En parcourant un entrepôt, on aperçoit des piles de cartons bruns. Mais lors du lancement d'une campagne de vente au détail, qualifier tout cela de « carton » est le meilleur moyen de saboter son projet.
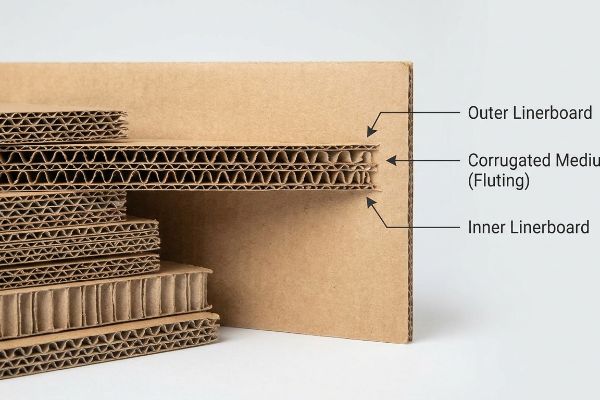
Ces panneaux de carton sont officiellement appelés carton ondulé dans l'industrie de l'emballage commercial. Ce matériau technique est composé d'un support ondulé pris en sandwich entre deux feuilles de carton plat. Contrairement au carton plat standard, le carton ondulé offre la rigidité structurelle indispensable pour supporter le poids des présentoirs commerciaux.
Connaître la terminologie officielle n'est que la base ; comprendre comment ces matériaux se comportent sous pression est ce qui permet réellement de faire des économies.
Comment s'appellent les panneaux de carton ?
Lorsque les équipes d'approvisionnement demandent du carton, elles recherchent généralement du testliner ondulé ou du kraft vierge. Cette distinction est déterminante pour la résistance de votre présentoir pendant le transport ; s'il s'effondre complètement, il résistera à l'usure.
Selon leur structure, les panneaux de carton sont appelés carton ondulé ou carton plat. Le carton plat est un papier épais monocouche utilisé pour les boîtes pliantes standard. Le carton ondulé, quant à lui, est constitué d'une cannelure centrale cintrée entre deux feuilles de papier, ce qui lui confère la capacité de charge dynamique nécessaire aux présentoirs de points de vente et aux expéditions internationales.

Mais mémoriser les termes du secteur ne vous sera d'aucune utilité lorsque vous devrez réellement construire un présentoir de sol.
La différence cachée entre le carton et le carton ondulé
Les jeunes designers utilisent fréquemment du carton fin, initialement conçu pour les emballages cosmétiques , pour fabriquer des présentoirs de points de vente robustes. Ils partent du principe qu'un matériau plat et rigide sur un petit bureau peut naturellement supporter le poids de produits de consommation. Cette méconnaissance fondamentale des propriétés des matériaux entraîne des défaillances structurellesavant même que la marchandise n'arrive en magasin.
Je constate constamment ce piège lorsque des marques tentent d'utiliser du testliner 100 % recyclé pour leurs présentoirs robustes, simplement parce que cela semble écologique. Imaginez les fibres de papier comme un élastique : à chaque recyclage, elles s'étirent et perdent de leur élasticité. Lorsqu'on oblige un vendeur à monter un présentoir en carton surrecyclé, le matériau se déforme. Je me souviens d'avoir vu un commercial peiner avec une languette de fermeture : le carton brut a émis un bruit sourd de déchirure, se déchirant net au niveau de la jointure car les fibres courtes étaient complètement épuisées².Pour éviter ce petit incident frustrant, je spécifie toujours un dosage précis de papier kraft vierge directement dans les cannelures porteuses. Ce simple changement redonne de l'élasticité au papier, permettant aux languettes de s'emboîter sans effort et de gagner jusqu'à 25 secondes de travail parprésentoir³.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de testliner 100% recyclé pour les murs porteurs4 | Injection d'un mélange de 30 % de pâte kraft vierge dans les cannelures5 | Élimine les déchirures des languettes de verrouillage |
| Traiter le carton mince comme du carton ondulé structurel | Spécifier l'épaisseur minimale de cannelure B pour les présentoirs de sol6 | Empêche l'affaissement qui bloque l'allée |
| En supposant que tout le « carton » ait une résistance égale | Qualité du panneau adaptée au poids spécifique du produit | Empêche l'écrasement de la base sous la charge |
Je ne laisse jamais le choix des matières premières au hasard, car la sécurité physique de votre produit en dépend. Maîtriser la terminologie est votre première ligne de défense contre un effondrement catastrophique de la chaîne de production.
