Vous passez des semaines à perfectionner le visuel, mais une simple ligne de découpe mal placée peut ruiner toute la production, vous coûtant des milliers d'euros en matériel gaspillé et entraînant des retards considérables dans votre campagne.
La préparation des gabarits pour le prépresse exige des mises en page vectorielles 2D précises, cartographiant chaque découpe, pliure et fond perdu. Il est impératif d'attribuer des couleurs d'accompagnement aux tracés structurels, d'étendre le visuel de 12,7 mm (0,5 pouce) au-delà des lignes de découpe et de vérifier les paramètres de surimpression afin de garantir une découpe automatisée sans défaut et sans exposition du carton brut.
Avant de télécharger votre illustration finale sur le serveur de l'usine, examinons les réalités mécaniques qui dictent comment un fichier graphique plat se traduit physiquement en un présentoir de vente au détail.
Comment définir le tracé de découpe ?
L'établissement correct de votre fichier structurel dès le premier jour permet d'éviter les décalages d'alignement catastrophiques et les pannes de machine lors de la stratification et de la découpe à grande vitesse.
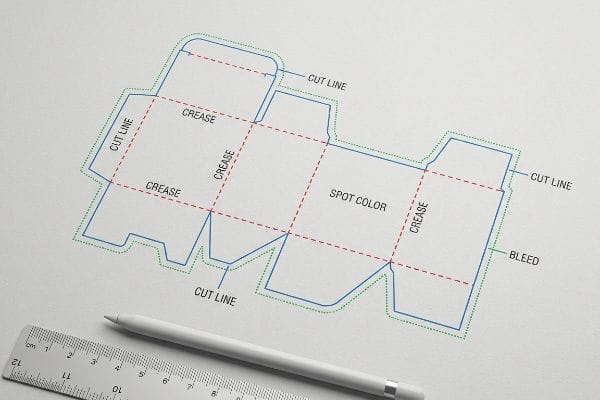
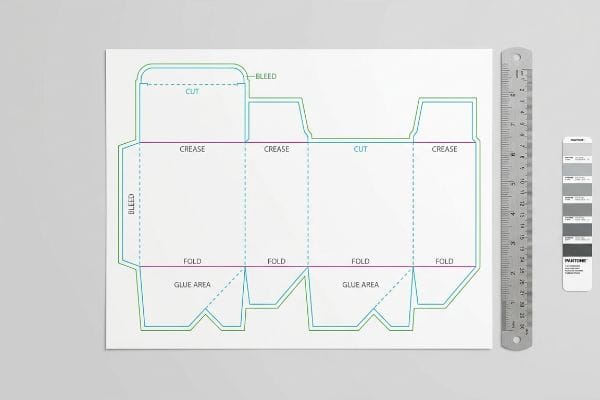
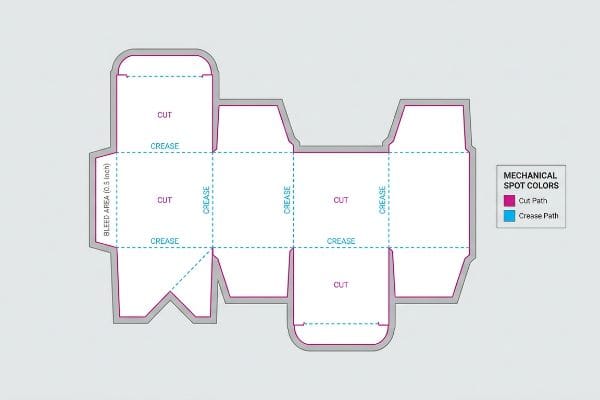
La mise en place d'un gabarit de découpe implique la création de tracés vectoriels spécifiques pour les découpes, les pliages et les perforations dans un calque logiciel dédié. Les concepteurs doivent définir une marge de fond perdu de 12,7 mm (0,5 pouce) et utiliser des couleurs d'accompagnement mécaniques plutôt que le noir CMJN standard pour une communication directe avec les machines de découpe CNC.
Même les graphistes les plus expérimentés ont souvent du mal à comprendre comment communiquer avec les machines de production industrielles lourdes, considérant le modèle comme un simple guide visuel.
