
Vous passez des semaines à concevoir le produit parfait, pour finalement le voir perdu au milieu d'un rayon encombré. Un plateau sur mesure résout immédiatement ce problème de visibilité.
Concevoir un plateau PDQ (Pretty Darn Quick) implique d'allier un impact visuel fort à des principes de structure solides afin de favoriser les achats impulsifs en caisse. Ces présentoirs prêts à la vente permettent une organisation optimale des produits, maximisent l'image de marque et garantissent un réapprovisionnement fluide pour les grandes enseignes à l'échelle mondiale.

Mais dessiner une jolie boîte sur un écran est bien différent de survivre dans l'environnement impitoyable d'un grand entrepôt. Permettez-moi de vous expliquer les réalités structurelles de la fabrication de plateaux réellement performants.
Qu'est-ce qu'un plateau PDQ ?
Un plateau de présentation peut sembler un simple contenant, mais il s'agit en réalité d'un outil de merchandising hautement sophistiqué, conçu pour une efficacité de vente au détail extrême.
Un plateau PDQ est un présentoir compact en carton ondulé, prêt à être mis en rayon et conçu pour un déploiement rapide en point de vente. Généralement placé sur les comptoirs ou en tête de gondole, ce plateau permet de sécuriser les produits de grande consommation légers, d'accélérer le réapprovisionnement et de stimuler les achats impulsifs dans les zones de caisse à fort trafic.
Comprendre le fonctionnement de base est facile. La véritable difficulté réside dans le choix du bon équilibre entre la hauteur du plateau et le poids des produits.
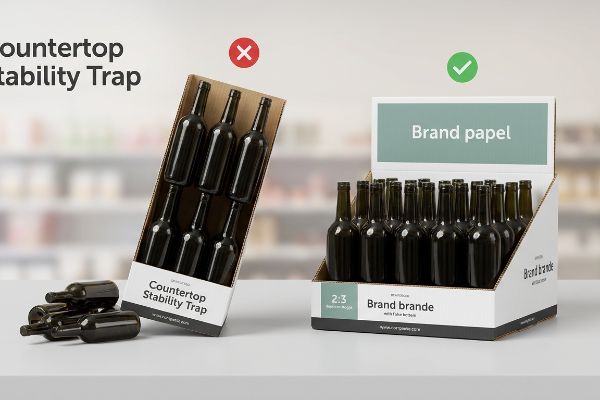
Le piège de la stabilité du comptoir
Même les designers les plus expérimentés partent souvent du principe qu'il suffit de créer un plateau avec un panneau arrière imposant pour maximiser l'espace graphique. L'approche classique consiste à dessiner un bandeau publicitaire massif, à remplir le plateau de liquides ou de produits cosmétiques lourds, et à supposer que le socle maintiendra miraculeusement la structure en place.
Je constate constamment ce problème de compatibilité physique sur la surface de test. Un client peut envoyer un fichier impeccable, mais lorsque je charge le prototype physique 32 ECT (Edge Crush Test) 1 avec ses bouteilles en verre, le centre de gravité se déplace complètement vers l'arrière. Dès qu'un client heurte l'étagère, j'entends le craquement caractéristique des cannelures inférieures qui se déforment, l'étagère basculant vers l'arrière et éparpillant la marchandise. Pour éviter cela, j'applique un rapport strict de 2:3 entre la profondeur et la hauteur . En élargissant mathématiquement la base, nous stabilisons la charge, éliminant ainsi tout risque d' effondrement du comptoir et évitant les pénalités coûteuses liées au refus des produits par les détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Têtes de poteaux hautes sur des bases étroites | Respecter un rapport profondeur/hauteur de 2:33 | Empêche le basculement et les déversements |
| En négligeant le centre de gravité du produit | Ajout d'un faux fond pour la répartition du poids4 | Sécurise les objets liquides lourds |
| Utilisation de panneaux à simple paroi pour les charges lourdes | Passage à des bases ondulées à double paroi5 | Résiste aux manipulations brutales des acheteurs |
Je refuse de fabriquer des présentoirs déséquilibrés car la gravité a toujours le dernier mot en magasin. Définir les proportions structurelles dès le départ garantit la pérennité de votre investissement merchandising tout au long de la campagne, sans nécessiter d'entretien constant en magasin.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre en-tête est trop haut pour le poids de votre produit ? 👉 Obtenez un contrôle de stabilité gratuit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment concevoir un bon emballage ?
