
Vous investissez des milliers d'euros dans le lancement d'un produit, mais si la présentation finale en magasin est un échec, vos marges s'évaporent. Concevons des présentoirs performants.
Pour créer les présentoirs PLV (Publicité sur le Lieu de Vente) les plus performants, il est essentiel de trouver un équilibre entre intégrité structurelle, conformité aux normes de vente et impact visuel. Il faut calculer avec précision les tolérances des matériaux, optimiser la logistique de la chaîne d'approvisionnement et utiliser des cadres d'analyse psychologique du consommateur afin de garantir que le marchandiseur stimule activement les achats impulsifs dans les rayons concurrentiels des grandes surfaces.

J'ai vu trop de beaux projets s'effondrer sous la pression du commerce de détail. Voici comment nous concilions théorie numérique et réalité du terrain.
Comment améliorer l'apparence des figurines Funko Pop ?
Empiler les boîtes de collection comme des briques transforme vos produits haut de gamme en un fouillis visuel chaotique que les clients ignorent.
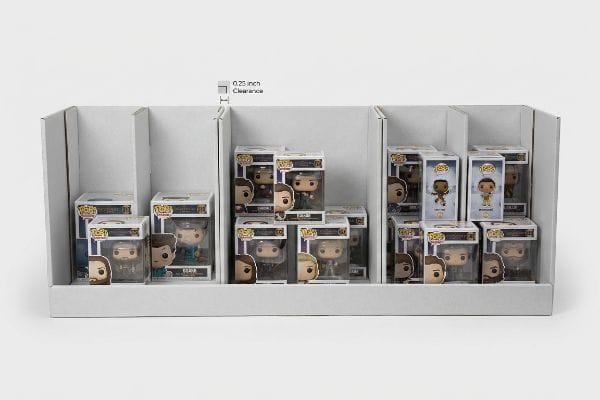
Pour mettre en valeur les figurines Funko Pop, il est essentiel de concevoir des séparateurs modulaires asymétriques afin de créer un contraste visuel. En divisant les grilles symétriques en groupes de trois, cinq ou sept produits, on guide naturellement le regard du client tout en garantissant un espace suffisant pour éviter d'endommager les emballages fragiles lors des réapprovisionnements quotidiens en magasin.
Mais connaître cette théorie du merchandising visuel ne suffit pas lorsqu'il s'agit concrètement de charger des unités dans un plateau.
La stratégie « asymétrie 3-5-7 » pour les objets de collection
Les jeunes designers ont souvent tendance à agencer à plat une grille dense et parfaitement symétrique de produits sur une seule étagère, partant du principe qu'une densité maximale génère de meilleures ventes. Ils s'appuient sur des modèles standards pour la vente au détail sans se soucier de l'impact physique d'une disposition rigide, bord à bord, dans une allée très fréquentée.
L'erreur classique des débutants est de privilégier les calculs mathématiques au détriment de la psychologie humaine et de l'espace disponible. Même les équipes d'approvisionnement expérimentées négligent souvent cet angle mort lorsqu'il s'agit d'articles fragiles en boîte. Je me souviens d'avoir vu un vendeur forcer une boîte de collection carrée dans un plateau en carton ondulé symétrique, terriblement étroit; le bruit du carton qui se déchire résonnait dans l'allée, ruinant complètement l'image haut de gamme de la marque. Pour remédier à cela, j'utilise la « règle 3-5-7 » en concevant des séparateurs modulaires dédiés qui répartissent ces articles en groupes asymétriques de trois, cinq ou sept. Cet espacement intégré oblige le regard à s'attarder sur la disposition, tout en offrant un dégagement physique précis de 6,35 mm (0,25 pouce) ¹ qui élimine totalement les déchirures de carton et les réparations fastidieuses avec du ruban adhésif transparent, réduisant ainsi le temps de réapprovisionnement manuel d'environ 30 % ² .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Remplissage d'une grille symétrique | Regroupement asymétrique « 3-5-7 »3 | L'engagement visuel des consommateurs est renforcé par les forces |
| Emballage du produit bord à bord | Ajout d'un dégagement de 0,25 pouce (6,35 mm)4 | Empêche la déchirure de la boîte lors du réapprovisionnement |
| Rayonnages ouverts standard | Cloisons internes modulaires | Maintient les objets fragiles en position verticale et en toute sécurité |
J'exige systématiquement des séparateurs modulaires sur mesure pour les objets de collection fragiles en boîte, afin d'optimiser le rangement tout en préservant leur aspect esthétique. C'est le seul moyen de garantir que vos précieux articles restent impeccables sur l'étagère.
