
Votre marque est prête pour le marché, mais la gestion de la chaîne d'approvisionnement s'apparente à un véritable labyrinthe. Un seul faux pas à ce niveau peut retarder les lancements et anéantir vos marges bénéficiaires en un instant.
Le conditionnement à façon est un service spécialisé où des fabricants tiers prennent en charge la conception, l'assemblage et l'expédition de vos produits. Cela inclut la création de présentoirs prêts à la vente, le conditionnement des produits dans des emballages secondaires et la garantie de la conformité logistique mondiale, permettant ainsi aux marques d'optimiser leurs opérations sans investir dans des entrepôts dédiés.

Comprendre cet écosystème ne se résume pas à externaliser la main-d'œuvre ; il s'agit de concevoir un circuit sans friction reliant mon usine directement aux rayons du détaillant.
Quels sont les 5 P de l'emballage ?
De nombreuses équipes considèrent l'emballage comme une simple boîte, mais une véritable exécution en magasin exige un cadre stratégique pour survivre dans des rayons concurrentiels.
Les 5 P de l'emballage sont : promouvoir, positionner, présenter, fournir et protéger. Ces piliers fondamentaux guident les concepteurs dans la création de solutions structurelles qui captent l'attention du consommateur, communiquent clairement la valeur de la marque, présentent les produits en toute sécurité, offrent les informations nécessaires et protègent les marchandises contre les dommages liés au transport tout au long des chaînes d'approvisionnement mondiales.

La connaissance de ces piliers est utile en théorie, mais c'est lors de l'exécution des phases de « promotion » et de « présentation » sur le terrain chaotique d'un magasin que la plupart des campagnes échouent.
Maîtriser les 5 P grâce à la règle d'engagement 3-3-3
Même les équipes d'approvisionnement les plus expérimentées conçoivent souvent les présentoirs de vente au détail exclusivement pour une visualisation rapprochée sur des écrans haute définition. Elles élaborent méticuleusement les sections « Fournir » et « Positionner » avec un texte minuscule et complexe, supposant que les clients s'arrêteront pour lire chaque détail. Or, cette approche ignore complètement la réalité physique de la façon dont les gens circulent réellement dans les allées des grandessurfaces¹.
Dans mon magasin, je vois constamment de magnifiques visuels qui n'attirent pas les clients car ils ignorent la règle d'engagement spatial 3-3-3².Le piège se referme lorsque les marques oublient qu'un présentoir en carton ondulé doit capter l'attention à 9 mètres, susciter le regard à 90 cm et inciter à l'achat par le toucher à 7,6 cm. J'ai vu un jour un responsable marketing réaliser que son design, surchargé de texte, était invisible depuis le fond de l'allée, ce qui avait pour conséquence que les clients ignoraient le présentoir. Pour remédier à cela, j'ai conçu des formes découpées percutantes et j'ai appliqué des couleurs Pantone (PMS) à fort contraste sur les panneaux principaux. Le clic net et satisfaisant d'une languette de verrouillage bien conçue, lors du réglage de la zone d'impact de 127 cm³,a confirmé que le présentoir était désormais prêt à vendre activement, à se démarquer visuellement et à encourager les achats impulsifs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Texte minuscule pour une lecture à 9 mètres (30 pieds) | Formes structurelles découpées à l'emporte-pièce agressives | Capte l'attention des acheteurs de loin |
| Art de fond CMJN atténué | Couleurs d'accompagnement PMS à contraste élevé | Empêche la fusion visuelle des allées |
| bords hauts retenants sur les étagères | Réduction de 85 % de la lèvre avant | Augmente l'interaction physique avec le produit |
Je ne compte jamais sur un texte minuscule pour assurer le succès d'une promotion en magasin. Je conçois une stratégie de rupture visuelle qui capte l'attention de tout le magasin, permettant ainsi à votre responsable merchandising d'attirer activement les clients plutôt que de simplement gérer les stocks.
🛠️ Le bureau d'Harvey : Vos présentoirs actuels sont-ils invisibles à dix mètres ? 👉 Obtenez une analyse stratégique de votre structure ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les 4 types d'emballage ?