La création de structures commerciales fonctionnelles nécessite de dépasser le simple aspect esthétique et de se concentrer principalement sur les propriétés mécaniques des matériaux en carton brut.
La conception d'un emballage de qualité exige l'intégration de calculs structurels rigoureux et d'une identité visuelle forte. Au-delà des graphismes de surface, une réalisation réussie repose sur des tolérances de matériaux précises, des gabarits de découpe optimisés et des revêtements respectueux de l'environnement afin de garantir que l'emballage final en carton ondulé résiste intact aux contraintes importantes de la chaîne d'approvisionnement.
Les acheteurs demandent souvent comment garantir un pliage parfait de leurs modèles à plat sur la chaîne de montage. La réponse réside dans les calculs microscopiques du tracé de découpe.
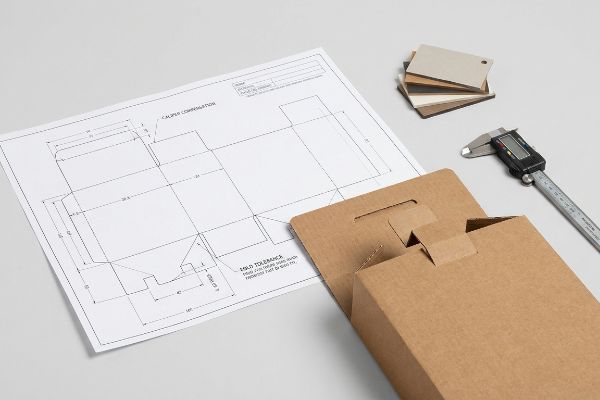
Maîtriser la compensation d'étrier
Un piège fréquent, même pour les équipes d'approvisionnement les plus expérimentées, consiste à traiter le carton plié comme une simple feuille de papier numérique. Elles conçoivent des languettes d'emboîtement dont la largeur correspond exactement à celle des encoches de réceptiondans leur logiciel de dessin vectoriel, en supposant que les pièces s'assembleront sans effort lors de la préparation de commandes.
La réalité physique du carton ondulé est bien moins tolérante. Lorsqu'un opérateur plie une feuille de carton cannelure B à 90 degrés, les 2,8 mm d'épaisseur occupent physiquement de l'espace, créant un rayon extérieur. J'ai vu des emballeurs transpirer et jurer, forçant avec acharnement une languette dans une fente non ajustée jusqu'à entendre le craquement du carton brut. Pour remédier à ce problème, j'exécute automatiquement des algorithmes de compensation d'épaisseur sur chaque fichier CAO (Conception Assistée par Ordinateur) entrant, élargissant les fentes pour compenser la tolérance de pliage exacte. Cet ajustement mathématique garantit un assemblage sans frottement, réduisant d'environ 30 % le temps de main-d'œuvre manuelle à l'atelier d'emballage.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessin des largeurs des languettes et des fentes à l'échelle 1:1 | Ajout d'une tolérance de pliage à la ligne de découpe7 | Permet un assemblage sans frottement |
| En négligeant l'épaisseur du carton | Utilisation des algorithmes de compensation d'ArtiosCAD8 | Empêche les déchirures aux coins |
| Utilisation de boîtes de classement rigides pour carton ondulé | Reconstruction des vecteurs pour des flûtes spécifiques9 | Élimine les panneaux latéraux bombés |
Je ne me fie jamais à un fichier visuel plat sans avoir préalablement vérifié les tolérances de pliage physiques. Supprimer les frottements structurels avant le lancement de la production en série est le seul moyen de protéger votre budget d'emballage contre les dépassements importants liés à la main-d'œuvre.
