
Obtenir de l'espace en rayon dans d'immenses entrepôts comme Costco est une victoire considérable, mais concevoir des présentoirs en carton ondulé capables de résister aux conditions difficiles de leurs magasins est une toute autre affaire.
La conception d'un présentoir pour entrepôt-club exige le strict respect des normes structurelles et dimensionnelles universelles. Ces présentoirs robustes doivent résister à des charges importantes, être fabriqués en carton ondulé haute résistance, optimiser l'encombrement des palettes standard et garantir une visibilité optimale tout au long du parcours client, afin d'attirer en toute sécurité les consommateurs pressés dans les entrepôts internationaux à fort trafic.

Les grandes enseignes fonctionnent selon un principe d'efficacité impitoyable. Si votre marchandiseur ne respecte pas la liste de contrôle de conformité, votre campagne est vouée à l'échec dès le chargement.
Quelles sont les six règles d'affichage ?
Les marques se retrouvent souvent complètement désemparées face aux manuels de conformité des détaillants, persuadées qu'un graphisme attrayant suffit à réussir l'audit du fournisseur et à attirer les clients dans les rayons.
Les six directives d'affichage définissent des normes universelles en matière de stabilité structurelle, de résistance des matériaux, d'agencement spatial, de visibilité des produits, d'accessibilité ergonomique et d'optimisation des palettes. Le respect de ces exigences fondamentales pour le commerce de détail garantit que le présentoir en carton ondulé maintiendra en toute sécurité les produits lourds tout en maximisant l'impact visuel et en résistant aux aléas du transport à l'échelle mondiale.

Comprendre les règles de base est facile, mais c'est leur application concrète sur du carton que la plupart des campagnes échouent.
La règle d'engagement 3-3-3 contre la surcharge cognitive
Même les designers les plus expérimentés négligent souvent cet angle mort, partant du principe qu'un rendu 3D haute résolution prédit parfaitement la réaction du client. Ils traitent alors la structure en carton ondulé comme un panneau d'affichage plat, surchargeant chaque centimètre carré de messages marketing, de logos et de codes QR. Leur théorie : plus d'informations signifient un meilleur taux de conversion enmagasin¹.
Je constate constamment cette erreur lorsque mes clients m'envoient leurs gabarits. Sur un écran d'ordinateur, ces paragraphes denses sont esthétiques, mais dans l'environnement difficile d'un entrepôt, ils provoquent une surcharge cognitive instantanée. Je me souviens d'avoir vu un client pressé ignorer complètement un présentoir de cosmétiques , car le rebord avant était si haut qu'il masquait les flacons, et le texte minuscule l'obligeait à se pencher pour le lire. Pour remédier à cela, j'applique rigoureusement la règle du 3-3-3. Je supprime le texte secondaire et je réduis le rebord avant pour garantir une visibilité du produit d'au moins 85 %. Il faut que le texte en couleur directe soit bien visible à 9 mètres, la forme du produit à 90 cm, et le flacon lui-même exposé pour la dernière prise en main. Le clic net et satisfaisant de la découpe qui s'enclenche est inutile si le client passe devant sans s'arrêter. En isolant l'objectif, nous réduisons les coûts d'encre CMJN (Cyan, Magenta, Jaune, Noir) tout en améliorant considérablement la visibilité du produit.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Remplir les présentoirs de texte lourd | La règle d'engagement spatial 3-3-32 | Capture le trafic piétonnier impulsif |
| objets dissimulant les lèvres à haute rétention | Bord tranchant pour une visibilité de 85 %3 | Augmente l'interaction physique avec le produit |
| En ignorant les angles d'éclairage du magasin | Des aplats de couleur au lieu d'encres standard4 | Se distingue sous les néons |
J'élimine sans pitié les éléments marketing superflus des dossiers techniques. En concevant votre présentoir en fonction de la distance exacte à laquelle se tient le client, je vous garantis qu'il générera un véritable flux de clients au lieu de se fondre dans le décor des rayonnages métalliques.
🛠️ Le bureau d'Harvey : Vous hésitez à envoyer votre visuel pendant trois secondes ? 👉 Envoyez-moi votre gabarit à plat ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Quels sont les quatre types d'écrans de base ?
En parcourant les allées d'un magasin de club, on découvre une variété impressionnante d'agencements, ce qui rend difficile le choix de l'emplacement idéal pour le lancement de votre produit et votre budget.
