On pourrait croire que le carton n'est que du papier plié, mais c'est en réalité une structure très complexe. Comprendre son fonctionnement fait toute la différence entre un lancement réussi en magasin et des marchandises endommagées.
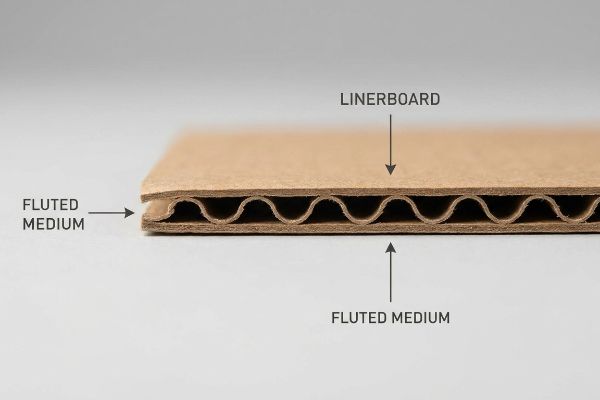
La structure du carton ondulé le rend idéal grâce à l'insertion d'un support cannelé entre deux feuilles de carton plat. Cette conception en arc de cercle confère une résistance exceptionnelle à la compression verticale et une absorption dynamique des chocs, permettant ainsi aux fibres de papier légères de protéger les marchandises lourdes lors des longs transports maritimes et du stockage en entrepôt.
Connaître les différentes couches du papier est une bonne chose pour les manuels scolaires, mais le véritable test survient lorsque ces structures physiques arrivent sur les chaînes de production et subissent les rigueurs de la chaîne d'approvisionnement du commerce de détail.
Quelle est la structure du carton ondulé ?
Ce matériau repose essentiellement sur un agencement mathématique d'arches de papier. Mais l'orientation de ces arches internes détermine la durabilité de votre emballage.
La structure du carton ondulé est composée d'arceaux cannelés solidement collés entre deux feuilles rigides. Ce profil géométrique précis empêche toute déformation dangereuse sous une forte pression axiale, agissant comme un amortisseur intégré qui protège les produits de grande valeur contre les vibrations importantes de la chaîne d'approvisionnement.
Comprendre le profil des cannelures est la première étape, mais c'est son mauvais alignement lors de la phase d'ingénierie structurelle qui fait échouer les campagnes.
La physique de l'orientation des fibres dans le carton ondulé
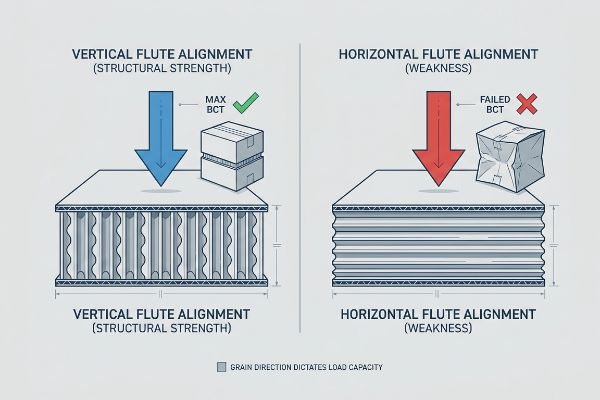
De nombreux graphistes traitent les feuilles de carton ondulé comme du papier d'imprimante standard, supposant que leur résistance structurelle est uniforme sur toute leur surface¹.Ils tracent les contours de découpe en se basant uniquement sur l'optimisation de l'impression afin d'économiser quelques centimes par feuille. Cette approche ignore totalement la réalité physique des cannelures à l'intérieur du carton.
