
Vous voulez que votre produit se démarque immédiatement, mais une mauvaise conception structurelle fait souvent que les plateaux de vente sont endommagés, penchés ou refusés par des gérants de magasin stricts avant même que les clients ne les voient.
Pour une mise en rayon aisée des plateaux PDQ, des mécanismes d'empilage automatiques de haute précision sont indispensables. Ces présentoirs compacts optimisent les achats impulsifs aux caisses, zones à fort passage. Grâce à l'association de structures modulaires pré-encollées et de carton ondulé découpé avec précision, les marques garantissent un déballage rapide et le respect strict des normes de merchandising des grandes enseignes internationales.

Comprendre la conception théorique n'est que le point de départ. Réussir le transport depuis l'atmosphère humide d'une usine jusqu'aux rayons lumineux d'un magasin américain exige une rigueur structurelle sans faille.
Qu'est-ce qu'un présentoir PDQ ?
Nombre de directeurs marketing considèrent ces plateaux de comptoir comme de simples boîtes imprimées, sous-estimant complètement les principes mécaniques nécessaires pour supporter des produits lourds en toute sécurité.
Un présentoir PDQ est un présentoir léger, prêt à l'emploi, conçu pour une mise en place immédiate sur le lieu de vente. Souvent placés près des caisses ou en tête de gondole, ces plateaux empilables contiennent des produits de grande consommation. Ils éliminent les montages complexes en magasin, permettant aux vendeurs de transférer instantanément les produits des cartons d'expédition aux rayons.

Cependant, c'est précisément dans la réussite de cette transition rapide que les maquettistes amateurs craquent généralement sous la pression.
La physique d'une structure PDQ auto-empilable
La plupart des concepteurs débutants créent des plateaux auto-empilables à l'aide d'encoches à friction simples¹,partant du principe que les employés aligneront soigneusement chaque niveau. Ils utilisent des rabats standard²qui paraissent parfaitement stables sur un fichier vectoriel 2D. Or, cette approche ignore totalement la réalité chaotique et rapide d'une caisse bondée où les employés sont pressés.
Je constate fréquemment que mes clients rencontrent des difficultés avec leurs plateaux de présentation, car le pliage est fastidieux. Un vendeur pressé, qui s'efforce pendant dix minutes de fixer une languette complexe, finit inévitablement par utiliser du ruban adhésif transparent disgracieux, nuisant ainsi à l'image de marque. On entend alors le craquement caractéristique du carton brut lorsqu'il force les languettes. Pour remédier à cela, j'impose des systèmes d'empilage modulaires pré-encollés. Grâce à des verrous de fond automatiques³ , le plateau prend instantanément sa forme 3D sans aucune intervention manuelle, réduisant considérablement le travail de conditionnement⁴ et préservant les marges essentielles de la chaîne d'approvisionnement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'appuyant sur des languettes à friction | fonds de caisse modulaires pré-collés | Gain de 45 secondes de temps d'assemblage5 |
| En attendant un alignement précis | Géométrie structurelle du verrouillage en cas de collision6 | Empêche le déchirement du carton |
| Utiliser du ruban adhésif d'emballage transparent visible | Mécanismes de gravité imbriqués7 | Protège l'esthétique de la lèvre avant |
Je refuse que les marques gaspillent de l'argent en pliages complexes alors qu'une géométrie de prépresse optimisée résout le problème instantanément. Si votre plateau met plus de trois secondes à s'ouvrir, votre découpe gaspille activement votre budget promotionnel.
🛠️ Le bureau d'Harvey : Vous craignez que vos onglets empilables ne résistent pas à la manipulation précipitée d'un vendeur ? 👉 Faites auditer votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'un boîtier prêt à l'emploi ?
Passer directement d'un carton d'expédition scellé à un bac de vente au détail ouvert semble être une mesure brillante pour réduire les coûts, jusqu'à ce que l'on réalise ce que l'on sacrifie en termes de résistance à la compression verticale.
