
Vos marges de vente au détail s'amenuisent-elles lors de la livraison du dernier kilomètre ? Choisir un sous-traitant d'emballage ne se résume pas aux coûts de main-d'œuvre ; il s'agit de survivre aux chaînes d'approvisionnement impitoyables des grandes surfaces.
Le choix d'un sous-traitant d'emballage implique d'évaluer ses compétences en ingénierie structurelle, son historique en matière de conformité et sa logistique de transport. Il est essentiel de privilégier les partenaires qui intègrent parfaitement les opérations de conditionnement à façon à la fabrication des présentoirs, garantissant ainsi la résistance des produits en magasin aux aléas du transport et minimisant le coût total de possession grâce à une efficacité optimale du conditionnement à plat.
Avant de confier votre stock coûteux, vous devez comprendre la réalité mécanique de ce qui se passe réellement sur la chaîne de montage.
Qu'est-ce qu'un conditionneur à façon ?
Le terme est souvent employé à tort et à travers lors des réunions d'approvisionnement, mais un véritable co-emballeur agit comme un rempart physique contre le refus des détaillants.
Un sous-traitant d'emballage est un partenaire de fabrication spécialisé qui prend en charge l'assemblage, la préparation des commandes et l'emballage prêt pour la vente. Au lieu de se contenter de fournir des cartons vides, il conçoit la structure, pré-remplit les présentoirs de point de vente et optimise l'ensemble pour une intégration parfaite aux réseaux logistiques rigoureux des grandes surfaces américaines.

Passer des définitions abstraites à la réalité de l'atelier révèle pourquoi séparer la fabrication de l'emballage représente un énorme handicap logistique.
Les mécanismes d'ingénierie du merchandising pré-rempli
Dans le domaine de l'ingénierie des structures, le conditionnement à façon assure la liaison mécanique entre le carton ondulé brut et sa mise en rayon. Une véritable opération de conditionnement à façon ne se limite pas à insérer les produits dans des boîtes standard. J'aligne mathématiquement la structure des séparateurs internes avec le centre de gravité du produit principal¹.Ainsi, lorsque le conteneur est chargé à bloc de marchandises lourdes, l' énergie cinétique verticale est transférée efficacement à travers les cannelures²au lieu d'écraser les panneaux latéraux.
Pour optimiser le chargement, j'ai conçu un système de plateaux modulaires « zéro frustration » pour la ligne de conditionnement. Au lieu d'utiliser du ruban adhésif manuel, nous utilisons des mécanismes de fond amovible pré-encollés³qui permettent à l'équipe d'assemblage d'ouvrir instantanément la structure. En intégrant la préparation physique des produits directement sur le site de production, nous éliminons le besoin d'expédier des emballages vides. Un seul conteneur de composants structuraux en carton ondulé, conditionnés à plat, remplace quatre conteneurs⁴de présentoirs rigides pré-assemblés. Cette solution logistique innovante pour les emballages à plat multiplie considérablement les coûts de chargement, réduisant drastiquement le coût final par unité avant même que le produit n'arrive en rayon.
| Métrique d'assemblage | Exécution générique | Conditionnement à façon technique |
|---|---|---|
| Mécanisme de configuration | Assemblage et pliage manuels | Fond de selle pré-collé5 |
| Volume de transit | Air volumétrique des navires | Marteau logistique à plat |
| Répartition de la charge | Placement aléatoire | Cannelures alignées par gravité6 |
Je considère le conditionnement à façon comme une équation physique rigoureuse. Si vous recherchez simplement une main-d'œuvre bon marché pour remplir des cartons, je ne suis pas la solution idéale ; je conçois des systèmes de conditionnement intégrés, spécifiquement adaptés aux déploiements à haut risque et à forte intensité dans le secteur de la distribution.
🛠️ Le bureau de Harvey : Vos lourds plateaux de caisse réduisent-ils considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Obtenez un audit gratuit de la densité de votre fret ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Comment choisir le bon emballage ?
