
Demander un devis pour un déploiement en magasin ne se limite pas à fournir des visuels ; cela exige des spécifications physiques précises afin d'éviter des erreurs budgétaires importantes en production.
Pour obtenir un devis pour des présentoirs PLV (Publicité sur le Lieu de Vente), il est nécessaire de soumettre à un fabricant spécialisé les dimensions de vos produits, la quantité souhaitée, les directives du détaillant et vos préférences de structure. Fournir des détails structurels précis dès le départ permet d'éviter les coûts cachés liés aux matériaux et garantit le respect des délais de production pour votre campagne en point de vente.

Mais comprendre ce qu'il faut soumettre par écrit n'est que le premier obstacle avant que le véritable travail d'ingénierie ne commence.
Qui fournit généralement les présentoirs publicitaires ?
Vous pouvez vous approvisionner en produits de merchandising auprès d'agences de design, de sociétés commerciales ou directement auprès de fabricants, mais le choix de votre partenaire déterminera en fin de compte votre marge finale et votre réussite structurelle.
Les fournisseurs de présentoirs PLV se répartissent généralement en trois catégories : les agences de création de marques, les intermédiaires et les fabricants de carton ondulé. Tandis que les agences conçoivent les visuels, les fabricants réalisent la fabrication physique, garantissant ainsi la résistance du présentoir au transport international et aux normes strictes des magasins, sans qu’il ne s’affaisse dans les allées.
Savoir qui embaucher semble simple, mais c'est le fossé entre le concept théorique d'une agence de design et la réalité physique d'un fabricant qui fait exploser les budgets.
Pourquoi les gabarits des agences graphiques échouent-ils dans la mise en œuvre en magasin ?
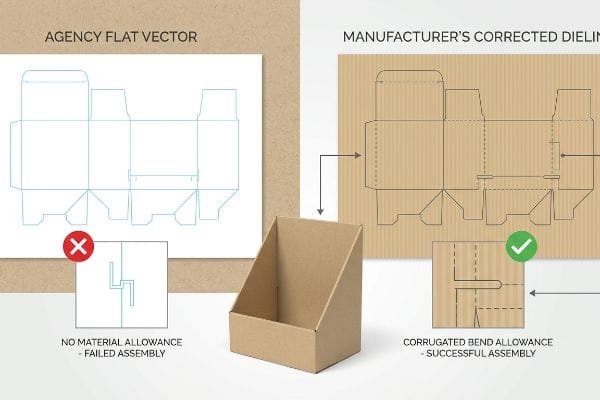
Les marques confient fréquemment aux équipes d'approvisionnement des conceptions structurelles complètes, créées par leurs agences de marketing externes, en espérant une transition sans faille vers la vente au détail. Ces agences de création conçoivent généralement des languettes emboîtables et des fentes de pliage à l'aide de logiciels vectoriels basiques, à la largeur exacte du panneau correspondant¹.Cette approche, qui semble logique et mathématiquement symétrique sur un écran d'ordinateur, amène les responsables marketing à supposer que leurs visuels, pourtant attrayants, fonctionneront facilement comme présentoirs autoportants.
La réalité du merchandising en point de vente révèle rapidement les limites d'une approche exclusivement basée sur les graphistes. Lors de l'envoi des fichiers en production, les lignes vectorielles de base ne tiennent absolument pas compte de l'épaisseur physique du carton ondulé. Au lieu d'un assemblage fluide, les panneaux plats résistent au pliage, obligeant les équipes de conditionnement à se débattre avec des encoches étroites qui risquent d'endommager les visuels imprimés. Pour remédier à ce problème, les marques doivent confier leurs visuels directement aux fabricants, qui reconstruisent l'intégralité du fichier dans un logiciel d'emballage spécialisé. En élargissant mathématiquement les encoches pour compenser le rayon de pliage du matériau , ils garantissent un montage sans frottement et préservent l'impact visuel de la marque en point de vente.