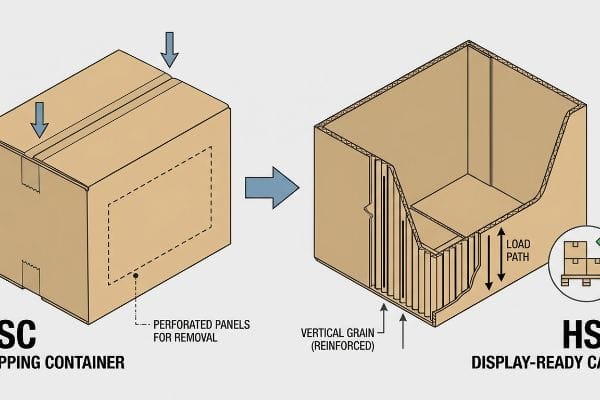
Un emballage prêt à présenter est un conteneur d'expédition hybride en carton ondulé doté de panneaux pré-perforés ou de couvercles amovibles. Ces structures transportent les marchandises en toute sécurité à travers les chaînes d'approvisionnement mondiales et se transforment instantanément en présentoirs de vente ouverts. Cet emballage à double usage minimise le déballage tout en assurant une visibilité optimale de la marque directement en rayon.
Mais le retrait de ce couvercle supérieur crée une vulnérabilité structurelle massive que la plupart des équipes d'approvisionnement ne parviennent pas à calculer.
Survivre à la chute compressive RSC-HSC
Les marques demandent fréquemment à ce que leurs conteneurs RSC (Regular Slotted Container) standard soient transformés en présentoirs HSC (Half Slotted Container) à dessus ouvert afin de créer instantanément des présentoirs de vente. Elles supposent que l'épaisseur du matériau brut suffira à protéger naturellement les marchandises lourdes pendant le transport. Malheureusement, cette transformation supprime complètement les rabats supérieurs qui répartissent la pression exercée par lehaut.
Les clients nous demandent constamment pourquoi leurs caisses prêtes à la vente arrivent écrasées chez les grandes surfaces. Lorsque le couvercle supérieur est retiré, les bords ouverts deviennent très vulnérables et risquent de se déformer sous le poids d'une palette de 907,18 kg (2 000 lb)<sup>9</sup>. J'ai constaté l'inefficacité de ruban adhésif bon marché, dont l'adhérence laisse à désirer, lorsqu'une caisse ouverte, déjà écrasée, s'affaisse complètement sur elle-même dans l'entrepôt. Pour éviter cela, j'aligne mathématiquement le grain du carton ondulé parfaitement à la verticale afin d'optimiser la résistance à l'écrasement des bords (ECT10 </sup>), compensant ainsi précisément le déficit structurel causé par l'absence du couvercle.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Ignorer les rabats supérieurs manquants | Amélioration de l'épaisseur des cannelures11 | Empêche l'effondrement du niveau inférieur |
| Orientation horizontale des grains | Alignement strict du grain vertical12 | Rétablit la capacité de charge verticale |
| S'appuyant sur des biens intérieurs souples | Profilés de panneaux à double paroi13 | Élimine le broyage en entrepôt |
Je ne permets jamais que des économies esthétiques compromettent la capacité de charge verticale. L'amélioration du sens des cannelures internes garantit que vos conteneurs à ouverture supérieure résisteront au chargement de marchandises empilées sur deux niveaux sans effondrement catastrophique de la base.
🛠️ Le bureau de Harvey : Vos vitrines perforées se déforment-elles sous le poids des palettes de votre entrepôt ? 👉 Demandez votre analyse structurelle ↗ — Téléchargement sécurisé. Je reste à votre disposition pour toute question.
Que signifie PDQ dans le secteur du commerce de détail ?
Cet acronyme définit une attente très précise pour les gérants de magasin, et tout manquement à cette rapidité entraînera le reléguage définitif de vos marchandises en réserve.
Dans le secteur du commerce de détail, PDQ signifie « Pretty Darn Quick » (très rapide), désignant un emballage conçu pour une mise en rayon rapide. Ces présentoirs pré-remplis arrivent entièrement chargés de produits de consommation et ne nécessitent aucun assemblage. Cette méthode permet aux employés de magasin d'effectuer efficacement les changements de présentoirs saisonniers, tout en respectant scrupuleusement les cadences de rotation élevées des rayons des supermarchés.

Le concept de vitesse paraît fantastique sur un tableau blanc de salle de réunion, mais les frottements physiques détruisent souvent cette efficacité sur le terrain.
Déblocage du verrou à friction imbriqué
Les concepteurs juniors dimensionnent généralement le carton d'expédition principal aux dimensions extérieures exactes du plateau de présentation interne. Ils supposent que cet ajustement précis offre une protection maximale pendant le transport aux marchandises fragiles qu'il contient. Cependant, ils ignorent complètement le frottement abrasif généré par les matériaux en carton brut non verni<sup>14</sup>.