🛠️ Le bureau d'Harvey : Vos boîtes de collection sont-elles endommagées lors du réapprovisionnement en magasin ? 👉 Demandez un audit gratuit de vos séparateurs ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment créer un présentoir PLV ?
Concevoir un affichage sur un écran plat est facile, mais c'est en forçant des matériaux rigides à se plier dans le monde réel que la plupart des projets échouent.
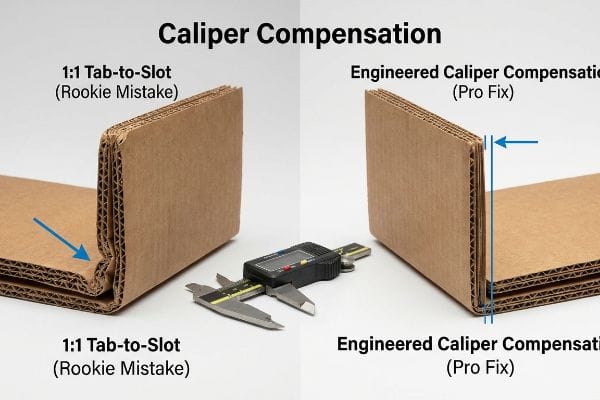
La fabrication d'un présentoir PLV exige une compensation mathématique de l'épaisseur de chaque pli structurel. Les panneaux ondulés consomment de la matière lorsqu'ils sont pliés à 90 degrés ; il est donc nécessaire d'élargir les rainures de réception dans la découpe pour qu'elles correspondent à l'épaisseur du support, garantissant ainsi un assemblage manuel sans frottement et évitant tout risque de déformation au sol.
La maîtrise des calculs structurels est absolument essentielle avant même de penser à l'impression graphique.
Maîtriser la compensation des étriers et les tolérances de flexion
Les graphistes conçoivent souvent, dans les logiciels d'illustration numérique, des languettes d'emboîtement et des fentes de pliage à la largeur exacte du panneau correspondant. Ils traitent ainsi, à tort, un support épais en cannelure B comme s'il s'agissait d'une ligne numérique immatérielle et infiniment fine.
La dure réalité nous frappe de plein fouet lorsque les panneaux plats arrivent à l'usine de conditionnement. Lorsqu'un panneau de 3 mm d'épaisseur se plie, il consomme beaucoup de matière⁶.J'ai vu, sur la chaîne de montage, des emballeurs transpirer et peiner pendant 15 minutes à forcer une languette mal alignée dans une fente mathématiquement trop étroite ; la résistance du carton kraft vierge finit par céder, écrasant une cannelure et déformant irrémédiablement l'écran. Pour résoudre ce problème, j'applique automatiquement des algorithmes de « compensation d'épaisseur » dans mon logiciel de CAO (Conception Assistée par Ordinateur). Si vous me fournissez un gabarit plat, je recrée entièrement les fentes avec des tolérances de pliage spécifiques, garantissant ainsi un assemblage sans frottement des écrans pré-remplis et réduisant considérablement les coûts de main-d'œuvre⁷.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Rapport languette/fente de 1:1 | Compensation d'étrier conçue8 | Élimine les panneaux de structure déformés |
| En négligeant l'épaisseur du circuit imprimé | Ajout de tolérances de pliage spécifiques9 | Accélère l'emballage sur la chaîne de montage |
| Imposer des liens étroits | fentes de réception mathématiquement élargies10 | Prévient l'écrasement des cannelures et les déchirures |
Je refuse de passer une lime à la table de découpe tant que les tolérances de pliage ne correspondent pas parfaitement à l'épaisseur de la planche. Ce calcul préventif est la clé de la rentabilité de votre ligne de conditionnement.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre gabarit numérique tient compte de l'épaisseur physique de votre carton ondulé ? 👉 Faites vérifier votre gabarit ↗ — Téléchargez en toute sécurité. N'hésitez pas à me contacter si vous avez des questions.
