
Vous avez finalisé les visuels, mais la chaîne d'approvisionnement reste un mystère. Comprendre d'où proviennent les matériaux et comment ils sont fabriqués est essentiel pour un déploiement réussi et pour éviter des retards considérables.
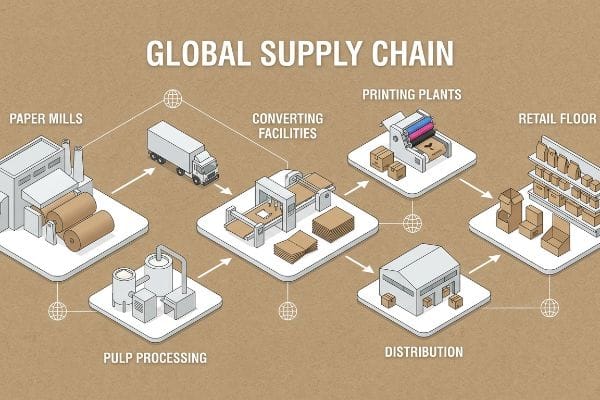
L'ensemble des emballages est produit à partir de chaînes d'approvisionnement mondiales fortement dépendantes des papeteries, des usines de transformation et des imprimeries spécialisées. La plupart des matières premières en carton ondulé proviennent de sources nationales ou sont importées des principaux centres de production, en fonction des prix, des exigences structurelles et des normes de conformité imposées par les grandes enseignes de distribution.
Laissons de côté le jargon d'entreprise et penchons-nous sur la réalité physique de l'origine de vos supports d'affichage avant qu'ils n'arrivent en magasin.
D'où proviennent les emballages ?
Connaître l'origine géographique de votre écran ne représente que la moitié du travail ; connaître l'origine structurelle des fibres de papier détermine s'il résistera au transport.
Les emballages proviennent d'un vaste réseau mondial de papeteries qui transforment des fibres de bois vierges ou de la pâte à papier recyclée en grandes bobines de carton. Ces lourdes bobines sont ensuite expédiées vers des usines de transformation spécialisées où elles sont collées et ondulées pour obtenir des panneaux rigides destinés à la vente au détail.
Savoir que votre panneau provient d'une usine ne sert à rien lorsqu'un lourd carton d'expédition s'effondre pendant le transport.
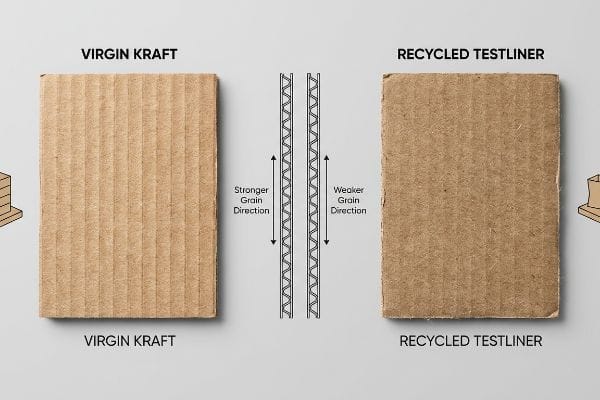
Le débat entre le papier kraft vierge et le papier testliner recyclé
De nombreux responsables de marques partent du principe que tous les cartons ondulés sont structurellement identiques, quelle que soit leur origine. Ils privilégient l'utilisation de matériaux 100 % recyclés pour atteindre leurs objectifs de développement durable, sans pour autant adapter les calculs structurels de leurs produits. Si l'approvisionnement écologique est important, considérer les fibres de papier comme des matières premières interchangeables entraîne souvent des défauts structurels importants lors du transport maritime en milieu humide ou du stockage de longue durée en entrepôt.