| Écart stratégique | Réalité pratique | Retour sur investissement du merchandising |
|---|---|---|
| S'appuyer sur des vecteurs d'agence plats | Réalignement structurel dans les logiciels d'emballage4 | Assure un assemblage en magasin sans encombre |
| En négligeant l'épaisseur du matériau | Panneaux d'étalonnage pour carton ondulé5 | Prévient les déchirures d'œuvres d'art et les retards |
| Attentes visuelles irréalistes | Partenariat avec des fabricants directs6 | Obtient des emplacements de choix en magasin |
Ne confiez jamais la conception structurelle complexe à des agences de marketing créatives. Collaborer directement avec un fabricant de carton ondulé vous garantit que vos concepts visuels se transforment en présentoirs de vente robustes et impeccables.
🛠️ Le bureau d'Harvey : Savez-vous si votre agence actuelle a appliqué des tolérances de flexion à votre futur module de plancher ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque dossier de structure sous 24 heures.
Quelle est la différence entre les présentoirs de point de vente (POS) et les présentoirs PLV (publicité sur le lieu de vente) ?
L'immobilier commercial est divisé juridiquement et logistiquement en zones distinctes, ce qui nécessite des calculs structurels complètement différents pour chaque unité.
La principale différence entre les présentoirs de point de vente (POS) et les présentoirs de PLV réside dans leur emplacement en magasin et les contraintes d'espace. Les présentoirs POS sont placés près des caisses et ciblent les achats impulsifs, tandis que les présentoirs de PLV sur pied occupent les allées principales et utilisent l'espace disponible sur toute la palette pour les articles plus volumineux.

Comprendre les définitions de base est facile, mais c'est l'application de la physique dimensionnelle correcte à chaque zone qui pose problème à la plupart des campagnes.
Les mécanismes d'ingénierie à l'origine des limites dimensionnelles du commerce de détail
Lorsque des clients me demandent de réduire la taille d'un grand présentoir de sol pour qu'il tienne sur un comptoir de caisse, je dois leur expliquer que ces deux zones fonctionnent selon des cadres juridiques et logistiques complètement différents aux États-Unis<sup>7</sup>. Un présentoir de sol repose sur une grande robustesse verticale pour résister au transport en entrepôt, tandis qu'un présentoir de comptoir doit respecter scrupuleusement les limites d'accessibilité ergonomiques<sup>8. On ne peut pas simplement réduire sa géométrie de moitié et s'attendre à ce que son centre de gravité reste stable.
Lorsque des clients me demandent comment cela se traduit concrètement, je leur montre généralement la séparation systématique de mes processus de conception. Pour les présentoirs de sol PLV, je base rigoureusement mes fichiers structurels sur la limite de palette standard GMA (Grocery Manufacturers Association) de 1219 × 1016 mm (48 × 40 pouces) afin de garantir une capacité de charge dynamique maximale. À l'inverse, pour les présentoirs de comptoir, je conçois tout en respectant la stricte plage de portée avant de 381 à 1219 mm (15 à 48 pouces) de la loi américaine sur les personnes handicapées (ADA) . Si un acheteur insiste pour une solution hybride « réduite », je lui montre concrètement comment un présentoir de sol trop petit crée un risque de basculement important sur un comptoir, enfreignant les normes de sécurité du magasin et entraînant quasiment à coup sûr un refus de la part du responsable du magasin.
| Zone commerciale principale | Application structurelle | Retour sur investissement en matière de conformité |
|---|---|---|
| Empreinte GMA de 48 × 40 pouces11 | Unités de plancher fixées à des palettes standard | Prévient les dommages survenus lors du transport en entrepôt |
| Limite de portée ADA de 15 à 48 pouces12 | Des comptoirs dimensionnés pour une ergonomie optimale | Évite les rétrofacturations des gérants de magasin |
| pipelines d'ingénierie segmentés | Centres de gravité indépendants calculés13 | Garantit un emplacement commercial de premier choix |
Je considère les présentoirs de sol et de comptoir comme deux disciplines d'ingénierie distinctes, car l'environnement physique l'exige. Supposer qu'une conception universelle fonctionnera dans les deux zones ne peut que générer des surcoûts et un gaspillage d'espace commercial.