Comment créer un affichage efficace ?
Un présentoir de vente efficace ne se contente pas de contenir votre produit ; il agit comme un vendeur discret et dynamique qui attire les clients de l'autre côté des rayons.
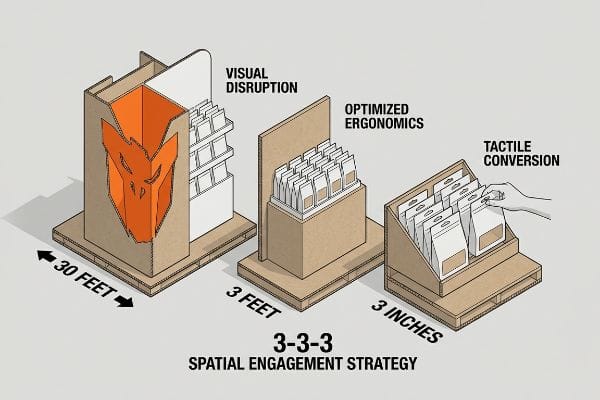
Pour créer un présentoir efficace, il est indispensable de mettre en œuvre la stratégie d'engagement spatial 3-3-3. Il faut concevoir une rupture visuelle audacieuse pour une visibilité à 9 mètres, optimiser l'ergonomie du produit pour capter l'attention du client à 90 cm et réaliser des rebords de maintien précis pour une interaction tactile optimale à 7,5 cm, afin de maximiser les achats impulsifs dans les allées concurrentielles des magasins.
Mais attirer l'attention d'un client de loin ne sert à rien si l'interaction physique se dégrade de près.
Activation de la règle d'engagement spatial 3-3-3
Les équipes marketing junior conçoivent souvent des présentoirs de vente uniquement pour une visualisation rapprochée sur des écrans d'ordinateur rétroéclairés, ignorant la réalité physique de la façon dont les clients circulent dans les allées immenses des magasins. Elles s'appuient sur des textes denses et des graphismes minuscules qui finissent par se fondre dans le décor.
Imaginez un grand magasin bondé comme une autoroute très fréquentée : si votre panneau d'affichage est surchargé de petits caractères, les automobilistes passent devant sans s'arrêter. Je constate fréquemment, en parcourant les rayons, que de magnifiques présentoirs, mais inefficaces, sont totalement ignorés car les clients, pressés, sont submergés d'informations. La solution ? Appliquer rigoureusement la « règle du 3-3-3 ». J'impose des formes découpées percutantes et des couleurs vives pour capter l'attention à 9 mètres. Ensuite, j'optimise la hauteur des étagères pour qu'elles se situent à 127 cm (50 pouces) de distance, afin d' attirer le regard à 90 cm (3 pieds). Enfin, le détail sensoriel qui fait toute la différence : le rebord avant du présentoir est abaissé pour garantir une visibilité du produit de 85 % . La surface lisse et dégagée permet au client de saisir facilement le produit à 7,5 cm (3 pouces), ce qui augmente directement vos taux de conversion.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conçu uniquement pour le gros plan | éléments de perturbation visuelle de 9 mètres13 | Augmente instantanément le trafic piétonnier dans les allées |
| Produits placés trop bas | Élever jusqu'à la zone de frappe de 50 pouces14 | Optimise l'engagement des clients à moins d'un mètre |
| lèvres de retenue avant hautes | Découpe des lèvres pour une visibilité de 85 %15 | Assure une préhension sans frottement des produits de 7,6 cm (3 pouces) |
Je conçois toujours en tenant compte avant tout du comportement humain, car même le boîtier le plus solide du monde est inutile s'il ne parvient pas à effectuer une conversion physique au niveau de la ligne des trois pouces.
