
Commander des agencements commerciaux sur mesure ne devrait pas être un pari risqué. Les marques voient leurs marges fondre chaque jour en privilégiant les devis les plus bas au détriment de la solidité des structures. Voici comment procéder correctement.
La commande de présentoirs sur mesure nécessite une procédure rigoureuse comprenant l'ingénierie structurelle, la sélection des matériaux et la validation avant impression. Vous devez fournir des gabarits standardisés, approuver les rendus CAO 3D (conception assistée par ordinateur) et exiger des tests de transport physiques afin de garantir que les unités finales en carton ondulé résistent aux conditions difficiles des grandes surfaces sans se déformer.

Mais connaître les étapes théoriques de la commande ne suffit pas lorsque les machines de découpe commencent réellement à perforer le carton.
Qui conçoit les présentoirs pour les magasins de détail ?
Concevoir un agencement commercial fiable est une rencontre entre esthétique et physique.
La conception des présentoirs pour les points de vente est généralement confiée à une équipe composée de graphistes et d'ingénieurs en structure. Tandis que les agences de branding se chargent de la création visuelle, les ingénieurs spécialisés en emballage calculent la géométrie, les tolérances de flexion et les capacités de charge dynamique afin de garantir la stabilité du présentoir.
Mais s'en remettre uniquement aux graphistes, c'est précisément ainsi que naissent les catastrophes structurelles dans les usines.
Pourquoi les gabarits standard d'Illustrator ne fonctionnent pas en usine
Même les équipes d'approvisionnement les plus expérimentées partent souvent du principe qu'un beau fichier vectoriel plat, fourni par une agence de branding onéreuse, est prêt pour la production en série. Elles partent du principe que si les languettes s'emboîtent parfaitement sur un écran 2D lumineux, elles se plieront sans problème lors de la production à grandevitesse¹.
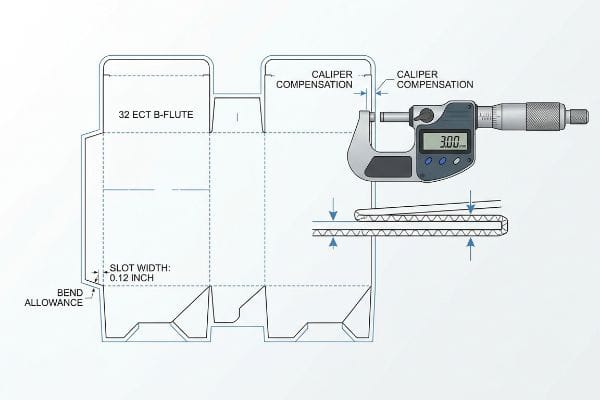
Il ne s'agit pas que de théorie : je suis confronté à ce problème chaque semaine sur le terrain. Une grande marque d'articles de plein air nous a envoyé un gabarit urgent, conçu uniquement avec un logiciel de CAO standard, sans tenir compte du diamètre physique du carton cannelé B. Au départ, je pensais que nous pourrions forcer les encoches standard de 3 mm²à fonctionner. J'avais tort. Lors du test du premier échantillon blanc, le carton ECT 32 (Edge Crush Test) a consommé de la matière au niveau du pli à 90°, et l'encoche de réception était beaucoup trop étroite. J'ai vu l'équipe d'assemblage écraser physiquement les cannelures internes en essayant d'insérer les languettes, déchirant complètement la feuille supérieure. J'ai relevé les mesures au micromètre et j'ai immédiatement appliqué une compensation stricte du diamètre dans notre logiciel de conception structurelle. En élargissant mathématiquement chaque encoche pour tenir compte du rayon de courbure exact des fibres du papier, les languettes se sont verrouillées parfaitement. En imposant cette tolérance géométrique précise, je garantis une réduction du temps d'assemblage pour le conditionnement d'environ 35 %³, évitant ainsi des frais de retouche manuelle considérables pour le client.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Décalage de compensation d'étrier | Les flûtes restent intactes | Réduit la main-d'œuvre d'assemblage de 35 %4 |
| 32 ECT B-Flute Ligne de base5 | Plis rigides à 90 degrés | Empêche les rétrofacturations des détaillants |
| Élargissement de fente micrométrique | Verrouillage à languette sans friction | Élimine les frais de retouche manuelle |
Je refuse d'envoyer directement les fichiers graphiques à la table de découpe. Un véritable travail d'ingénierie exige de respecter l'épaisseur physique du support, et pas seulement l'encre qui y est déposée.