🛠️ Harvey's Desk : Vos caisses enregistreuses sont-elles correctement dimensionnées pour respecter les limites d'accès ? 👉 Demandez un audit de conformité ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Quel est un exemple de présentoir de point de vente pop-up ?
Reconnaître les formats courants est utile, mais comprendre comment ils interagissent physiquement avec la logistique du transport de marchandises lourdes distingue les novices des vétérans.
Un exemple de présentoir PLV est le présentoir de sol en carton ondulé, couramment utilisé dans les magasins-entrepôts et les grandes surfaces. Parmi les autres exemples fréquents, citons les bacs à gravité, les présentoirs de tête de gondole et les présentoirs latéraux autoportants, tous conçus pour perturber le flux de clients et présenter des marchandises en vrac directement dans les allées.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que d'importants stocks sont chargés sur la base.
Pourquoi les présentoirs standard sur palettes échouent-ils en usine ?
Les équipes d'approvisionnement insistent souvent sur l'augmentation des dimensions du carton principal d'un présentoir de sol afin d'y emballer un niveau supplémentaire de produits, partant du principe que le carton ondulé renforcé protégera naturellement la marchandise. Elles calculent les paramètres de compression bruts sur une feuille de calcul et concluent que le matériau est suffisamment résistant pour supporter le poids supplémentaire. Ce raisonnement ignore totalement les phénomènes physiques liés à l' interaction entre le présentoir et le support en bois sur lequel il repose<sup>14</sup>.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience lors d'un déploiement massif au troisième trimestre. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, d'optimiser la densité d'expédition d'un présentoir de boissons. Nous pensions pouvoir laisser dépasser le carton principal de la palette en bois de seulement 6,35 mm (0,25 pouce) pour y loger une unité supplémentaire. Deux jours plus tard, dans notre chambre climatique, j'ai assisté avec horreur au craquement sinistre d'un carton de test ECT 32 (Edge Crush Test) qui s'est écrasé sous la charge simulée. La résistance à la compression d'une boîte en carton ondulé (BCT) dépend à 60 % de l'alignement vertical de ses quatre coins. Or, ces coins étant suspendus dans le vide, ils ne supportaient aucune charge. Je me suis précipité à la production et j'ai immédiatement procédé à un ajustement de l'outillage. J'ai recalibré les tolérances de la mortaiseuse rotative et réduit la pression d'impact sur la presse de découpe afin d'éviter les microfissures des cannelures internes, tout en réduisant artificiellement l'empreinte du gabarit principal de 12,7 mm (0,5 pouce) précisément pour garantir un porte-à-faux nul. Ce réglage précis des tolérances a non seulement empêché l'affaissement du socle, mais a également rétabli la résistance à la compression critique des angles, éliminant ainsi tout risque de dommages pendant le transport et évitant au client une perte de stock estimée à 25 %.
| Ajustement des outils et des logiciels | Résultat physique | Retour sur investissement logistique |
|---|---|---|
| Ligne de découpe réduite de 0,5 pouce | Élimination du débordement des palettes de cartons principaux15 | Empêche la dépréciation totale des stocks |
| Tolérances de la mortaiseuse rotative recalibrées | Maintien de 60 % de la résistance à la compression des coins16 | Empêche le flambage de la base inférieure |
| Pression de frappe réduite lors de la découpe | Prévention des microfissures internes de la cannelure B17 | Garantit un transit sûr des conteneurs |
Je refuse de laisser un marchandiseur quitter mon entrepôt si les coins ne sont pas parfaitement fixés à la géométrie de la palette. Compter uniquement sur la résistance du matériau brut sans tenir compte de l'encombrement au sol est la garantie d'un conteneur qui s'effondre.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel vérifie-t-il physiquement le débordement des palettes avant la découpe ? 👉 Demandez une simulation de contraintes 3D ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Qu'est-ce qu'un présentoir publicitaire en marketing ?