🛠️ Le bureau d'Harvey : Vous hésitez sur la capacité du carton choisi à supporter le poids de vos produits ? 👉 Laissez-moi examiner les spécifications de vos matériaux ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Comment appelle-t-on le carton très épais ?
Lorsque les matériaux standards ne suffisent pas à supporter des objets volumineux, un renforcement structurel important s'impose. C'est là que les panneaux à simple paroi classiques deviennent inadaptés.
Le carton très épais est appelé carton ondulé double cannelure. Ce matériau incroyablement robuste combine deux couches de carton cannelé et trois couches de carton plat en une seule feuille épaisse. Il est spécialement conçu pour absorber les chocs importants et supporter des charges dynamiques considérables sans se déformer ni se gondoler dans les conditions d'entreposage.

Opter pour un matériau plus épais semble être une solution simple, mais les propriétés physiques du carton ondulé épais peuvent engendrer de sérieux problèmes d'assemblage.
Pourquoi les panneaux à double paroi épais nécessitent des tolérances parfaites
Une approche courante chez les débutants consiste à simplement remplacer un panneau standard par un panneau double paroi renforcé sans modifier le gabarit de découpe. Les équipes d'approvisionnement supposent que des parois plus épaisses garantissent un écran plus solide, oubliant complètement que des parois plus épaisses nécessitent également des encoches plus larges pour un pliage correct .
La question classique que j'entends souvent est : « Si c'est un peu serré, on ne peut pas forcer un peu ? » La réalité est tout autre : c'est impossible. Les supports en carton ondulé double cannelure épaisse sont conçus pour résister aux 50 manipulations intensives infligées lors du transport dans le commerce dedétail⁸, ce qui les rend extrêmement rigides. Lorsqu'un employé tente d'insérer de force un panneau de 6,35 mm d'épaisseur⁹dans une fente prévue pour un panneau plus fin, le frottement intense provoque la déformation et la fissuration de la couche imprimée extérieure. J'ai moi-même constaté la résistance d'un carton double cannelure mal mesuré ; il refuse de se plier, obligeant l'équipe d'assemblage à marteler les pièces à coups de poing, ce qui abîme irrémédiablement les visuels de la marque. La solution professionnelle consiste à appliquer des calculs précis de compensation d'épaisseur pour élargir chaque fente, garantissant ainsi un assemblage fluide des pièces sans endommager l'impression.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant l'épaisseur physique du panneau à double paroi | Application d'une compensation d'étrier à chaque fente10 | Assure un assemblage sans frottement |
| Forcer des languettes épaisses dans des fentes étroites de la matrice | Ajout de tolérances de pliage personnalisées dans un logiciel de structure11 | Protège les graphismes de la feuille supérieure |
| Utilisation de socles à simple paroi pour les marchandises lourdes du commerce de détail | Remplacement obligatoire par des bases ondulées à double paroi | Survit au cycle de transit de 50 contacts12 |
Je refuse de traiter des dossiers épais en carton ondulé sans avoir préalablement effectué un calcul de friction. L'amélioration de vos matériaux doit préserver l'image de votre marque, et non transformer vos vendeurs en menuisiers frustrés.
🛠️ Le bureau d'Harvey : Vous craignez que votre gabarit à double paroi épaisse ne se bloque lors de l'assemblage à grande vitesse en usine ? 👉 Sécurisez vos dégagements CAO ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Qu'est-ce qu'une feuille de carton ?
Quand les graphistes parlent de feuilles de support, ils font généralement référence à la feuille imprimée plate qui est collée sur le support structurel. Cette étape fait le lien entre l'art et l'architecture.