La règle cachée des couleurs d'accompagnement mécaniques
La pratique courante consiste à envoyer un fichier vectoriel comportant des lignes noires standardindiquant les points de pliage ou de découpe de la boîte. Les équipes marketing partent du principe que si ces lignes sont bien visibles sur le PDF, les équipements de production sauront automatiquement comment procéder lors du traitement du fichier.
Voici ce qui se passe lorsque ce fichier arrive dans mon logiciel RIP (Raster Image Processor) de prépresse : les tables de découpe CAO (Conception Assistée par Ordinateur) automatisées ne lisent pas les lignes visuelles ; elles lisent les noms de couleurs spécifiques attribués aux traits vectoriels².Je vois fréquemment des fichiers où un concepteur a utilisé des lignes noires standard, ce qui amène la machine à fusionner directement les lignes de découpe avec le calque de l’illustration. Le résultat est une boîte imprimée avec des contours noirs visibles, mais sans aucune découpe physique, ce qui provoque un arrêt complet de la production. En associant des couleurs mécaniques spécifiques (comme 100 % de magenta pour la découpe et 100 % de cyan pour le pliage), je m’assure que les lames CNC (Commande Numérique par Calculateur) s’engagent physiquement sur la carte 32ECT tout en préservant la netteté des graphismes imprimés. Cela évite les à-coups bruyants et saccadés de la table CAO qui se bloquent, ce qui permet de gagner des heures de préparation et d’éviter une réimpression coûteuse.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de lignes noires CMJN | Cartographier les couleurs exactes (Magenta/Cyan)3 | Illustrations épurées sans contours imprimés |
| En supposant un saignement standard de 3 mm | Étendre le fond perdu à 0,5 pouce (12,7 mm)4 | Masque les bords bruts du carton |
| Fusion des couches structurelles | Conserver les chemins de découpe sur une couche supérieure verrouillée5 | Prévient les erreurs de découpe des machines |
Je refuse les fichiers qui mélangent calculs structurels et calques graphiques. Le fait de figer vos vecteurs dans des couleurs d'accompagnement spécifiques garantit que mes lames découperont le carton, et non votre logo.
🛠️ Le bureau d'Harvey : Vous n'êtes pas sûr que votre illustration soit bien à l'intérieur du fond perdu ? 👉 Laissez-moi vérifier votre fichier ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'une ligne de découpe en imprimerie ?
Un dessin plat paraît parfait sur un écran d'ordinateur, mais le carton ondulé existe en trois dimensions physiques qui exigent une ingénierie spatiale précise.
Un gabarit de découpe est un plan architectural plat qui définit avec précision les découpes, les pliages et les languettes structurelles d'un emballage. Il sert de modèle principal pour le placement des éléments graphiques et définit les tolérances précises nécessaires à la découpe automatisée et à l'assemblage final en point de vente.
De nombreuses équipes marketing considèrent ce fichier comme une simple toile vierge pour les graphismes, ignorant les lois physiques rigides qui sous-tendent l'encre.
La réalité 3D de la compensation d'étrier
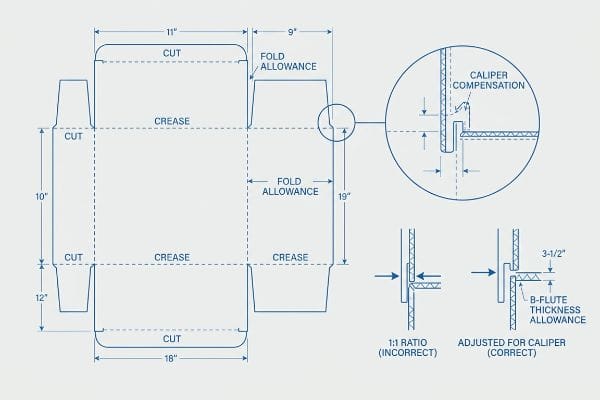
Dans l'impression commerciale standard, les équipes traitent les plans structurels comme des limites 2D statiques6. Elles mappent leurs graphiques exactement sur les fentes de pliage fournies, en supposant que les dimensions s'aligneront parfaitement une fois que le matériau sera formé dans une boîte physique.