🛠️ Harvey's Desk : Vos présentoirs se fondent-ils dans le décor et attirent-ils les clients pressés ? 👉 Demandez une analyse de votre agencement ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Comment faire pour que votre boutique éphémère se démarque ?
Vous souhaitez un présentoir pop-up haut de gamme qui attire immédiatement l'attention, mais des finitions cosmétiques coûteuses peuvent complètement saboter les couleurs principales de votre marque si elles sont mal exécutées.
Pour que votre PLV se démarque, il est essentiel de calculer les effets d'assombrissement optique et tactile dès la phase de prépresse. Les laminations haut de gamme absorbant la lumière et assombrissant les pigments imprimés sous-jacents, il est impératif d'optimiser mathématiquement la densité d'encre avant la production afin d'éviter les variations de couleur importantes et de garantir une visibilité optimale de votre marque en point de vente.

Obtenir un rendu riche et haut de gamme sur votre épreuve numérique est facile, mais voici la dure réalité lorsque vous en expédiez 500 dans des magasins éclairés aux néons.
Pourquoi les laminations de qualité supérieure échouent-elles en usine ?
Les équipes marketing partent souvent du principe qu'une lamination thermique douce au toucher de qualité supérieure(16) laissera leurs couleurs CMJN (Cyan, Magenta, Jaune, Noir) ou Pantone sous-jacentes visuellement intactes. Elles valident un PDF numérique lumineux et s'attendent à ce que la même vivacité soit reproduite à la sortie de la chaîne de production.
Il ne s'agit pas que de théorie : je constate ce phénomène en production lorsque des campagnes haut de gamme perdent de leur impact. La structure polymère microscopique du film soft-touch agit comme un aimant à lumière. Lors des premiers tirages dans mon atelier, ce film coûteux assombrit intrinsèquement les pigments imprimés jusqu'à 5 %<sup>17</sup>, provoquant d'importants problèmes de conformité Delta-E<sup>18</sup>. Au toucher, le résultat est velouté, mais visuellement, le logo de la marque paraît couvert de boue. Je résous ce problème en imposant une courbe de compensation de lamination stricte en prépresse. Je scanne un échantillon laminé avec un spectrophotomètre et je compense mathématiquement l'absorption de la lumière par le polymère en injectant une surintensité de cyan de 10,5 % dans le logiciel RIP. En appliquant cette tolérance stricte en prépresse, je protège mes clients d'une atteinte considérable à leur image de marque et j'évite les rejets coûteux de lots par les acheteurs exigeants de la grande distribution.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Faire confiance aux épreuves non plastifiées | balayage d'échantillons au spectrophotomètre19 | Garantie d'une correspondance exacte des couleurs en magasin |
| En négligeant l'absorption de la lumière par les polymères20 | Injection de rehausseurs de couleur prépresse | Empêche les logos de marques boueux et noircis |
| Utilisation de profils de couleur standard | Application des courbes de compensation de stratification21 | Assure une visibilité à contraste élevé de qualité supérieure |
Je me fie à des données spectrophotométriques précises plutôt qu'à une estimation visuelle, garantissant ainsi que vos investissements coûteux en cosmétiques rehaussent réellement votre marque au lieu de la noyer dans l'ombre.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez certes négliger les tolérances structurelles pour gagner du temps, mais lorsqu'une carte présentant un défaut mathématique entraîne 15 minutes de difficultés d'assemblage, ralentissant la ligne de conditionnement d'environ 30 %, la marge bénéficiaire de votre projet est anéantie. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances de pliage : laissez-moi auditer personnellement vos schémas grâce à mon Audit Pré-Flight Gratuit ↗ afin de détecter ces points de friction invisibles avant la fabrication.