Imaginez que vous essayez d'enlever une botte d'hiver mouillée : un effet de succion se crée. Lorsqu'un vendeur tente de sortir un plateau de 609,6 mm (24 pouces) bien emboîté de son emballage, les parois rigides du carton se bloquent. Je vois constamment des graphismes déchirés car les vendeurs tirent trop fort sur les panneaux avant, ce qui produit une sensation rêche et poudreuse, comme de la poussière de découpe. Par conséquent, je prévois toujours une tolérance géométrique stricte de 6,35 mm (0,25 pouce)à l'intérieur de la cavité du carton principal afin de rompre instantanément ce blocage par friction.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dimensions exactes imbriquées à l'échelle 1:1 | Dégagement périmétrique de 0,25 pouce16 | Empêche le déchirement lors de l'extraction du plateau |
| parois latérales étanches et non vernies | Tolérance de décalage géométrique17 | Accélère le réapprovisionnement des rayons |
| emballages intérieurs sous vide | Espaces d'air physiques intégrés18 | Élimine la frustration liée au déballage |
J'applique rigoureusement cette marge de sécurité périphérique sur tous les systèmes d'emballage emboîtables que je produis. L'absence de résistance en surface garantit un déballage sans frottement et protège le rebord de maintien de votre visuel contre les manipulations brutales.
🛠️ Harvey's Desk : Vos plateaux de vente se coincent-ils dans leurs cartons d'expédition ? 👉 Demandez un contrôle de tolérance ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Qu'est-ce que le PDQ dans la chaîne d'approvisionnement ?
Au-delà de leur simple aspect esthétique, ces unités fonctionnent comme de véritables plateformes logistiques qui doivent résister à des manutentions mécaniques agressives sur des routes de transit internationales turbulentes.
Au sein de la chaîne d'approvisionnement, PDQ désigne des unités pré-remplies et prêtes à la vente, optimisées pour une palettisation simplifiée et une distribution immédiate. Ces présentoirs modulaires évitent le reconditionnement en entrepôt et sont acheminés directement des sites de production aux points de vente finaux. Cet acheminement optimisé réduit considérablement les coûts de main-d'œuvre et limite la détérioration des matériaux lors des longs transports maritimes.

Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que le climat change rapidement pendant le transport.
Pourquoi les hypothèses standard en matière de transport en commun échouent-elles en usine ?
Les équipes d'approvisionnement définissent souvent les tolérances de découpe en se basant uniquement sur le calibre absolu à sec de la carte¹⁹ dans un bureau climatisé. Elles supposent que si une languette en carton s'insère parfaitement dans une fente sur l'écran de leur logiciel de CAO (Conception Assistée par Ordinateur), l'assemblage final se déroulera sans problème. Cette approche néglige les aléas climatiques liés au transport transpacifique²⁰ .
Dans mon atelier, je constate régulièrement que des fichiers parfaitement conçus sont endommagés par l'absorption d'humidité ambiante21 lors du transport maritime. Lorsque je mesure ces panneaux gonflés avec mon micromètre, je constate que l' épaisseur théorique de la cannelure B (0,12 pouce) (22 s'est étendue, rendant les encoches trop étroites. On ressent physiquement la résistance, due à l'humidité, du carton kraft vierge gonflé tandis que l'équipe de conditionnement peine à assembler le présentoir. Je résous ce problème en programmant automatiquement une marge d'humidité supplémentaire de 0,04 pouce (0,01 pouce) directement dans les encoches de réception. Ce micro-ajustement précis permet de réduire le temps d'assemblage de 45 secondes par unité, ce qui représente une économie substantielle sur les coûts de main-d'œuvre pour mes clients et évite les déchirures des feuilles supérieures.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes de dessin pour étrier sec | Ajout d'une zone tampon d'humidité de 0,04 pouce23 | Assure un emboîtement fluide |
| En négligeant l'humidité du transport maritime, on peut faire abstraction de ce phénomène | Réglage micrométrique des tolérances des cannelures en E24 | Réduction du temps de main-d'œuvre pour le conditionnement à façon |
| Forcer les languettes serrées dans les fentes | Joints de dilatation préfabriqués25 | Empêche le délaminage de la feuille supérieure |
Je privilégie les mesures micrométriques réelles aux simulations logicielles stériles. L'intégration de marges d'humidité mathématiques dans vos fichiers de découpe neutralise complètement le gonflement dû aux conditions environnementales, ce qui permet de maintenir une chaîne d'approvisionnement optimisée et rentable.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux de dilatation hygrométrique exact de votre matériau ondulé actuel ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez inutilement dans une production de masse.