Choisir le matériau optimal ne relève pas de l'esthétique ; il s'agit d'anticiper les contraintes environnementales. Un mauvais choix entraînera une déformation avant même le départ du port.
Le choix d'un emballage adapté nécessite le calcul des contraintes physiques, des conditions environnementales et de la densité du fret. Il est indispensable d'évaluer la résistance à la compression des bords de la matière première, de tenir compte de l'humidité ambiante de l'entrepôt et de s'assurer que la structure de l'emballage est compatible avec les contraintes de rotation spécifiques aux chaînes d'approvisionnement des grandes surfaces modernes.
Choisir un profil de matériau semble facile sur une feuille de calcul, mais les fibres organiques se comportent de manière radicalement différente lorsqu'elles sont soumises aux contraintes physiques réelles de la chaîne d'approvisionnement.
Le piège à fibres poreuses et à gonflement environnemental
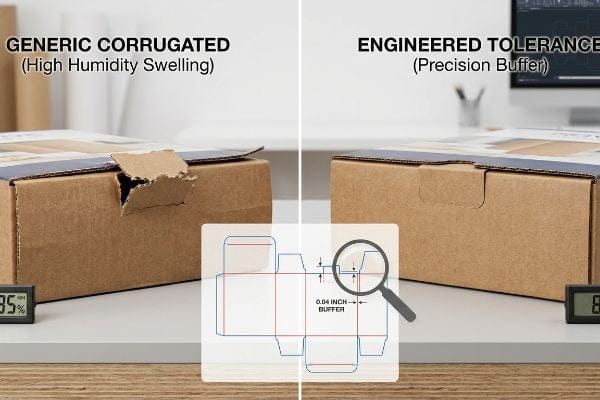
Lors de mes audits de gabarits clients, je constate fréquemment que les équipes marketing spécifient des tolérances de découpe standard basées uniquement sur l'épaisseur absolue du carton à sec. Elles supposent que le carton ondulé standard 32 ECT (Edge Crush Test) se comporte comme du plastique rigide. Elles oublient que le papier ondulé est fondamentalement une éponge organique poreuse<sup>7</sup>. Si vous expédiez vers un climat humide comme la Floride, ces fibres de papier vont se dilater<sup>8</sup>, transformant un ajustement théoriquement parfait en un goulot d'étranglement structurel susceptible de déchirer la feuille supérieure lors de l'assemblage.
Il ne s'agit pas que de théorie : je constate ce problème en production lors de l'évaluation de modèles génériques importés. Le mois dernier, un client m'a envoyé un fichier CAO (Conception Assistée par Ordinateur) vectoriel plat pour un présentoir de tête de gondole. L'équipe d'approvisionnement initiale avait complètement ignoré le gonflement du carton ondulé. Lors de mon essai de préproduction, l'humidité ambiante de l'usine a provoqué un gonflement du support de test d'environ 1,01 mm (0,04 pouce)<sup>9. Lorsque mes opérateurs ont tenté d'emboîter les languettes, le frottement important a écrasé la cannelure B<sup>10</sup>, déchirant gravement la feuille supérieure lithographiée. Mes vingt ans d'expérience sur le terrain m'ont appris à adapter immédiatement la stratégie de conception. J'ai intégré automatiquement une marge d'humidité mathématique dans nos profils de découpe CNC (Commande Numérique par Calculateur), en ajoutant un jeu supplémentaire précisément au niveau des encoches de réception. En imposant cette tolérance précise, j'ai permis de réduire le temps d'assemblage pour le conditionnement d'environ 35 secondes par unité, diminuant ainsi considérablement les coûts de main-d'œuvre et éliminant le risque de présentoirs endommagés en magasin.
| Facteurs environnementaux | Carton ondulé générique | Tolérance d'ingénierie |
|---|---|---|
| Dégagement de la fente | Ajustement précis de l'étrier à sec | tampon d'humidité de précision |
| Comportement des matériaux | Absorbe l'humidité et gonfle11 | Tolère l'expansion des fibres |
| Vitesse d'assemblage | Déchirure par friction massive | Diminution de 35 secondes/unité12 |
Je refuse que la théorie des bureaux climatisés dicte mes tolérances de fabrication. En tenant compte de la dilatation naturelle due à l'humidité, je garantis un processus d'assemblage sans friction, capable de résister aux rigueurs du transport maritime international.