Le carton ondulé se définit essentiellement comme des feuilles plates et non pliées de carton ondulé, ou comme les feuilles de couverture lithographiées qui y sont appliquées. Dans la production industrielle, le carton ondulé sert de support structurel brut, tandis que les feuilles de couverture imprimées de haute qualité offrent les graphismes de marque haute résolution nécessaires pour capter l'attention du consommateur dans les points de vente très fréquentés.
Appliquer une belle feuille plate sur un support rigide semble simple, mais les machines automatisées traitent le papier très différemment de votre logiciel numérique.
Le passage de la lithographie à la lamination dans le secteur du carton
La plupart des graphistes débutants exportent leurs maquettes d'emballage avec un fond perdu standard de 3,17 mm (0,125 pouce)¹³, s'attendant à ce que la boîte finale soit identique à ce qu'ils visualisent à l'écran. Ils supposent que les machines de collage de l'usine aligneront parfaitement la fine feuille imprimée sur le carton ondulé épais à chaque fois.
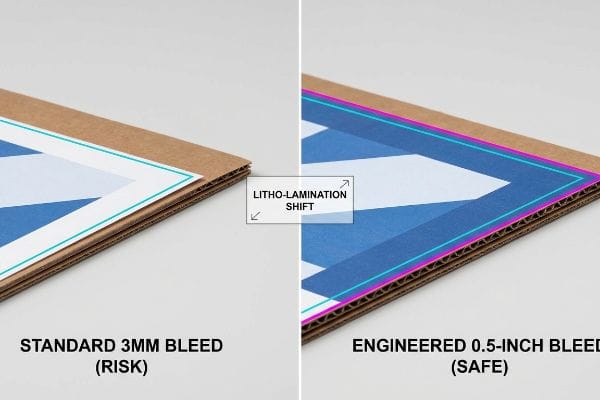
Permettez-moi d'illustrer cela par une analogie simple : imaginez essayer de placer parfaitement un drap sur un matelas tandis que les deux défilent sur un tapis roulant. C'est le principe de la lithographie. Lorsque l'on colle des feuilles imprimées sur du carton ondulé épais de type B, la colle encore humide provoque des décalages microscopiques lors du processus de montage automatisé<sup>14</sup>. Si la marge d'impression numérique est trop faible, ce décalage mécanique laisse apparaître les bords bruts du carton brun sur le présentoir final plié. J'ai constaté de visu les conséquences désastreuses de ce phénomène : une légère odeur de colle PVA (acétate de polyvinyle) se dégage, et les bords mal alignés font vraiment bon marché sous l'éclairage cru du magasin. Une règle d'or consiste à imposer une marge de fond perdu de 12,7 mm (0,5 pouce)15 </sup> au-delà de la ligne de coupe, créant ainsi une marge de sécurité qui compense intégralement tout décalage dû à la machine.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de marges de 3 mm pour la lithographie | L'application d'une marge de fond perdu minimale de 0,5 pouce16 | Évite les vilains bords bruns des planches |
| En supposant que le montage humide se comporte comme l'impression numérique | Conception d'un filet de sécurité mécanique contre la dérive | Maintient une esthétique visuelle de haute qualité |
| En négligeant le déplacement physique des tôles ondulées17 | Étendre les arrière-plans des illustrations bien au-delà des lignes de découpe | Évite les refus coûteux des détaillants |
Je refuse quotidiennement des fichiers de prépresse qui ne respectent pas ce seuil de fond perdu. Quelques pixels de couleur supplémentaires sur vos feuilles à plat vous évitent des milliers de dollars de pertes en présentoirs invendables.
🛠️ Le bureau de Harvey : Vous hésitez sur la largeur du fond perdu de votre visuel pour résister au décalage lors de la lithographie et de la lamination ? 👉 Demandez un audit de fond perdu avant impression ↗ — Pas de formulaires interminables qui vous incitent à passer des heures à démarcher. Uniquement de la valeur ajoutée.
