
Vous avez du mal à faire remarquer vos produits de grande consommation dans des rayons bondés ? La réduction des marges et les règles de conformité draconiennes des détaillants peuvent rapidement transformer le lancement d’un produit en magasin en un véritable cauchemar logistique.
Les défis marketing des produits de grande consommation (PGC) comprennent une concurrence féroce en rayon, des réglementations strictes en matière de distribution, la volatilité des coûts des matières premières et une logistique complexe. Pour surmonter ces obstacles, il est indispensable de concevoir des emballages innovants qui allient un impact visuel fort et une robustesse à toute épreuve, afin de résister aux conditions difficiles des entrepôts et d'éviter les refus coûteux des distributeurs.
Mais comprendre les obstacles théoriques liés aux biens de consommation ne suffit pas à garantir l'accès aux meilleurs emplacements commerciaux. Voyons comment ces obstacles se concrétisent sur la chaîne de production.
Quels sont les défis du secteur des biens de consommation courante ?
L'obtention d'un bon de commande n'est que le début ; le véritable défi consiste à survivre au voyage jusqu'au magasin.
Les défis du secteur des biens de consommation courante consistent notamment à répondre aux exigences strictes des détaillants, à minimiser les dommages liés au transport et à maintenir des marges stables. Les marques doivent surmonter ces obstacles physiques et financiers en ayant recours à une ingénierie structurelle qui s'adapte aux variations environnementales, garantissant ainsi que les produits arrivent intacts et prêts à être mis en rayon immédiatement.
Il est facile de concevoir un bel affichage sur un écran d'ordinateur, mais les conditions ambiantes d'un entrepôt racontent une toute autre histoire.
Le défi logistique caché : le gonflement du carton dû à l’humidité
Dans des bureaux climatisés, les graphistes et les ingénieurs en structure définissent souvent les tolérances des rainures de découpe en se basant sur l'épaisseur absolue àsec¹ de la carte. Ils supposent que les mesures standard resteront parfaitement exactes entre le fichier CAO (Conception Assistée par Ordinateur) et le produit final. Cette approche néglige les réalités du transport maritime international et des environnements de stockage humides²,comme en Floride et au Texas.
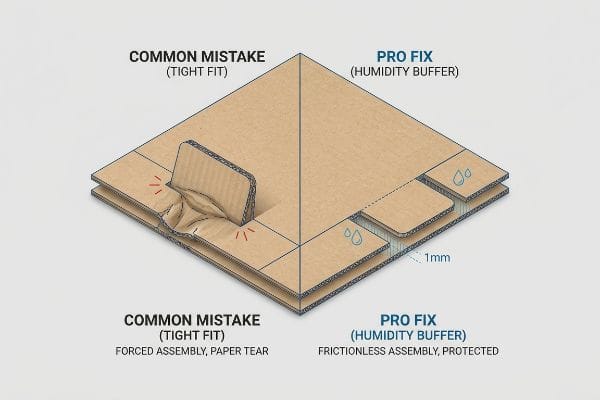
Je constate régulièrement que ce piège se referme sur même les équipes d'approvisionnement les plus expérimentées. Elles exigent un ajustement parfait pour les languettes d'emboîtement, mais le papier testliner 32ECT poreux absorbe l'humidité ambiante et gonfle. Lorsque l'équipe d'assemblage du co-conditionneur tente d'assembler ces pièces gonflées, on entend le craquement désagréable du carton brut qui se déchire sous la pression. J'intègre systématiquement une marge d'humidité supplémentaire de 1 mm (0,04 pouce) dans nos rainures de réception. Ce jeu compense la dilatation du papier, permettant un assemblage sans frottement qui réduit le temps de co-conditionnement d'environ 30 % et préserve ainsi la marge bénéficiaire de votre projet.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de mesures absolues sur panneau sec | Conception d'une zone tampon d'humidité de 1 mm (0,04 pouce)3 | Permet de gagner 30 % sur le temps d'assemblage manuel4 |
| Forcer les languettes de verrouillage ondulées et gonflées | Fentes de dégagement précalculées sans frottement | Empêche les déchirures de la feuille supérieure |
| En ignorant l'humidité climatique régionale | Adaptation des gabarits aux trajets de transit en milieu humide | Élimine les frais de refus des co-emballeurs |
Je ne me fie jamais aux mesures théoriques de laboratoire lorsque l'humidité est en jeu. Intégrer des tolérances mathématiques précises pour la dilatation structurelle garantit que votre chaîne d'approvisionnement ne sera pas paralysée simplement parce qu'il a plu à Miami.