Je sais que vous êtes sous pression pour réduire les coûts, mais j'ai vu des marques perdre des livraisons entières à cause d'une rotation de 90 degrés de la présentation. Lorsque le sens du grain interne est orienté horizontalement plutôt que verticalement, les arches structurelles perdent complètement leur résistance à la compression (test de compression de la boîte)². J'ai récemment vu un vendeur appuyer fortement sur un présentoir : le carton brut a émis un craquement sec et déchiré, les parois latérales se déformant instantanément vers l'intérieur. Un alignement vertical du grain est indispensable pour optimiser la capacité de charge dynamique³etgarantir la rigidité du présentoir, qui ne s'affaissera pas sous le poids des produits lors d'une campagne de trois mois en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Rotation horizontale du grain pour économiser de l'espace sur la feuille | Orienter les cannelures parfaitement verticalement sur les murs porteurs4 | Empêche l'écrasement des parois latérales sous le poids des marchandises lourdes |
| En négligeant les limites dynamiques des cannelures du papier plat | Arches d'ingénierie pour supporter le poids de la charge supérieure de l'entrepôt5 | Réduit considérablement les dommages liés à l'assemblage et les pertes de produits |
| Logiciel de mise en page 2D standard fiable | Vérifier le sens physique du grain avant la découpe à l'emporte-pièce6 | Garantit l'absence d'affaissement lors des longues campagnes en magasin |
Je n'approuve jamais un fichier de production sans vérifier moi-même le sens des cannelures. Si vous forcez les arceaux en papier à supporter un poids horizontal, votre emballage s'effondrera avant même d'arriver en rayon.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre graphiste a correctement orienté les cannelures internes pour une résistance d'empilage optimale ? 👉 Demandez un audit de découpe ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Pourquoi utilise-t-on du carton ondulé dans l'emballage ?
Nous utilisons ce matériau car il offre un rapport résistance/poids inégalé. Il assure une protection structurelle optimale sans grever votre budget logistique.
Le carton ondulé est principalement utilisé pour sa résistance exceptionnelle à la compression verticale. Grâce à l'alignement des angles structurels qui supportent d'importantes charges dynamiques, ce support léger remplace efficacement les plastiques rigides coûteux. Il résiste parfaitement au transport maritime en double empilement et est entièrement recyclable en collecte sélective, conformément aux exigences strictes de développement durable à l'échelle mondiale.
C'est un matériau incroyable, mais son pouvoir protecteur tombe à zéro si l'on comprend mal comment les lois de la physique en entrepôt s'appliquent à sa géométrie 3D.
La règle du zéro débordement pour les emballages en carton ondulé
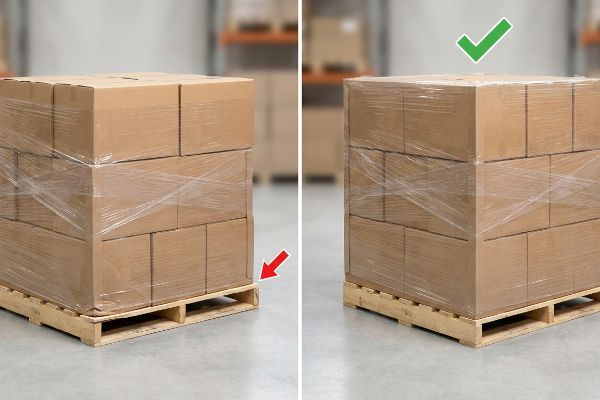
Les équipes d'approvisionnement augmentent fréquemment les dimensions des cartons d'expédition afin d'optimiser la densité du chargement, partant du principe que la résistance à la compression du carton ondulé renforcésuffira à protéger les marchandises. Elles valident ainsi des cartons qui dépassent de quelques millimètres du bord des quais logistiques en bois standard pour pouvoir y loger une unité supplémentaire.