Je vois ce piège constamment lorsqu'un acheteur impose le passage à du carton recyclé pour un présentoir pouvant supporter jusqu'à 68 kg. Les fibres recyclées sont plus courtes et plus fragiles,ce qui rend le carton nettement plus spongieux au toucher. J'ai vu une fois une équipe de merchandising essayer de construire un socle avec du carton recyclé sans ajuster les tolérances structurelles. Les languettes de fixation se déformaient et se déchiraient sans cesse, produisant un bruit sourd même sous une légère pression. Ils ont fini par enrouler du ruban adhésif transparent autour de tout le socle pour le maintenir droit, ruinant complètement l'image haut de gamme de la marque.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de carton 100 % recyclé pour les articles lourds | Optez pour le carton kraft vierge pour les panneaux porteurs3 | Empêche le flambage de la base et les réparations par ruban adhésif |
| En ignorant le sens du grain des fibres | Aligner le grain de la flûte verticalement | Augmente la résistance à l'empilement jusqu'à 40 %4 |
| Correspondance aveugle avec les spécifications des concurrents | Tester localement la résistance à l'éclatement des matières premières | Élimine les coins écrasés pendant le transport |
Je conçois toujours des socles robustes en utilisant des fibres kraft vierges, car leur longueur leur confère une rigidité indéniable. On peut mettre en avant des initiatives environnementales sur les étiquettes, mais le socle doit résister aux contraintes physiques du magasin.
🛠️ Le bureau d'Harvey : Vous vous demandez si vos matériaux actuels supporteront le poids de votre produit ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Comment sont fabriqués les emballages ?
Un design brillant sur un écran ne vaut rien si les machines de transformation physique détruisent le matériau lors de la production.
L'emballage est fabriqué selon un processus industriel en plusieurs étapes comprenant l'impression lithographique, le laminage de la feuille supérieure imprimée sur un support en carton ondulé et l'utilisation de machines de découpe robustes. Ces matrices en acier massif découpent des formes structurelles précises et réalisent des lignes de pré-pliage, garantissant ainsi un pliage correct du produit final sans déchirure.

Mais les procédés de découpe standard échouent souvent lorsqu'ils sont appliqués à des matériaux haut de gamme et résistants destinés au commerce de détail.
Prévention des fissures litho-lithiques en production
Même les concepteurs les plus expérimentés négligent souvent la force physique considérable nécessaire pour plier des cartons ondulés épais. Ils tracent des lignes de pliage basiques sur un fichier CAO (Conception Assistée par Ordinateur) plat, supposant que les machines de l'usine réaliseront comme par magie un pli net à 90 degrés. Or, l'application d'une matrice de pliage en acier émoussée sur un carton rigide 32ECT5 endommage inévitablement les couches extérieures du papier, surtout si celui-ci est recouvert d'une feuille de couverture imprimée de haute qualité.
Je me souviens d'un client qui insistait pour utiliser des outils de rainage standard pour un plateau. Lorsque j'ai testé le premier prototype sur la table de découpe, le craquement sec des fibres de papier a été immédiat. Le vernis lithographique rigide s'est littéralement fracturé le long de la ligne de pliure, révélant le carton brut et disgracieux en dessous. J'ai dû installer manuellement des rainures femelles spécifiques sur le plateau6 pour servir d'enclume de support. Cela a permis de contrôler précisément l'étirement des fibres lors du rainage, offrant ainsi un bord parfaitement lisse et sans craquelure, évitant au client une réimpression coûteuse.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'appuyer sur les plis standard des règles en acier | Installer des matrices de rainage polymères personnalisées7 | Empêche les vilaines craquelures d'encre dans les coins |
| Ignorer l'épaisseur du plateau lors des pliages | Appliquer les tolérances de pliage dans le logiciel8 | Garantit que les languettes de verrouillage coulissent en douceur |
| stratification de vernis secs et rigides | Utiliser un film anti-fissures hautement élastique9 | Élimine le décollement lors de l'assemblage rapide |
L'ajustement de la matrice de pliage est indispensable pour les présentoirs haut de gamme. Cette modification technique élimine les bords bruns apparents, réduit considérablement le temps de préparation du sous-traitant et garantit une visibilité optimale de la marque, même sous un éclairage commercial intense.
🛠️ Le bureau de Harvey : Vos impressions se fissurent-elles et laissent apparaître le carton brut à chaque fois que vous pliez un présentoir robuste ? 👉 Demandez un audit de production ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quel pays produit le plus d'emballages ?
Les volumes de production mondiaux dictent les prix, mais la compréhension précise du fonctionnement des calendriers de fabrication à l'étranger est déterminante pour le respect des dates de lancement en magasin.