Le merchandising en magasin repose essentiellement sur la création d'une rupture visuelle, obligeant un client pressé à s'arrêter et à remarquer votre marque dans une allée bondée.
En marketing, un présentoir PLV est une stratégie de merchandising physique conçue pour interrompre le parcours client et susciter des achats impulsifs. En plaçant des structures de marque très visibles directement dans les allées, les spécialistes du marketing court-circuitent la concurrence des rayons traditionnels, transformant ainsi le présentoir en un vendeur silencieux et tridimensionnel.
Comprendre la théorie du marketing est simple, mais traduire ces concepts numériques prometteurs en une réalité imprimée physique exige un contrôle chimique strict.
Les mécanismes d'ingénierie à l'origine de la continuité des couleurs de la marque
Lorsque les équipes marketing m'envoient leurs éléments graphiques, elles fournissent généralement des fichiers numériques standard optimisés pour les écrans d'ordinateur lumineux, s'attendant à ce que le mélange optique reproduise parfaitement leurs logos éclatants sur papier. Je dois leur expliquer que l'impression sur du papier testliner brut et poreux se déroule dans un environnement chimique totalement différent. Le procédé quadri standard repose sur de minuscules points de trame superposés¹⁸ qui s'imprègnent de manière inégale dans les fibres du papier¹⁹ , ce qui entraîne une dégradation de l'impact visuel sous l'éclairage fluorescent intense des magasins.
Lorsque des clients me demandent pourquoi leurs supports marketing précédents paraissaient délavés, j'évoque généralement les limitations de l'impression CMJN standard sur carton non scellé. Pour remédier à ce problème dans mon atelier d'impression, j'applique un protocole strict d'impression en aplat de couleur pour tous les logos principaux. Au lieu d'utiliser des points de cyan et de magenta classiques pour obtenir optiquement un rouge institutionnel, je mélange physiquement une seule encre Pantone dense, dont la texture épaisse et collante assure une adhérence parfaite au blanchet d'impression. En appliquant cette couche de pigment directement sur le support, j'élimine complètement le grain des trames. Ainsi, lorsqu'un client parcourt un rayon, le logo offre un contraste élevé et une netteté visuelle parfaite à six mètres de distance, exactement comme le souhaitait le directeur marketing.
| Protocole de chimie imprimée | Résultat visuel | Retour sur investissement marketing |
|---|---|---|
| Application de couleurs Pantone d'accompagnement | Points de trame transparents superposés remplacés20 | Stimule les taux d'achat impulsifs plus élevés21 |
| Traitement CMJN standard contourné | Prévention de l'absorption inégale des fibres de papier22 | Assure une visibilité à longue distance dans les allées |
| Pigments d'encre opaques denses mélangés | Suppression des logos illisibles ou délavés | Protège la valeur de la marque mondiale |
Pour moi, l'impression ne se résume pas à l'application de couleurs, mais constitue une protection stratégique de la marque. Si votre usine ne maîtrise pas la composition chimique de l'encre, votre campagne marketing à plusieurs millions de dollars fera pâle figure sur les étagères.
🛠️ Le bureau de Harvey : Vos couleurs de marque sont-elles altérées par une impression tramée bon marché ? 👉 Demandez un audit d’étalonnage des couleurs ↗ — J’examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez certes faire appel à des courtiers à bas prix pour vos lancements en magasin, mais si un carton principal non calibré déborde de la palette en bois, l'effondrement qui en résulte provoquera un refus immédiat du détaillant et anéantira votre marge bénéficiaire. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Cessez de risquer votre budget sur des calculs erronés et laissez-moi concevoir personnellement votre prochain lancement ↗ pour garantir une stabilité mécanique et un retour sur investissement optimaux.