« Boîtes de présentation à ouverture facile : conçues pour une mise en rayon rapide – Print247 », https://print247.us/knowledge/folding-cartons/tear-away-display-boxes-designed-for-fast-shelf-setup?srsltid=AfmBOoqmp_5pAyKlyGaEHY_zhmIgJKdViEjaxavOMn3WOLKruPwNusZ1. Les directives d’ingénierie de l’emballage confirment les tolérances nécessaires pour les ajustements coulissants dans les inserts en carton ondulé afin d’éviter l’abrasion du matériau. Rôle de la preuve : vérification technique ; type de source : spécification technique. Supporte : la mesure de jeu spécifique nécessaire pour éviter le déchirement du carton. Remarque sur la portée : l’applicabilité dépend du grammage du carton et du type de cannelure .
« Optimisation de l’espace grâce à des rayonnages optimisés en supermarché », https://danaindustries.com/maximizing-space-with-optimized-grocery-store-shelves/ . Les données relatives aux opérations de vente au détail indiquent que des agencements modulaires optimisés réduisent la durée du réapprovisionnement des stocks en minimisant les frottements et les erreurs d’alignement. Type de preuve : validation quantitative ; source : étude d’efficacité opérationnelle. Justification : réduction du temps de travail en pourcentage. Note relative à la portée : estimation basée sur une analyse comparative d’agencements symétriques et asymétriques.
« Services et stratégie de merchandising visuel | T-ROC Global », https://trocglobal.com/visual-merchandising/ . Explication de la manière dont les regroupements asymétriques dans l'aménagement des points de vente augmentent l'intérêt visuel et le temps passé par le consommateur par rapport aux grilles symétriques. Rôle de la preuve : validation conceptuelle ; type de source : guide de merchandising. Appuie : l'efficacité de la stratégie 3-5-7. Note de portée : axé sur la psychologie du merchandising visuel.
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/ . Recommandations techniques pour prévoir un espace tampon entre les produits afin de réduire les frottements et les dommages structurels aux emballages en carton lors du réapprovisionnement. Niveau de preuve : spécification technique ; type de source : manuel logistique. Objectif : prévenir la déchirure des boîtes. Remarque : applicable aux dimensions des boîtes de collection.
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Les spécifications techniques du carton ondulé définissent l'épaisseur standard (calibre) de la cannelure B, confirmant qu'elle n'est pas infiniment mince et nécessite une compensation au niveau des découpes. Éléments de preuve : spécification technique ; type de source : norme industrielle relative aux matériaux ; Supports : exigences d'épaisseur des matériaux ; Note relative au champ d'application : concerne spécifiquement les dimensions du carton ondulé de cannelure B.
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Les normes d'ingénierie de l'emballage expliquent comment l'épaisseur du substrat influe sur le rayon de pliage et la quantité totale de matériau consommée lors d'un pliage à 90 degrés. Rôle de la preuve : vérification factuelle ; type de source : manuel d'ingénierie de l'emballage. Éléments étayés : la consommation physique de matériau lors du pliage. Note relative à la portée : spécifique aux substrats rigides comme le carton ondulé .
« Comment les tolérances influencent les coûts et la fabricabilité – aPriori », https://www.apriori.com/resources/video/the-price-of-precision-how-tolerances-shape-cost-and-manufacturability/. Les données d'ingénierie industrielle démontrent que la réduction des frictions d'assemblage grâce à des tolérances précises diminue les heures de travail et les taux d'erreur dans le conditionnement à façon. Rôle de la preuve : argument causal ; type de source : rapport d'efficacité opérationnelle. Appuie : le lien entre la précision des tolérances et la réduction des coûts. Note de portée : l'impact varie selon le volume de production .