Qu'est-ce qu'un carton ondulé ?
Au-delà des simples feuilles et des appellations, le carton ondulé est avant tout une structure technique. Ses ondulations internes déterminent précisément la résistance de vos produits aux chocs.
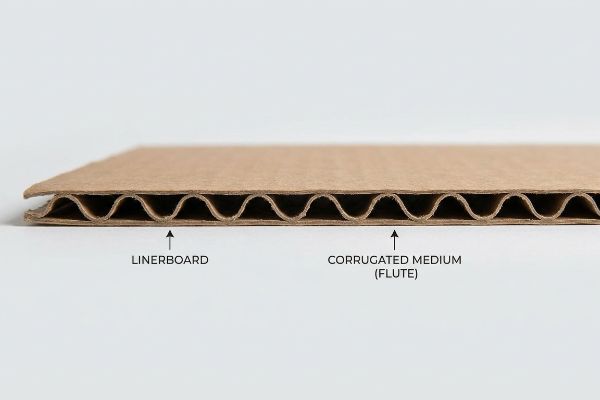
Le carton ondulé est un matériau d'emballage structurel de haute technologie, composé d'une couche intérieure ondulée, appelée cannelure, collée de façon permanente entre deux feuilles de carton extérieur plates. Cette géométrie précise crée des colonnes d'air rigides qui confèrent au carton une résistance à la compression exceptionnelle tout en conservant une légèreté remarquable, facilitant ainsi le transport international.
Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que les niveaux d'humidité commencent à fluctuer violemment le long du parcours logistique.
Pourquoi le carton ondulé standard ne résiste pas à la production en usine
Une hypothèse apparemment raisonnable, mais en réalité dangereuse, consiste à supposer que les tolérances standard des encoches CAO (Conception Assistée par Ordinateur) restent permanentes une fois que le carton ondulé quitte l'usine. Les concepteurs travaillant dans des bureaux climatisés créent des languettes d'emboîtement en se basant sur l' épaisseur à sec absolue du carton<sup>18</sup>, s'attendant à ce qu'elle reste exactement la même indéfiniment.
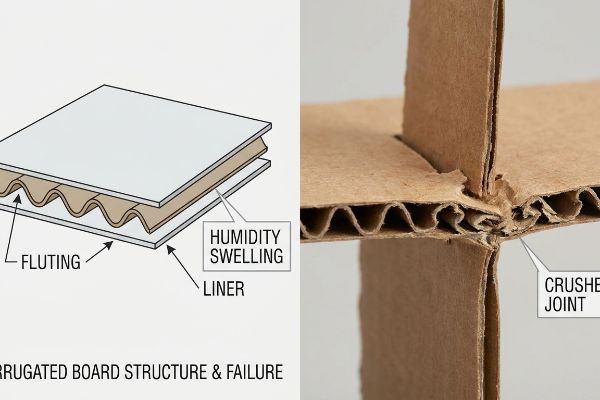
Dans mon atelier, je constate régulièrement que cette perfection théorique s'effondre lors des essais de conditionnement en conditions réelles. Lorsque les emballages plats en carton ondulé sont expédiés par voie maritime ou stockés dans des entrepôts humides, le papier d'essai poreux 32ECT se comporte comme une éponge et gonfle physiquement<sup>19</sup>. Une rainure parfaitement dimensionnée sur la table de découpe CNC (Commande Numérique par Calculateur) devient soudainement trop étroite de 1 mm. Lorsque je mesure les cannelures gonflées au sol, le matériau est mou et humide, et forcer l'assemblage des languettes compromet instantanément la solidité de la jointure. Pour remédier à ce problème, j'intègre rigoureusement une marge d'humidité mathématique dans les algorithmes de prépresse, ajoutant un millimètre précis de jeu à toutes les rainures de réception pour les expéditions maritimes. En imposant cette tolérance de 1 mm, je garantis une réduction du temps d'assemblage en conditionnement pouvant atteindre 30 %<sup>20</sup>, éliminant ainsi les retards dus aux frottements et permettant à mes clients de réaliser d'importantes économies sur la main-d'œuvre sur la ligne d'emballage.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de fentes pour carton ondulé parfaitement sec | Conception d'un tampon d'humidité spécifique de 1 mm21 | Empêche les comprimés de s'écraser |
| En négligeant le gonflement du revêtement poreux 32ECT testliner22 | Automatisation de la compensation d'étrier dans le fichier CAO | Réduit le temps d'assemblage de 30 %23 |
| S'appuyer sur des seuils de tolérance théoriques en matière de climat de bureau | Mesure de l'épaisseur du matériau après un transit simulé | Réduit les temps d'arrêt des machines de conditionnement à façon |