« Guide des options d'épaisseur pour les boîtes d'expédition en carton ondulé – GMS Industries », https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options . Les normes techniques d'emballage expliquent que le calibre du matériau et les marges de pliage nécessitent des tolérances plutôt qu'une symétrie mathématique exacte pour que les composants s'emboîtent correctement . Preuve : validation technique ; type de source : manuel d'ingénierie industriel. Appuie : l'affirmation selon laquelle les conceptions de découpe sans tolérance entraînent des échecs d'assemblage. Note sur le champ d'application : s'applique aux matériaux en carton ondulé et en carton épais.
« Guide de conception des emballages produits : matériaux, gabarits, impressions », https://www.customboxmakers.com/packaging-design-checklist/?srsltid=AfmBOorYbXvGVhI0nniE8bwz2c6nv6W6wWWM0BjQ9cGShfhGT5pLNm7x . [Une source faisant autorité en ingénierie des emballages structurels expliquerait pourquoi les logiciels vectoriels 2D ne permettent pas de calculer l'épaisseur du carton ondulé.] Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie des emballages. Sujet : Défauts des gabarits graphiques de base en production. Remarque: S'applique spécifiquement au carton ondulé multicouche.
« Guide de mesure des dimensions des boîtes pliantes – Virtual Packaging », https://virtualpackaging.com/a-guide-to-measuring-folding-carton-dimensions/. [Les normes industrielles relatives à la conception du carton ondulé spécifient l'ajustement mathématique des dimensions des fentes en fonction de l'épaisseur du matériau et du rayon de pliage afin de prévenir les fissures de contrainte.] Niveau de preuve : Spécification technique ; type de source : Norme de fabrication. Justification : Nécessité d'un logiciel d'emballage spécialisé. Remarque : Les calculs varient en fonction de la qualité du carton et de la taille des cannelures .
« Comment les logiciels peuvent-ils faciliter la conception structurelle des emballages ? – AG/CAD », https://www.agcad.co.uk/en/faq/articles/packaging-design . [Les normes industrielles de conception d'emballages expliquent comment les fichiers vectoriels plats nécessitent un ajustement structurel dans les logiciels de CAO pour garantir l'assemblage 3D ] . Rôle de la preuve : processus technique ; type de source : manuel technique. Justifie : la nécessité d'un réalignement logiciel pour l'assemblage. Note relative à la portée : spécifique aux présentoirs PLV.
« Essais d’épaisseur – Centre de conception d’emballages et de charges unitaires », https://unitload.vt.edu/facilities/corrugated-packaging-lab/thickness-testing.html . [Les spécifications techniques des matériaux en carton ondulé définissent des tolérances de pliage et d’écartement précises afin d’éviter les contraintes sur le matériau et les déchirures des illustrations] . Rôle de la preuve : spécification du matériau ; type de source : norme de fabrication. Appuie : l’affirmation selon laquelle l’étalonnage prévient les dommages et les retards. Note sur la portée : s’applique aux matériaux en carton ondulé.
« Efficacité des présentoirs sur le lieu de vente : quels sont les avantages de… », https://www.vanguardpkg.com/point-of-purchase-display-effectiveness-what-are-the-benefits-of-pop-displays/ . [Des analyses sectorielles indiquent que les partenariats directs avec les fabricants réduisent les erreurs dans la chaîne d’approvisionnement et améliorent la qualité de la mise en place en magasin ] . Apport de preuve : stratégie commerciale ; type de source : publication spécialisée. Confirme : le lien entre les partenariats directs et la réussite commerciale. Note sur la portée : secteur du merchandising de détail.
« PLV vs. PLV : Quelle est la différence ? », https://www.creativedisplaysnow.com/whats-difference-point-sale-point-purchase-displays/ . [Des sources faisant autorité en matière de conformité commerciale ou de droit immobilier commercial permettraient de préciser les distinctions réglementaires entre les zones de merchandising au sol et en caisse]. Rôle de la preuve : Vérification factuelle ; type de source : Manuel réglementaire. Sujet : Distinctions de zonage. Remarque sur la portée : Concerne la juridiction américaine.