🛠️ Le bureau d'Harvey : Vous vous demandez si vos languettes d'assemblage sont suffisamment robustes face à l'humidité du transport maritime ? 👉 Obtenez un audit gratuit des tolérances de découpe ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les inconvénients des produits de grande consommation ?
Le transport de volumes massifs de biens de consommation courante engendre des vulnérabilités logistiques extrêmes qui grignotent vos marges.
Les inconvénients des opérations dans le secteur des biens de consommation courante résident principalement dans des marges bénéficiaires extrêmement faibles, une forte dépendance à l'égard de l'efficacité du transport en vrac et une vulnérabilité extrême aux dommages liés au transport. Les volumes de stocks considérables impliquent qu'une simple erreur de calcul dans la gestion des cartons peut entraîner des défaillances structurelles catastrophiques à l'échelle de toute la chaîne d'approvisionnement mondiale.

Vous pouvez négocier le meilleur tarif de fret au monde, mais si votre emballage ne résiste pas aux contraintes physiques sur la palette, ces économies s'évaporent instantanément.
L'inconvénient de la densité apparente : défaillances du débordement des palettes
Les équipes d'approvisionnement ont naturellement tendance à augmenter les dimensions des cartons d'expédition afin d'optimiser la densité du transport et de réduire le coût unitaire du fret. Elles partent souvent du principe que les dimensions standard du carton ondulé renforcé suffisent à protéger les marchandises pendant le transport. Cela les amène à approuver des dimensions qui font que les cartons dépassent légèrement d'une palette en bois GMA standard de 121,9 × 101,6 cm ( 48 × 40 pouces)
Il s'agit d'un angle mort dangereux, car la résistance à la compression verticale d'un carton ondulé standard dépend à 60 % de l'alignement de ses quatre coins. Si ces coins dépassent du plancher en bois, ils ne supportent aucune charge, reportant ainsi tout le poids considérable de l'entrepôt sur les panneaux centraux non soutenus. J'ai parcouru des entrepôts et constaté la déformation impressionnante du plancher inférieur juste avant son écrasement catastrophique sous une pression de plusieurs tonnes. J'impose un protocole strict d'emballage sans débordement, réduisant artificiellement l'emprise au sol maximale autorisée de 12,7 mm (0,5 pouce). Le rétablissement complet du soutien des coins élimine les dommages liés au transport et évite les retours coûteux des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Pousser les cartons principaux au-delà des bords de la palette | Imposer une boîte englobante sans débordement | Empêche l'écrasement du niveau inférieur7 |
| S'appuyant uniquement sur la force brute de la planche | S'appuyant sur l'alignement des coins verticaux | Optimise la capacité de charge verticale8 |
| En négligeant la marge de sécurité de 0,5 pouce (12,7 mm), | Réduction de l'empreinte artificielle dans les logiciels d'ingénierie | Élimine les refacturations de transport des détaillants9 |
Je refuse qu'un détail infime compromette le lancement d'une marque d'envergure. En maîtrisant précisément la géométrie de l'emballage, je protège votre stock des aléas du transport maritime à l'international.
🛠️ Le bureau d'Harvey : Vos cartons maîtres perdent-ils secrètement 60 % de leur résistance à la compression sur le quai ? 👉 Demandez une évaluation gratuite de Bounding Box ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Quelles sont les principales tendances qui se dessinent dans le secteur des biens de consommation courante ?
Les consommateurs exigent des engagements écologiques forts de la part des marques, ce qui entraîne une transition massive vers des architectures de matériaux durables.
Les principales tendances du secteur des biens de consommation courante mettent l'accent sur la durabilité des matériaux monomatériaux, la réduction du plastique et la facilité de recyclage en bordure de rue. Les marques abandonnent rapidement les emballages complexes composés de matériaux mixtes au profit de structures en carton ondulé unifiées qui répondent à des exigences environnementales strictes sans compromettre la résistance des emballages en point de vente ni leur esthétique haut de gamme.

Cependant, naviguer dans cette révolution verte s'avère incroyablement complexe lorsque les bioplastiques, pourtant bien intentionnés, se heurtent aux infrastructures de recyclage existantes.
Le piège de la tendance du développement durable : PLA contre revêtements aqueux
Face à l'impératif écologique, les marques imposent fréquemment le laminage en PLA (acide polylactique) pour leurs présentoirs. Elles partent du principe que ce film à base de maïs est la solution écologique idéale pour imperméabiliser leurs emballages en carton ondulé. Malheureusement, les déchetteries municipales classiques ne disposent souvent pas des installations de compostage industriel spécialiséesnécessaires à la décomposition de ce film rigide.