Je ne me fie jamais à l'épaisseur théorique des panneaux sans avoir préalablement calculé les variables logistiques ambiantes. Protéger sa marge bénéficiaire implique de concevoir une structure rigoureuse pour résister aux conditions difficiles et humides de la chaîne d'approvisionnement.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si le carton 32ECT se dilate dans un entrepôt humide, les frottements structurels qui en résulteront ralentiront la chaîne de conditionnement d'environ 30 % et anéantiront la marge bénéficiaire de votre campagne. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rejet d'impression. Ne vous fiez plus aux tolérances du carton ondulé : laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit de pré-production gratuit ↗ afin de détecter les erreurs dimensionnelles critiques avant d'autoriser la production en série.
« Principes de conception des supports de charge pour les présentoirs PLV en carton ondulé », https://brownpackaging.com/load-bearing-design-principles-for-corrugated-pop-displays/ . Ce document de science des matériaux, relatif à l'ingénierie de l'emballage, détaille les limites de charge structurelle du carton ondulé par rapport au carton ondulé. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle l'utilisation de carton léger pour des présentoirs lourds entraîne une rupture structurelle. Note de portée : concerne la résistance à la compression et à la traction.
« Que deviennent les fibres cellulosiques lors de la fabrication du papier et… », https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf . La littérature technique sur la dégradation de la cellulose décrit comment le recyclage répété réduit la longueur des fibres et perturbe les liaisons hydrogène, ce qui entraîne une diminution de la résistance à la traction. Rôle de la preuve : validation scientifique ; type de source : revue de science des matériaux. Appuie : l’affirmation selon laquelle le carton surrecyclé perd son intégrité structurelle. Note de portée : se concentre sur les propriétés mécaniques de la pâte recyclée.
« Comment la conception innovante des présentoirs PLV favorise le développement durable et… », https://www.packagingcorp.com/resource-hub/industry-insights/how-innovative-pop-display-design-advances-sustainability-and-efficiency/ . Les études d’efficacité opérationnelle des emballages PLV fournissent des indicateurs de temps d’assemblage basés sur la rigidité des matériaux et la précision des languettes. Rôle de la preuve : validation des indicateurs ; type de source : rapport d’ingénierie industrielle. Appui : réduction spécifique du temps de main-d’œuvre par unité. Remarque: les gains de temps dépendent de la conception spécifique du présentoir.
« Aperçu du papier et des matériaux d’emballage alimentaire à base de papier », https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Comparaison de la résistance à l’éclatement et de la capacité de charge verticale du Testliner 100 % recyclé par rapport aux mélanges de kraft vierge dans les applications structurelles. Type de preuve : Analyse comparative ; type de source : Rapport sur l’emballage industriel. Conclusion : L’inadéquation des doublures recyclées pour les parois porteuses. Note de portée : Concerne les structures porteuses verticales des présentoirs en carton .