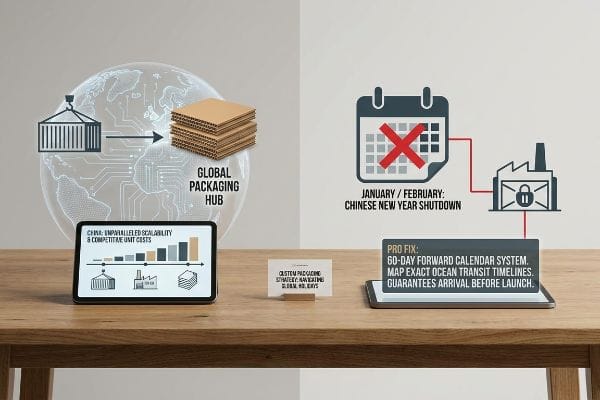
La Chine est le premier producteur mondial d'emballages, constituant le principal centre de fabrication de présentoirs de vente au détail, de boîtes en carton ondulé et de produits en papier personnalisés. Son immense infrastructure, composée d'imprimeries spécialisées, d'usines de transformation automatisées et de vastes chaînes d'approvisionnement en matières premières, lui confère une capacité de production à grande échelle inégalée et des coûts unitaires extrêmement compétitifs à l'échelle mondiale.
S'approvisionner auprès du plus grand centre mondial d'emballage est extrêmement efficace, jusqu'à ce que l'on se heurte à leurs calendriers culturels inflexibles.
Survivre au déficit de production du Nouvel An chinois
Les équipes d'approvisionnement établissent souvent leurs calendriers de lancement aux États-Unis en se basant sur les cycles de production occidentaux standard de 30 jours, ignorant totalement la saisonnalité de la production asiatique. Elles partent du principe que, puisqu'une usine produit des millions d'unités par mois, elle honorera leur commande dès réception du bon de commande. Cette approche simpliste entraîne des retards catastrophiques lorsque les jours fériés nationaux importants paralysent toute la chaîne d'approvisionnement¹⁰ .
Imaginez la production à l'étranger comme un voyage en train : si vous ratez le dernier appel, vous êtes bloqué jusqu'au prochain quart de travail. Je vois fréquemment des acheteurs tenter de passer une commande complexe de présentoirs lithographiés-laminés début janvier, sans se soucier de la fermeture des usines pour le Nouvel An chinois¹¹.Lorsque les usines ferment, il m'arrive d'être contacté par des responsables de marques paniqués, car leurs présentoirs sont immobilisés dans un entrepôt inactif pendant un mois. Pour remédier à cela, j'applique un système d'alerte strict basé sur un calendrier prévisionnel de 60 jours, obligeant les clients à approuver les épreuves 3D finales avant la fermeture des usines, afin de garantir que leurs présentoirs arrivent aux États-Unis exactement au moment voulu par le détaillant.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Ignorer les horaires des vacances à l'étranger | Mettre en place un système d'alerte précoce de 60 jours | Les écrans sont garantis livrés avant le lancement |
| Commandes minimales pendant la haute saison | Consolider les commandes groupées du T1 et du T2 | Permet d'éviter les pics de fret massifs en haute saison |
| En supposant des délais de traitement standard de 30 jours | Cartographier les délais exacts de transit océanique | Évite les rayons vides pendant les promotions |
Je procède toujours à une élaboration rétrospective du calendrier d'un projet en partant directement de la date de mise en magasin prévue par le détaillant. En tenant compte des fermetures liées aux fêtes de fin d'année avant même la confection du premier échantillon, j'élimine les frais d'urgence et préserve votre marge bénéficiaire.
🛠️ Le bureau de Harvey : Vos délais de production actuels ne tiennent-ils pas compte des principales fêtes internationales et risquent-ils de compromettre le lancement de vos produits en magasin ? 👉 Demandez une analyse de vos délais ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Quel est le pays d'origine indiqué sur l'emballage ?
Une étiquette obligatoire n'est que de l'encre, mais la documentation de conformité qui l'accompagne détermine si votre produit passera la douane ou s'il sera saisi.
L'indication du pays d'origine sur l'emballage précise le pays où les matières premières ont subi une transformation ou une fabrication substantielle. Cet étiquetage obligatoire fait l'objet d'un contrôle rigoureux de la part des autorités douanières afin d'appliquer des tarifs douaniers corrects, de prévenir la fraude commerciale et de garantir une transparence totale de la chaîne d'approvisionnement mondiale.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les agents des douanes exigent une preuve matérielle de conformité.