🛠️ Le bureau d'Harvey : Vos languettes d'emboîtement créent-elles des goulots d'étranglement chez le sous-traitant ? 👉 Demandez un audit de votre gabarit ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelle est la taille d'une boîte PDQ ?
Les dimensions d'un plateau de vente ne sont jamais arbitraires. Elles sont strictement déterminées par la structure métallique des rayonnages des grandes surfaces.
La largeur d'un présentoir de point de vente (PDQ) varie généralement de 30,4 à 60,9 cm (12 à 24 pouces), en fonction du circuit de distribution visé. Toutefois, les dimensions maximales absolues sont strictement définies par les normes d'agencement des rayons, afin de garantir un placement parfait du présentoir en tête de gondole sans débordement dangereux.

Bien que les dimensions personnalisées offrent une certaine flexibilité à votre produit, ignorer les limites spatiales strictes du détaillant entraînera un refus immédiat au quai de réception.
Survivre à la norme de largeur des embouts
Les marques calculent souvent la taille de leurs plateaux en fonction du nombre d'unités à expédier, considérant l'efficacité du carton principal comme leur seul critère. Elles conçoivent ainsi des plateaux surdimensionnés pour maximiser la densité de produits, partant du principe que le responsable du magasin libérera simplement de l'espace supplémentaire en rayon pour leur promotion.
Considérez les rayonnages de vente comme des biens immobiliers : on ne peut pas construire une maison qui empiète sur la propriété. Dans mon entrepôt, je reçois constamment des dossiers dont la largeur est de 91,4 cm (36 pouces) car le concepteur a simplement mesuré la largeur totale d'une tête de gondole. Le problème, c'est que les étagères métalliques ont des supports internes qui prennent de la place. Si un plateau mesure exactement 91,4 cm (36 pouces), il va frotter bruyamment contre les montants en acier, obligeant le manutentionnaire à forcer sur les parois latérales pour le faire entrer. J'impose une largeur maximale stricte de 87,6 cm (34,5 pouces) pour ces présentoirs. Cet espace, conçu spécifiquement à cet effet, garantit que le présentoir se glisse facilement en place, assurant ainsi un emplacement optimal en magasin tout en éliminant les risques de dommages pendant le transport.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception adaptée aux largeurs exactes des étagères | Imposer une largeur maximale de 34,5 pouces10 | Empêche l'écrasement des parois latérales |
| Ignorer les supports d'étagères métalliques | Construire dans une zone tampon spatiale | Garantit une mise en place facile sur l'étagère |
| Privilégier la taille à la conformité | Adapter les fichiers aux guides de style des détaillants | Évite les rejets complets de livraison11 |
Avant même d'aborder la question de l'impression, j'adapte mathématiquement chaque projet à la réalité spatiale du détaillant. Réduire l'espace disponible de quelques millimètres peut faire toute la différence entre une campagne à succès et un entrepôt rempli de stocks invendus.
🛠️ Harvey's Desk : Vos dimensions d'affichage contreviennent-elles aux règles strictes des têtes de gondole des grandes surfaces ? 👉 Demandez votre fiche technique pour la vente au détail ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Que signifie l'acronyme PDQ packaging ?
Connaître la terminologie des acronymes est utile pour les réunions, mais c'est la compréhension de l'urgence opérationnelle qui se cache derrière chaque nom qui assure réellement la fluidité de vos échanges commerciaux.
L'appellation PDQ signifie « Product Display Quarter » (Quartier d'affichage produit), bien que le secteur la traduise généralement par « Pretty Darn Quick » (Très rapide). Cette classification exige un assemblage rapide et sans friction : la structure en carton ondulé doit passer d'un emballage plat à un présentoir de vente en quelques secondes seulement.