« Examen comparatif des propriétés physiques de… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses . Vérification de l’amélioration de la résistance à la déchirure et de l’intégrité structurelle des cannelures de carton ondulé grâce à l’ utilisation de fibres recyclées (30 %). Type de preuve : Spécification technique ; source : Manuel de science des matériaux. Objectif : Prévention des déchirures des languettes de verrouillage. Précision : Spécifique à la fabrication de panneaux de fibres ondulés.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Données techniques relatives à la résistance à l’écrasement et à la rigidité du carton ondulé de type B comparées à celles du carton fin dans les environnements de présentation en magasin . Niveau de preuve : Norme structurelle ; type de source : Guide de l’industrie de l’emballage. Objectif : Prévenir l’affaissement des présentoirs et l’obstruction des allées. Remarque : S’applique aux présentoirs en carton sur pied.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les directives techniques d'emballage confirment qu'une épaisseur accrue du matériau nécessite des tolérances de pliage et des largeurs de fente plus importantes afin d'éviter le plissement du matériau ou la rupture de la structure. Preuve : validation technique ; type de source : manuel d'ingénierie d'emballage. Justifie : la nécessité d'ajuster les découpes pour les matériaux plus épais. Remarque : les mesures spécifiques varient selon le profil de la cannelure.
« [PDF] Logistique de vente au détail et emballage des produits frais », https://ndl.ethernet.edu.et/bitstream/123456789/41315/1/89.pdf. Vérification du « cycle de transit à 50 manipulations » comme référence industrielle reconnue pour les tests de durabilité en logistique de vente au détail. Rôle de la preuve : vérification d’une norme technique ; type de source : livre blanc du secteur de la logistique ou de l’emballage. Supporte : les exigences structurelles des panneaux à double paroi. Note sur la portée : peut varier selon les directives spécifiques des détaillants .
« Panneau de fibres ondulé – Wikipédia », https://en.wikipedia.org/wiki/Corrugated_fiberboard . Validation du fait que 6,35 mm (0,25 pouce) est une épaisseur standard pour le panneau de fibres ondulé double cannelure haute résistance. Rôle de la preuve : spécification technique ; type de source : fiche technique du fabricant. Éléments d’appui : les dimensions physiques du matériau utilisé. Remarque : l’épaisseur totale varie en fonction de la combinaison de cannelures utilisée.
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Explication technique de la manière dont l'ajustement des dimensions en fonction de l'épaisseur du carton (calibre) permet d'éviter les frottements lors de l'assemblage. Type de preuve : spécification technique ; type de source : manuel d'ingénierie de l'emballage. Justification : nécessité de mesures précises pour les cartons épais. Remarque sur le champ d'application : applicable au rainurage par découpe .
« Détermination analytique de la rigidité en flexion d'un film à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Documentation expliquant comment les calculs de tolérance de pliage permettent de prévenir les contraintes et les fissures sur la couche extérieure. Niveau de preuve : norme d'ingénierie ; type de source : documentation de logiciel d' emballage CAO/FAO. Avantages : protection des graphismes de surface lors du pliage. Remarque concernant la portée : varie selon la qualité du carton et le type de cannelure.
« Analyse du cycle de vie des emballages en carton ondulé – Fibre Box Association », https://www.fibrebox.org/life-cycle-assessments/. Vérification du « cycle de transit à 50 manipulations » comme référence sectorielle reconnue pour la durabilité en distribution de détail. Rôle de la preuve : indicateur de performance ; type de source : norme de qualité logistique ou d’emballage. Appuie : les affirmations de durabilité des fonds en carton ondulé double cannelure. Note relative au périmètre : peut faire référence à des normes spécifiques de manutention en magasin .
« Le fond perdu (et autres termes de conception à connaître) », https://dar.uga.edu/2019/there-will-be-bleed-and-other-design-terms-you-should-know/ . Vérification de la norme industrielle courante pour les mesures de fond perdu en impression commerciale. Type de preuve : spécification technique ; source : directives de l’industrie de l’imprimerie. Confirme : l’affirmation selon laquelle 0,125 pouce est le fond perdu standard. Remarque : la norme peut varier en fonction de l’équipement spécifique ou des normes d’impression régionales.
« Comprendre l’emballage lithographié-laminé », https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. Explication technique des erreurs de repérage et des mouvements du support causés par l’application d’adhésif lors du montage automatisé. Rôle de la preuve : validation de processus ; type de source : guide de fabrication. Sujet : cause mécanique des bavures dans les feuilles de carton. Note relative au champ d’application : s’applique aux systèmes de convoyage automatisés à grande vitesse .
