la résistance au pliage. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Constat : l'incapacité de la mise à l'échelle mathématique à maintenir l'intégrité structurelle. Note de portée : spécifiquement pour les présentoirs en carton ondulé .
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. Vérification des dimensions standard des palettes de la Grocery Manufacturers Association (GMA) utilisées en logistique nord-américaine. Type de preuve : spécification technique ; source : norme industrielle. Justifie : l’exigence d’alignement des unités de stockage au sol avec les dimensions des palettes. Note relative à la portée : norme pour la logistique nord-américaine .
« Chapitre 3 : Pièces mobiles – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . Validation des directives de l’Americans with Disabilities Act (ADA) concernant la hauteur acceptable pour atteindre l’avant du comptoir. Rôle de la preuve : exigence légale ; type de source : réglementation gouvernementale. Appuie : les contraintes de conception des comptoirs. Note de portée : Spécifique aux normes d’accessibilité de l’ADA.
« Normes ADA pour la conception accessible », https://www.ada.gov/law-and-regs/design-standards/. La documentation de conformité sectorielle relative à l’Americans with Disabilities Act (ADA) et à la Grocery Manufacturers Association (GMA) explique la nécessité de processus de conception distincts afin de répondre aux différentes exigences réglementaires et spatiales. Rôle de la preuve : conformité réglementaire ; type de source : norme sectorielle. Appui : séparation des processus de conception. Note relative à la portée : spécifique aux normes de vente au détail nord-américaines .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Une source faisant autorité en matière d’ergonomie commerciale ou de directives d’accessibilité de l’ADA permettrait de vérifier les dimensions de portée spécifiques requises pour l’accessibilité des clients. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : mesures de limite de portée vers l’avant. Note de portée : spécifique à l’accessibilité des présentoirs en magasin .
« Modélisation prédictive du débordement des palettes lors de la compression des cartons… », https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3 . Les manuels d'ingénierie et de logistique confirment que l'absence de débordement des produits sur les palettes réduit le risque de flambage structurel pendant le transport. Éléments de preuve : principe d'ingénierie ; type de source : manuel de logistique. Sujet : impact de l'absence de débordement sur la stabilité du transport. Note relative au champ d'application : s'applique au fret palettisé.
« Impression à fond perdu : définition et utilisation – Binders, Inc. », https://www.bindersinc.com/resources/what-is-bleed-printing. Vérification de la norme industrielle relative aux marges de fond perdu pour l’impression commerciale en conception graphique et emballage structurel. Rôle de la preuve : validation factuelle ; type de source : manuel de l’industrie de l’imprimerie. Permet d’établir la mesure de référence utilisée par les organismes. Remarque : le fond perdu standard peut varier selon les exigences spécifiques de l’imprimeur .
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. Documentation technique expliquant comment l’humidité provenant des adhésifs PVA provoque une instabilité dimensionnelle et des déformations du carton imprimé lors de la lamination. Rôle de la preuve : Explication causale ; type de source : Manuel technique. Justification : Explication de l’augmentation des exigences en matière de fond perdu. Note de portée : Ce document porte sur l’interaction entre l’humidité et le substrat .
« Lamination lithographique – Packlane », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqfbWKlpoP4a_gOHLqdN-G8eUA9oPFGsUpf-b1XMGCdX3RGWFG0 . Spécifications industrielles d'emballage confirmant les marges de fond perdu recommandées pour éviter l'exposition des bords bruts lors de la lamination lithographique. Rôle de la preuve : Validation technique ; type de source : Norme industrielle. Supporte : La mesure spécifique des marges de fond perdu. Note de portée : S'applique spécifiquement à la production de carton ondulé à grande vitesse.
« Résistantes et esthétiques : Boîtes en carton ondulé lithographié », https://rockvalleypackaging.com/corrugated-boxes-litho-laminated-durable-and-eye-catching/ . Normes techniques relatives aux exigences de fond perdu pour la lithographie afin d'éviter la visibilité des bords bruts du carton ondulé. Type de preuve : spécification technique ; source : manuel de l'industrie de l'imprimerie. Appuie : la recommandation d'un fond perdu de 12,7 mm (0,5 pouce ) . Remarque : peut varier selon la qualité du carton.
« AMÉLIORER LA VISIBILITÉ DE LA MARQUE GRÂCE À DES PRÉSENTOIRS PERSONNALISÉS », https://www.bcipkg.com/elevating-brand-visibility-with-custom-pop-displays/ . Documentation technique sur le déplacement de matière et les variations de tolérance lors du collage de présentoirs grand format. Élément de preuve : tolérance de fabrication ; type de source : guide d’ingénierie d’emballage. Justifie : la nécessité de prévoir des marges d’alignement dans les visuels. Remarque : s’applique spécifiquement à la production en grande série.
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/ . Directives d'ingénierie pour le calcul de la tolérance de pliage et de l'épaisseur du matériau afin de garantir des plis impeccables dans les présentoirs en carton ondulé. Rôle de la preuve : spécification structurelle ; type de source : manuel de conception d' emballages. Justifie : l'exigence de prise en compte de l'étirement du papier et de l'épaisseur du carton. Note sur le champ d'application : s'applique principalement aux matériaux en carton ondulé à parois épaisses.