🛠️ Le bureau d'Harvey : Les gabarits à plat de votre agence de branding tiennent-ils compte de la consommation physique de carton ondulé due au pliage ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Combien coûte une vitrine ?
Établir un budget réaliste nécessite de voir au-delà des apparences.
Le coût d'une vitrine varie de quelques dollars pour des présentoirs en carton ondulé basiques à plusieurs centaines pour des structures métalliques permanentes. Le prix unitaire final dépend entièrement de la densité du matériau, de la technologie d'impression, des finitions et de la capacité de charge nécessaire pour supporter la marchandise en toute sécurité.

Mais se focaliser uniquement sur le prix unitaire tout en ignorant la chimie des matériaux est un chemin assuré vers un désastre de la chaîne d'approvisionnement.
Pourquoi un budget axé sur les cosmétiques ruine l'intégrité structurelle
Les services d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses, comme le pelliculage intégral, comme des impératifs marketing incontournables. Pour compenser ces coûts de production initiaux élevés, ils réduisent discrètement la résistance à la compression du carton ondulé de baseduprincipe que l'aspect extérieur haut de gamme masquera le matériau creux de l'âme.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, j'ai reçu un courriel furieux d'un client dont le prototype, recouvert d'une épaisse feuille de polymère, avait échoué à une simulation de transport réalisée par un tiers. Il avait demandé à son fournisseur précédent de remplacer l'âme en kraft vierge par un carton recyclé Testliner7 , afin de financer la coûteuse feuille de polymère. Au départ, je pensais qu'une cannelure B standard passerait de justesse le test de vibration si l'on renforçait les angles. J'avais tout faux. Le support a cassé sous une pression de 64,6 kg (142,5 lb). J'ai jeté le rendu fourni par leur agence et j'ai entrepris une amélioration radicale des matériaux. J'ai retiré l'épaisse feuille de polymère – dont je sentais qu'elle limitait physiquement la flexibilité du carton – et j'ai remis une âme en carton kraft vierge de 32 ECT. Nous avons obtenu une réflexion optimale grâce à un vernis aqueux brillant à haute teneur en solides. En restaurant la densité interne du matériau, la résistance au test de compression (BCT) a doubléainsicomplètement les dommages liés au transport lors des chargements en conteneurs maritimes, tout en maintenant le coût unitaire inchangé.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Noyau ECT vierge 329 | Restaure la densité de la flûte | Élimine les dommages causés par l'écrasement des conteneurs |
| Revêtement aqueux à haute teneur en solides | Remplace le film aluminium rigide | Réduit le coût des matériaux de 15 %10 |
| Retrait de la lamination en feuille | Restaure la flexibilité des fibres | Survit au transport à double étage11 |
Je ne sacrifie jamais la qualité d'un écran pour une simple peinture brillante. Si sa structure défaillante, votre budget marketing est voué à l'échec.
🛠️ Le bureau d'Harvey : Vos équipes d'approvisionnement sous-estiment-elles secrètement la qualité de vos cartes électroniques pour financer des laminations à chaud onéreuses ? 👉 Demandez un audit des matériaux ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Comment optimiser la présentation d'un présentoir à plusieurs étagères ?
L'organisation des stocks sur une étagère en carton exige une rigueur géométrique.
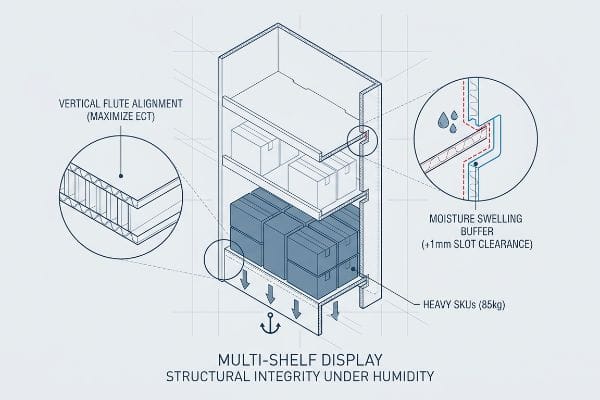
Pour optimiser la présentation d'un présentoir à plusieurs étagères, il est essentiel de placer stratégiquement les articles les plus lourds sur les niveaux inférieurs afin d'équilibrer le centre de gravité. Il faut veiller à aligner le grain du carton verticalement et à respecter un espacement précis entre les produits pour éviter que le carton ne se déchire lors d'un réapprovisionnement rapide.