Pourquoi les usines prêtes à être auditées évitent les cauchemars aux frontières
De nombreux acheteurs de marques pensent qu'il leur suffit d'imprimer « Fabriqué en Chine » ou « Fabriqué aux États-Unis » sur le carton principal pour que leurs obligations de conformité soient entièrement remplies. Ils considèrent l'étiquetage de l'origine comme une simple tâche typographique dans leur fichier graphique. Or, les principaux détaillants américains et les services douaniers exigent des preuves d'audit complètes et vérifiables¹²démontrant que l'usine de fabrication respecte des normes éthiques, de sécurité et de qualité rigoureuses avant même que les produits ne soient autorisés à la vente.
Dans mon usine, je vois régulièrement des marques se démener lorsque les grandes enseignes exigent une preuve immédiate de conformité. Ce n'est pas qu'une théorie : je le constate en direct sur la chaîne de test lorsqu'un client tente de lancer massivement des présentoirs de tête de gondole chez un grand distributeur américain sans vérifier les qualifications de l'usine. Ils supposent que leur transitaire à bas prix s'en charge, mais une fois la cargaison arrivée au port, les douanes américaines ou l'équipe d'assurance qualité de Walmart exigent un rapport FCCA (audit des capacités et des capacités de l'usine). Je me souviens d'un client qui a subi un retard portuaire catastrophique de trois semaines car son fournisseur précédent n'avait pas pu fournir de documents BSCI (Business Social Compliance Initiative)valides¹³. Pour éviter ce genre de problème, j'impose un statut « prêt pour l'audit » sur toutes les lignes de production. En conservant des données de conformité pré-approuvées et en optimisant les déclarations ISF 10+2 exactement 72 heures avant l'expédition¹⁴,je garantis le respect des délais d'assemblage pour le conditionnement, ce qui permet à mes clients d'économiser des milliers de dollars en frais de surstockage imprévus et en refacturations par les distributeurs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Considérer les étiquettes d'origine comme de simples œuvres d'art | Maintenir des audits BSCI et SEDEX15 | Empêche un rejet massif des détaillants |
| Déposer les données douanières à la dernière minute | Soumettez les données ISF 10+2 72 heures à l'avance16 | Élimine les frais portuaires élevés |
| Utilisation de courtiers tiers non vérifiés | Collaborer avec des établissements directs et prêts à être audités | Garantit une conformité sans faille dans le secteur du commerce de détail |
Je ne laisse pas la paperasserie anéantir des mois de travail d'ingénierie. En veillant à ce que mon site respecte des normes d'audit rigoureuses, conformes aux standards des grandes enseignes, j'élimine les obstacles logistiques, permettant ainsi à votre campagne de passer la douane et d'être mise en vente sans encombre.
🛠️ Le bureau d'Harvey : Savez-vous si votre usine actuelle possède les certifications d'audit rigoureuses exigées par les principaux détaillants américains ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la rentabilité avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez opter pour un atelier moins cher et non certifié, mais si les matrices de rainage standard fissurent votre vernis lithographique rigide et exposent des bords bruts, vous risquez de ralentir la chaîne de conditionnement d'environ 30 % et de compromettre l'image haut de gamme de votre marque. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances des usines : laissez-moi analyser personnellement vos fichiers de structure grâce à mon audit gratuit de pré-impression ↗ afin de détecter ces erreurs coûteuses avant la production de masse.
« [PDF] Emballages à base de fibres – Fonds mondial pour la nature », https://www.worldwildlife.org/documents/2321/26_3114_Fiber_Pkg_Whitepaper_FINAL_040826_DD.pdf. Des études en science des matériaux sur la longueur des fibres de cellulose et la résistance de la liaison démontrent que les fibres recyclées présentent généralement une résistance à l'humidité inférieure à celle du kraft vierge. Rôle de la preuve : validation technique ; type de source : revue scientifique à comité de lecture. Arguments : défaillance structurelle des fibres recyclées en milieu humide. Note de portée : comparaison entre le kraft vierge et le Testliner recyclé .