Imaginez le PLA comme un imperméable appliqué sur une éponge : il est parfaitement imperméable, mais il obstrue les cuves de repulpage standard des papeteries¹¹.Lorsque les trieurs municipaux détectent la surface lisse et granuleuse du PLA sur un carton, ils rejettent souvent le lot entier et l’envoient directement à la décharge. Ma règle d’or est d’appliquer systématiquement un revêtement aqueux liquide sur les films solides pour les campagnes écologiques. Les finitions aqueuses à base d’eau agissant comme une matrice polymère liquide¹²qui se dissout parfaitement, l’emballage reste 100 % recyclable en collecte sélective, éliminant ainsi tout problème de conformité environnementale et renforçant la crédibilité environnementale de votre marque auprès des distributeurs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Obligation de laminer les bioplastiques PLA solides | Application de revêtements aqueux liquides | Garantit un véritable recyclage en bordure de trottoir |
| En ignorant les limites standard de repulpage de l'OCC | Utilisation de matrices polymères hydrosolubles | Empêche le détournement des déchets vers les décharges |
| Sacrifier l'esthétique au profit des normes environnementales | Application barrière aqueuse haute transparence | Préserve l'esthétique haut de gamme de la marque |
Je constate que trop de marques paient un prix exorbitant pour des bioplastiques qui finissent à la poubelle. L'utilisation de revêtements liquides intelligents est la solution qui garantit la véracité de vos engagements en matière de développement durable, même dans une véritable usine de papier.
🛠️ Le bureau d'Harvey : Votre revêtement écologique actuel fait-il secrètement refuser vos présentoirs au centre de recyclage ? 👉 Demandez votre guide des spécifications des matériaux ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Quel est l'avenir du marketing des produits de grande consommation ?
Le futur champ de bataille pour la domination des marques ne se limite pas au numérique ; il s'agit aussi de maximiser l'impact hyper-visuel dans les rayons des points de vente physiques.
L'avenir du marketing des produits de grande consommation exige une rupture visuelle irréprochable grâce à des emballages physiques haute fidélité et à contraste élevé. Les marques doivent éliminer les incohérences optiques et les défauts d'impression pour projeter une image de qualité supérieure absolue, garantissant ainsi que leurs supports de vente physiques captent immédiatement l'attention du consommateur, même à six mètres de distance et sous un éclairage fluorescent agressif.

Mais faire ressortir un logo sur un écran Retina lumineux est très différent de reproduire cette même couleur sur une presse à imprimer industrielle à cadence rapide.
Pourquoi le CMJN standard échoue-t-il en production ?
Les équipes marketing convertissent fréquemment les logos d'entreprise en formats CMJN standard (Cyan, Magenta, Jaune, Noir). Elles partent du principe que l'impression quadrichromique, si éclatante sur leurs tablettes numériques, sera parfaitement reproduite sur leurs présentoirs PLV grand format en carton ondulé . Or, ce raisonnement ignore totalement la réalité mécanique : comment les points de trame réagissent-ils lorsqu'ils frappent à grande vitesse un matériau Testliner brut, très poreux ?
Dans mon atelier, je constate régulièrement l'échec de cette approche théorique de conception : les minuscules points CMJN superposés s'absorbent de manière inégale dans les fibres du papier brut<sup>14</sup>. Sous un éclairage D50, le mélange optique échoue mécaniquement, créant un logo granuleux et délavé, semblable à de l'eau boueuse. Je remplace ce mélange de points générique par mon protocole d'encrage de couleur directe, utilisant une encre Pantone monopigmentaire15</sup>. En recouvrant le support d'un pigment pur et non dilué, j'obtiens une finition dense et parfaitement lisse, synonyme de reconnaissance visuelle instantanée. Ce procédé garantit la présence haut de gamme de votre campagne en point de vente et prévient toute atteinte coûteuse à votre image de marque.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du CMJN standard pour les logos solides | Protocole de remplissage de couleur d'accompagnement (Pantone)16 | Optimise la perturbation visuelle à 6 mètres |
| En négligeant la porosité du testliner brut | Utilisation de couches d'encre solide monopigmentaire17 | Élimine le grain des points de trame brouillés |
| Fiabilité des épreuves sur écran numérique rétroéclairé | L'encre est directement adaptée à la mécanique des fibres | Protège la valeur de la marque premium |
Je ne confie jamais l'identité de votre marque à une simple grille de points microscopiques. En utilisant une couleur d'accompagnement intense, je garantis que votre logo captivera l'attention du consommateur avec une force absolue.
