
Lancer un nouveau produit de grande consommation est stressant. On passe des mois à perfectionner la formule, pour finalement voir des emballages génériques et fragiles anéantir la visibilité en magasin et faire chuter les ventes.
La création d'un présentoir efficace exige d'harmoniser le message visuel de la marque avec des normes d'ingénierie structurelle rigoureuses. Cela implique de choisir le type de cannelure approprié, de calculer les limites de charge dynamique des palettes, d'appliquer une impression sélective à haute visibilité et de respecter des tolérances d'humidité strictes afin de garantir un fonctionnement optimal dans les environnements de vente au détail à fort trafic.
Mais connaître la définition théorique ne vous sauvera pas lorsque les palettes arriveront enfin au quai de chargement. Laissez-moi vous montrer comment concevoir des unités qui optimisent l'espace dans l'allée.
Comment créer un affichage efficace ?
La véritable efficacité ne se résume pas à des graphismes accrocheurs ; il s'agit de survivre au voyage brutal qui sépare le conteneur d'expédition du magasin du club sans se transformer en papier accordéon froissé.
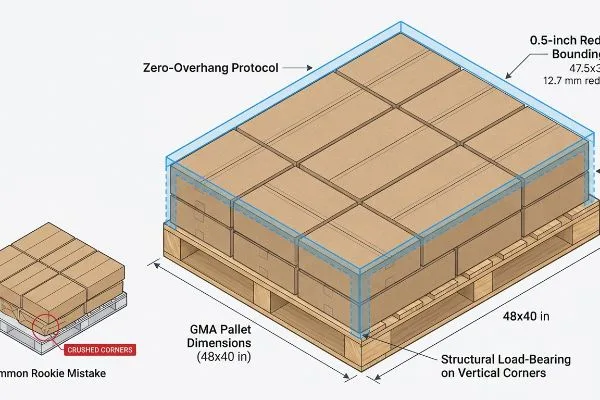
Pour une présentation efficace, il est indispensable de respecter des protocoles rigoureux d'emballage sans débordement. Cette contrainte technique réduit l'encombrement du carton principal de 12,7 mm (0,5 pouce) exactement à l'intérieur des dimensions standard des palettes GMA, garantissant ainsi que les angles verticaux supportent la charge structurelle et éliminant totalement les risques de compression importants pendant le transport pour les marques.
Vous pouvez avoir les plus belles œuvres d'art du monde, mais si les éléments structurels cèdent, toute la campagne est vouée à l'échec dès le départ.
La géométrie cachée des palettes porteuses
De nombreuses équipes d'approvisionnement pensent à tort qu'optimiser les dimensions d'un carton principal pour y loger davantage d'unités se traduit automatiquement par une meilleure efficacité d'expédition. Elles approuvent des cartons surdimensionnés en se basant uniquement sur les caractéristiques de résistance du carton ondulé brut¹,supposant que les cannelures renforcées protégeront les produits de grande consommation (PGC) pendant le transport vers des détaillants américains exigeants comme Walmart ou Costco.
L'erreur classique du débutant est d'ignorer les lois de la physique liées à l'empilage des palettes. Je le constate fréquemment : un client pousse un carton d'expédition à peine au-delà du bord en bois de la palette GMA (Grocery Manufacturers Association) pour y insérer une rangée supplémentaire. Or, lorsque ce coin dépasse du vide, il ne supporte aucune charge,reportant tout le poids sur les panneaux centraux, plus fragiles. Le résultat ? Un craquement sonore et désagréable du carton kraft neuf qui cède, tandis que la rangée inférieure se courbe visiblement vers l'extérieur. Pour remédier à ce problème, j'impose systématiquement une règle stricte de porte-à-faux nul dans les logiciels de CAO (Conception Assistée par Ordinateur), réduisant artificiellement l'encombrement au sol afin que chaque angle structurel soit parfaitement soutenu. Ce simple ajustement mathématique évite à mes clients des coûts logistiques exorbitants et des semaines de fastidieux reconditionnement manuel.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dépassant le bord de la palette en bois | Réduction de la boîte englobante CAO de 0,5 pouce (12,7 mm)3 | Élimine les boîtes du bas écrasées |
| S'appuyant sur la résistance des matériaux plats | Aligner strictement les 4 coins verticaux sur le bois4 | Empêche les rétrofacturations massives des détaillants |
| Estimation des limites d'empreinte d'expédition | Conception ancrée aux normes de 48 × 40 pouces (121,9 × 101,6 cm)5 | Accélère les quais de réception des entrepôts |
Je ne laisse jamais le désir d'un client d'un demi-pouce supplémentaire compromettre la livraison de tout son conteneur. Réduire légèrement la taille du carton garantit que vos présentoirs arriveront bel et bien en magasin.