Bien catégoriser vos actifs physiques est la première étape pour optimiser votre logistique et éviter des refacturations massives de la part des grands détaillants.
Les quatre types d'emballage sont : primaire, secondaire, tertiaire et accessoire. L'emballage primaire contient le produit lui-même, l'emballage secondaire regroupe les unités individuelles pour la présentation en magasin, l'emballage tertiaire protège les marchandises en vrac lors du transport sur palettes et l'emballage accessoire comprend les éléments fonctionnels et structurels tels que les rubans adhésifs, les étiquettes et les matériaux de calage.

Bien que les catégories semblent simples, la transition d'un expéditeur tertiaire protecteur à une unité secondaire prête pour la vente au détail crée souvent des cauchemars structurels.
Comprendre les 4 types : Le dilemme RSC vs. HSC
Pour réduire les coûts des matières premières liées aux emballages secondaires, une pratique courante consiste à remplacer les boîtes standard fermées par des versions à ouverture supérieure. Les marques souhaitent un emballage prêt à la vente ; elles demandent donc à leur usine de découper les rabats supérieurs, partant du principe que la structure du fond conservera naturellement sa résistance à la compression initiale pendant letransport⁴.
Retirer les rabats supérieurs transforme un conteneur à fentes standard (RSC) robuste en un conteneur à demi-fenêtres (HSC) extrêmement vulnérable. Je constate ce piège structurel lorsque les équipes tentent d'empiler ces conteneurs secondaires ouverts sur une palette d'exportation en bois. Sans la paroi supérieure continue qui stabilise les parois verticales, les coins ouverts perdent leur rigidité et se déforment sous le poids des charges importantes. Je me souviens avoir testé l'un de ces conteneurs dégradés : en appuyant ma main contre le rebord non soutenu, la rigidité du carton kraft vierge a tout simplement disparu et la paroi latérale s'est instantanément déformée. Pour remédier à ce problème sans revenir à un conteneur fermé, j'ai aligné mathématiquement les cannelures internes parfaitement verticalement afin de maximiser la résistance à la compression des bords (ECT). Ce simple pivot a compensé le déficit de compression, évitant ainsi au client des effondrements catastrophiques de la cargaison tout en préservant la praticité du conteneur ouvert pour les vendeurs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Découper les rabats supérieurs des boîtes | Alignements structurels HSC spécifiques à l'ingénierie5 | Crée instantanément des bacs prêts à l'emploi |
| En négligeant la pression de charge verticale | Orientation des cannelures pour une ECT maximale6 | Empêche l'écrasement des palettes empilées |
| Utilisation de panneaux à simple paroi de faible résistance | Passage aux profilés à double paroi7 | Sécurise les marchandises secondaires lourdes |
Je refuse qu'une mesure superficielle d'économie compromette l'intégrité physique de vos produits d'occasion. En gérant activement l'orientation des cannelures, je garantis que vos présentoirs ouverts résisteront au transport et arriveront prêts à être mis en rayon.
🛠️ Le bureau d'Harvey : Vous vous demandez si vos cartons ouverts peuvent supporter un transport en double empilage ? 👉 Demandez un audit de compression de vos cartons ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Qu'est-ce que le conditionnement à façon ?
Externaliser l'assemblage physique semble être une solution facile, mais associer du carton imprimé à des matières premières lourdes exige une vision environnementale rigoureuse.
Le conditionnement à façon est un service où des installations spécialisées prennent en charge le conditionnement, l'emballage et l'assemblage final de vos produits. Ce partenariat opérationnel permet aux marques de charger facilement les articles principaux dans les présentoirs secondaires, garantissant un contrôle qualité rigoureux, des délais de livraison rapides pour les gros volumes et une disponibilité immédiate pour l'expédition vers les centres de distribution régionaux.
Confier ses composants à une équipe de préparation de kits tierce est un soulagement, jusqu'à ce que des facteurs environnementaux invisibles paralysent toute la chaîne de montage.