« Comptoirs de vente et de service – Access-Board.gov », https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. [Les directives ergonomiques de l’OSHA ou de l’ADA préciseraient les limites maximales de portée et de hauteur pour l’accessibilité et la sécurité des consommateurs aux comptoirs de vente]. Rôle de la preuve : Spécification technique ; type de source : Norme ergonomique. Supporte : Contraintes liées aux comptoirs. Note de portée : Concerne l’accessibilité et la sécurité .
« Palette en bois traité thermiquement GMA – 48 x 40 po H-1260 – ULINE », https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [La documentation sectorielle de la Grocery Manufacturers Association confirme que l'encombrement de 48 x 40 pouces est la norme pour la logistique des palettes]. Rôle de la preuve : spécification technique ; type de source : norme sectorielle. Convient aux contraintes d'encombrement des présentoirs PLV. Note de portée : norme principale pour la logistique de détail en Amérique du Nord .
« Chapitre 3 : Parties actionnables – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. [Les normes ADA relatives à la conception accessible définissent la portée acceptable des parties actionnables afin de garantir l’accessibilité aux personnes en fauteuil roulant]. Rôle de la preuve : exigence réglementaire ; type de source : loi fédérale. Éléments justificatifs : limites de hauteur des comptoirs de point de vente. Note relative à la portée : réglementation fédérale américaine en matière d’accessibilité .
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. [Les normes logistiques de l'industrie définissent la palette de la Grocery Manufacturers Association (GMA) comme mesurant 48 × 40 pouces]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : exigences structurelles pour les unités de plancher. Note de portée : Norme pour la logistique de détail nord-américaine .
« Chapitre 9 : Éléments intégrés », https://www.access-board.gov/ada/chapter/ch09/. [Les normes d’accessibilité de l’Americans with Disabilities Act (ADA) spécifient la plage de hauteurs acceptable pour une portée dégagée]. Rôle de la preuve : conformité réglementaire ; type de source : réglementation gouvernementale. Apports : adaptation ergonomique des comptoirs. Note relative à la portée : applicable aux environnements de vente au détail aux États-Unis .
« Centre de gravité et flottabilité – The Engineering ToolBox », https://www.engineeringtoolbox.com/centre-gravity-buoyancy-d_1286.html. [Les principes de génie mécanique des structures autoportantes exigent le calcul du centre de gravité pour garantir leur stabilité et prévenir tout basculement]. Rôle de la preuve : méthodologie technique ; type de source : manuel d’ingénierie. Apports : sécurité des emplacements commerciaux haut de gamme. Note de portée : application générale en génie des structures .
« Étude de l’influence de la rigidité du plateau supérieur de la palette sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Les normes d’ingénierie de l’emballage expliquent comment un support irrégulier des planches du plateau de la palette crée des points de contrainte qui compromettent la résistance à la compression verticale des présentoirs en carton ondulé]. Rôle de la preuve : validation technique ; type de source : guide d’ingénierie industriel. Appuie : l’affirmation selon laquelle les indicateurs relatifs aux matières premières ne tiennent pas compte de la physique réelle des palettes. Note sur la portée : s’applique spécifiquement aux présentoirs de sol en carton ondulé sur palettes en bois .
« Prédiction de l’effet du débordement des palettes sur la compression des cartons… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Les normes de logistique et de gestion d’entrepôt démontrent que le débordement des palettes augmente significativement le taux de dommages liés au transport et les pertes financières qui en résultent]. Apport de preuve : bonnes pratiques logistiques ; type de source : manuel de gestion de la chaîne d’approvisionnement. Justification : retour sur investissement de la réduction des gabarits pour s’adapter aux dimensions standard des palettes. Note relative au périmètre : axé sur la logistique du fret lourd .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les spécifications techniques d'emballage détailleraient l'influence du calibrage des mortaiseuses rotatives sur l'intégrité structurelle et le pourcentage de compression des coins en carton]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Sujet : relation entre les tolérances d'outillage et la prévention du flambage du fond. Note de portée : applicable aux présentoirs en carton ondulé .