🛠️ Le bureau d'Harvey : Vos cartons d'expédition se déforment-ils sous leur propre poids pendant le transport maritime ? 👉 Demandez un audit gratuit de votre nomenclature ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelles sont les 5 étapes de la création d'un affichage ?
La mise en place d'une unité de merchandising est une opération très séquentielle. Omettre une seule phase de préproduction entraînera des désalignements massifs sur la chaîne de fabrication.
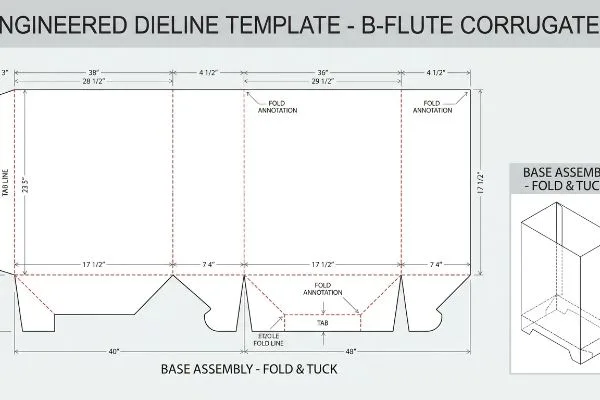
Les 5 étapes de la création d'un présentoir consistent à établir des gabarits de découpe structurels, à approuver des rendus paramétriques 3D, à tester la capacité de poids des prototypes d'échantillons blancs, à finaliser la correspondance des couleurs prépresse haute résolution et à exécuter la découpe CNC automatisée pour garantir une production de masse impeccable lors des déploiements en magasin pour les marques haut de gamme.
Bien que ce processus semble simple sur le papier, c'est dès la première étape que la plupart des lancements de marques déraillent complètement.
Pourquoi le gabarit de découpe contrôle l'ensemble du calendrier
Pour les marques émergentes, il est fréquent de laisser leur équipe de graphistes concevoir d'abord les visuels, en utilisant des formats arbitraires(6) en fonction de ce qui rend bien à l'écran. Une fois les visuels approuvés, elles envoient ces images à plat à une usine, en espérant que l'ingénieur structure conçoive comme par magie une structure en carton 3D autour de ces images.
Les acheteurs me demandent souvent pourquoi leurs illustrations doivent être entièrement redessinées, et je dois leur expliquer que ce ne sont pas les graphismes qui dictent la structure, mais la physique. Si vous commencez à colorier avant que je vous fournisse le plan de structure, c'est comme peindre une maison sans ossature. Je me souviens d'avoir vu un vendeur peiner à assembler un bac de sol car le graphiste avait dessiné des languettes d'emboîtement totalement disproportionnées par rapport à l'épaisseur du carton, ce qui avait entraîné des bords déchirés et un amas de ruban adhésif transparent disgracieux pour maintenir la base. Pour éviter cela, la première étape consiste toujours à se procurer un gabarit de découpe standardisé au format PDFavant même de commencer l'impression. Cela garantit des tolérances de pliage préciseset vous évite de payer le double pour des modifications graphiques ultérieures.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception artistique avant approbation structurelle | À partir d'un gabarit PDF pré-conçu9 | Garantit un verrouillage des onglets impeccable |
| Estimer l'épaisseur du pliage | Utilisation d'un logiciel paramétrique de calcul de tolérance de pliage10 | Empêche les déchirures lors de l'assemblage |
| Soumission de fichiers raster via le Web | Utilisation de traits de couleur vectorielle appropriés11 | Maintient les graphiques imprimés parfaitement alignés |
J'exige que chaque client utilise mes gabarits techniques. Cela oblige l'équipe créative à respecter les contraintes physiques du carton ondulé brut, garantissant ainsi le respect des délais.