🛠️ Harvey's Desk : Votre présentoir de comptoir actuel risque-t-il de se déchirer dans des conditions d'humidité élevée en usine ? 👉 Demandez votre audit structurel gratuit ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Comment choisir l'emballage ?
Le choix final d'un emballage exige une coordination sans faille de la chaîne d'approvisionnement. Une belle boîte est totalement inutile si elle s'affaisse sous son propre poids pendant le transport.
Le choix de l'emballage exige d'adapter la résistance des matériaux aux contraintes spécifiques de votre réseau de distribution. Il est indispensable de convertir mathématiquement vos cartons principaux en palettes fractionnées standard, de calculer les capacités de charge dynamique et de concevoir des structures sans porte-à-faux afin de garantir la résistance de votre stock physique à la forte compression verticale des conteneurs d'expédition à double empilement.

Les équipes d'approvisionnement prennent souvent des décisions basées sur le coût unitaire, ignorant totalement la géométrie physique des protocoles d'empilage des entrepôts.
Le débord de palette GMA et le piège à compression verticale
Lors de l'examen des demandes de prix pour les fournisseurs, je constate fréquemment que les acheteurs optimisent les dimensions de leurs cartons d'expédition afin d'y loger un maximum d'unités, partant du principe que la résistance à la compression du carton ondulé renforcé suffira à protéger les marchandises. C'est une grave erreur d'appréciation. La résistance d'un emballage en carton ondulé, mesurée par le test de compression BCT (Box Compression Test), dépend jusqu'à 60 % de l'alignement vertical de ses quatre coins. Privilégier le volume du carton à la géométrie standard des palettes compromet d'emblée l'intégrité structurelle de l'ensemble du chargement.
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience l'an dernier en testant un emballage optimisé pour un client du secteur de la quincaillerie . J'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un test de compression simulé sur un emballage qui dépassait de 14 pouces (35,6 cm) de seulement 0,62 pouce (15,7 mm) une palette standard GMA (Grocery Manufacturers Association) de 48 × 40 pouces (1219 × 1016 mm) . La liste de contrôle de conformité standard indiquait que tout était conforme. Debout à côté du testeur d'éclatement Mullen, j'ai vu le niveau inférieur, non soutenu, se courber vers l'extérieur avant d'émettre un craquement sonore et sinistre : la cannelure interne en C s'était complètement délaminée sous la pression dynamique de 567 kg. Les coins, suspendus au bois, ne supportaient aucun poids. Nous avons immédiatement interrompu le test et redessiné l'ensemble du gabarit dans ArtiosCAD. Nous avons réduit mathématiquement l'encombrement autorisé du carton de 12,7 mm (0,5 pouce) précisément afin de créer un emballage sans débordement. Cet ajustement de tolérance exact a permis de rétablir mathématiquement la résistance à la compression des coins à 60 %<sup> 15 </sup>, éliminant ainsi totalement les dommages liés au transport lors des trajets en conteneurs 40HQ à double empilement et évitant au client des milliers d'euros de refacturations de la part des détaillants. J'investis énormément de temps et d'argent dans mon laboratoire de tests pour que vous n'ayez pas à subir de pertes de profits en magasin.
| Indicateur logistique | Expéditeurs génériques | Géométrie sans porte-à-faux |
|---|---|---|
| Alignement des coins | Débord de terrasse de 15,7 mm16 | Support palette à 100% |
| Force BCT | Perte de 60 % de la capacité de charge17 | Conserve une compression maximale |
| Survie à chargement par le haut | Se délamine sous charge | Résiste à l'empilement double |
Je conçois chaque carton principal en tenant compte des contraintes physiques de la palette sur laquelle il repose. Négliger les contraintes spatiales de la logistique standard réduira inévitablement vos marges.