Mais la théorie ne suffit pas une fois les machines en marche. La promesse d'un assemblage « rapide » se transforme souvent en un véritable cauchemar de travail manuel si la conception interne présente des défauts.
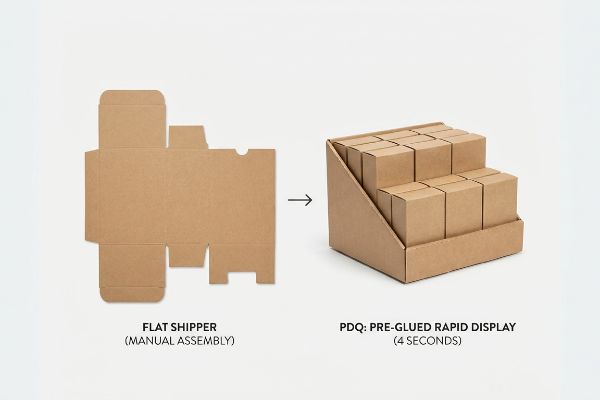
La réalité de l'usine zéro frustration
Une hypothèse apparemment raisonnable mais en réalité dangereuse que font les acheteurs est que toute petite boîte peut être étiquetée comme une unité à montage rapide12.Ils approuvent des modèles de pliage complexes de type origami avec de multiples séparateurs amovibles13, en supposant que les coûts unitaires bon marché compenseront le temps nécessaire au vendeur pour l'assembler sur place.
Il ne s'agit pas que de théorie : je le constate sur le terrain lors des tests, notamment avec l'arrivée de kits complexes pour les essais pilotes. Lorsqu'un système repose entièrement sur des languettes de verrouillage manuelles plutôt que sur un collage machine, je mesure le temps de préparation et je constate qu'il dépasse les deux minutes par unité. La rigidité du carton kraft vierge engendre une fatigue importante des mains, et les opérateurs finissent par arracher les mécanismes de verrouillage pour atteindre leurs objectifs journaliers. Pour remédier à cela, j'impose un système modulaire pré-encollé, utilisant des plieuses-colleuses automatisées sur notre ligne de production. En confiant la complexité du processus de fabrication aux machines, je garantis que le temps d'assemblage pour le conditionnement à façon chute à environ 4 secondes par unité<sup>14</sup>, réduisant ainsi considérablement les coûts de main-d'œuvre et assurant que les barquettes arrivent en rayon en parfait état.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Reposant sur un pliage manuel complexe | Utilisation de coins pré-encollés à la machine | Réduit le temps d'assemblage à 4 secondes |
| séparateurs internes amovibles pour l'expédition | cloisons modulaires flottantes d'ingénierie | Empêche la perte de pièces structurelles |
| Prioriser le faible coût unitaire | Investir dans des plieuses-colle automatisées | Élimine les erreurs de configuration au niveau du magasin |
Je refuse de livrer des puzzles directement en magasin. La meilleure façon de déployer une gamme à grande échelle sans se noyer sous les coûts d'assemblage est de surdimensionner le processus de fabrication pour offrir à l'utilisateur final une expérience d'une simplicité absolue.
🛠️ Le bureau d'Harvey : Vos instructions de pliage complexes grèvent-elles votre budget de conditionnement ? 👉 Envoyez-moi votre fichier de gabarits ↗ — Je vérifierai les calculs avant que vous ne gaspilliez votre budget en production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si un plateau trop lourd, conçu sans compensation d'épaisseur adéquate, se déforme sous son propre poids, cela engendre un frottement important, ralentissant la chaîne de montage d'environ 30 % et anéantissant la marge bénéficiaire du projet. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rebut d'impression. Ne vous fiez plus aux propriétés des matériaux : laissez-moi analyser vos fichiers structurels grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les erreurs critiques de répartition des charges avant le lancement de la production en série.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Une norme industrielle pour les matériaux d'emballage définirait la capacité de charge et la résistance à la compression du carton ondulé 32 ECT]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Supports : résistance du matériau ; Note de portée : s'applique spécifiquement au carton ondulé.