Je sais que vous vous demandez peut-être, en consultant votre fichier Illustrator, pourquoi une simple languette d'emboîtement ne s'ajuste pas correctement. En effet, les clients dessinent systématiquement leurs fentes à la largeur exacte du panneau correspondant. Ils oublient de tenir compte de l'épaisseur physique du matériau ondulé – comme un carton cannelé de type B de 3 mm (0,11 pouce)⁷– qui occupe de l'espace lorsqu'il est plié à 90 degrés. Lorsque je teste ces fichiers non ajustés en usine, le présentoir obtenu se déforme fortement, obligeant l'équipe d'assemblage à subir les frottements désagréables du carton épais qui se déchire, simplement pour forcer l'assemblage des pièces. En recréant le fichier dans ArtiosCAD avec des tolérances de pliage algorithmiques, j'élimine cette résistance physique, réduisant ainsi le temps d'assemblage manuel d'environ 30 % par unité⁸et garantissant un présentoir parfaitement d'équerre, même sous de lourdes charges dans les entrepôts humides de Floride.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Rapport languette/fente de 1:1 | Ajouter des marges de pliage spécifiques9 | Assemblage sans frottement et sans déchirure |
| En négligeant l'épaisseur du matériau | Précalculer le calibre à cannelures B/E10 | Murs parfaitement droits, sans courbure |
| Conception entièrement en 2D | Commencez par générer un modèle structurel 3D | Vérifie la géométrie porteuse11 |
Je vois quotidiennement de magnifiques œuvres d'art gâchées par des calculs structurels erronés. Si vous ne calculez pas le rayon de pliage, votre présentoir se déformera avant même de pouvoir accueillir un produit.
🛠️ Bureau de Harvey : Vos encoches d'emboîtement sont-elles correctement dimensionnées en fonction de l'épaisseur du plateau ? 👉 Lire le plan complet ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Quel format de fichier est préférable pour un gabarit de découpe ?
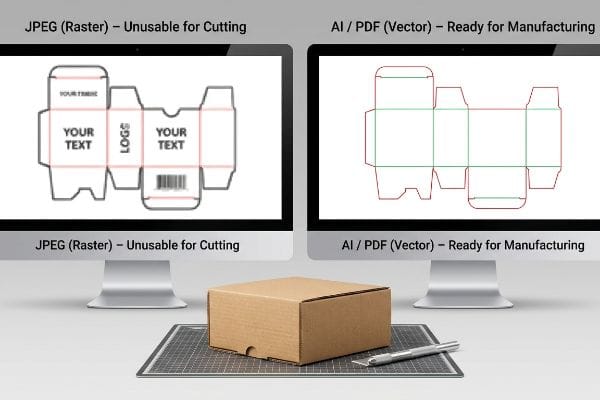
L'exportation de votre structure dans un format incorrect supprime des données vectorielles essentielles, rendant le fichier totalement inutilisable pour les équipements de fabrication automatisés.
Le format de fichier privilégié pour un gabarit de découpe est un fichier vectoriel Adobe Illustrator (.ai) ou un fichier PDF haute résolution avec calques. Ces formats vectoriels préservent la précision des tracés mathématiques requise par les machines de découpe CNC et les logiciels de prépresse, contrairement aux formats d'image matricielle tels que JPEG ou PNG.
Fournir le type de fichier approprié est le seul moyen de protéger l'intégrité structurelle de votre système contre toute modification par des données de pixels.
Le danger des outils de conception Web rasterisés
Pour réduire leurs frais généraux, les marques émergentes utilisent souvent des outils graphiques en ligne populaires pour concevoir leurs emballages. Elles partent du principe que n'importe quel format de fichier affichant clairement leur logo à l'écran suffira pour l'impression et la découpe en usine.