🛠️ Le bureau d'Harvey : Vos graphistes créent-ils actuellement des visuels sans plan de structure précis ? 👉 Téléchargez mes modèles de découpe standard ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Comment créer des présentoirs de produits qui se démarquent ?
Pour capter l'attention du consommateur dans un rayon bondé, il faut une rupture visuelle à fort contraste. Mais ce qui paraît éclatant sur un écran rétroéclairé s'avère souvent moins performant sur les fibres de papier brut.
Pour créer des présentoirs de produits exceptionnels, il est nécessaire de remplacer le mélange optique de points CMJN par des aplats de couleurs Pantone précis. Ce protocole d'impression spécifique élimine totalement le grain de trame sur le testliner ondulé poreux, optimisant ainsi la visibilité de la marque à contraste élevé et garantissant des couleurs incroyablement éclatantes même sous l'éclairage fluorescent intense des magasins.

Pour obtenir ce rendu visuel exceptionnel, il est nécessaire de comprendre la relation chimique entre l'encre humide et le carton sec.
Piège à boue en demi-teintes sur carton ondulé
Les équipes marketing exportent fréquemment leurs logos d'entreprise aux formats CMJN (Cyan, Magenta, Jaune, Noir), partant du principe que l'imprimerie respectera parfaitement leur charte graphique numérique. Elles partent du principe que les techniques d'impression commerciale standard fonctionnent exactement de la même manière sur un emballage commercial lourd que sur la couverture glacée d'unmagazine.
Imaginez imprimer en CMJN standard sur du carton brun comme si vous essayiez de peindre un chef-d'œuvre à l'aquarelle sur une feuille de papier essuie-tout sèche. L'encre bave et devient brouillée. Même les graphistes expérimentés négligent souvent ce point faible, pensant qu'il suffit de « calibrer » la presse. J'ai réalisé des essais où les minuscules points de trame se chevauchant étaient absorbés de manière si irrégulière par le cannelure brutque le logo rouge vif de la marque ressemblait à une tache rose délavée et granuleuse sous les projecteurs de l'usine. La règle d'or est simple : n'utilisez jamais de points de quadrichromie pour votre logo principal. J'impose systématiquement un protocole d'impression en aplat de couleur directe,en mélangeant un seul pigment PMS (Pantone Matching System) dense qui s'applique parfaitement sur le support. Ainsi, votre marque se démarque visuellement à 6 mètres de distance, augmentant considérablement le taux d'achat impulsif.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du mode CMJN pour les logos de la marque principale | Imposaison de couleurs d'accompagnement PMS strictes15 | Offre une visibilité nette à une distance de 6 mètres |
| En négligeant les taux d'absorption des fibres de papier | Utilisation d'encres pigmentées à haute densité16 | Prévient la décoloration des couleurs de la marque |
| S'appuyer sur des épreuves couleur à l'écran | balayage du spectrophotomètre physique17 | Assure l'homogénéité dans tous les rayons |
Je refuse qu'un lancement de marque haut de gamme paraisse bon marché à cause de pixels de trame imprécis. Opter pour des couleurs d'accompagnement est la solution la plus simple pour garantir une présence visuelle optimale.
🛠️ Harvey's Desk : Vous craignez que la couleur emblématique de votre marque paraisse délavée et granuleuse sur une surface ondulée brute ? 👉 Demandez un aperçu couleur gratuit ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Quel est le secret pour rendre une présentation de marchandises visuellement attrayante ?
Maintenir un attrait visuel ne se résume pas à la fidélité des couleurs ; il s'agit aussi de dissimuler la structure mécanique sous-jacente afin que le consommateur ne voie qu'un message marketing fluide et haut de gamme.