Les quatre types de présentoirs de base en magasin comprennent les présentoirs de sol, les présentoirs de comptoir, les présentoirs sur palettes et les présentoirs en ligne. Chaque format universel répond à une stratégie spatiale spécifique, allant des imposants présentoirs de tête de gondole autoportants aux structures compactes incitant à l'achat impulsif, placées directement à proximité des caisses principales.

Choisir le format n'est que la première étape ; le véritable défi consiste à l'adapter aux contraintes spatiales strictes du détaillant.
Navigation avec des palettes fractionnées et limites de portée
Même les équipes d'approvisionnement les plus expérimentées tombent souvent dans le même piège : elles conçoivent un présentoir de sol imposant, partant du principe que plus grand signifie toujours meilleure visibilité. Elles proposent ces présentoirs de 1219 × 1016 mm (48 × 40 pouces) aux acheteurs de la grande distribution, persuadées que la taille imposante du présentoir dominera les rayons et générera un volume de ventes important pour le trimestre.
La réalité est brutale lorsque l'acheteur rejette catégoriquement le design, faute d'espace suffisant dans les allées des entrepôts. Un de mes clients a failli perdre un déploiement majeur au quatrième trimestre, car le présentoir proposé nécessitait un socle en bois entier, ignorant totalement la volonté du magasin de partager l'espace. J'ai immédiatement réorienté la conception pour utiliser une géométrie de palette fractionnée. En découpant mathématiquement l'espace au sol en quarts de palette précis de 609 × 508 mm (24 × 20 pouces), nous avons permis à quatre campagnes différentes de s'intégrer sur un seul socle GMA (Grocery Manufacturers Association). Je me souviens encore du bruit sec des lourds panneaux de test s'insérant parfaitement dans cette grille serrée lors de la vérification du prototype. Grâce à cette subdivision spatiale, l'acheteur a approuvé sans hésiter l'espace réduit, évitant ainsi au client des frais de refus exorbitants et sauvant complètement son emplacement stratégique, tout en respectant les normes d'accessibilité strictes de l' ADA (Americans with Disabilities Act) .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Installation de projecteurs pleine grandeur de 48×407 | Utilisation de la géométrie des palettes fractionnaires8 | Garantit un espace d'allée partagée de qualité supérieure |
| Unités de plancher rétractables pour comptoirs | Séparation de l'ingénierie POP et POS | Empêche les refacturations liées à la conformité9 |
| Surveiller les risques liés au balayage rotatif | Cartographie mathématique du rayon de braquage | Évite de bloquer les chariots d'achat |
Je ne laisse jamais un client proposer un présentoir surdimensionné sans plan B. En adaptant mathématiquement votre présentoir à des dimensions précises, je vous garantis un emplacement de choix sans risque de refus immédiat de la part du distributeur.
🛠️ Le bureau de Harvey : Êtes-vous certain que l’agencement proposé respecte les strictes dimensions des allées des clubs-entrepôts ? 👉 Demandez un audit spatial ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelles sont les 5 étapes de la création d'un affichage ?
Passer d'une esquisse sommaire à un dispositif entièrement équipé implique une chaîne complexe d'étapes d'ingénierie, de prépresse et de fabrication qui peuvent facilement dérailler si elles sont mal gérées.
La fabrication d'un présentoir comprend cinq étapes : conception structurelle, sélection du matériau, calibrage prépresse automatisé, découpe et livraison clé en main. La maîtrise de ce processus de fabrication universel garantit l'intégrité structurelle du présentoir final en carton ondulé, même face aux contraintes rigoureuses du transport à l'échelle mondiale.
Bien que la procédure semble simple, négliger l'épaisseur physique des matériaux lors de la phase de conception entraînera une défaillance catastrophique de l'assemblage.
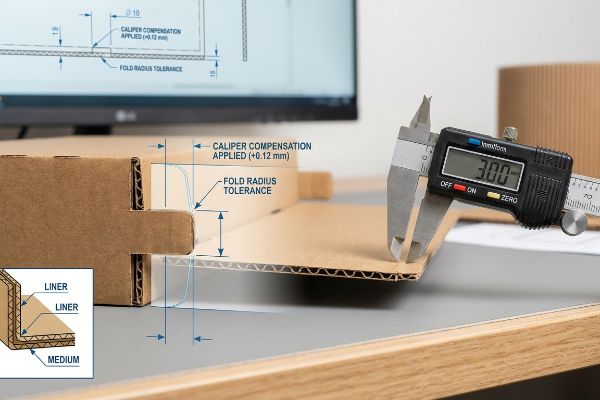
Le piège de la compensation d'étrier dans la conception structurale
Les marques essaient souvent de réduire leur budget en faisant dessiner des fichiers structurels par des graphistes externes dans un logiciel vectoriel standard10.Ces concepteurs créent méticuleusement les languettes et les fentes pour qu'elles correspondent parfaitement sur le canevas numérique, en supposant qu'une languette d'un pouce (25,4 mm) glissera sans problème dans une fente correspondante sur le plancher de l'usine.