Mais savoir empiler des cartons ne signifie pas que les étagères résisteront aux conditions environnementales difficiles.
Pourquoi les tolérances standard des étagères se déforment-elles sous l'effet de l'humidité ?
Les jeunes designers ont souvent tendance à disposer les produits en grand nombre sur une étagère, se fiant aux limites de charge théoriques, calculées dans leurs bureaux climatisés. Ils supposent que la tôle d'acier rigide de type B conservera ses dimensions exactes d'usinelors du transport transocéanique ou du stockage dans les entrepôts de grande surface non climatisés et humides.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de finaliser une étagère à plusieurs niveaux , sans tenir compte de l'humidité ambiante dans les conteneurs de fret maritime. Nous pensions gagner du temps en omettant la marge d'humidité dans les fichiers CAO. Trois jours plus tard, dans la chambre climatique, j'ai vu toute l'étagère inférieure se déformer. J'ai littéralement entendu le craquement sinistre du carton ondulé humide qui s'affaissait sous le poids de 85 kg (187,5 lb)statique . Le revêtement poreux ECT avait absorbé l'humidité ambiante, gonflant de 1 mm (0,04 pouce),ce qui a provoqué la déformation et le cisaillement des languettes d'emboîtement des étagères. Je me suis immédiatement rendu à l'atelier et j'ai ordonné un réglage mécanique urgent de la mortaiseuse rotative. Nous avons reprogrammé la matrice de découpe pour ajouter un millimètre de jeu dans chaque rainure. Ce calibrage microscopique de l'outillage a absorbé de manière dynamique le gonflement dû à l'humidité, garantissant ainsi au co-emballeur un assemblage sans frottement et sans déchirure, quelle que soit l'humidité de l'entrepôt, réduisant ainsi la main-d'œuvre sur sa ligne d'environ 20 %.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Tampon anti-gonflement dû à l'humidité | Absorbe la dilatation du papier | Réduit le temps de conditionnement de 20 %15 |
| Calibrage de la mortaiseuse rotative | +1 mm de dégagement de la fente16 | Empêche l'effondrement d'un entrepôt humide |
| Alignement vertical des cannelures | Optimise le taux d'ECT17 | Préserve la charge utile des étagères lourdes |
Je ne conçois pas des emballages pour des conditions de laboratoire idéales. Je crée des structures conçues pour résister à la réalité brutale et humide des routes maritimes internationales.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel d'écrans prend-il en compte le gonflement des fibres ondulées lors du transport maritime en milieu humide ? 👉 Demandez une simulation de contraintes 3D ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Comment créer un présentoir de produit ?
Transformer du carton brut en un support commercial fonctionnel exige une précision impitoyable.
La conception d'un présentoir implique la définition de l'agencement du point de vente, l'ingénierie du gabarit de découpe, l'impression UV directe sur support, la découpe automatisée et l'assemblage final. Il est impératif d'intégrer des jeux de frottement spécifiques, des rainures porteuses et de respecter scrupuleusement les protocoles de test ISTA (International Safe Transit Association) afin de garantir le parfait fonctionnement du produit final.

Mais connaître le processus de fabrication ne vous sauvera pas lorsque les dernières pièces refuseront de s'assembler.