« Boîte en carton ondulé découpée — Matériaux et résistance – Racklify », https://racklify.com/encyclopedia/die-cut-corrugated-box-materials-flute-types-and-structural-performance/. [La littérature scientifique sur les matériaux du carton ondulé explique comment une pression de découpe excessive provoque des microfissures dans le carton ondulé de type B, compromettant ainsi la sécurité du transport]. Type de preuve : relation de cause à effet technique ; type de source : revue scientifique sur les matériaux. Argument : nécessité de réduire la pression de découpe pour garantir la durabilité des emballages. Précision : spécifique aux matériaux en carton ondulé de type B.
« [PDF] Demi-teintes CMJN – Impression d'art », https://artprint.umbc.edu/wp-content/uploads/sites/513/2019/04/CMYK-Halftone.pdf . [Les guides de référence sur les technologies d'impression expliquent comment le procédé CMJN utilise des trames de demi-teintes pour créer l'illusion d'une couleur continue par superposition de points ] . Rôle de la preuve : Vérification technique ; type de source : Norme industrielle. Supports : Explication du procédé d'impression utilisé dans les présentoirs de vente au détail. Note de portée : Principes généraux d'impression.
« [PDF] Analyse du gain de point en impression jet d'encre », https://www.imaging.org/common/uploaded%20files/pdfs/Papers/2001/DPP-0-252/4766.pdf. [Une étude en science des matériaux sur les supports papier détaille comment la capillarité dans le testliner poreux entraîne la diffusion de l'encre et le gain de point, affectant ainsi la vivacité des couleurs]. Rôle de la preuve : Spécification technique ; type de source : Article de science des matériaux. Appui : Affirmation concernant la détérioration visuelle sur des supports spécifiques. Remarque sur la portée : Spécifique aux supports non couchés ou poreux .
« CMJN vs. Couleurs d'accompagnement dans l'impression d'emballages », https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. Les manuels techniques d'impression expliquent comment les couleurs d'accompagnement offrent une couche d'encre uniforme, éliminant ainsi la transparence et les effets de moiré liés à la superposition des points de trame en CMJN. Preuve : vérification technique ; type de source : manuel de l'industrie de l'imprimerie. Argument : supériorité technique des aplats de couleur d'accompagnement. Remarque : s'applique à l'impression offset et sérigraphique professionnelle .
« La couleur peut-elle favoriser les achats impulsifs ? », https://themindlab.co.uk/blog/can-colour-promote-impulse-buying/ . Des études en psychologie du consommateur appliquées au merchandising de détail démontrent que des couleurs de marque contrastées et précises augmentent la perturbation visuelle et incitent davantage aux achats impulsifs. Type de preuve : lien de causalité ; source : revue de marketing. Conclusion : retour sur investissement de l’application de couleurs haute fidélité. Remarque : la force de la corrélation varie selon la catégorie de produits.
« Couleurs d'accompagnement ou CMJN pour la conception d'emballages : laquelle est la meilleure ? », https://stampaprints.com/blog/spot-color-vs-cmyk-for-packaging/?srsltid=AfmBOorNk79WhT1hR_akgV_0Jv30NPbUCMmYTuLfAAGSNerYvkYqxbYR. Une étude en science des matériaux sur les supports d'encre explique comment la réduction du nombre de couches d'encre (en contournant le CMJN) évite la sursaturation des fibres de papier et les bavures qui en résultent. Rôle de la preuve : vérification technique ; type de source : article scientifique en science des matériaux. Appuie : l'avantage structurel du contournement du traitement CMJN standard. Remarque : varie selon le grammage et le couchage du papier .