Quel est le plus grand ennemi du conditionnement à façon ? Le gonflement dû à l’humidité
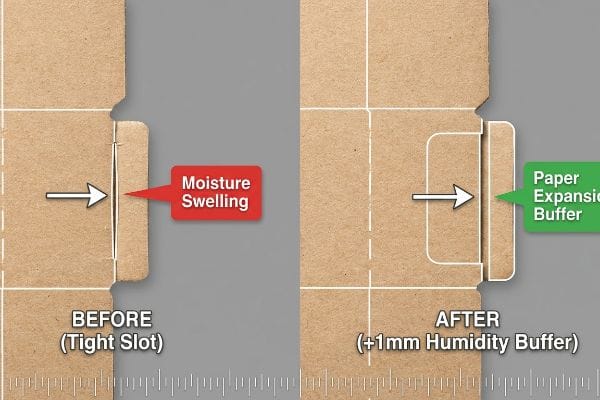
Les ingénieurs en structure, installés dans des bureaux climatisés, définissent souvent les tolérances des rainures de découpe en se basant sur l'épaisseur absolue à sec de8 pouces du carton plat. Ils partent du principe que si une languette s'emboîte parfaitement dans une rainure de leur logiciel de CAO (Conception Assistée par Ordinateur), les composants physiques s'assembleront sans effort lors du processus de conditionnement à grande vitesse, quelques mois plus tard.
Cette théorie du carton sec s'effondre dès que vos composants emballés à plat sont expédiés par voie maritime ou stockés dans un environnement humide comme la Floride. Le papier de test poreux 32ECT agit comme une éponge,absorbant l'humidité ambiante et gonflant, ce qui complique énormément la tâche de l'équipe d'assemblage. J'ai vu des chaînes de montage où les ouvriers, en sueur, forçaient des languettes d'emboîtement gonflées dans des fentes soudainement trop étroites, provoquant le craquement strident de la feuille supérieure imprimée. Pour éviter ce frottement, j'intègre automatiquement une zone tampon d'humidité spécifique directement dans les fentes de réception de la matrice, ajoutant 1,01 mm de jeu supplémentaire.Cet ajustement mathématique tient compte de la dilatation des fibres de papier, garantissant ainsi à l'équipe d'emballage un assemblage fluide et sans déchirure, et permettant de maîtriser parfaitement les coûts de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de fentes pour planches sèches | Conception d'une zone tampon d'humidité de 1 mm11 | Élimine les déchirures du drap de dessus |
| Forcer manuellement les languettes serrées | Calcul de l'expansion des fibres de papier12 | Accélère l'assemblage de co-emballage |
| En négligeant l'humidité du fret maritime13 | Ajout de jeux de fente précis | Réduit les frais de main-d'œuvre |
Je ne laisse pas l'assemblage structurel au hasard ni à la force brute sur la chaîne de conditionnement. En intégrant les tolérances de dilatation environnementale dans les calculs initiaux, je garantis un assemblage parfait de vos composants, quelles que soient les conditions climatiques de l'entrepôt.
🛠️ Harvey's Desk : Vos équipes logistiques déchirent-elles constamment les présentoirs parce que les languettes de verrouillage sont trop serrées ? 👉 Demandez votre contrôle de tolérance de découpe ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Quelles sont les 5 fonctions de base de l'emballage ?
Au-delà de son aspect visuel attrayant, votre structure externe doit accomplir des tâches physiques incessantes pour garantir que votre produit parvienne intact au consommateur.
Les cinq fonctions essentielles de l'emballage sont la protection, le confinement, l'information, la fonctionnalité et la promotion. Ces rôles vitaux garantissent que les produits restent protégés des risques environnementaux, sont emballés en toute sécurité pour le transport, affichent les informations légales nécessaires, facilitent leur manipulation par le consommateur et utilisent la marque visuelle pour stimuler les ventes au détail.

Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche ; la fonction de protection est totalement inutile si les calculs logistiques sous-jacents sont erronés.
Pourquoi les protections standard échouent-elles en usine ?