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . Ce guide technique explique comment l'ajustement des dimensions en fonction de l'épaisseur du matériau (calibre) permet d'éviter le gauchissement et les tensions structurelles. Niveau de preuve : définition technique ; type de source : manuel d' ingénierie de l'emballage. Appui : utilisation de la compensation du calibre pour éliminer les panneaux gauchis. Note relative au champ d'application : s'applique principalement aux supports en carton ondulé et rigide.
« Comment concevoir un présentoir PLV efficace ? – PopDisplay », https://popdisplay.me/how-do-you-design-an-effective-pop-display/. Les normes d'ingénierie relatives aux matériaux pliables spécifient les calculs de matière supplémentaire nécessaire aux points de pliage afin de maintenir les dimensions finales. Niveau de preuve : norme industrielle ; type de source : guide de fabrication. Justifie : la nécessité de prévoir des tolérances de pliage pour éviter les défauts d'alignement lors de l'assemblage. Remarque concernant la portée : varie selon la qualité du carton et la taille des cannelures .
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/ . Les spécifications de conception d’emballages fournissent des formules pour élargir les encoches de réception afin de tenir compte de l’épaisseur du matériau et d’éviter la compression des cannelures internes. Niveau de preuve : bonnes pratiques de conception ; type de source : spécification technique. Appuie : l’utilisation d’encoches élargies pour prévenir l’écrasement des cannelures et les déchirures. Note relative à la portée : spécifique aux constructions à languette et encoche emboîtables.
« Placement type des produits par zone sur l’étagère et son impact… », https://www.bpc.works/en/news/typical-product-placement-by-zone-on-the-retail-shelf-and-its-impact-on-packaging-design/. Vérification de la hauteur de la « zone de visibilité » standard pour le placement à hauteur des yeux en rayon et son impact sur l’engagement des consommateurs. Type de preuve : spécification technique ; source : guide de merchandising. Éléments justifiant : hauteur optimale de l’étagère pour une visibilité optimale. Remarque concernant la portée : peut varier selon la cible démographique .
« Comment améliorer la visibilité en point de vente grâce aux présentoirs PLV », https://www.industrialpackaging.com/blog/increased-retail-visibility . Données empiriques établissant un lien entre le pourcentage de produit visible en rayon et les taux de conversion des achats impulsifs. Type de preuve : indicateur de performance ; source : étude du comportement des consommateurs. Constat : impact du maintien de la hauteur du rebord sur la visibilité. Précision : spécifique aux articles d’achat impulsif.
« Conception des espaces de vente au détail pour des présentoirs efficaces et une circulation client optimale », https://www.business.qld.gov.au/industries/manufacturing-retail/retail-wholesale/retail-displays . Preuves démontrant l’efficacité des repères visuels à une distance de 9 mètres (30 pieds) pour attirer les clients de loin. Rôle de la preuve : spécification technique ; type de source : guide de conception des espaces de vente au détail. Appui : distance optimale pour attirer le trafic piétonnier. Note sur la portée : applicable aux environnements de vente au détail à allées larges.
« Les fondamentaux du merchandising visuel – Mauveworx », https://www.mauveworx.com/blog/the-basics-of-visual-merchandising . Recherche sur la hauteur optimale de placement des produits en point de vente afin de maximiser l'engagement visuel et la conversion. Type de preuve : indicateur ; source : étude du comportement du consommateur. Conclusion : hauteur optimale des produits pour favoriser l'engagement des acheteurs. Remarque: peut varier selon la taille moyenne du public cible.