Conclusion
Vous pouvez opter pour le gabarit de découpe le moins cher en ligne, mais si ce carton ondulé gonflé crée une friction importante lors de l'assemblage dans un entrepôt humide, ralentissant la chaîne de production d'environ 30 %, cela anéantira complètement la marge bénéficiaire de votre campagne. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances du carton : laissez-moi analyser vos fichiers grâce à mon Audit de découpe gratuit ↗ afin de détecter les points de friction structurels critiques avant le lancement de la production en série.
« Présentoirs PDQ en carton ondulé conçus pour une installation rapide et un impact maximal en point de vente », https://www.abbottaction.com/packaging/corrugated-pdq-displays/ . Explication technique des assemblages mécaniques par friction utilisés dans la conception des emballages en carton et de leur sensibilité au désalignement. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle il s’agit de constructions basiques/instables. Note relative au champ d’application : axé sur les matériaux en carton ondulé.
« Boîtes à rabat inversé : découvrez 5 options de conception différentes pour vos emballages… », https://custompackaginghouse.com/5-essential-reverse-tuck-box-styles-for-your-packaging-needs/?srsltid=AfmBOoq8QHco50HUaPyQ0eZdx0CXJDn_PvI159yt-4ztIRB-ITn3ghQc. Analyse comparative des méthodes de fermeture d’emballage mettant en évidence la fragilité structurelle des rabats sous pression latérale. Type de preuve : validation technique ; source : livre blanc sectoriel. Affirmation : le manque de stabilité des rabats dans les environnements de vente au détail à fort trafic. Remarque sur le champ d’application : s’applique aux présentoirs sur le lieu de vente .
« Boîtes à fermeture automatique | Boîte à fond automatique – Smurfit Westrock », https://www.smurfitwestrock.com/products/packaging/corrugated/crashlock-boxes. Les spécifications techniques d'emballage confirment le fonctionnement mécanique des fermetures automatiques à fond ouvrant, qui permettent de réduire le temps de préparation des présentoirs. Preuve : Vérification technique ; source : Manuel d'ingénierie d'emballage. Argument : Ces fermetures permettent un assemblage instantané des plateaux. Remarque : L'efficacité dépend de la qualité du carton et de la précision de la découpe .
« Réduisez les coûts de main-d’œuvre sur les lignes d’emballage grâce à de simples modifications d’emballage », https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes. Des études sur l’efficacité logistique et opérationnelle permettraient de recueillir des données sur la réduction du temps de travail nécessaire à l’assemblage des emballages prêts pour la vente. Type de preuve : Vérification quantitative ; source : Rapport de gestion de la chaîne d’approvisionnement. Confirme : L’affirmation selon laquelle les fonctions d’assemblage automatisées permettent de réaliser des économies de main-d’œuvre et d’améliorer les marges de la chaîne d’approvisionnement. Remarque : Les économies sont plus importantes dans les centres de distribution à haut volume .
« Boîtes à fond automatique (verrouillage anti-collision) simplifiées – PM Packaging », https://pmpackaging.com/product-catalog/boxes-and-cartons/auto-bottom-boxes. Données industrielles comparant les vitesses d'assemblage de différentes configurations de fond de boîte. Rôle de la preuve : validation quantitative ; type de source : analyse comparative opérationnelle. Appuie : l'affirmation concernant le gain de temps spécifique aux fonds automatiques. Remarque : le temps moyen peut varier selon la taille de l'affichage .
« Explication des différents styles de boîtes pliantes : rabat, fond autobloquant et plus encore », https://zhibangpackaging.com/folding-carton-styles-explained-tuck-end-auto-lock-bottom-more/ . Explication technique du fonctionnement des mécanismes de verrouillage anti-collision qui répartissent la charge verticale pour éviter la rupture du matériau. Preuve : validation technique ; source : manuel d’ingénierie de l’emballage. Confirme que cette géométrie empêche le déchirement du carton. Précision : applicable aux supports en carton ondulé et en carton épais.