Les responsables des achats cherchent souvent à optimiser les dimensions de leurs cartons d'expédition pour y loger quelques unités supplémentaires, partant du principe que la robustesse du carton assurera naturellement la protection des marchandises. Ils augmentent légèrement l'encombrement, convaincus que les performances de compression d'un carton ondulé de haute qualité(14) constituent une garantie absolue de sécurité lors du transport maritime.
Faire tenir un présentoir debout en laboratoire est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 500 par voie maritime. Dans mon atelier, je constate régulièrement que cette résistance théorique disparaît dès qu'un acheteur autorise un carton principal à dépasser d'une palette en bois GMA standard de 121,9 × 101,6 cm (48 × 40 pouces), même de quelques millimètres. La résistance verticale d'une boîte en carton ondulé (test de compression BCT) dépend à 60 % deLorsque je mesure le point de rupture sur la table de test, même un léger dépassement de 12,7 mm (0,5 pouce) signifie que ces coins critiques ne supportent aucune charge, ce qui provoque une déformation visible du niveau inférieur non soutenu sous le poids important de l'entrepôt. J'ai relevé les mesures au micromètre et prouvé que nous n'avions pas besoin de carton plus épais et plus cher ; j'ai donc réduit artificiellement l'encombrement maximal autorisé du carton dans notre logiciel de CAO de 12,7 mm exactement à l'intérieur du périmètre de la palette. En appliquant cette tolérance zéro en matière de porte-à-faux, je garantis que les angles structurels restent entièrement soutenus, éliminant ainsi complètement l'écrasement de la base et évitant les refacturations dévastatrices des détaillants pour les marchandises endommagées.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Laisser les cartons dépasser des palettes | Respect des limites de porte-à-faux nul des CAO | Restaure la compression des coins à 60 %16 |
| Acheter une planche plus épaisse et plus chère | Réduction de l'encombrement de 12,7 mm17 | Élimine les dommages causés par l'écrasement pendant le transport |
| En ignorant les chemins de charge verticaux | Aligner les coins avec la terrasse en bois | Prévient les rétrofacturations coûteuses dans le secteur du commerce de détail |
Je ne permets jamais que des dimensions excessives des cartons compromettent les principes physiques rigoureux de l'empilage sur palettes. En ancrant mathématiquement votre empreinte au sol sur le plateau de la palette, je garantis que votre structure de protection résistera aux contraintes du transport en double empilage.
🛠️ Le bureau d'Harvey : Savez-vous si vos fournisseurs actuels dépassent discrètement de quelques millimètres la palette en bois ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai les calculs avant que vous n'investissiez inutilement dans la production en série.
Conclusion
Vous pouvez trouver les bacs secondaires les moins chers du marché, mais si la paroi latérale d'un panneau HSC non soutenu se déforme complètement lors du transport en double empilement, entraînant un refus immédiat du détaillant et des semaines de reconditionnement manuel coûteux, ces économies initiales disparaissent. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro rejet d'impression. Cessez de deviner les tolérances de compression des angles et laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit de fret BCT gratuit ↗ afin de détecter les erreurs critiques de portance avant le lancement de la production en série.
« Réinventer le commerce de détail : comment les grandes surfaces adaptent leur offre… », https://cri.com/news-and-insights/reimagining-retail-big-box-store-strategies. [Une étude sur le comportement des consommateurs et leur perception visuelle dans les grandes surfaces met en évidence les schémas et les distances spécifiques auxquels les clients parcourent les produits du regard]. Type de preuve : données factuelles ; type de source : étude de psychologie du commerce de détail. Appuie : l’affirmation concernant la réalité de la navigation dans les allées. Note sur la portée : s’applique aux environnements de grande surface en général .