Imaginez que vous essayiez de confectionner un épais manteau d'hiver avec les mesures d'une fine chemise d'été : le calcul ne tient pas la route quand on ajoute l'épaisseur. Je reçois constamment des fichiers où les encoches ne tiennent pas compte du pliage. Lorsqu'une plaque de carton cannelure B de 3 mm d'épaisseur se plie à 90 degrés, elle consomme du matériau. Si je n'utilise pas mes algorithmes de compensation d'épaisseur automatisés dans le logiciel de CAO (Conception Assistée par Ordinateur) pour élargir ces encoches, l'équipe de conditionnement risque de déchirer la feuille imprimée en forçant l'assemblage des pièces. J'entends encore le bruit horrible des fibres de papier brut qui se déchirent lors d'un test de résistance, lorsqu'un concepteur inexpérimenté a négligé le rayon de pliure. En ajoutant mathématiquement ces tolérances de pliage microscopiques précises au tracé de découpe avant la découpe, j'élimine complètement les frottements d'assemblage, réduisant ainsi le temps d'emballage manuel d'environ 20 % et préservant la marge bénéficiaire de la campagne.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des languettes correspondant exactement aux fentes | Application d'une compensation d'étrier automatisée11 | Garantit un co-packing sans friction |
| Utilisation d'outils Web pour les fichiers structurels | Ancrage à un système technique (PDF) | Prévient les défaillances dues aux charges dynamiques12 |
| En négligeant l'humidité ambiante de l'entrepôt | Conception de butées de dégagement supplémentaires pour les fentes13 | Empêche les déchirures lors de l'assemblage en milieu humide |
Je refuse de travailler sur un fichier dont l'épaisseur du matériau n'a pas été prise en compte. En reconstruisant vos rainures avec des tolérances de pliage précises, je protège votre marque contre des coûts de main-d'œuvre exorbitants et des défaillances structurelles embarrassantes lors du conditionnement.
🛠️ Harvey's Desk : Vos languettes d'emboîtement sont-elles correctement ajustées au rayon de pliage du carton ondulé ? 👉 Faites vérifier votre fichier ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Comment présenter les articles dans un magasin de détail ?
Pour commercialiser efficacement vos produits, il faut trouver un équilibre entre une esthétique attrayante et la logistique rigoureuse et exigeante nécessaire pour acheminer votre unité entièrement chargée jusqu'à la surface de vente, en parfait état.
La présentation des produits en point de vente exige des marques qu'elles privilégient des agencements asymétriques, optimisent l'ergonomie des étagères et veillent à ce que les supports en carton ondulé soient parfaitement adaptés aux dimensions standard des palettes. Une mise en œuvre rigoureuse garantit une forte visibilité et une accroche immédiate, tout en préservant l'intégrité structurelle des supports face aux fortes contraintes de cisaillement liées à la manutention intensive lors de la chaîne d'approvisionnement.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les chariots élévateurs commencent à charger vos marchandises lourdes.
Pourquoi le chargement standard de palettes échoue-t-il en usine ?
Les équipes d'approvisionnement augmentent fréquemment les dimensions de leurs cartons principaux ou de leurs présentoirs afin d'optimiser la densité d'expédition, partant du principe que la résistance à la compression du carton ondulé renforcésuffira à protéger les marchandises. Elles empilent mathématiquement le maximum de produits sur le plateau en bois, convaincues qu'un encombrement plus important garantit une meilleure efficacité logistique.