🛠️ Le bureau d'Harvey : Vos couleurs principales se transforment-elles en un amas terne et délavé sous l'éclairage agressif des magasins ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai la robustesse des calculs avant que vous ne gaspilliez votre budget en production de masse.
Conclusion
Vous pouvez obtenir un emplacement de choix en magasin, mais si l'humidité provoque l'écrasement de vos languettes de verrouillage lors du conditionnement, le frottement qui en résulte ralentit l'assemblage d'environ 30 % et anéantit instantanément les marges de votre campagne. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la distribution pour garantir zéro rejet d'impression. Ne laissez plus les aléas physiques compromettre vos lancements : grâce à mon audit gratuit de vos matrices de découpe avant impression ↗, et détecter les défauts structurels critiques avant le lancement des presses.
« Guide complet des tolérances dimensionnelles des boîtes en carton ondulé – Upack », https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoqba0YRE31eSARAdcV6zYUIAnY2Db1XrOn_zmia06F6V2I6-txX . [Les guides techniques sur l'ingénierie du carton ondulé permettraient de vérifier si les mesures au pied à coulisse à sec constituent la norme industrielle pour la définition des tolérances de découpe ] . Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Supporte : processus de conception typique. Remarque sur la portée : peut varier selon la qualité du carton.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Des recherches en science des matériaux sur l'expansion de la cellulose démontrent comment une humidité élevée pendant le transport provoque le gonflement et des variations dimensionnelles du carton] . Rôle de la preuve : vérification factuelle ; type de source : revue de science des matériaux. Facteurs étayés : causes physiques des dommages liés au transport. Note de portée : porte sur les propriétés hygroscopiques du papier.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Les directives techniques d'ingénierie de l'emballage fournissent des mesures de tolérance spécifiques pour tenir compte de la dilatation hygroscopique du carton ondulé]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : la mesure précise des tampons d'humidité. Note de portée : Spécifique aux matériaux ondulés standard .
« Améliorez l'efficacité de votre ligne de conditionnement grâce à l'OEE », https://en.innovamaquinaria.com/news/how-to-improve-the-production-efficiency-of-your-packaging-line-with-oee/ . [Des études de cas opérationnelles analysent la corrélation entre la précision d'ajustement et la réduction du temps de travail manuel lors de l'assemblage]. Type de preuve : indicateur de performance ; source : rapport opérationnel. Avantages : gains d'efficacité grâce à la régulation de l'humidité. Remarque : le pourcentage peut varier en fonction de la complexité du conditionnement.
« Palette GMA en bois traité thermiquement – 48 x 40 po H-1260 – ULINE », https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [Un guide de spécifications standard de l'industrie, établi par la Grocery Manufacturers Association (GMA), vérifie les dimensions de la palette standard nord-américaine]. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle/spécification technique. Contribue à : la précision des dimensions des palettes. Remarque sur la portée : s'applique principalement à la logistique nord-américaine .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les normes d’ingénierie de l’emballage et l’analyse structurelle du carton ondulé quantifient la répartition de la capacité portante verticale, en identifiant spécifiquement les coins comme les principaux supports structurels]. Rôle de la preuve : Spécification technique ; type de source : Manuel d’ingénierie. Arguments : L’affirmation selon laquelle l’alignement des coins est essentiel au maintien de l’intégrité structurelle. Remarque : Les pourcentages exacts peuvent varier en fonction du type de cannelure et de la qualité du carton .
« Prédiction de l’effet du débordement de la palette sur la compression des boîtes… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58 . [La littérature technique sur l’ingénierie de l’emballage démontre qu’éviter le débordement de la palette prévient la perte de résistance à la compression de la couche inférieure des boîtes]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Sujets abordés : intégrité structurelle des charges palettisées. Précision : concerne spécifiquement le carton ondulé.
« Calculateur de palettes gratuit pour configurer les charges sur palettes | Premier Tech », https://www.ptchronos.com/pallet-calculator. [Les normes industrielles de palettisation indiquent que l'alignement vertical des coins garantit que la charge est transférée par les parois les plus résistantes du carton]. Rôle de la preuve : validation technique ; type de source : manuel de logistique de la chaîne d'approvisionnement. Contribue à : l'efficacité de la charge. Remarque : s'applique aux conteneurs d'expédition rigides .
« Reconditionnement conforme aux normes de vente au détail : Walmart, Costco et les grandes surfaces… », https://nautical-direct.com/retail-compliance-repackaging-walmart-costco-and-big-box-requirements-explained/ . [Les manuels de conformité d’expédition des entreprises précisent les pénalités financières pour les palettes dont les dimensions au sol dépassent les normes]. Niveau de preuve : norme sectorielle ; type de source : politique de conformité du détaillant. Objectif : réduction des coûts grâce à des dimensions précises. Remarque: Spécifique aux principales grandes surfaces.