🛠️ Le bureau d'Harvey : Vos cartons d'expédition subissent-ils des microfissures lors du transport de conteneurs à double empilage ? 👉 Demandez un calcul gratuit de compression verticale ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quels facteurs devez-vous prendre en compte pour l'emballage de votre produit ?
Se concentrer uniquement sur l'aspect visuel en négligeant la chimie structurelle est une erreur fatale. L'emballage de vente au détail exige un équilibre entre impact esthétique et résistance physique à toute épreuve.
Le choix des matériaux d'emballage implique de privilégier la résistance à l'écrasement des bords, la conformité aux normes de présentation en magasin et l'utilisation de revêtements écologiques. Il est essentiel d'évaluer l'impact des laminations tactiles sur l'intégrité structurelle, de garantir la lisibilité des codes-barres conformément aux exigences strictes de lecture pour les grands formats et d'équilibrer le budget alloué aux films décoratifs avec la capacité de charge dynamique du carton.

Alors que les équipes marketing s'obsèdent sur les couleurs de la marque et les laminations douces au toucher, c'est la réalité structurelle sous-jacente qui détermine le succès ou l'échec de la campagne.
Dégradation de l'ECT cosmétique et défaillance de la charge supérieure
Lors de mes audits d'échantillons de présentoirs concurrents, je constate fréquemment une stratégie de substitution très dangereuse. Les services d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses, comme le pelliculage métallisé intégral, comme des impératifs marketing incontournables. Pour compenser ces coûts de production exorbitants, ils réduisent secrètement la résistance à la traction (ECT) du carton ondulé de base, la faisant passer d'une valeur élevée de 32 à une valeur faible de 26.Cettemodification diminue considérablement la densité des fibres au niveau des cannelures,donnant naissance à une boîte d'apparence haut de gamme qui n'est en réalité qu'une coquille d'œuf vide.
Ce n'est pas qu'une simple théorie : je le constate en test lorsqu'un nouveau client me confie un prototype défectueux provenant d'un fournisseur moins cher. Le trimestre dernier, une marque d'électronique m'a envoyé une demande de devis pour un de soldont le plateau avait été délibérément dégradé afin d'économiser seulement 0,08 $ par unité, tout en conservant un stratifié PLA (acide polylactique) épais. Lors de mon test de compression initial avant production, les cannelures 26 ECT, fragilisées, se sont déformées sous une pression de seulement 20,4 kg (45 lb20 ). J'ai relevé les mesures au micromètre et prouvé à l'acheteur qu'il était inutile de surdimensionner la structure avec des clips internes en plastique coûteux ; il suffisait de supprimer les éléments superflus. Une fois l'autorisation du service des achats obtenue pour modifier la nomenclature Excel, j'ai rétabli le matériau standard 32 ECT et remplacé le film coûteux par un revêtement aqueux à haute teneur en solides. En imposant ce réalignement des matériaux, nous avons obtenu une réflexion brillante de qualité supérieure tout en garantissant mathématiquement que l'écran pouvait résister à une charge statique de 250 lb (113,3 kg)21, évitant ainsi des risques importants d'effondrement en magasin.
| Facteur d'emballage | Focus cosmétique | Priorisation structurelle |
|---|---|---|
| Force du conseil | Déclassé à 26 ECT | Norme Virgin 32 ECT22 |
| Finition de surface | Feuille d'aluminium épaisse et coûteuse | Revêtement aqueux à haute teneur en solides |
| Capacité de charge | Boucles à 20,4 kg23 | Supporte une charge maximale de 113,3 kg24 |
Je suis fermement convaincu que l'intégrité structurelle ne doit jamais être sacrifiée pour financer le budget marketing consacré aux finitions haut de gamme. Une véritable ingénierie commerciale allie innovation visuelle et robustesse physique.