Dans mon atelier, je constate régulièrement les conséquences désastreuses de cette logique spatiale excessive lorsque les unités pré-remplies arrivent sur la ligne de test. La résistance à l'écrasement des bords d'un emballage en carton ondulé dépend jusqu'à 60 % de l'alignement vertical de ses quatre coins, selon la norme TAPPI (Technical Association of the Pulp and Paper Industry). Lorsqu'un client élargit l'emprise au sol, le carton dépassant de seulement 12,7 mm (0,5 pouce) de la palette en bois standard, ces coins structurels ne supportent aucune charge. Lors d'une simulation de compression, j'ai vu un carton du bas, non soutenu, se courber visiblement vers l'extérieur et se déformer de façon catastrophique sous une pression de 567 kg (1 250 lb). Pour remédier à ce problème, j'impose une zone de débordement nulle dans mon logiciel, réduisant artificiellement l'emprise au sol maximale autorisée de 12,7 mm exactement à l'intérieur du périmètre de la palette. En imposant cette tolérance microscopique, je garantis que les coins supportent la totalité de la force de compression, éliminant ainsi tout dommage lié au transport et évitant les retours coûteux des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Débordant de la terrasse en palettes de bois | Obligation d'un cadre de délimitation sans débordement | Restaure la pleine résistance verticale des angles |
| Ignorer les espaces entre les planches de terrasse en bois | Incorporer des feuilles de glissement ondulées solides | Élimine l'affaissement des produits de bas de gamme |
| Utilisation de palettes d'exportation bon marché non traitées | S'approvisionner en socles en bois strictement certifiés | Réussit les audits de conformité stricts des entrepôts |
Je ne fais jamais confiance à la résistance des matières premières si la géométrie physique présente des défauts. En fixant rigoureusement l'empreinte de votre unité à l'intérieur de la zone de sécurité de la palette, je garantis que votre présentoir lourd résistera au transport et arrivera prêt à être mis en rayon.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur qui néglige les contraintes physiques liées au débordement des palettes, mais si un coin non soutenu lors du test de compression des bords (ECT) cède sous le poids de l'entrepôt, le détaillant refusera immédiatement vos produits, anéantissant ainsi la marge bénéficiaire de votre campagne. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous laissez plus guider par des suppositions sur la répartition complexe des charges : laissez-moi réaliser un audit personnalisé de votre logistique grâce à mon Audit de découpe gratuit ↗ afin de garantir la pérennité de vos produits tout au long de la chaîne d'approvisionnement des grandes surfaces.
« Comment la surcharge informationnelle affecte-t-elle les décisions d’achat en ligne des consommateurs… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8567038/. [Une source faisant autorité sur la théorie de la charge cognitive dans les environnements de vente au détail évaluerait la relation entre la densité de l’information et les taux de conversion des acheteurs]. Niveau de preuve : preuves contradictoires ; type de source : étude universitaire. Confirme : l’effet de la surcharge cognitive sur la conversion en magasin. Note de portée : s’applique spécifiquement aux présentoirs sur le lieu de vente .
« L’importance de la règle des 3 pour vos présentoirs personnalisés », https://mcintyredisplays.com/blog/custom-store-displays/ . [Un guide sectoriel ou une étude de merchandising visuel explique les paramètres précis de distance et de temps de la règle des 3-3-3 pour capter l’attention du consommateur]. Niveau de preuve : définition technique ; type de source : livre blanc sectoriel. Appui : efficacité des règles d’ engagement spatial. Note de portée : Spécifique aux environnements de points de vente au détail.
« Quelle est la hauteur moyenne des étagères de vente au détail ? – PopDisplay », https://popdisplay.me/what-is-the-average-retail-shelf-height/. [Une étude en merchandising visuel quantifie comment la réduction de la hauteur du rebord de maintien augmente la surface visible des produits d'environ 85 %]. Type de preuve : mesure quantitative ; type de source : étude de conception de points de vente. Affirme : l'impact de la hauteur du rebord sur la visibilité des produits. Remarque : varie selon les dimensions du produit .
« Couleurs d'accompagnement – Wikipédia », https://en.wikipedia.org/wiki/Spot_color. [Les manuels techniques d'impression expliquent pourquoi les aplats de couleurs d'accompagnement offrent une saturation et un contraste supérieurs sous éclairage fluorescent par rapport aux encres CMJN standard]. Rôle de la preuve : spécification technique ; type de source : manuel de l'industrie de l'imprimerie. Appuie : l'utilisation d'encres spécifiques pour une meilleure visibilité en point de vente. Note de portée : s'applique aux affichages graphiques à contraste élevé .