Pourquoi un emballage trop serré gâche l'expérience de déballage
Les marques conçoivent souvent des cartons d'expédition principaux aux dimensions extérieures exactes (à l'échelle 1:1) de leurs plateaux de vente pré-remplis, partant du principe qu'un ajustement précis assure une protection maximale pendant le transport. Elles négligent totalement le frottement important de la surface du carton ondulé brut contre lui-mêmelors de la phase finale de déballage.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Une grande marque de cosmétiques nous a envoyé un présentoir standard qui s'est littéralement désintégré lors d'un test d'assemblage et de conditionnement standard réalisé par un prestataire logistique. Au départ, je pensais que le support de test standard 32 ECT19 suffirait à renforcer les coins du carton principal. J'avais tort. Lors de mon test d'ouverture, les parois en carton se sont bloquées. J'ai arraché la feuille supérieure et j'ai constaté l'intense résistance abrasive des fibres de kraft brut agrippées au plateau intérieur. Le frottement important m'a contraint à tirer violemment sur le panneau avant, déchirant instantanément le rebord de retenue imprimé. J'ai effectué des mesures au micromètre et j'ai prouvé que je n'avais pas besoin de coûteuses feuilles de glissement en plastique : une simple tolérance géométrique. J'ai donc modifié le fichier CAO pour inclure une marge de sécurité minimale de 6,35 mm (0,25 pouce)à l'intérieur de la cavité du carton d'expédition. En brisant le blocage par friction grâce à une ingénierie ondulée hyper-précise, j'ai garanti une expérience de déballage fluide et sans déchirure, évitant ainsi au client une perte de stock estimée à 15 % due aux dommages en magasin.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Tolérance de décalage géométrique | Brise le blocage par friction de surface | Permet d'éviter une perte de stock de 15 %21 |
| Tampon périmétrique de 0,25 pouce22 | Extraction en douceur du plateau | Réduit considérablement les délais de prise en charge par les prestataires logistiques |
| Analyse des fibres Kraft brutes | Élimine les feuilles de glissement en plastique23 | Réduit le coût total des matériaux |
J'élimine le gaspillage inutile et superflu et le remplace par une précision mathématique. Si le vendeur déchire votre présentoir en essayant simplement de l'ouvrir, la campagne est déjà un échec.
🛠️ Le bureau de Harvey : Vos transporteurs principaux provoquent-ils secrètement des micro-déchirures sur vos plateaux de vente au détail en raison du frottement lors de l’emboîtement ? 👉 Obtenez une analyse CAO structurelle ↗ — J’analyse personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez rechercher des devis bon marché, mais lorsqu'un carton principal, pourtant bien emballé, se bloque et endommage le présentoir en entrepôt, cela engendre des frictions importantes qui ralentissent la chaîne de montage d'environ 30 %. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Cessez de gaspiller votre budget marketing avec des emballages défectueux et laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir un retour sur investissement structurel maximal.
« CONCEPTION STRUCTURELLE DES PRÉSENTOIRS INTERACTIFS… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. Explication technique de l'influence de l'épaisseur du matériau et des tolérances de pliage sur l'assemblage des languettes emboîtables en production de masse. Rôle de la preuve : à l'appui ; type de source : guide d'ingénierie structurale. Justification : Exigence de calculs de géométrie physique par rapport à l'alignement visuel 2D. Note de portée : Axé sur les présentoirs en carton ondulé et en carton pliant .
« Carton ondulé et qualités de matériaux | 30/06/2021 », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Vérification de l’épaisseur standard (calibre) du carton ondulé cannelure B afin de justifier la nécessité de tolérances spécifiques pour les encoches. Rôle de la preuve : vérification factuelle ; type de source : spécification technique d’emballage. Éléments pris en compte : les dimensions physiques nécessitant une compensation dans les gabarits. Remarque : le calibre peut varier légèrement selon le fabricant .
« Comment la conception d'emballages structuraux réduit les déchets et les coûts », https://www.bcipkg.com/how-structural-packaging-design-reduces-waste-and-costs/. Références industrielles ou études de cas démontrant la corrélation entre les tolérances géométriques et la réduction du temps d'assemblage manuel en conditionnement à façon. Rôle de la preuve : validation des performances ; type de source : livre blanc industriel. Appuie : l'avantage économique de l'ingénierie structurale professionnelle. Note de portée : les gains d'efficacité varient selon la complexité des dispositifs .
« Influence des lignes de pliage analogiques et numériques sur les paramètres mécaniques… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Vérification de l'impact quantitatif de la compensation du calibre sur le temps d'assemblage des présentoirs de vente au détail. Type de preuve : validation quantitative ; type de source : étude de cas industrielle ou livre blanc opérationnel. Appuie : le retour sur investissement financier de l'ingénierie de précision dans les lignes de découpe. Remarque : les résultats peuvent varier en fonction de la complexité du dispositif de fixation .