🛠️ Le bureau d'Harvey : Votre lamination épaisse en feuille d'aluminium compromet-elle secrètement la résistance aux chocs des bords de votre planche ? 👉 Obtenez une analyse gratuite des spécifications des matériaux ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
En prenant en compte le gonflement dû à l'humidité, en assurant un alignement précis des palettes et en optimisant la résistance à l'écrasement des bords, nous empêchons les présentoirs trop lourds de s'effondrer et de nuire à vos marges en caisse. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Si vous souhaitez garantir le succès de votre prochain lancement de produit face aux contraintes logistiques des grandes surfaces, laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit gratuit de conformité et de densité de fret ↗.
« Séparateurs en carton-fibre : une solution intelligente aux défis de l'expédition », https://www.premier-packaging-products.com/products/fiberboard-divider/. [Les normes d'emballage industriel détaillent l'utilisation de séparateurs internes pour aligner la répartition du poids avec le centre de gravité afin d'assurer la stabilité structurelle]. Rôle de la preuve : validation de processus ; type de source : guide d'ingénierie logistique. Appui : la méthode d'utilisation de séparateurs pour le renforcement structurel. Note de portée : axé sur l'emballage de marchandises lourdes .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Ce document de science des matériaux explique comment l’orientation verticale des cannelures du carton ondulé maximise la résistance à la compression pour supporter les charges]. Rôle de la preuve: validation technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle les cannelures empêchent l’affaissement des panneaux latéraux. Note de portée : s’applique spécifiquement à la capacité de charge verticale.
« Boîtes à fond automatique | Emballage sécurisé et efficace par PM Packaging », https://pmpackaging.com/product-catalog/boxes-and-cartons/auto-bottom-boxes . [La documentation technique relative à l'ingénierie de l'emballage définit la construction à fond automatique comme une méthode permettant d' éliminer le ruban adhésif et d'accélérer l'assemblage]. Rôle de la preuve : spécification technique ; type de source : norme de fabrication. Contribue à : l'efficacité de l'assemblage. Remarque concernant la portée : s'applique à certains grammages de carton ondulé.
« Kit à plat vs Kit entièrement assemblé : quelle solution est la plus rentable ? », https://www.samtop.com/flat-pack-vs-fully-assembled-display/. [Les analyses comparatives logistiques pour l’expédition de carton ondulé démontrent les taux de réduction volumétrique obtenus grâce au conditionnement à plat des composants structurels par rapport aux présentoirs rigides]. Type de preuve : indicateur quantitatif ; source : livre blanc sur la chaîne d’approvisionnement. Objectif : réduction des coûts logistiques. Remarque : les taux réels varient selon la géométrie du présentoir .
« Boîte à fond autobloquant : une analyse complète – Agreen packaging », https://www.packaging.vip/packaging-design-case/auto-lock-bottom-box-a-comprehensive-analysis/?srsltid=AfmBOorSTkBLiJC4gWnwy7u2NZMc9oZ_PiWhT0GpIDqLAEOolUEKGpoT . [Les normes industrielles d'emballage décrivent comment les boîtes à fond autobloquant éliminent le besoin de ruban adhésif et accélèrent l'assemblage grâce à une conception structurelle]. Rôle de la preuve : Spécification technique ; type de source : Manuel d'ingénierie de l' emballage. Apport : Vitesse d'assemblage du co-emballage technique. Note sur le champ d'application : S'applique spécifiquement aux emballages en carton ondulé.
« Comprendre les cannelures du carton ondulé | Systèmes d'emballage professionnels », https://www.propacmaterials.com/packaging-materials/corrugated-shipping-cases/understanding-corrugated-flutes/. [La documentation en science des matériaux et en génie des structures explique comment l'alignement des cannelures du carton ondulé avec la direction de la gravité maximise la résistance à la compression]. Niveau de preuve : Spécification technique ; type de source : Revue de science des matériaux. Apports : Efficacité de la répartition des charges. Note de portée : S'applique à l'empilage vertical et à la résistance à la compression .