« La règle des 3 secondes : concevoir un panneau avant d'emballage parfait – ECRM », https://ecrm.marketgate.com/Blog/2022/04/The-3-Second-Rule-Designing-a-Perfect-Package-Front-Panel. [Un guide de référence en merchandising visuel ou en psychologie du commerce de détail validerait les seuils de distance spécifiques utilisés pour convertir les passants en acheteurs]. Rôle de la preuve : cadre théorique ; type de source : norme sectorielle ; Appui : les indicateurs d'engagement basés sur la distance. Note de portée : spécifiquement appliqué aux présentoirs physiques sur le lieu de vente .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/ . [Les manuels d’ergonomie et de marchandisage pour le commerce de détail définissent la plage de hauteur optimale pour l’interaction avec le consommateur, généralement appelée zone de contact, afin de maximiser les achats impulsifs]. Rôle de la preuve : spécification technique ; type de source : manuel de conception pour le commerce de détail ; Appui : le positionnement vertical précis des caractéristiques clés du produit. Remarque sur la portée : peut varier en fonction de la taille du public cible.
« Estimation de la résistance à la compression du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Une source faisant autorité en ingénierie de l’emballage explique comment la suppression des rabats supérieurs réduit la rigidité structurelle globale et la résistance à la compression verticale d’un emballage en carton ondulé]. Rôle de la preuve : validation technique ; type de source : norme industrielle ou manuel d’ingénierie. Sujet : impact des modifications apportées aux boîtes sur leur capacité de charge. Note relative à la portée : spécifique aux structures en carton ondulé .
« Emballages prêts à la vente (RRP) | Solutions prêtes à la mise en rayon », https://unicorr.com/products/retail-packaging/retail-ready-packaging/. [Les directives logistiques pour la vente au détail décrivent comment les conteneurs à demi-fentes (HSC) sont conçus pour servir d'emballages prêts à la mise en rayon et faciliter le réapprovisionnement des magasins]. Rôle de la preuve : norme opérationnelle ; type de source : guide logistique pour la vente au détail. Aide à : la création de bacs prêts à la mise en rayon. Note de portée : spécifique à la conception des HSC. ↩
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/ . [Une source technique de référence sur les emballages en carton ondulé explique comment l’alignement vertical des cannelures maximise la résistance à l’écrasement des bords (ECT) pour supporter les charges verticales]. Niveau de preuve : spécification technique ; type de source : manuel technique. Objectif : prévention de la pression due aux charges verticales. Remarque : applicable au carton ondulé.
« Boîtes en carton ondulé simple cannelure, double cannelure et triple cannelure », https://www.packaginghero.com/single-vs-double-vs-triple-wall-corrugated-boxes?srsltid=AfmBOoo9ZENr-pZuNtwEcDvN4bl-ZXPZ6ccRpzyZhS-bncxREV6GPltX . [Les normes de l'industrie de l'emballage détaillent la résistance accrue à l'éclatement et à la compression offerte par les profils en carton ondulé double cannelure par rapport au simple cannelure ] . Type de preuve : comparaison technique ; source : norme industrielle. Utilisation : sécurisation de marchandises lourdes. Remarque : dépend de la qualité du matériau.
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf . Les manuels techniques de conception d’emballages en carton ondulé expliquent comment le recours à des mesures à sec au pied à coulisse, sans tenir compte de la dilatation hygroscopique , peut entraîner des défaillances d’assemblage. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Justifie : le risque de défaut d’ajustement des encoches lors de la production. Note relative au champ d’application : s’applique spécifiquement aux cartons à base de cellulose.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Les normes industrielles relatives aux matériaux ondulés soumis au test de résistance à l'écrasement des bords (ECT) détaillent comment les feuilles de test non couchées absorbent l'humidité atmosphérique, entraînant une instabilité dimensionnelle et un gonflement]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l'emballage. Sujet : expansion induite par l'humidité du carton 32ECT. Note de portée : s'applique principalement aux fibres de papier non couchées .