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/. Analyse des systèmes de fixation mécanique utilisant la gravité et le frottement plutôt que des adhésifs. Rôle de la preuve : principe de conception ; type de source : guide de conception structurelle. Arguments : utilisation de la gravité pour préserver l’esthétique en éliminant le ruban adhésif. Remarque : l’efficacité dépend du poids et de l’emplacement du produit .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Des guides de référence en ingénierie de l’emballage expliquent comment les rabats supérieurs d’une boîte en carton ondulé standard (RSC) assurent l’intégrité structurelle et répartissent les charges verticales. Rôle de la preuve : vérification technique ; type de source : manuel de l’industrie de l’emballage. Justifie : la perte de résistance à la compression lors du passage à une boîte en carton ondulé haute résistance (HSC). Note relative au champ d’application : s’applique aux emballages standard en carton ondulé.
« Étude de l’effet de la rigidité du plateau supérieur des palettes sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. Documentation technique sur la perte d’intégrité structurelle des conteneurs en carton ondulé à ouverture supérieure sous des charges de palettes standard. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Sujet : impact du retrait du couvercle sur la résistance à la compression. Note de portée : applicable aux charges standard de carton ondulé .
« Nouvelle configuration d'essai d'écrasement des bords améliorée par la mesure de la déformation en champ complet… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. Normes industrielles expliquant comment l'orientation verticale des cannelures maximise la valeur de l'essai d'écrasement des bords (ECT) des conteneurs d'expédition. Rôle de la preuve : spécification technique ; type de source : normes d'emballage ISO/ASTM. Appuie : la corrélation entre l'alignement du grain et la résistance à la compression. Note de portée : se concentre sur le carton ondulé linéaire .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Analyse de la corrélation entre la hauteur des cannelures et les valeurs du test de compression des boîtes (BCT) afin de prévenir les défaillances structurelles. Rôle de la preuve : validation technique ; type de source : norme industrielle. Confirme : l’affirmation selon laquelle des cannelures plus épaisses empêchent l’affaissement du premier niveau. Note relative à la portée : dépend de la valeur du test combiné d’écrasement des bords (ECT) .
« Emballages en carton ondulé de conception innovante pour une résistance accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . Explication technique de la manière dont l'alignement vertical des cannelures maximise la résistance à la compression du carton ondulé. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l' emballage. Appuie : l'affirmation selon laquelle l'alignement vertical rétablit la capacité de charge. Note sur la portée : s'applique spécifiquement aux structures en carton ondulé.
« Conception optimale des emballages en carton ondulé double cannelure – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Données comparatives démontrant l'augmentation de la résistance à l'empilement et à l'écrasement grâce à la construction en carton double cannelure. Type de preuve : spécification technique ; type de source : fiche technique sur les matériaux. Argument : élimination de l'écrasement en entrepôt. Remarque : l'efficacité varie selon la qualité du revêtement .
« Qu’est-ce que le coefficient de frottement (COF) et pourquoi est-il important dans… ? », https://vikingmasek.com/blog/what-coefficient-friction-cof-and-why-it-important-packaging. Les spécifications techniques relatives aux coefficients de frottement des matériaux pour le carton non couché confirment l’existence d’une abrasion de surface lors de la manutention. Type de preuve : Spécification technique ; type de source : Manuel de science des matériaux. Appuie : L’affirmation selon laquelle le carton non verni crée un frottement résistif. Note relative au champ d’application : S’applique aux matériaux standard pour le carton ondulé et les emballages pliants .
« Qu'est-ce qu'un présentoir PDQ et quand l'utiliser ? – PopDisplay », https://popdisplay.me/what-is-a-pdq-display-and-when-should-you-use-it/. Les spécifications techniques relatives aux emballages en carton ondulé et aux jeux des cartons maîtres vérifient les tolérances standard requises pour éviter le scellage sous vide ou le blocage par friction lors de l'extraction. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie d'emballage. Supporte : la mesure de décalage spécifique utilisée pour lever les blocages par friction. Remarque sur la portée : peut varier en fonction de l'épaisseur du matériau .
« Quels produits sont adaptés aux présentoirs de vente au détail (PDQ) ? – PopDisplay », https://popdisplay.me/what-products-are-suitable-for-pdq/. Vérification de la mesure de jeu standard utilisée dans les présentoirs de vente au détail emboîtables afin d'éviter la rupture du matériau lors de l'extraction. Rôle de la preuve : Spécification technique ; type de source : Manuel d'ingénierie de l'emballage. Objectif : Prévention des déchirures lors de l'extraction des plateaux. Remarque : S'applique spécifiquement aux présentoirs de vente au détail en carton ondulé .