« Préparation et propriétés de films à base de cellulose régénérée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC7513365/. [La littérature scientifique sur la cellulose décrit comment le carton ondulé se comporte comme un matériau hygroscopique qui absorbe la vapeur d'eau de l'environnement.] Type de preuve : fait technique ; type de source : manuel de science des matériaux. Argument : la porosité des fibres de papier. Remarque : s'applique aux fibres organiques non traitées .
« Effets de l’humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Les normes d’ingénierie pour l’emballage spécifient le coefficient de dilatation du carton ondulé exposé à une humidité relative élevée]. Type de preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Sujet : dilatation physique des fibres en climat humide. Remarque : dépend de la qualité spécifique du carton .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Les spécifications techniques du carton ondulé fournissent la stabilité dimensionnelle et les coefficients de dilatation des emballages de test exposés à différents niveaux d'humidité]. Rôle de la preuve : vérification factuelle ; type de source : manuel de science des matériaux. Appui : la mesure précise du gonflement du matériau. Note de portée : les taux de dilatation dépendent de la qualité spécifique du carton de couverture .
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [La littérature technique sur l’emballage détaille la résistance à la compression de la cannelure B et les points de rupture structurelle causés par un frottement d’insertion excessif]. Rôle de la preuve : mécanisme technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : le lien de causalité entre le frottement et la rupture structurelle. Note de portée : spécifique à la géométrie de la cannelure B.
« Humidité et hygrométrie : leur impact sur l'intégrité des emballages pliants », https://brownpackaging.com/moisture-and-humidity-how-they-affect-folding-carton-integrity/. [Une source faisant autorité en science du papier documenterait le taux d'absorption de l'humidité atmosphérique par les fibres de cellulose et l'instabilité dimensionnelle qui en résulte]. Niveau de preuve : fait technique ; type de source : ouvrage de référence en science des matériaux. Appui : comportement des matériaux du carton ondulé générique. Remarque : les effets varient selon le grammage et le revêtement du papier .
« Le rôle de l’emballage dans la réduction des temps de manutention en bord de ligne… », https://honecore.com/blogs/the-role-of-packaging-in-reducing-line-side-handling-time-in-assembly-plants/ . [Des données de référence en ingénierie industrielle ou des données de fabricants permettraient de démontrer empiriquement les gains de temps lors de l’assemblage manuel ou automatisé grâce à la réduction des frottements par des tolérances optimisées]. Type de preuve : indicateur quantitatif ; source : rapport de performance industrielle. Objectif : augmentation de la vitesse d’assemblage. Remarque : les indicateurs varient selon l’échelle du produit.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour un… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Un manuel d'ingénierie ou une norme de l'industrie de l'emballage définit la contribution de l'alignement des coins à la capacité du test de compression de boîte (BCT)]. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Appuie : L'affirmation selon laquelle la verticalité des coins est le principal facteur déterminant la résistance à la compression. Remarque : Les pourcentages exacts peuvent varier selon la qualité du matériau .
« Palette GMA : Dimensions, qualités et prix (Guide 2026) », https://www.repackify.com/blog/what-is-a-gma-pallet-48×40-standard-grades-pricing?srsltid=AfmBOoqq5HmsiuWm1MSF2gnHaKYGzQ7pqx6S8itYOq8fM8KQGurMjU9X. [Les normes industrielles pour la logistique nord-américaine confirment les dimensions officielles de la palette de la Grocery Manufacturers Association (GMA)]. Rôle de la preuve : Vérification factuelle ; type de source : Norme industrielle. Concerne : Dimensions standard des palettes. Remarque : S’applique aux palettes de qualité standard GMA .
« Prédiction de l’effet du débordement de la palette sur la compression du carton… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [La littérature technique sur l’emballage relative à l’« effet de débordement » démontre que l’élimination du débordement du carton rétablit la résistance à la compression verticale critique en garantissant que le poids repose sur les coins]. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie de l’emballage. Éléments à prendre en compte : Relation entre l’absence de débordement et l’intégrité structurelle. Remarque : Les pourcentages de récupération de la résistance varient en fonction du matériau et du degré de débordement .