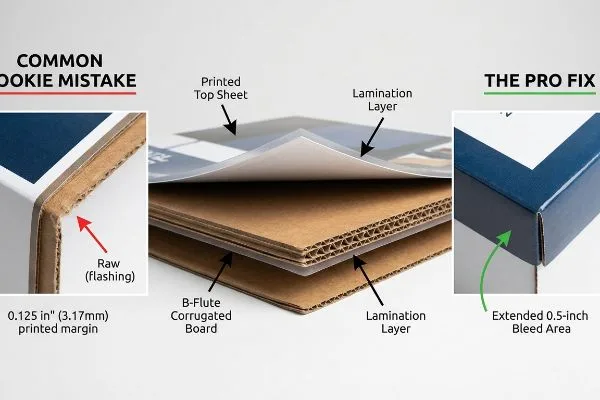
Pour qu'un présentoir de produits soit visuellement attrayant, il est essentiel d'appliquer une marge de fond perdu de 12,7 mm (0,5 pouce) lors de la prépresse. Ce fond perdu important constitue une sécurité technique contre les décalages mécaniques liés à la lithographie et au pelliculage, garantissant ainsi que le visuel imprimé recouvre parfaitement chaque bord exposé.
Si vous ne tenez pas compte de la manière dont les machines assemblent physiquement les pièces, votre belle œuvre d'art exposera littéralement ses bords bruts et bruns.
Maîtriser Litho-Shift pour une finition impeccable
Les graphistes professionnels appliquent généralement un fond perdu de 3,17 mm (0,125 pouce)à tous leurs fichiers numériques, ce qui convient parfaitement aux cartes de visite plates ou aux étuis pliants fins. Ils partent du principe que cette marge standard est universellement suffisante pour compenser les légères variations de découpe sur tous les types d'emballages destinés à la vente au détail aux États-Unis.
Le piège, c'est que la lithographie-lamination (le collage d'une feuille imprimée sur un carton épais de type B-cannelure) utilise des machines lourdes qui, par nature, se déforment. Si vous ne me fournissez que 3 millimètres de marge supplémentaire pour votre visuel, le processus de montage automatisé risque de dépasser cette marge. J'ai déjà vu, en magasin, des présentoirs de cosmétiques souffrir de ce problème de « flashage », où des bandes de carton brun brut et duveteux apparaissaient aux coins pliés, car le visuel n'était pas suffisamment étiré. Ma méthode consiste à refuser immédiatement les fichiers de prépresse qui ne comportent pas un fond perdu d'au moins 12,7 mm (0,5 pouce) au-delà des lignes de découpe. En étirant le visuel, je garantis qu'au pliage à 90 degrés, le panneau se replie parfaitement, préservant ainsi une esthétique impeccable et protégeant l'image de votre marque.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un fond perdu standard de 3 mm | Imposer une marge de 12,7 mm (0,5 pouce)19 | Masque les vilains bords en carton brun |
| En négligeant le décalage mécanique de la stratification20 | Ajout de graphismes enveloppants structurels | Conserve une apparence haut de gamme et impeccable |
| En supposant que les machines de découpe automatisées ne dérivent jamais21 | Étendre les motifs de fond vers l'extérieur | Élimine les vilaines lignes blanches clignotantes |
Je repère cette erreur au millimètre près dans presque tous les nouveaux fichiers clients. Augmenter le fond perdu est la meilleure garantie d'une présentation visuelle impeccable.
🛠️ Le bureau d'Harvey : Vous vous demandez si le fond de votre illustration est suffisamment grand pour résister au décalage dû à la plastification ? 👉 Faites vérifier vos marges ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qui rend une présentation attrayante ?
L'attrait d'un produit repose sur une symétrie structurelle absolue. Un objet penché, bombé ou courbé suscite instantanément une méfiance inconsciente chez le consommateur, aussi saisissantes que soient ses caractéristiques graphiques.
Pour obtenir un présentoir attrayant, il est essentiel de contrôler rigoureusement l'humidité de l'adhésif PVA lors de la lithographie. Grâce à des protocoles de polymérisation précis et à la spécification de structures de panneaux duplex équilibrées, les ingénieurs empêchent le matériau ondulé brut d'absorber l'eau et de se déformer excessivement, garantissant ainsi la planéité et la symétrie parfaites de tous les panneaux structurels.