« Types de présentoirs sur palette : pleine, demi et quart – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Une source de référence du secteur, la Grocery Manufacturers Association (GMA), confirme que 48 × 40 pouces est la norme universelle pour les palettes de vente au détail en Amérique du Nord]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Supporte : dimensionnement standard pour les présentoirs de sol pleine taille. Note sur la portée : principalement applicable aux environnements de vente au détail nord-américains .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [Les normes ADA pour la conception accessible définissent des exigences spécifiques de hauteur et de profondeur pour les objets accessibles dans les espaces publics afin d'en garantir l'accessibilité. Rôle de la preuve : Conformité réglementaire ; type de source : Règlement gouvernemental. Appui : Légalité et sécurité de l'agencement des commerces. Note de portée : Les exigences diffèrent selon que l'on atteint l'objet depuis un fauteuil roulant ou en position debout.] ↩
« Dimensions standard des palettes | Avec tableau – Kamps Pallets », https://www.kampspallets.com/standard-pallet-sizes-with-chart/ . [Des sources logistiques faisant autorité confirment que 48 × 40 pouces est la dimension standard des palettes GMA pour les présentoirs de vente au détail en Amérique du Nord]. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Supporte : dimensions standard des présentoirs. Note sur la portée : principalement applicable aux marchés nord-américains.
« Présentoirs pour magasins-entrepôts : têtes de gondole, palettes et plus encore pour les marchandises en vrac », https://www.qpack.com/retail-displays/pallet/club-store. [Les guides sectoriels sur le merchandising expliquent comment l’utilisation d’une fraction de l’encombrement d’une palette standard permet aux fournisseurs d’optimiser l’espace dans les allées partagées]. Type de preuve : méthode technique ; type de source : manuel de merchandising. Objectif : optimisation de l’espace de vente optimal. Précision : Spécifique aux environnements de magasins-entrepôts à forte densité .
« Comment fonctionnent les refacturations en magasin et comment les éviter », https://www.weberlogistics.com/blog/california-logistics-blog/how-retail-chargebacks-work-and-what-you-can-do-about-them. [Les manuels des fournisseurs précisent les pénalités financières, ou refacturations, appliquées aux présentoirs non conformes aux normes d'accessibilité.] Preuve : spécification technique ; type de source : politique commerciale. Justifie : risque financier lié à une conception inadéquate. Remarque : les pénalités spécifiques varient selon le détaillant .
« Logiciel de conception d'emballages structurels | ArtiosCAD – Esko », https://www.esko.com/en/why-esko/structural-packaging-design . [Les manuels techniques d'emballage font la distinction entre la conception graphique 2D et l'ingénierie structurelle, en précisant que les logiciels vectoriels standard ne permettent pas les calculs de dimensionnement 3D nécessaires à l'assemblage physique]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Justifie : le risque lié à l' utilisation de logiciels non spécialisés pour la conception structurelle. Note relative au champ d'application : s'applique spécifiquement à l'épaisseur des matériaux ondulés.
« La réflexion derrière la gestion de l’épaisseur – Paper 360 », https://paper360.tappi.org/2022/08/12/the-thought-behind-managing-caliper/. [Les manuels techniques d’ingénierie de l’emballage expliquent comment l’ajustement de l’épaisseur du matériau (caliper) est nécessaire pour garantir un assemblage sans forcer des composants]. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie. Justifie : La nécessité de la compensation de l’épaisseur pour l’ajustement des languettes et des encoches. Note de portée : S’applique spécifiquement aux matériaux de substrat ondulés ou rigides.] ↩
« Conception d'emballages structurels : éléments clés, processus, applications… », https://packhit.com/packaging/design/structural/. [Les normes industrielles pour l'ingénierie des présentoirs de vente au détail précisent que l'ancrage à des gabarits de conception précis empêche l'effondrement structurel sous l'effet de charges mobiles ou variables]. Rôle de la preuve : validation technique ; type de source : norme industrielle. Appui : avantage de l'utilisation de gabarits de conception système par rapport aux outils web génériques. Note de portée : axé sur les présentoirs de vente au détail supportant des charges.] ↩
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Des recherches en science des matériaux sur les emballages à base de cellulose démontrent que la dilatation hygroscopique en milieu humide exige des tolérances de jeu spécifiques pour éviter la déchirure du matériau lors de l'assemblage]. Rôle de la preuve : Validation des propriétés physiques ; type de source : Revue de science des matériaux. Appui : L'utilisation de tampons pour atténuer les effets de l'humidité. Note de portée : Applicable au carton et aux matériaux ondulés. ]
« Étude de l’effet de la rigidité du plateau supérieur des palettes sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Une source faisant autorité en ingénierie de l’emballage expliquerait comment les mesures de compression brutes sont calculées et pourquoi elles peuvent ne pas garantir la protection des marchandises pendant le transport si l’intégrité structurelle est compromise par des dimensions accrues]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Appuie : le risque associé à une utilisation exclusive des mesures de compression. Note de portée : concerne les normes relatives au carton ondulé .