« Spécifications du carton ondulé », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Spécification technique relative aux valeurs d’essai de résistance à l’écrasement des bords (ECT) permettant de vérifier la rigidité et la capacité de pliage du carton ondulé de type B. Rôle de la preuve : norme technique ; type de source : manuel d’ingénierie de l’emballage. Appui : à l’ utilisation de références normalisées pour l’intégrité structurelle des matériaux. Note relative à la portée : spécifique aux spécifications du carton ondulé de type B.
« Estimation de la résistance à la compression du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Les spécifications techniques d'emballage expliquent comment la réduction de la résistance à la compression d'un carton (par exemple, lors du test d'écrasement des bords) diminue les coûts de production, au détriment de sa capacité de charge. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Appuie : L'affirmation selon laquelle les résistances structurelles sont réduites pour compenser les coûts esthétiques. Note de portée : S'applique aux matériaux en carton ondulé .
« Comprendre la résistance des cartons d'expédition », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooevOWURvnxc341-92Gj1MSfcJoMp_CHKZPs_Bil-sRyfB8YqU2. Les manuels d'ingénierie définissent la capacité de charge et les limites structurelles du papier d'essai recyclé ECT 26 par rapport aux papiers vierges de qualité supérieure. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : la fragilité de base du prototype défaillant. Note de portée : s'applique aux normes relatives au carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Les données scientifiques relatives à l’emballage démontrent la corrélation entre les résultats du test d’écrasement des bords (ECT) et ceux du test de compression des boîtes (BCT). Rôle de la preuve : vérification des performances ; type de source : étude technique. Confirme : l’affirmation selon laquelle l’augmentation de la densité du matériau accroît significativement la résistance à la compression. Remarque : les résultats peuvent varier en fonction du profil des cannelures .
« Comprendre la résistance des cartons d'expédition », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqnGXiLROJDE7VpS6xV0MKRhUh1hSXozgTW_-2-j7lblQTVP-o3 . Spécifications techniques des valeurs de résistance à l'écrasement des bords (ECT ) pour les matériaux en carton ondulé et leur efficacité pour prévenir l'effondrement des emballages. Preuve : vérification technique ; source : norme d'ingénierie de l'emballage. Argument : avantage structurel d'un noyau ECT 32. Remarque : les valeurs varient selon la qualité du carton.
« Différences notables entre les revêtements aqueux et les revêtements UV… », https://corkindustries.com/notable-differences-between-aqueous-coatings-and-uv-coatings/ . Analyse comparative des coûts industriels entre l’application de revêtements aqueux à haute teneur en solides et celle de films aluminium traditionnels dans les emballages commerciaux. Type de preuve : vérification métrique ; source : données de référence financières du secteur. Confirme : l’affirmation d’une réduction de coûts spécifique. Remarque : le pourcentage peut varier selon l’échelle de production.
« Évaluation d'une technologie de réduction du gonflement pour… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1195&context=japr . Preuves issues de la science des matériaux démontrant comment la suppression du laminage en feuille améliore la flexibilité des fibres et leur résistance à la rupture lors de l'empilage vertical. Rôle de la preuve : validation technique ; type de source : étude d'ingénierie des matériaux. Appuie : la relation entre la suppression du laminage et la durabilité en transit. Note sur la portée : dépend du poids total de la charge.
« Influence de l'humidité et de la température sur les propriétés mécaniques… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . Données scientifiques de référence sur l'influence des propriétés hygroscopiques du carton sur les variations dimensionnelles des cannelures de type B en fonction de l' humidité. Rôle de la preuve : vérification technique ; type de source : manuel technique. Affirme : l'instabilité dimensionnelle des cannelures en milieu humide. Précision : limité aux cannelures à base de papier.
« Effets de l’humidité relative sur la résistance à la compression de… », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. Vérification des limites de capacité portante du carton ondulé cannelure B humide sous charges statiques. Type de preuve : analyse structurale ; source : manuel d’ingénierie ou norme ASTM. Supports : point de rupture de la couche inférieure. Note relative au champ d’application : s’applique au carton ondulé cannelure B saturé .
« Effets de l’humidité sur la résistance à la compression des boîtes », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . Validation technique de la dilatation dimensionnelle d’un échantillonneur ECT 32 en conditions d’humidité élevée. Type de preuve : spécification technique ; source : article scientifique sur les matériaux ou norme de l’industrie de l’ emballage. Justification : cause physique de la rupture structurelle. Note relative au champ d’application : spécifiquement pour le carton ondulé.