Il est facile de faire tenir un prototype parfaitement droit dans un bureau d'études climatisé, mais voici la dure réalité lorsqu'on en expédie 500 dans des centres de distribution humides.
Pourquoi les films de lamination standard se déforment-ils en usine ?
Les acheteurs supposent souvent que le collage d'une feuille lithographique de haute qualité sur un panneau rigide en carton ondulé garantit un panneau latéral parfaitement plat et esthétique. Ils se concentrent exclusivement sur la résolution d'impression, ignorant totalement la réaction chimique volatile qui se produit entre les adhésifs humideset les fibres de papier poreuses sous-jacentes.
Dans mon atelier, je constate régulièrement les effets physiques désastreux d'une tension superficielle due à une humidité incontrôlée. Lorsque nous appliquons de la colle PVA (acétate de polyvinyle) à base d'eau sur un panneau latéral massif de 152,4 cm (60 pouces), le support de test 32ECT (Edge Crush Test) absorbe instantanément le liquide. En durcissant et en se rétractant à l'air ambiant de l'usine, l'adhésif crée une tension superficielle considérable. Sans intervention, j'ai vu ces panneaux géants se courber vers l'intérieur jusqu'à 35,5 mm (1,4 pouce), ressemblant davantage à une chips déformée qu'à un mur commercial robuste. Pour remédier à ce problème, j'impose un protocole strict de « poids de durcissement », qui consiste à immobiliser physiquement les panneaux humides sous des presses à poids mort calculé pendant 24 heures afin d'obtenir un durcissement parfaitement plat. De plus, je modifie la géométrie CAO pour y intégrer un support arrière fin, compensant ainsi la tension superficielle. En imposant cette phase de stabilisation de 24 heures, je garantis que le temps d'assemblage du conditionnement diminue d'au moins 20 secondes par unité, ce qui permet aux clients de réaliser d'importantes économies sur les frais de main-d'œuvre tout en leur offrant une campagne de vente au détail visuellement impeccable et parfaitement alignée.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Négliger le retrait du PVA à base d'eau23 | Protocole de durcissement à poids mort de 24 heures | Garantit que les étagères soient parfaitement de niveau |
| Utilisation d'un laminage simple face sur de grands murs24 | Spécification des doublures arrière duplex équilibrées25 | Empêche les grands panneaux de se courber vers l'intérieur |
| Production accélérée directement à la découpe à l'emporte-pièce | Laisser l'humidité chimique s'évaporer | Prévient les frottements lors du co-emballage |
Je mise sur une chimie maîtrisée, et non sur la chance, pour garantir la parfaite rectitude des grandes structures. La maîtrise de la tension superficielle de l'adhésif est indispensable pour une présentation attrayante et haut de gamme en magasin.
🛠️ Le bureau d'Harvey : Savez-vous comment votre fournisseur actuel gère la tension d'humidité de l'adhésif sur les grands panneaux structuraux ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez votre budget dans une production en série.
Conclusion
Vous pouvez choisir un fournisseur uniquement en fonction de ses prix unitaires bas, mais si l'humidité incontrôlée de la colle PVA provoque une déformation importante d'un panneau latéral de 152 cm (60 pouces) dans un entrepôt humide, la courbure structurelle qui en résulte ralentira votre chaîne de montage d'environ 30 % et entraînera des refus immédiats de la part des détaillants. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances mécaniques : laissez-moi examiner personnellement vos fichiers structurels grâce à mon audit gratuit de pré-fabrication ↗ afin de détecter les erreurs critiques de lamination et de débordement avant qu'elles n'atteignent la ligne de production.
« Prédiction de l’effet du débordement de la palette sur la compression de la boîte… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58 . Les normes techniques d’ emballage expliquent que les mesures de résistance des matériaux, telles que le test d’écrasement des bords (ECT), évaluent la capacité des matières premières mais ne tiennent pas compte de la perte catastrophique d’intégrité structurelle causée par le débordement de la palette.