« Qu'est-ce qui rend un présentoir de magasin vraiment efficace ? – PopDisplay », https://popdisplay.me/what-makes-a-retail-display-truly-effective/ . Normes techniques relatives à la hauteur du rebord des présentoirs de magasin afin de garantir un pourcentage précis de visibilité des produits pour un accès facile. Type de preuve : spécification technique ; type de source : manuel de merchandising. Éléments pris en charge : indicateurs de visibilité et d'accessibilité pour la prise en main des produits. Remarque concernant le champ d'application : spécifique à la conception des présentoirs de bord de rayon et des plateaux de présentation.
« Pelliculage doux au toucher : Sublimez vos emballages… », https://www.epackprinting.com/support/soft-touch-lamination-add-a-velvety-luxurious-feel-to-your-products/ . Vérification technique démontrant que les laminages thermiques doux au toucher modifient la couleur et la saturation perçues des pigments imprimés sous-jacents. Type de preuve : validation technique ; source : guide technique de l’industrie de l’ imprimerie. Appuie : l’hypothèse selon laquelle le laminage entraîne une altération visuelle des couleurs. Remarque : spécifique aux finitions thermiques douces au toucher.
« Qu’est-ce que le pelliculage Soft Touch dans l’emballage ? Un guide détaillé », https://shoprigidboxes.com/what-is-soft-touch-lamination/?srsltid=AfmBOoobBHdU9TZ_CMeY8AlRfTp_i_TAWLzHnU0T71Ba0206NWA0v_oE. Documentation technique sur l’optique des polymères ou les normes d’impression vérifiant les taux d’absorption de la lumière des films Soft Touch. Rôle de la preuve : vérification ; type de source : manuel technique ou étude de science des matériaux. Appui : le pourcentage spécifique de noircissement du pigment. Remarque : la valeur spécifique peut varier selon le fabricant du film .
« Qu’est-ce que la précision des couleurs dans l’emballage ? Correspondance Pantone… », https://3dcolor.com/what-is-color-accuracy-in-packaging-pantone-matching-delta-e-and-why-brand-color/. Ressources en colorimétrie expliquant comment les revêtements de surface modifient les valeurs CIELAB et entraînent des écarts Delta E. Rôle de la preuve : validation technique ; type de source : norme industrielle (ISO/ANSI) ou manuel de colorimétrie. Appuie : le lien entre la lamination et la non-conformité colorimétrique. Note de portée : se réfère à la différence de couleur perçue .
« Le secret d'une correspondance des couleurs parfaite en imprimerie – YouTube », https://www.youtube.com/watch?v=xZuEQk-Ukrg . La documentation technique sur la colorimétrie explique comment les spectrophotomètres mesurent la réflectance de la lumière afin de garantir une correspondance précise des couleurs sur différents supports. Rôle de la preuve : validation technique; type de source : norme industrielle/manuel technique. Appui : Utilisation de la spectrophotométrie pour une correspondance exacte des couleurs. Remarque sur la portée : Spécifique aux modèles de couleurs soustractifs en impression.
« Comprendre le rôle des interactions papier-encre sur… – PMC – NIH », https://pmc.ncbi.nlm.nih.gov/articles/PMC10145729/. Des études en physique optique et en sciences de l’impression décrivent comment les polymères de lamination absorbent certaines longueurs d’onde de la lumière, ce qui peut entraîner un assombrissement de l’encre sous-jacente. Type de preuve : principe scientifique ; type de source : article universitaire/manuel d’imprimerie. Appuie : l’affirmation selon laquelle l’absorption par les polymères provoque des couleurs ternes. Remarque : l’effet varie en fonction de l’épaisseur et de la finition du laminage .
« Modélisation mathématique et stratégies de compensation pour l'impression de points… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/ . Les guides professionnels de production d'impression détaillent l'utilisation de courbes de compensation pour ajuster la densité et la saturation de l'encre afin de contrer les variations visuelles dues au pelliculage . Niveau de preuve : pratique professionnelle ; type de source : guide technique de prépresse. Appui : L'utilisation de courbes pour garantir une visibilité à contraste élevé. Note de portée : Principalement appliqué à l'impression offset ou numérique commerciale haut de gamme.