« Comment gérer les emballages papier en milieu humide ? », https://www.transgeniclearning.com/blog/2026/04/02/how-to-handle-paper-packaging-in-humid-environments-4aec-b20440/ . [Les directives relatives aux emballages structurels prévoient des tolérances spécifiques pour les languettes d'emboîtement afin de compenser la dilatation hygroscopique du carton]. Rôle de la preuve : spécification technique ; type de source : norme de conception structurelle. Appuie : la mesure spécifique des tampons d'humidité. Remarque : la tolérance peut varier en fonction de la qualité du carton et du taux d'humidité.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Un guide technique de référence en matière d'emballage validerait la tolérance spécifique de 1 mm utilisée pour compenser la dilatation hygroscopique du carton ondulé]. Rôle de la preuve : spécification technique ; type de source : manuel technique. Appuie : l'utilisation d'une marge de sécurité précise pour prévenir les défaillances structurelles. Note relative au champ d'application : s'applique spécifiquement à la conception de carton sec .
« Influence de l'humidité et de la température de l'outil sur l'allongement maximal… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12194946/ . [Des recherches en science des matériaux sur les fibres de cellulose expliquent la dilatation volumétrique des matériaux à base de papier lorsqu'ils sont exposés à une humidité accrue ] . Rôle de la preuve : mécanisme factuel ; type de source : revue scientifique. Justification : nécessité de calculer la dilatation pour l'ajustement des assemblages. Remarque : les taux de dilatation varient selon la qualité du carton.
« Pourquoi les boîtes en carton ondulé standard cèdent : la physique du transport de marchandises lourdes… », https://www.paperindex.com/academy/why-standard-corrugated-boxes-fail-the-physics-of-heavy-duty-shipping/. [Des rapports du secteur de la logistique sur la « pluie dans les conteneurs » et l’humidité maritime décrivent comment l’humidité affecte les dimensions physiques du carton pendant le transport]. Rôle de la preuve : contexte environnemental ; type de source : rapport logistique. Appuie : la nécessité de jeux précis dans les fentes pour l’expédition à l’exportation. Note de portée : axé sur les conditions de transit maritime .
« [PDF] Étude de l'effet des cartons ondulés sur la distribution des contraintes », https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Une source faisant autorité en ingénierie de l'emballage explique pourquoi les mesures de compression statique, telles que l'ECT, ne prennent pas en compte les contraintes dynamiques et la dégradation environnementale lors du transport international]. Rôle de la preuve : validation technique ; type de source : norme industrielle/manuel technique. Arguments avancés : l’impossibilité de se fier uniquement aux mesures de compression pour évaluer la sécurité du transport. Note relative au périmètre : étude axée sur la performance du carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Les manuels d'ingénierie ou les normes de l'industrie de l'emballage quantifient le pourcentage de résistance à la compression apporté par les angles structurels des emballages en carton ondulé lors des essais de compression]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle l'alignement des angles est le principal facteur déterminant de la résistance verticale. Remarque : les pourcentages spécifiques peuvent varier en fonction du type de cannelure et de la qualité du carton .
« [PDF] Effet du décalage des boîtes palettisées sur la résistance à la compression des emballages unitaires… », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. Des études techniques sur la répartition des charges montrent que l’élimination du débordement des palettes améliore significativement la résistance à la compression verticale des conteneurs d’expédition en carton ondulé. Type de preuve : validation quantitative ; type de source : étude d’ingénierie de l’emballage. Confirme : l’affirmation selon laquelle l’absence de débordement augmente l’intégrité structurelle. Remarque : les résultats peuvent varier en fonction de la qualité du matériau et de la hauteur d’empilement .
« [PDF] Exigences et directives d'emballage pour les fournisseurs de Lear Corporation », https://cdn.prod.website-files.com/6019e43dcfad3c8c32417953/682bb9a52effbd75d4352204_LearSupplierPackagingRequirements%20V2.1%20May2025.pdf. Les normes industrielles relatives au chargement des palettes spécifient souvent des marges de dégagement précises afin de garantir le maintien des cartons et d'éviter leur écrasement pendant la manutention. Rôle de la preuve : spécification technique ; type de source : manuel logistique. Appuie : l'utilisation de réductions d'encombrement spécifiques pour éliminer les dommages. Remarque sur la portée : La mesure spécifique fait référence aux tolérances standard des palettes GMA .