« [PDF] Étude de l’effet des cartons ondulés sur la répartition des contraintes », https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Les normes d’ingénierie de l’emballage quantifient la perte significative de résistance à la compression verticale qui se produit lorsque les cartons ondulés dépassent les bords des palettes, confirmant ainsi que les coins non soutenus ne peuvent supporter de charge]. Rôle de la preuve : vérification technique ; type de source : norme de l’industrie de l’emballage. Supports : la défaillance structurelle causée par le débordement de la palette. Note relative au champ d’application : concerne spécifiquement les conteneurs d’expédition en carton ondulé .
« Installation facile – Présentoirs sur palettes personnalisés pour la vente au détail », https://blingblingpackaging.com/pop-displays/pallet-displays/. Les normes de conception technique des présentoirs de point de vente exigent généralement une légère réduction des dimensions pour tenir compte des tolérances de fabrication et éviter les débordements. Preuve : spécification technique ; type de source : guide d’ingénierie. Objectif : prévenir l’écrasement des boîtes du niveau inférieur. Remarque : applicable aux présentoirs d’expédition en carton ondulé .
« Présentoirs sur palette : Meilleures pratiques de positionnement des produits | TPH Global », https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/positioning-products-on-pallet-displays/ . L’intégrité structurelle des emballages en carton ondulé repose sur la répartition des charges de compression verticales au niveau des points d’appui les plus rigides de la palette. Éléments de preuve : principe structurel ; type de source : manuel d’emballage. Objectifs : prévention des défaillances structurelles et des refacturations aux détaillants. Précision: spécifiquement pour les présentoirs en carton porteurs.
« Dimensions standard des palettes | Avec tableau – Kamps Pallets », https://www.kampspallets.com/standard-pallet-sizes-with-chart/ . La dimension standard des palettes de la Grocery Manufacturers Association (GMA) est la principale référence logistique pour la réception des marchandises dans les entrepôts et la vente au détail en Amérique du Nord . Niveau de preuve : norme sectorielle ; type de source : réglementation logistique. Contribue à l’efficacité des quais de réception des entrepôts. Précision : principalement axé sur le marché nord-américain.
« Guide de préparation de la conception d'emballages : fichiers graphiques, tracés de découpe et fond perdu », https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide . [Les manuels de production d'emballages professionnels détaillent les défaillances systémiques qui surviennent lorsque les éléments graphiques sont créés avant le tracé de découpe structurel]. Rôle de la preuve : contexte ; type de source : manuel sectoriel. Appuie : l'affirmation selon laquelle le fait de sauter l'étape du tracé de découpe entraîne des défauts d'alignement en production. Note sur la portée : s'applique à la fabrication de présentoirs de vente au détail et de PLV.
« Gabarits d’emballage – Guide complet », https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqspRtQh2tlF1kPeZLZeAsVAndgoPBZlpwAeMZZOS9Aj2mEb5sg . [Un guide industriel ou un manuel d’ingénierie de l’emballage confirmerait que l’ établissement des gabarits avant la conception graphique permet d’éviter les défauts structurels et les modifications coûteuses]. Rôle de la preuve : validation des processus ; type de source : manuel industriel. Supporte : séquencement des flux de travail. Note de portée : applicable aux présentoirs en carton ondulé et en carton plat.
« Guide complet des gabarits de découpe pour l'emballage et l'impression personnalisés », https://gentlever.com/dielines-for-custom-packaging-and-printing/ . [Les spécifications techniques relatives à la conception des emballages expliquent comment les gabarits de découpe tiennent compte de l'épaisseur du matériau pour garantir un pliage et un assemblage précis] . Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Supports : intégrité structurelle. Note de portée : Spécifique à l'épaisseur physique du matériau.
« Présentation des gabarits d'emballage (PDF) – Scribd », https://www.scribd.com/document/830418794/Packaging-Dieline-Guide . [Une source faisant autorité en ingénierie de l'emballage explique comment les gabarits pré-conçus garantissent l'intégrité structurelle et un verrouillage précis des languettes]. Rôle de la preuve : validation technique ; type de source : manuel industriel. Contribue à : la précision structurelle. Remarque sur la portée : Spécifique aux présentoirs en carton ondulé.
« Cintrage de tôles – Méthodes, conseils de conception et facteur K – Fractory », https://fractory.com/sheet-metal-bending/ . [La documentation technique sur la science des matériaux et les logiciels de pliage détaille comment le calcul de la tolérance de pliage permet d'éviter la rupture et le déchirement du matériau]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Contribue à : la durabilité des matériaux. Remarque sur la portée : s'applique aux substrats de forte épaisseur.