Imaginez essayer de construire une maison à partir d'une photo de plan au lieu du fichier architectural original. Je reçois constamment des fichiers PNG aplatis ou exportés du web où les tenons d'assemblage essentiels sont transformés en pixels irréguliers et disjoints. Lorsque ma machine de découpe tente de suivre ces contours pixellisés, la lame hésite, détruisant ainsi les calculs structurels précis nécessaires à une capacité de charge dynamique de 1 133 kg (2 500 lbs)¹². Pour résoudre ce problème, j'utilise un PDF vectoriel pré-conçu généré par ArtiosCAD¹³.Il suffit de verrouiller ce calque structurel en bas de votre espace de travail et d'appliquer uniquement les graphismes de surface par-dessus. Ce protocole vectoriel rigoureux garantit que votre conception complexe n'est pas altérée par une manipulation imprudente des pixels, la rigidité visuelle d'un tracé vectoriel verrouillé empêchant toute perte de stabilité importante lors du transport.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Exporter au format JPEG aplati | Utilisez un format vectoriel natif AI ou PDF14 | Texte et logos d'une clarté cristalline |
| Conception avec des outils web raster | Importer des PDF structurels verrouillés | Maintient la capacité de charge dynamique15 |
| Segments de chemin non joints | Utiliser des macros automatisées « Joindre des chemins » | Découpes machine lisses et continues16 |
Je n'envoie jamais de fichiers pixélisés à mes tables de découpe. Fournir un PDF vectoriel de qualité est absolument indispensable pour une production réussie.
🛠️ Le bureau de Harvey : Vous avez du mal à séparer les calques de vos illustrations de leurs tracés structurels ? 👉 Demandez un modèle vectoriel ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Comment paramétrer les lignes de découpe pour la surimpression ?
Un paramétrage incorrect des attributs de couleur entraînera littéralement la suppression de sections entières de votre illustration lors du processus d'impression offset final.
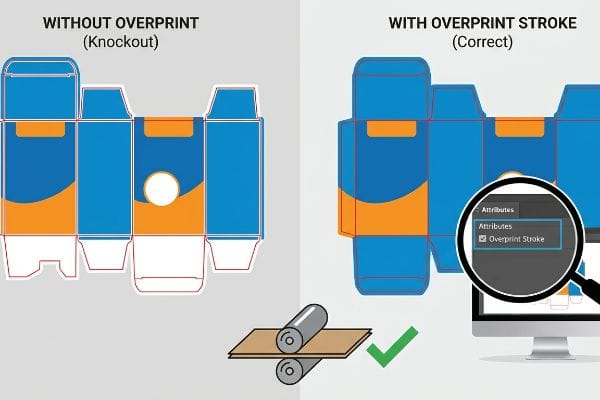
Pour configurer les lignes de découpe en surimpression, sélectionnez les tracés de structure dans votre logiciel de conception et activez l'option « Surimpression des contours ». Cette fonction prépresse essentielle force l'impression des lignes de découpe visuelles en transparence sur le fond, empêchant ainsi le logiciel RIP de supprimer des espaces blancs en dessous.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent à tourner à grande vitesse sur la chaîne de production.
Pourquoi les paramètres de couleur standard échouent-ils en usine ?
De nombreuses équipes marketing partent du principe qu'il suffit de superposer un gabarit de structure à leur illustration pour que le fichier passe le contrôle qualité. Elles l'exportent, voient les lignes de structure parfaitement superposées sur leur écran et s'attendent à ce que les plaques d'impression ignorent ces lignes lors de la production en série.
Il ne s'agit pas que de théorie : je constate ce problème en atelier lorsque les fichiers prépresse sont traités pour la gravure des plaques sans que l'option de surimpression soit explicitement activée. Dans mon atelier, si la case « Contour de surimpression » n'est pas cochée, le logiciel prépresse considère les lignes structurelles comme des éléments de design physiques et supprime automatiquement la couleur de fond sous-jacente<sup>17</sup>. Lorsque je retire la première feuille de la presse offset Heidelberg 6 couleurs, l'odeur chimique caractéristique de l'encre fraîche est masquée par la présence de lignes blanches fantômes permanentes, non imprimées, précisément là où devraient se trouver les découpes et les plis. J'impose un contrôle rigoureux en amont avec PitStop Pro pour détecter et corriger automatiquement les tracés non surimprimés<sup>18</sup> avant la gravure des plaques. Ce micro-ajustement garantit une couverture d'encre uniforme, évitant ainsi au client un rejet esthétique catastrophique par les acheteurs et des milliers d'euros de gaspillage de carton testliner.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Désactivation de la surimpression | Cochez la case « Surimpression du contour » | Empêche les lignes blanches fantômes19 |
| Intégrer des lignes dans une œuvre d'art | Conservez les tracés sur les couches non imprimables20 | Reproduction des couleurs de la marque impeccable |
| Ignorer le contrôle prépresse | Utilisez les contrôles automatisés PitStop Pro21 | Évite les réimpressions coûteuses en lots complets |
J'utilise des algorithmes de prépresse rigoureux pour détecter précisément ces erreurs éliminatoires. Corriger un attribut numérique prend deux secondes ; réparer un tirage raté prend deux semaines.