« Effets de l’éclairage dans les points de vente | Experts en éclairage TCP », https://www.tcpi.com/how-lights-impacts-psychology-mood-in-retail/ . Brève explication de la manière dont les études de suivi oculaire et de psychologie environnementale valident le comportement des consommateurs et les contraintes de visibilité dans les allées à forte stimulation visuelle . Rôle des preuves : validation ; type de source : étude académique. Affirme : le décalage entre la conception numérique et la réalité physique du commerce de détail. Précision : ce rapport concerne spécifiquement les environnements de biens de consommation courante (FMCG).
« L’importance de la règle des 3 pour vos présentoirs personnalisés », https://mcintyredisplays.com/blog/custom-store-displays/ . Un guide de référence sur les principes de conception en point de vente confirme la validité de l’heuristique de distance 3-3-3 pour évaluer l’engagement des consommateurs. Type de preuve : validation ; source : manuel sectoriel. Appui : normes d’ engagement spatial. Note de portée : heuristique générale pour les présentoirs sur le lieu de vente.
« AG 1091A : Présentoirs de marchandises en zone frontale », https://www.seattle.gov/transportation/permits-and-services/permits/applicant-guides/ag-1091a . Les normes techniques d’ingénierie relatives aux présentoirs de point de vente valideraient le pourcentage de visibilité spécifique offert par un rebord de retenue avant découpé. Rôle de la preuve : vérification technique ; type de source : guide de fabrication. Appui : efficacité de la conception structurelle. Note de portée : spécifique aux unités de vente au détail en carton.
« Stratégies d'engagement visuel pour stimuler les ventes dans les grandes surfaces », https://thelookcompany.com/blog/visual-engagement-tactics-that-drive-sales-for-big-box-retail/. Étude de référence sur les points focaux du merchandising visuel et la distance optimale pour capter le flux de clients. Type de données : validation quantitative ; source : étude de conception de points de vente. Conclusion : efficacité des points focaux découpés à grande échelle. Remarque : les distances peuvent varier en fonction de la hauteur sous plafond et de l'éclairage du magasin .
« Quelle est la hauteur moyenne des étagères de vente au détail ? – PopDisplay », https://popdisplay.me/what-is-the-average-retail-shelf-height/ . Spécifications techniques du secteur concernant la hauteur du rebord des étagères et sa corrélation directe avec le pourcentage de visibilité des produits. Type de preuve : spécification technique ; type de source : manuel d’ingénierie pour le commerce de détail. Appuie : l’affirmation selon laquelle une visibilité de 85 % optimise les conversions tactiles impulsives. Remarque sur le champ d’ application : s’applique aux présentoirs de point de vente standard.
« Conseils essentiels pour la conception d'encoches et de languettes pour l'assemblage de pièces en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA. Des guides d'ingénierie d'emballage faisant autorité expliquent la nécessité de prendre en compte l'épaisseur du matériau et les tolérances de pliage afin d'éviter toute défaillance structurelle lors de l'assemblage. Preuve : validation technique ; type de source : manuel de référence industriel. Justifie : l'exigence de tolérances lors de l'assemblage physique. Remarque : les tolérances spécifiques varient selon la densité du matériau et la qualité du carton .
« Détermination analytique de la rigidité en flexion d'un carton ondulé cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Vérification de la consommation d'épaisseur spécifique (tolérance de pliage) du carton ondulé cannelure E lors d'un pliage à 90°. Type de preuve : Vérification technique ; source : Manuel d'ingénierie de l'emballage. Justification : Nécessité de la compensation d'épaisseur dans la conception des découpes. Remarque : Les valeurs peuvent varier légèrement selon la qualité du carton.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . Explication de la manière dont l'ajustement des dimensions des languettes et des encoches en fonction de l'épaisseur du matériau (à l'aide d'un pied à coulisse ) garantit un assemblage correct. Type de preuve : spécification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'abandon des dessins à l'échelle 1:1. Note relative au champ d'application : s'applique spécifiquement aux matériaux en carton ondulé.
« [PDF] Spécifications pour le carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Explication technique montrant comment l’étirement du papier lors du pliage prévient la compression et la rupture des cannelures. Domaine de preuve : physique mécanique ; type de source : norme de science des matériaux. Justifie : l’exigence d’élargir les fentes en fonction du rayon de pliage. Note sur la portée : limité aux supports en carton ondulé .
« Présentoirs pour magasins-entrepôts : têtes de gondole, palettes et plus encore pour marchandises en vrac », https://www.qpack.com/retail-displays/pallet/club-store . Vérification des seuils de charge admissibles grâce à une ingénierie vectorielle CAO précise pour les présentoirs de palettes destinés à la vente au détail. Rôle de la preuve : indicateur de performance ; type de source : rapport d’ingénierie structurelle. Appuie : l’affirmation selon laquelle l’ingénierie vectorielle est nécessaire pour les capacités de charge élevées. Note sur la portée : spécifique aux configurations de présentoirs de palettes robustes.