« Analyse du cycle de vie de l’acide polylactique (PLA) pour en faire un matériau à faible impact environnemental… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8199738/. [Une étude sur la gestion des déchets ou un rapport d’agence environnementale confirme que le PLA nécessite des conditions de compostage industriel spécifiques, absentes des filières de recyclage municipales classiques]. Rôle de la preuve : vérification factuelle ; type de source : étude gouvernementale ou universitaire. Appuie : l’affirmation selon laquelle le PLA n’est pas traité efficacement par le recyclage municipal. Remarque : la disponibilité des infrastructures varie selon les régions .
« Revêtement de papier recyclable et biodégradable avec fonctionnalisation… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/ . [La documentation technique issue de revues spécialisées en gestion des déchets ou en science des matériaux détaillerait comment les films de PLA ne se décomposent pas dans les pulpeurs standards, entraînant une contamination des équipements ]. Rôle de la preuve : vérification technique ; type de source : rapport industriel. Appuie : l’incompatibilité du PLA avec le recyclage standard du papier. Note de portée : S’applique aux systèmes d’hydrapulpage traditionnels.
« Voyage d'été : Revêtements durables pour carton », https://www.packagingdigest.com/sustainability/summer-road-trip-paperboard-coatings. [Une analyse chimique ou les normes de l'industrie de l'emballage expliqueraient comment les revêtements aqueux s'intègrent aux fibres de papier pour permettre une dissolution complète lors du recyclage]. Type de preuve : spécification des matériaux ; type de source : livre blanc technique. Arguments : supériorité technique des revêtements aqueux par rapport aux films plastiques. Note de portée : Ce document porte sur la structure chimique des finitions à base d'eau .
« Gain de point | Thilakraj Nagaraj – LinkedIn », https://www.linkedin.com/posts/thilakraj-nagaraj-9398b919a_printingtips-offsetprinting-dotgain-activity-7324654333415845888-Cf7m. [Documentation technique sur les sciences de l'impression expliquant comment l'absorption d'encre et le gain de point sur les supports ondulés poreux entraînent une dégradation de l'image]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie d'impression. Supports : défaillance mécanique des trames CMJN sur carton brut. Note de portée : axé sur les supports de testliner ondulés .
« Gain de point – Wikipédia », https://en.wikipedia.org/wiki/Dot_gain . [La documentation technique sur l'impression explique comment l'absorption d'encre dans les supports poreux provoque un gain de point et une distribution irrégulière des trames.] Rôle de la preuve : vérification technique ; type de source : manuel de l'industrie de l' imprimerie. Supports : défaillance mécanique des couleurs primaires sur supports bruts. Note sur le champ d'application : applicable aux papiers non couchés ou bruts.
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? | Prime Line Packaging », https://www.primelinepackaging.com/blog/cmyk-spot-color/. [La documentation scientifique sur les couleurs confirme que les couleurs d'accompagnement utilisent des pigments prémélangés à haute densité pour obtenir une opacité et une saturation supérieures à celles obtenues par le mélange de trames CMJN.] Rôle de la preuve : preuve technique comparative ; type de source : guide de gestion des couleurs. Appuie : l'efficacité des couleurs d'accompagnement pour une rupture visuelle et une finition haut de gamme. Note de portée : se réfère à la concentration de pigments .
« CMJN vs. Couleurs d'accompagnement dans l'impression d'emballages », https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Une source faisant autorité en impression industrielle confirmerait que les couleurs d'accompagnement offrent une saturation et une homogénéité chromatiques supérieures au CMJN, améliorant ainsi la visibilité à longue distance en point de vente]. Rôle de la preuve : validation technique ; type de source : norme de l'industrie de l'impression. Appui : utilisation de Pantone pour une rupture visuelle. Note de portée : spécifique à la couverture des couleurs unies sur les emballages. ↩
"[PDF] HALFTONE – Getty Museum", https://www.getty.edu/conservation/publications_resources/pdf_publications/pdf/atlas_halftone.pdf. [Les guides techniques de science des matériaux ou d'impression expliqueraient comment les couches de pigments solides atténuent les problèmes d'absorption d'encre et de gain de point inhérents à la porosité du testliner brut]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie du support. Avantages : élimination du grain de trame ternaire. Note de portée : s'applique spécifiquement au carton poreux/testliner. ↩