« Raster vs Vector et comment convertir des images raster en… – YouTube », https://www.youtube.com/watch?v=iWXsxmBXUQ8 . [Les normes de l’industrie de l’impression expliquent pourquoi les couleurs d’accompagnement vectorielles évitent les décalages de repérage et maintiennent l’alignement, contrairement aux fichiers raster]. Rôle de la preuve : validation technique ; type de source : guide des normes d’impression. Contribue à : la qualité d’impression. Note sur la portée : axé sur l’impression commerciale grand format.
« Revêtements pour emballages en carton ondulé – Industrial Print Magazine », https://industrialprintmagazine.com/coatings-for-corrugated-packaging-improving-adhesion-and-print-quality/. [Une source faisant autorité sur les supports d'impression expliquerait la différence d'absorption d'encre et de gain de point entre le carton ondulé poreux non couché et le papier couché pour magazines]. Rôle de la preuve : comparaison technique ; type de source : manuel de production d'impression. Appuie : l'hypothèse selon laquelle les résultats d'impression varient selon le support. Note sur la portée : limité à l'interaction encre-support .
« [PDF] 1. Le gain de point correspond à l’augmentation de la taille des points de trame lorsque l’encre est absorbée par… », https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf . [La documentation technique sur la porosité du support explique comment les fibres brutes du carton ondulé provoquent une absorption d’encre irrégulière et un gain de point excessif en impression quadri.] Rôle de la preuve : spécification technique ; type de source : manuel de l’industrie de l’imprimerie. Appuie : l’affirmation selon laquelle les motifs de trame bavent sur le carton brut. Note de portée: s’applique spécifiquement aux supports poreux non couchés.
« PMS vs CMJN pour l'emballage : lequel est le meilleur ? – PAX Solutions », https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/ . [Les normes industrielles de gestion des couleurs précisent que les aplats d'encre offrent une opacité et une couvrance supérieures sur les matériaux poreux par rapport au mélange de points CMJN ] . Type de preuve : spécification technique ; source : manuel d'imprimerie. Argument : supériorité des aplats PMS pour un marquage à contraste élevé. Précision : limité à l'utilisation d'encres pigmentaires prémélangées.
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? | Prime Line Packaging », https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Les guides d'impression officiels expliquent comment les couleurs d'accompagnement du Pantone Matching System (PMS) offrent une saturation et une homogénéité visuelle supérieures sur les supports poreux par rapport aux mélanges CMJN]. Rôle de la preuve : vérification technique ; type de source : norme de l'industrie de l'imprimerie. Appui : l'utilisation des couleurs d'accompagnement pour une visibilité optimale de la marque. Note relative au champ d'application : s'applique spécifiquement aux matériaux ondulés et non couchés .
« L’effet des colorants sur la teneur en métaux lourds dans le papier recyclé… », https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/ . [Des recherches en science des matériaux expliquent comment les encres pigmentées haute densité minimisent la pénétration dans le substrat et l’absorption d’encre par les fibres de papier brut afin d’éviter la désaturation des couleurs]. Rôle de la preuve : vérification technique ; type de source : revue de chimie des encres. Apport: prévention du délavage des couleurs sur les supports absorbants. Remarque : spécifique aux supports à forte absorption.