« Lamination lithographique – Packlane », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOooEFFCMsGL3ryP_87plFKWjs-KSVTeZ_r2o5XlfdS0LQ0iZ9DpY. Vérification du fond perdu standard requis pour les emballages en carton ondulé lithographiés afin d'éviter les bavures. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Supporte : la marge de sécurité quantitative spécifique recommandée pour le décalage de repérage. Note de portée : spécifique aux présentoirs de vente au détail grand format .
« Emballage lithographié-laminé – Accurate Box Company, Inc », https://accuratebox.com/our-packaging/litho-laminated-packaging/. Un guide technique du secteur de la conception d'emballages préciserait les marges de fond perdu nécessaires pour compenser le décalage de repérage lors du processus de lithographie-laminage. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Justifie : la nécessité de fonds perdus plus importants pour l'impression sur carton ondulé. Remarque : les mesures précises peuvent varier selon le fabricant de l'équipement .
« Taille du marché, tendances et prévisions du marché des emballages lithographiés laminés, 2035 », https://www.gminsights.com/industry-analysis/litho-laminated-packaging-market. La documentation de fabrication explique la dérive mécanique et le décalage physique qui se produisent lors du collage des feuilles de couverture imprimées sur une base structurelle en carton ondulé. Rôle de la preuve : explication factuelle ; type de source : manuel de fabrication. Justification : l’extension des fonds graphiques au-delà des lignes de découpe. Remarque sur la portée : concerne principalement les présentoirs de vente au détail grand format .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/ . Explication technique de la fluctuation de l'épaisseur du carton ondulé mesurée à sec en fonction de l'humidité relative et de l'absorption hygroscopique. Type de preuve : définition technique ; source : norme industrielle. Justification : la volatilité des mesures d'épaisseur utilisées en CAO. Précision : spécifique aux matériaux ondulés à base de cellulose.
« [PDF] Effets de l’humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . Spécifications techniques relatives à l’hygroscopicité du testliner 32ECT et à sa stabilité dimensionnelle en milieu humide. Rôle de la preuve : validation technique ; type de source: fiche technique de science des matériaux. Sujet : gonflement physique du carton ondulé en milieu humide. Remarque : applicable aux testliners non couchés.
« Amélioration de la productivité grâce à l'équilibrage des chaînes de montage par l'utilisation de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10788436/ . Données d'ingénierie industrielle démontrant comment l'optimisation des tolérances d'emballage réduit les frottements et le temps de travail lors de l'assemblage. Rôle de la preuve : validation des performances ; type de source : rapport d'efficacité opérationnelle. Confirme : l'affirmation d'une réduction de 30 % du temps d'assemblage. Note relative à la portée : spécifique aux processus de conditionnement manuel.
« Qu’est-ce que l’humidité relative et comment affecte-t-elle vos emballages ? – Billerud », https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity . Validation technique de la norme industrielle relative aux tampons d’humidité dans la conception des rainures du carton ondulé afin de prévenir l’écrasement du matériau. Rôle de la preuve : spécification technique ; type de source : manuel technique. Supporte : mesure spécifique du tampon. Note relative au champ d’application : s’applique à la conception des tolérances de rainure.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Documentation des propriétés des matériaux et des caractéristiques de gonflement induit par l'humidité des revêtements conformes au test de résistance à l'écrasement des bords (ECT) 32. Rôle de la preuve : propriété du matériau ; type de source : fiche technique. Appuie : allégations relatives au gonflement du matériau. Note sur la portée : spécifique aux revêtements de qualité 32ECT .
« Emballages en carton ondulé – Systèmes de découpe de précision Kongsberg », https://www.kongsbergsystems.com/en/solutions/markets/corrugated-packaging . Données empiriques ou études de cas industrielles démontrant la réduction du temps d'assemblage obtenue grâce à la compensation de l'épaisseur par CAO. Rôle de la preuve : indicateur de performance ; type de source : étude de cas industrielle. Avantages : gain d'efficacité. Remarque : les pourcentages réels peuvent varier selon l'environnement de production.