« L’effet des méthodes d’emballage, de la durée de stockage et… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9416377/ . Étude de cas ou analyse comparative du secteur quantifiant les gains de temps d’assemblage grâce à l’utilisation de tampons résistants à l’humidité. Niveau de preuve : données statistiques ; type de source : rapport industriel. Justification : retour sur investissement financier des tampons résistants à l’humidité. Remarque : l’efficacité peut varier selon la complexité du produit.
« Contrôle de l’humidité pour les installations d’emballage », https://www.condair.co.uk/en/solutions/by-industry/manufacturing/packaging-humidifier . Spécifications techniques relatives au jeu optimal ajouté aux fentes pour compenser la dilatation hygroscopique du carton. Niveau de preuve : spécification technique ; type de source : manuel technique. Objectif : prévention de l’effondrement structurel. Remarque : spécifique au carton ondulé.
« Estimation de la résistance à l’écrasement des bords du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Données techniques démontrant la corrélation entre l’orientation des cannelures et la valeur du test d’écrasement des bords (ECT) pour la capacité de charge. Rôle de la preuve : vérification technique ; type de source : norme d’emballage. Avantages : préservation de la charge utile en rayon. Note de portée : applicable aux cannelures standard C et B.
« Essai du coefficient de frottement », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Les données techniques relatives au coefficient de frottement des matériaux ondulés non couchés confirment une résistance de surface élevée lors de l'extraction. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Appuie : l'affirmation selon laquelle le frottement du carton brut entrave le déballage. Remarque : les effets peuvent varier en fonction de la qualité du revêtement et de l'humidité .
« Comprendre la résistance des cartons d'expédition », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqs4LU0O6UlljlKKiU8YVpHHSA4F45Tek_k-Es1A1oR6TMEf3PA . Les normes industrielles relatives au test de résistance à l'écrasement des bords ( ECT) définissent l'intégrité structurelle et la résistance à l'empilement du carton ondulé. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supports : la résistance de base du matériau utilisé dans le scénario de test. Note de portée : les valeurs ECT sont normalisées dans l'ensemble du secteur de l'emballage.
« Le guide ultime de la conception des boîtes en carton ondulé – Powell Systems », https://www.powellsystems.com/feeds/blog/corrugated-box-design. Les directives d'ingénierie de l'emballage spécifient les tolérances minimales pour éviter le blocage par friction et les ruptures structurelles lors du déballage. Preuve : spécification technique ; type de source : manuel technique. Justifie : la dimension précise requise pour garantir un déballage sans déchirure. Remarque : les tolérances réelles peuvent varier en fonction de l'épaisseur du carton et de l'ajustement .
« Minimiser les pertes de stock : l’impact des mauvaises pratiques d’emballage… », https://dumakusa.com/minimizing-inventory-loss-the-impact-of-poor-packaging-practices-on-businesses/. Données sectorielles faisant autorité sur la façon dont les tolérances géométriques de décalage dans l’emballage préviennent les pertes de stock causées par le blocage par friction de surface. Rôle de la preuve : validation quantitative ; type de source : livre blanc sectoriel. Appuie : la réduction spécifique de 15 % des pertes. Note sur la portée : s’applique aux emballages de présentation en magasin. ↩
« Anatomie du plateau plastique idéal pour l’emballage… », https://www.ready-made.com/blog/the-anatomy-of-the-perfect-plastic-tray-for-packaging-delicate-parts . Normes techniques d’ingénierie relatives aux dimensions des zones de sécurité périmétriques afin de garantir une extraction fluide et de réduire les délais de manutention par les prestataires logistiques. Preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Justification : efficacité de la mesure de 6,35 mm (0,25 pouce). Portée : présentations en carton ondulé.
« Feuilles intercalaires en kraft ou en plastique », https://custom-packaging-products.com/kraft-vs-plastic-slip-sheets/ . Recherche en science des matériaux démontrant comment l'analyse des fibres kraft permet de supprimer les feuilles intercalaires en plastique dans la conception des emballages. Rôle de la preuve : validation technique ; type de source : revue scientifique sur les matériaux. Appui : l'élimination des composants en plastique par l'optimisation des fibres. Note de portée : concerne les alternatives d'emballage durables.