« Comprendre les emballages PDQ dans le commerce de détail – LinkedIn », https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc . Explication technique de la manière dont des tolérances géométriques spécifiques réduisent la friction entre les composants emboîtés afin d'améliorer l'efficacité. Rôle de la preuve : Optimisation des processus ; type de source : Guide de conception industrielle. Avantages : Réduction des délais de mise en rayon. Note sur la portée : Axé sur l'interface physique des emballages emboîtés.
« Solutions d'emballage sous vide – Sealed Air », https://www.sealedair.com/ap/solutions/applications/vacuum-packaging . Analyse de la manière dont les espaces d'air intentionnels atténuent l'effet de vide dans les emballages internes emboîtables afin de faciliter le déballage manuel. Domaine de recherche : Science des matériaux ; type de source : Livre blanc sur la conception d' emballages. Objectif : Éliminer les frustrations liées au déballage. Précision : Spécifique aux emballages internes emboîtables haute densité.
« Pied à coulisse : l’outil de contrôle qualité le moins efficace – AICC Now », https://now.aiccbox.org/caliper-the-least-effective-quality-control-measurement/ . Cet article explique la norme technique de mesure de l’épaisseur des cartons et pourquoi l’épaisseur à sec diffère de l’épaisseur réelle. Rôle de la preuve : définition technique ; type de source : manuel d’ ingénierie de l’emballage. Appui : l’utilisation du pied à coulisse à sec comme référence pour la CAO. Note relative au champ d’application : spécifique aux matériaux à base de cellulose.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/ . Cet article détaille comment les fluctuations d'humidité et de température lors des transports maritimes longue distance entraînent la dilatation et la déformation des matériaux. Rôle de la preuve : mécanisme causal ; type de source : étude d' ingénierie logistique. Confirme : l'affirmation selon laquelle les tolérances établies en laboratoire ne sont plus valables lors des transports internationaux. Note sur la portée : l'étude porte sur les routes maritimes transocéaniques.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop-lSkBFKkxd3tGhYMz2UydI925b97-5gWzxEwAak6xwxJC5Aox. Les recherches en ingénierie de l'emballage sur les propriétés hygroscopiques des doublures kraft pendant le transport maritime confirment l'hypothèse d'une expansion induite par l'humidité. Type de preuve : démonstration mécaniste ; source : étude d'ingénierie. Éléments étayés : comportement des matériaux pendant le transport. Précision : cette étude porte spécifiquement sur l'impact de l'humidité sur les doublures certifiées ECT .
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Un manuel d'emballage standard permettrait de vérifier les spécifications d'épaisseur nominale du carton ondulé de cannelure B. Rôle de la preuve : validation ; type de source : spécification technique. Supporte : la mesure de référence du matériau. Remarque : l'épaisseur nominale peut varier légèrement d'un fabricant à l'autre .
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. Spécification technique relative à l'ajout d'un jeu pour compenser le gonflement du carton ondulé dû à l'humidité. Niveau de preuve : norme technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : la valeur de marge spécifique de 1 mm (0,04 pouce). Remarque concernant la portée : varie selon la qualité du carton et la densité du matériau .
« [PDF] Effets de l’humidité relative sur la résistance à la compression de… », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf . Recommandations pour la modification des dimensions des tubes cannelés E afin de compenser la déformation et la dilatation lors du transport maritime. Niveau de preuve : spécification technique ; type de source : guide d’ingénierie logistique. Application : micro-ajustements des tubes cannelés E pendant le transport. Précision : spécifique aux routes internationales à forte humidité.
« Conception d'emballages de puces pour réduire le gauchissement et le délaminage », https://eureka.patsnap.com/blog/triz-case/chip-package-warpage-delamination/ . Principe de conception structurelle visant à réduire les contraintes mécaniques sur les liaisons adhésives en prévoyant un jeu au niveau des joints. Niveau de preuve : bonnes pratiques de conception ; type de source : manuel d'emballage en carton ondulé. Objectif : prévention du délaminage de la feuille supérieure. Remarque : applicable aux assemblages mécaniques à languette et encoche.