« Une couleur conforme à l'existant. C'est un appareil portable… », https://www.instagram.com/reel/DXYINMFColM/. [Les normes de gestion des couleurs détaillent comment les spectrophotomètres mesurent la réflectance spectrale absolue afin de garantir la cohérence des couleurs lors des tirages physiques, en s'affranchissant de la variabilité des épreuves d'écran RVB]. Rôle de la preuve : vérification technique ; type de source : manuel de colorimétrie. Appuie : la nécessité de mesures physiques pour une cohérence en vente au détail. Note de portée : accent mis sur la variance Delta E. ↩
« Comment déterminer la marge de fond perdu à utiliser ? », https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Les normes de l'industrie de l'impression commerciale fixent généralement une marge de fond perdu de 3,175 mm (0,125 pouce) par défaut pour les supports standard tels que les cartes de visite et les brochures. Rôle de la preuve : référence du secteur ; type de source : spécification technique d'impression. Appuie : l'affirmation selon laquelle il s'agit de la marge standard utilisée par les graphistes. Remarque sur la portée : s'applique principalement aux supports plats ou fins.] ↩
« Conception à fond perdu : Comment bien concevoir pour l'impression à fond perdu », https://www.printivity.com/insights/full-bleed-design-how-to-properly-design-bleeds . Les normes de production d'impression de l'industrie spécifient la largeur de marge nécessaire pour tenir compte des variations de pliage et de découpe des supports en carton. Rôle de la preuve : spécification technique ; type de source : manuel de l'industrie de l' imprimerie. Supports : marges requises pour le masquage des bords. Note de portée : spécifiquement pour les matériaux ondulés grand format.
« Le rôle du laminage dans le processus de fabrication des films d'emballage souples », https://www.packagingstrategies.com/articles/98661-the-role-of-laminating-in-the-flexible-packaging-film-process . Les guides techniques de fabrication expliquent le phénomène de déplacement des supports imprimés lors de l'application des films de laminage, entraînant un défaut d'alignement. Rôle de la preuve : définition conceptuelle ; type de source : guide de fabrication. Justification : cause des défauts de finition sans joint. Remarque sur le champ d'application : s'applique au laminage thermique et au laminage autocollant.
« Tolérances de découpe pour l'impression | Support – Smartpress », https://smartpress.com/support/printing-basics/cutting-tolerance-for-print?srsltid=AfmBOoqdJMNRdLMYzUJigPJPySThj3sIH4jNDQKQFB9Cwj3fm-Szwtnd . Les spécifications techniques des machines de découpe automatisées documentent les tolérances inhérentes et le risque de dérive mécanique pendant le processus de découpe. Rôle de la preuve : vérification factuelle ; type de source : document technique. Justifie : la nécessité d'étendre les motifs de fond. Remarque : la dérive varie selon la précision de la machine et la stabilité du support.
« [PDF] Adhésifs pour matériaux ligneux - Formation et performance de la liaison », https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr190/chapter_10.pdf. [Une source technique sur les adhésifs d'emballage expliquerait la réaction hygroscopique au cours de laquelle l'eau de l'adhésif provoque le gonflement et la contraction irréguliers des fibres de cellulose]. Rôle de la preuve : explication technique ; type de source : revue scientifique sur les matériaux. Appui : le mécanisme de déformation structurelle. Note sur la portée : limité aux systèmes adhésifs à base d'eau tels que le PVA .
« Adhésif à base d’eau – Cadres photo Web », https://www.webpictureframes.com/glossary/water-based-adhesive . [La documentation technique sur les adhésifs confirme que l’acétate de polyvinyle (PVA) à base d’eau se rétracte lorsque l’humidité s’évapore, créant une tension qui déforme les supports]. Rôle de la preuve : Validation technique ; type de source : Manuel de science des matériaux. Justifie : La cause de l’ instabilité structurelle des présentoirs. Note de portée : S’applique spécifiquement aux adhésifs à base d’eau.
« Lamination asymétrique à faire soi-même – YouTube », https://www.youtube.com/watch?v=l4QgITDLDHI . [Des sources d'ingénierie mécanique expliquent qu'une lamination asymétrique crée une tension superficielle inégale, forçant le substrat à se courber du côté laminé]. Rôle de la preuve : Vérification d'une loi physique ; type de source : Spécification de fabrication. Apports : Explication de la courbure des écrans grand format. Note sur la portée : Axé sur les substrats grand format.
« Carton duplex vs carton pour boîtes pliantes : comparaison approfondie », https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html . [Les normes industrielles pour la fabrication d'imprimés et de présentoirs spécifient l'utilisation de supports équilibrés pour égaliser la tension sur un panneau et garantir sa planéité]. Rôle de la preuve : vérification de la solution ; type de source : meilleures pratiques industrielles. Supports : la méthode de prévention du cintrage structurel. Note de portée : norme pour les présentoirs haut de gamme.