« Évolution de la qualité des matériaux en fibres recyclées. Partie 1. Facteurs influençant… », https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. [Une analyse technique des propriétés de la pâte permettrait de vérifier que les cycles de recyclage répétés raccourcissent les fibres de cellulose et réduisent la résistance des liaisons inter-fibres]. Type de preuve : spécification technique ; type de source : publication scientifique sur les matériaux. Arguments : l’infériorité structurelle du testliner recyclé par rapport au kraft vierge. Note de portée : la dégradation des fibres varie en fonction du nombre de cycles de recyclage .
« Différence entre le Testliner et le papier kraft – TLP Packaging », https://tlppackaging.com/difference-between-testliner-and-kraft-paper/. [Les recherches en science des matériaux indiquent que les fibres vierges non coupées et plus longues du papier kraft offrent une résistance à la traction et à l'éclatement supérieure à celle des fibres recyclées plus courtes]. Rôle de la preuve : justification technique ; type de source : étude en science des matériaux. Argument en faveur : de la préférence pour le papier kraft vierge dans les emballages robustes. Note sur la portée : l'étude porte sur la longueur des fibres et la résistance de la liaison .
« La science derrière les emballages en carton ondulé résistants et durables », https://diapkg.com/blog/the-science-behind-stronger-and-more-durable-corrugated-packaging/. [Des données techniques sur la physique du carton ondulé démontrent comment l’alignement vertical des cannelures maximise la résistance à la compression verticale de la boîte]. Type de preuve : vérification quantitative ; source : manuel technique. Argument : avantage d’un bon alignement du grain. Remarque : les résultats peuvent varier selon la qualité du carton et le profil des cannelures .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Un manuel d'ingénierie ou un guide scientifique des matériaux d'emballage expliquerait la tension et la déformation mécaniques exercées sur le revêtement de matériaux spécifiques, testés selon la norme ECT (Edge Crush Test), lors du processus de découpe]. Rôle de la preuve : Vérification technique ; type de source : Norme d'ingénierie industrielle. Éléments étayés : Le mécanisme physique à l'origine de la déformation du matériau et des risques de fissuration. Note relative à la portée : Spécifique aux qualités de carton ondulé .
« Découpe et rainage du carton – Holmen Iggesund », https://www.iggesund.com/insights/paperboard-know-how/paperboard-manual/paperboard-manual-publication/printing-and-converting-performance/die-cutting-and-creasing/. [Une source faisant autorité sur la technologie de découpe expliquerait comment les canaux de la matrice agissent comme une enclume calibrée pour contrôler l'étirement des fibres et éviter la fissuration du vernis]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie industrielle. Appuie : l'utilisation d'outillage spécifique pour éviter les fissures lithographiques. Note sur le champ d'application : s'applique spécifiquement aux matériaux ondulés lithographiés .
« Transformation et ses effets sur les propriétés barrières des emballages couchés… », https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Des sources faisant autorité sur la transformation des emballages expliquent comment les matrices polymères répartissent la pression pour éviter la fissuration de l’encre lors du pliage]. Rôle de la preuve : validation technique ; type de source : manuel industriel. Appui : efficacité des matrices polymères dans la prévention des craquelures lithographiques. Note de portée : spécifique aux boîtes pliantes haut de gamme .
« Comment utiliser les outils polyvalents de tôlerie d'Onshape pour… », https://www.onshape.com/en/blog/how-to-use-onshapes-versatile-sheet-metal-tools-for-consumer-packaging-design. [La documentation technique du logiciel de CAO pour emballages explique comment le calcul des tolérances de pliage tient compte de l'épaisseur du carton pour garantir un ajustement précis]. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Supporte : la précision de l'ajustement des languettes de verrouillage en fonction de l'épaisseur du carton. Note relative au champ d'application : s'applique aux cartons ondulés et aux cartons pliants .
« Qu’est-ce que le vernis de protection dans l’emballage et l’impression ? | Guide complet », https://www.wecustomboxes.com/blog/what-is-varnish-coating-in-packaging-and-printing/. [Les données scientifiques sur les revêtements d’emballage démontrent que les films élastiques résistent mieux aux contraintes de pliage que les vernis rigides, réduisant ainsi le décollement]. Type de preuve : comparaison de matériaux ; source : fiche technique. Avantages : réduction du décollement lors de l’assemblage. Précision : ce document porte sur les propriétés de lamination .