🛠️ Le bureau d'Harvey : Savez-vous si vos tracés structurels masquent accidentellement l'encre de fond ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez dans une production en série.
Conclusion
Vous pouvez ignorer la compensation d'épaisseur et les tolérances de pliage, mais si ces fentes trop étroites provoquent le gauchissement de votre carte 32ECT lors de l'assemblage, le frottement qui en résulte ralentit la ligne de conditionnement d'environ 30 % et entraîne des refus immédiats de la part des détaillants. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne prenez plus de risques avec les tolérances de découpe automatisées : laissez-moi analyser vos fichiers grâce à mon audit de découpe gratuit ↗ afin de détecter les défauts structurels majeurs avant le lancement de la production.
« Graphismes vectoriels pour la conception d'emballages de produits – VectoSolve », https://vectosolve.com/blog/vector-graphics-packaging-design. [Les spécifications techniques d'emballage précisent si les lignes noires standard suffisent ou si des couleurs d'accompagnement sont nécessaires pour les machines CNC automatisées]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Permet de : distinguer la conception visuelle des instructions mécaniques. Remarque : les exigences peuvent varier selon le fabricant de l'équipement .
« Logiciels de découpe plasma CNC : les bases (Guide complet) », https://westcottplasma.com/the-basics-cnc-plasma-cutting-software-complete-guide/. [La documentation technique des logiciels de découpe CAO explique comment les noms de couleurs spécifiques sont utilisés pour déclencher des trajectoires d'outil distinctes plutôt que des données raster visuelles]. Rôle de la preuve : Validation technique ; type de source : Manuel technique. Supporte : L'exigence mécanique relative aux couleurs d'accompagnement dans les lignes de découpe. Remarque : les conventions d'appellation spécifiques peuvent varier selon l'éditeur du logiciel .
« CMJN vs. Couleurs d'accompagnement dans l'impression d'emballages », https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Un guide des normes de prépresse confirme que les couleurs d'accompagnement servent à indiquer les tracés de découpe au traceur sans être imprimées. Preuve : spécification technique ; source : manuel de prépresse. Appuie : l'utilisation de couleurs d'accompagnement non imprimables pour les traits de découpe. Remarque : applicable à l'impression numérique et offset]. ↩
« Comprendre l’importance du fond perdu dans la conception d’emballages », https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOory-4P-MFEHOc51P3TR4xmAD8CBaLwFkJsOeckkre_ePvysYDf7. [Les spécifications techniques des emballages structurels confirment la distance de fond perdu requise pour compenser les décalages mécaniques lors de la découpe de matériaux épais. Type de preuve : mesure technique ; source : manuel de conception structurelle. Appui : mesure spécifique du fond perdu pour le masquage des bords bruts. Note sur la portée : principalement pour le carton ondulé ou épais]. ↩
« Évitez les erreurs coûteuses : maîtrisez les lignes de découpe dans la conception d’emballages », https://www.cwaysoftware.com/blog/mastering-die-lines-packaging-design. [Les manuels d’utilisation des machines expliquent en détail comment la séparation et le verrouillage de la couche structurelle empêchent les décalages accidentels de la trajectoire de découpe. Preuve : protocole de flux de travail ; type de source : manuel d’utilisation du matériel. Supporte : l’organisation des couches pour une meilleure précision de la machine. Note sur la portée : axé sur les systèmes de découpe automatisés]. ↩
« Guide complet des gabarits de découpe pour l'emballage et l'impression personnalisés », https://gentlever.com/dielines-for-custom-packaging-and-printing/ . [Ce document technique sur l'ingénierie de l'emballage explique l'utilisation traditionnelle des gabarits de découpe 2D comme principal modèle architectural pour la cartographie graphique]. Niveau de preuve : norme industrielle ; type de source : manuel technique. Convient au flux de travail courant de l'impression commerciale. Remarque : s'applique aux phases de conception générales précédant les ajustements de précision spécifiques aux matériaux.