« Comment le rapport hauteur/profondeur contribue à la stabilité des rayonnages », https://www.rmiracksafety.org/2021/05/20/how-height-to-depth-ratio-contributes-to-overall-storage-rack-stability/. [Les manuels d'ingénierie d'emballage fournissent les bases mathématiques des rapports profondeur/hauteur nécessaires pour garantir un centre de gravité stable aux présentoirs autoportants]. Rôle de la preuve : guide d'ingénierie ; type de source : manuel technique ; Sujet : stabilité structurelle ; Note de portée : règle générale pour la stabilité des présentoirs de comptoir .
« Quel est le rapport hauteur/profondeur des étagères ? – Borroughs », https://www.borroughs.com/what-is-the-height-to-depth-ratio-of-shelving-units/?srsltid=AfmBOorfDMlwpOagKzgICc6yroZXeKFDcVpZJ89yV6_SGDUd_JQCwJ50. [Les normes industrielles relatives aux présentoirs de point de vente spécifient les rapports hauteur/profondeur idéaux pour garantir la stabilité et éviter le basculement]. Type de preuve : spécification technique ; source : guide d’ingénierie de l’emballage. Supports : rapports de stabilité pour les plateaux PDQ. Remarque : les rapports spécifiques peuvent varier en fonction du poids du produit .
« Conception structurelle des présentoirs temporaires en carton ondulé pour la vente au détail – UD Direct », https://www.ud-direct.com/blog/the-importance-of-structural-design-in-temporary-corrugated-retail-displays. [Les principes de conception marchande suggèrent d'abaisser le centre de gravité à l'aide de bases lestées ou de faux fonds afin d'améliorer la stabilité sur le comptoir]. Rôle de la preuve : principe de conception ; type de source : manuel de conception d'emballages. Appuie : gestion du centre de gravité. Note de portée : s'applique principalement aux produits dont le poids est plus important en haut .
« Boîtes en carton ondulé simple cannelure vs double cannelure », https://www.boxish.in/blogs/post/single-wall-vs-double-wall-corrugated-boxes-whats-the-difference. [Les spécifications techniques des qualités de carton ondulé démontrent la capacité de charge et la résistance à l'écrasement supérieures de la construction double cannelure par rapport à la simple cannelure]. Preuve : spécification du matériau ; type de source : norme d'emballage en carton ondulé. Argument : durabilité sous charges lourdes. Note : ce document porte sur les matériaux en carton ondulé .
« Pourquoi la densité prime sur l’épaisseur dans les emballages de luxe », https://www.beloitboxboard.com/why-density-matters-more-than-caliper-in-luxury-packaging/. [Les manuels techniques de conception d’emballages structurels expliquent que négliger l’épaisseur du matériau (calibre) dans les dimensions des languettes et des encoches empêche un assemblage correct]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : la nécessité de compenser l’épaisseur dans la conception des lignes de découpe. Note de portée : S’applique aux cartons pliés et aux matériaux ondulés .
« Comment assembler les présentoirs en carton ? – Carton sur mesure… », https://popdisplay.me/how-do-i-assemble-the-cardboard-displays/. [Les guides techniques d’ingénierie de l’emballage expliquent comment le calcul de la tolérance de pliage évite le tassement des matériaux et garantit un assemblage sans frottement des composants]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Justifie : la nécessité de la tolérance de pliage pour l’assemblage. Remarque sur le champ d’application : s’applique principalement au carton et aux matériaux ondulés .