« Qu'est-ce qu'une palette PDQ ? – PopDisplay », https://popdisplay.me/zh-cn/%E4%BB%80%E4%B9%88%E6%98%AFpdq%E6%89%98%E7%9B%98/ . [Les spécifications techniques relatives aux dimensions des palettes GMA et aux encombrements standard des expéditeurs vérifient la mesure précise du débordement courant]. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Permet de quantifier le jeu de désalignement. Remarque concernant la portée : Spécifique aux configurations de palettes GMA standard.
« [PDF] Effet du décalage des boîtes palettisées sur la résistance à la compression des emballages unitaires… », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac . [Des études d'ingénierie de l'emballage et des données de tests de compression de boîtes (BCT) quantifient la réduction drastique de la résistance verticale lorsque les coins ondulés ne sont pas soutenus]. Rôle de la preuve : Indicateur de performance quantitatif ; type de source : Étude d'ingénierie. Éléments à prendre en compte : La corrélation entre le débordement et la rupture structurelle. Remarque: Les résultats peuvent varier selon la qualité du carton ondulé.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOor6a99aeDF5FBqFCxeKmNlHI9PBYJX2dmNIsJojFiayt5LQ32v4 . [Les normes d'ingénierie de l'emballage définissent les différences précises de capacité de charge et de compression entre les indices de résistance à l'écrasement des bords (ECT) de 32 et 26 ] . Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Appui : Déclin de l'intégrité structurelle. Note de portée : Spécifique au carton ondulé.
« [PDF] Relation entre la résistance à la traction électrique du carton ondulé et… », https://repository.up.ac.za/server/api/core/bitstreams/6f377e8a-42a7-4ffe-991b-0671f2d64b90/content. [Des recherches en science des matériaux sur le carton expliquent comment des valeurs de résistance à la traction électrique plus faibles sont obtenues en réduisant le grammage ou la densité de fibres du matériau de cannelure]. Rôle de la preuve : Mécanisme causal ; type de source : Revue de science des matériaux. Appui : Explication de la rupture structurelle. Note de portée : S’applique aux emballages à base de fibres .
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/ . [Les manuels techniques des emballages en carton ondulé spécifient les limites de charge du carton 26 ECT afin de valider le point de rupture structurelle]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : seuil de rupture structurelle. Remarque : la capacité de charge réelle dépend de la géométrie de la boîte et de l’orientation des cannelures.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les données techniques du carton ondulé 32 ECT indiquent la résistance à la compression nécessaire pour supporter des charges statiques élevées]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supporte : la capacité de charge. Note de portée : le calcul suppose l’utilisation de fibres vierges et une conception structurelle optimale .
« Guide de résistance des boîtes en carton ondulé : qualités de cannelures, indices ECT et résistance à la compression des parois… », https://anchorbox.com/corrugated-box-strength/ . [Les normes industrielles relatives aux indices de résistance à la compression des bords (ECT) définissent la capacité structurelle et la résistance à la compression des panneaux de fibres vierges ECT 32]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Apport : hiérarchisation de la résistance des panneaux. Note relative au champ d’application : s’applique aux spécifications des panneaux de fibres ondulés.
« Explication des indices ECT : leur importance pour vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOooMDfKRUVenFTdMpPZUB2FuCMwvGyIjsCEmWT2PTkKpFtlmu9OS . [Des tests empiriques de résistance des cartons à faible ECT identifient le seuil de pression verticale précis à partir duquel le flambage structurel se produit]. Type de preuve : mesure empirique ; source : rapport d’essai technique. Justification : défaillance de la capacité de charge , priorisation esthétique. Remarque : le point de défaillance varie selon les dimensions de la boîte.
« Spécifications des boîtes en carton ondulé 32 ECT : Guide ultime – Lansbox », https://lansbox.com/32-ect-corrugated-box-specs/ . [Les normes d'ingénierie de l'emballage fournissent la capacité de charge maximale calculée pour les matériaux 32 ECT haute résistance]. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Appui : Priorisation de la capacité de charge structurelle. Remarque : Basé sur un alignement d'empilage optimal.