« Qualités et épaisseurs du carton ondulé | Chicago, IL », https://wertheimerbox.com/corrugated-cardboard-grades-and-thickness/. [Les spécifications techniques des normes de cannelure du carton ondulé vérifient la plage d'épaisseur typique du matériau de cannelure B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supporte : exigences de compensation d'épaisseur. Note de portée : de légères variations peuvent exister entre les différents fabricants. ↩
« Précision du pliage : la clé du succès en fabrication – Carlyle Metals », https://carlylemetals.com/blog/f/bending-accuracy-the-key-to-fabrication-success . [Les études comparatives industrielles sur l’optimisation de la conception des emballages démontrent que l’utilisation de tolérances de pliage algorithmiques réduit les frottements d’assemblage et le temps de main-d’œuvre ] . Type de preuve : indicateur de performance ; type de source : étude de cas industrielle. Sujets abordés : efficacité des ajustements algorithmiques des gabarits. Remarque : les gains en pourcentage varient en fonction de la complexité de la conception.
« Conception de boîtes pliantes (Guide complet) – Bailipack », https://bailipaperpackaging.com/folding-carton-design-technical-guide/. [Un guide d'ingénierie de l'emballage fournirait les formules mathématiques pour calculer les tolérances de pliage afin de garantir que les languettes s'insèrent correctement dans les fentes sans tension]. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Supports : assemblage et ajustement corrects. Remarque : les tolérances spécifiques varient selon la densité du matériau .
« Types de cannelures de carton ondulé expliqués : A, B, C, E et F », https://www.onyxpackaging.com/blog/corrugated-box-flute-types.php. [Les fiches techniques des matériaux ondulés définissent l’épaisseur standard, ou calibre, des cartons à cannelures B et E]. Niveau de preuve : norme industrielle ; source : fiche technique du fabricant. Éléments d’appui : rectitude des parois et intégrité structurelle. Remarque : le calibre peut légèrement varier d’un fournisseur à l’autre .
« Analyse simplifiée de la résistance dynamique des emballages en carton… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/ . [La documentation d'analyse structurelle explique comment le rendu et la simulation 3D permettent de prédire la résistance à la compression et la capacité de charge d'une boîte]. Rôle de la preuve : vérification technique ; type de source : étude d'ingénierie structurelle. Justification : nécessité de la modélisation 3D. Remarque: portée limitée par la précision du profil physique des matériaux utilisé dans le logiciel.
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . [Une source faisant autorité en ingénierie des emballages structurels détaillerait comment les tolérances de découpe de précision influent directement sur la capacité de charge maximale d’un conteneur]. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie. Appuie : le lien entre la précision vectorielle et la stabilité structurelle physique. Note de portée : Spécifique aux emballages industriels lourds.
« [PDF] global-packaging-dimensional-drawing-requirements.pdf – 3M », https://multimedia.3m.com/mws/media/2619413O/global-packaging-dimensional-drawing-requirements.pdf. [La documentation technique d'ArtiosCAD confirme son statut de norme industrielle pour la génération de fichiers vectoriels structurels compatibles avec les machines de découpe CNC]. Rôle de la preuve : vérification de la norme industrielle ; type de source : documentation logicielle. Appui : préférence pour les fichiers générés par ArtiosCAD dans la fabrication professionnelle. Note de portée : se concentre sur la compatibilité des fichiers de sortie du logiciel .
« Instructions pour la conception graphique et le traçage des emballages | Guide de préparation des fichiers », https://www.customboxmakers.com/dieline-design-tips/?srsltid=AfmBOoq2dvc0Zs22oUIFVjz61w58ujMcdhqSIDkZeXgwvI6kvuAvysrs . [Les normes industrielles pour l'impression et l'emballage commerciaux exigent l'utilisation de formats vectoriels tels que .AI et .PDF afin de garantir la redimensionnement et la précision des tracés pour les équipements de fabrication]. Niveau de preuve : norme industrielle ; type de source : guide de l'industrie de l'imprimerie. Formats de fichiers compatibles : formats de fichiers recommandés pour la production. Remarque : standard dans la plupart des imprimeries commerciales.