« Le Nouvel An chinois et son impact sur la chaîne d'approvisionnement mondiale », https://ctl.mit.edu/news/chinese-new-year-and-its-impact-global-supply-chain . [Un rapport de référence en logistique ou en chaîne d'approvisionnement documenterait les arrêts de production systémiques et les pénuries de main-d'œuvre pendant les principales fêtes nationales asiatiques]. Rôle de la preuve : vérification factuelle ; type de source : analyse sectorielle. Appuie : l'affirmation selon laquelle les fêtes saisonnières créent des ruptures de production. Note sur la portée: concerne principalement les centres de production d'Asie de l'Est.
« Anticiper les délais de production pendant le Nouvel An chinois », https://www.zenpack.us/blog/planning-ahead-for-chinese-new-year-production-timelines/. [Des rapports sectoriels et des guides logistiques faisant autorité confirment l’arrêt systématique des usines chinoises pendant les congés du Nouvel An lunaire]. Rôle de la preuve : Vérification des faits ; type de source : Analyse de la chaîne d’approvisionnement. Appuie : L’affirmation selon laquelle la production s’interrompt pendant cette période précise. Note de portée : L’impact varie légèrement selon les provinces et les secteurs .
« Le CBP lance un test d’interopérabilité pour améliorer la chaîne d’approvisionnement… », https://www.cbp.gov/newsroom/national-media-release/cbp-initiates-interoperability-standards-test-improve-supply-chain. [Les directives gouvernementales ou les manuels de conformité des détaillants documenteraient l’exigence d’audits d’usine pour vérifier le respect des normes éthiques et de sécurité]. Rôle de la preuve : vérification technique ; type de source : documentation réglementaire. Appuie : l’affirmation selon laquelle l’étiquetage seul est insuffisant pour le dédouanement et la vente au détail. Note sur la portée : s’applique principalement aux importations à destination des États-Unis .
« Chaîne d'approvisionnement responsable étape par étape | TÜV Rheinland », https://www.tuv.com/landingpage/en/supply-chain-audits/main-topics/3-step-by-step-to-a-responsible-supply-chain.html. [La documentation officielle des normes BSCI décrit les audits de conformité sociale obligatoires que les détaillants internationaux doivent réaliser pour vérifier leurs pratiques de fabrication et de travail éthiques]. Rôle de la preuve : norme sectorielle ; type de source : organisation professionnelle. Appui : exigences de certification des usines. Note sur le périmètre : principalement axé sur les normes sociales et de travail .
« 19 CFR Partie 149 — Déclaration de sécurité de l’importateur – eCFR », https://www.ecfr.gov/current/title-19/chapter-I/part-149. [Les directives officielles des douanes et de la protection des frontières des États-Unis (CBP) précisent le délai de dépôt obligatoire et les données requises pour les déclarations de sécurité de l’importateur afin d’éviter les sanctions portuaires]. Rôle de la preuve : spécification technique ; type de source : réglementation gouvernementale. Appuie : délais de conformité réglementaire. Note de portée : Spécifique aux importations maritimes américaines .
« Amfori BSCI ou SMETA ? Quel audit éthique me faut-il ? – Eurofins », https://www.eurofins.com/assurance/resources/articles/amfori-bsci-or-smeta-which-ethical-audit-do-i-need/. [Les manuels de conformité du secteur détaillent comment les audits BSCI et SEDEX vérifient l’approvisionnement éthique et les normes opérationnelles afin de répondre aux exigences des distributeurs]. Rôle de la preuve : vérification factuelle ; type de source : norme sectorielle. Appui : Le rôle des audits dans la prévention du rejet par les distributeurs. Note de portée : Axé sur les audits de conformité sociale .
« Déclaration de sécurité à l'importation (ISF) – Quand soumettre à la CBP », https://www.help.cbp.gov/s/article/Article-1868. [La réglementation des douanes et de la protection des frontières des États-Unis définit les exigences de la déclaration de sécurité à l'importation (ISF) 10+2 et les sanctions encourues en cas de soumission tardive ou inexacte]. Rôle de la preuve : vérification réglementaire ; type de source : réglementation gouvernementale. Appuie : l'affirmation selon laquelle le dépôt de l'ISF en temps opportun permet d'éviter les retards et les frais portuaires. Note relative au champ d'application : s'applique aux importations douanières américaines .