« [PDF] Guide de l'utilisateur d'ArtiosCAD Enterprise 18 – Documentation produit », https://docs.esko.com/docs/en-us/artioscadenterprise/18/userguide/pdf/ACE18_UserGuide.pdf. [La documentation du logiciel ArtiosCAD détaille comment ses algorithmes de compensation ajustent automatiquement les lignes de découpe en fonction de l'épaisseur du matériau afin de prévenir les fissures et les déchirures aux angles]. Rôle de la preuve : spécification du logiciel ; type de source : documentation technique. Appuie : l'efficacité de la compensation automatique pour réduire les défaillances des matériaux. Remarque sur la portée : Spécifique aux fonctionnalités du logiciel ArtiosCAD .
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . [Les normes de l’industrie de l’emballage précisent que les différentes tailles de cannelures nécessitent des décalages vectoriels spécifiques pour compenser la compression du matériau et éviter le bombement des panneaux latéraux]. Niveau de preuve : norme industrielle ; type de source : guide de fabrication. Justifie : la nécessité d’ajustements vectoriels spécifiques à chaque type de cannelure. Remarque sur la portée : s’applique aux variantes standard de carton ondulé telles que les cannelures A, B, C et E.
« Existe-t-il des limitations de taille pour les présentoirs de tête de gondole ? | PopDisplay », https://popdisplay.me/are-there-any-size-limitations-for-endcap-displays/. [Un manuel d'emballage de distributeur faisant autorité ou une norme industrielle pour les présentoirs de tête de gondole confirme la limite de largeur de 34,5 pouces pour garantir l'installation.] Niveau de preuve : spécification technique ; type de source : norme industrielle. Compatibilité : dimensions standard des présentoirs de tête de gondole. Remarque : peut varier selon l'architecture spécifique du distributeur .
« Conformité en grande distribution : Éviter les pénalités (Guide fournisseur) », https://www.capstonelogistics.com/blog/suppliers-dont-get-burned-by-tight-delivery-windows-steep-penalties-at-big-box-retailers/ . [Les directives des fournisseurs aux grandes surfaces documentent les pénalités liées aux emballages non conformes, y compris le risque de refus total de la livraison.] Preuve : conséquence concrète ; type de source : accord fournisseur. Argument : nécessité du respect du guide de style. Précision: spécifique aux grandes surfaces.
« Comprendre les emballages PDQ dans le commerce de détail – LinkedIn », https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc. [Les normes d'ingénierie d'emballage définissent les unités à montage rapide par des temps d'assemblage de référence spécifiques, les distinguant ainsi des petits emballages d'expédition standard]. Rôle de la preuve : définition ; type de source : norme industrielle. Appuie : l'affirmation selon laquelle tous les petits emballages ne répondent pas aux critères des unités à montage rapide. Note sur la portée : se concentre sur les certifications de présentoirs de vente au détail. ↩
« Impact du pliage de précision sur l’intégrité des emballages médicaux », https://miniaturefolding.com/precision-folding-impacts-medical-packaging/. [Une étude sectorielle sur le merchandising en point de vente démontre que les exigences de pliage complexes et les composants non fixés augmentent considérablement les coûts de main-d’œuvre sur site et le délai de mise en rayon]. Rôle de la preuve : corroboration ; type de source : rapport sectoriel. Appuie : l’affirmation selon laquelle les conceptions complexes nuisent à l’efficacité opérationnelle. Note de portée : spécifique aux présentoirs de vente au détail en carton ondulé. ↩
« Emballeuses-plieuses : quel niveau d’automatisation vous convient le mieux ? [+ …], https://impack.ca/learning-center/folder-gluer-packers-choosing-right-level-of-automation. [Les données de référence du secteur en matière d’automatisation de l’emballage et de débit des plieuses-colleuses permettraient de vérifier la réduction de temps typique lors du passage des languettes de verrouillage manuelles aux systèmes modulaires pré-encollés]. » Preuve : indicateur de performance ; type de source : rapport technique industriel. Contribue à : les gains d’efficacité de la fabrication automatisée. Remarque : les temps réels varient selon la complexité de l’unité .