« Conception structurelle d'emballages complexes », https://lan-portal.uob.edu.ly/key/CHAPTER/62O2060P30/complex_packaging_structural-package-design.pdf. [Une source faisant autorité en ingénierie de l'emballage explique comment le maintien d'une géométrie vectorielle précise dans les fichiers PDF structurels garantit l'intégrité physique et les calculs de résistance du produit final]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Sujets abordés : intégrité structurelle des gabarits. Remarque sur la portée : s'applique à la résistance physique de l'emballage .
« Diagnostic et résolution des problèmes de qualité de coupe CNC », https://nextwavecnc.com/diagnosing-and-solving-issues-with-cnc-cut-quality/?srsltid=AfmBOop531UcGT-ADXnL8mf8tSaqVtNY3UTRifqSSP8VPYG35a7o4p0D. [Les guides techniques des équipements de découpe automatisés expliquent que les interruptions dans les trajectoires vectorielles entraînent des à-coups ou des soulèvements de la lame, tandis que des trajectoires continues garantissent un mouvement fluide et continu]. Rôle de la preuve : validation technique ; type de source : spécification du fabricant. Sujet : Effet de la continuité de la trajectoire sur la qualité de coupe. Remarque : Spécifique aux outils de découpe vectorielle automatisés .
« Surimpression et ébarbage – Centre d'imagerie », https://campus.collegeforcreativestudies.edu/imaging-center/2021/06/22/overprinting-knockout/. [Les guides techniques sur les processus RIP de prépresse confirment que les éléments non surimprimés créent un effet d'ébarbage en supprimant les zones d'encre sous-jacentes]. Rôle de la preuve : validation technique ; type de source : manuel technique. Sujet : cause des lignes blanches fantômes en impression offset. Remarque : comportement standard pour la plupart des logiciels RIP .
« Modification de la surimpression – Enfocus », https://www.enfocus.com/manuals/Extra/GlobalChanges/18/en-us/common/glch/concept/glch_change_overprint.html. [La documentation produit Enfocus précise que PitStop Pro peut automatiser la détection et la correction des attributs de surimpression via des listes d'actions]. Rôle de la preuve : vérification de l'outil ; type de source : documentation logicielle. Prend en charge : l'utilisation d'un logiciel de contrôle en amont pour prévenir les erreurs d'impression. Remarque concernant la portée : spécifique à Enfocus PitStop Pro .
« Comment utiliser la surimpression dans Illustrator – Centre d’aide Adobe », https://helpx.adobe.com/illustrator/using/overprinting.html. [Une source faisant autorité en matière de prépresse et d’impression offset explique comment la surimpression évite les espaces blancs ou « effet fantôme » causés par les décalages de repérage lors de l’élimination des couleurs]. Rôle de la preuve : explication technique ; type de source : manuel de l’industrie de l’imprimerie. Atout : l’activation du contour de surimpression. Remarque : spécifique à l’interaction CMJN/couleurs d’accompagnement .
« Guide de préparation de la conception d'emballages : fichiers graphiques, tracés de découpe et fond perdu », https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide . [Les normes industrielles pour la création de tracés de découpe recommandent de placer les chemins de guidage sur des calques non imprimables afin d'éviter toute interférence avec la couverture d'encre du visuel]. Rôle de la preuve : norme de flux de travail ; type de source : guide de conception graphique. Supporte : qualité de reproduction. Remarque sur la portée : s'applique aux tracés de découpe vectoriels.
« [PDF] Aperçu des contrôles en amont – Enfocus », https://www.enfocus.com/manuals/Extra/PreflightChecks/19/pdf/PreflightChecksOverview.pdf. [La documentation technique d'Enfocus PitStop Pro explique comment les contrôles en amont automatisés identifient les erreurs, telles que les surimpressions manquantes, afin d'éviter les pertes de production]. Rôle de la preuve : validation de l'outil ; type de source : documentation logicielle. Appui : utilisation des contrôles en amont automatisés pour réduire les coûts. Remarque sur la portée : se réfère à un logiciel standard du secteur .