Il s'agit d'un piège courant qui prend même les équipes d'approvisionnement les plus expérimentées. La résistance à la charge verticale d'un carton ondulé dépend jusqu'à 60 % de l'alignement vertical précis de ses quatre coins. Lorsqu'un coin dépasse d'une palette standard GMA (Grocery Manufacturers Association) de 1219 × 1016 mm (48 × 40 pouces), il ne supporte absolument aucun poids . J'ai dû aider un responsable de réception à désempiler une palette déséquilibrée où le niveau inférieur, non soutenu, s'était visiblement courbé vers l'extérieur avec un craquement effrayant, provoquant l'affaissement complet des cannelures du carton. En réduisant artificiellement l'encombrement maximal autorisé des cartons dans notre logiciel de seulement 12,7 mm (0,5 pouce), je garantis que ces coins restent soutenus sur le plateau en bois, éliminant ainsi tout risque de dommages lors du transport LTL.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Laisser les boîtes dépasser du bord de la palette en bois | Application d'une tolérance de dépassement nul pour la boîte englobante | Élimine l'écrasement catastrophique des niveaux inférieurs10 |
| Se fier strictement aux résultats des tests de matériaux plats | Alignement des angles structurels sur les planches de terrasse en bois massif | Restaure 60 % de la force de compression dynamique de l'écran11 |
| Maximiser le nombre d'unités au détriment de la géométrie | Réduction de l'encombrement du carton principal de 0,5 pouce (12,7 mm) | Empêche les rétrofacturations massives des détaillants et les réclamations de transport12 |
Je suis prêt à sacrifier quelques millimètres de volume d'expédition pour que vos coins soient parfaitement ancrés sur le bois. Déborder une palette en bois brut est le moyen le plus rapide de transformer un emballage de qualité en déchet.
🛠️ Le bureau d'Harvey : Vos cartons d'expédition perdent-ils insidieusement de leur résistance à la compression à cause d'un débordement partiel de la palette ? 👉 Obtenez une analyse de charge de palette ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Comment sont fabriqués les emballages en carton ondulé ?
Le procédé de fabrication transforme d'énormes rouleaux de papier en présentoirs rigides et structurés grâce à une découpe de précision et un pliage mécanique à haute pression.
L'emballage en carton ondulé est fabriqué en faisant passer des feuilles continues de carton de couverture et des supports cannelés dans des onduleuses hautement automatisées. Les cartons rigides ainsi obtenus sont ensuite découpés et rainurés mécaniquement à l'aide de canaux spéciaux en matrice polymère, empêchant les fibres de papier épaisses de se fissurer dangereusement lors du pliage en structures tridimensionnelles destinées à la vente au détail.

Découper la planche est relativement simple, mais forcer un panneau structurel épais à se plier parfaitement à 90 degrés exige un contrôle mécanique extrême.
Contrôle de l'étirement des fibres lors du pliage du carton ondulé
Les concepteurs supposent souvent qu'une simple ligne droite sur un fichier numérique se traduit automatiquement par un pli parfait à l'usine. Ils envoient des fichiers en s'attendant à ce que le carton épais 32 ECT (Edge Crush Test)13 se plie sans effort comme du papier cartonné fin, ignorant complètement la résistance physique des cannelures internes14.
Imaginez un carton ondulé épais comme une plaque de contreplaqué que l'on plie ; si le rainage n'est pas effectué correctement, la tension superficielle le fera éclater. Lorsqu'une matrice de rainage standard frappe violemment un carton kraft vierge sans support, les cannelures intérieures se déforment et la feuille imprimée supérieure se déchire¹⁵.J'ai un jour vu un fondateur de marque, plein d'enthousiasme, tenter d'assembler un plateau mal rainuré ; la résistance du carton épais a provoqué un craquement bruyant de l'impression lithographique brillante le long de la jointure, révélant un papier brun disgracieux en dessous. Pour remédier à cela, j'installe des canaux de rainage femelles sur mesure qui agissent comme une enclume¹⁶lors du rainage, contrôlant précisément l'étirement des fibres du papier et garantissant un pli impeccable, sans frottement et sans risque de fissure.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En supposant que la planche lourde se plie sans problème par défaut | Utilisation d'une matrice de pliage en polymère sur la matrice de découpe17 | Élimine les graphismes fissurés et disgracieux sur les têtes de gondole des magasins |
| Utilisation d'une pression de couteau standard pour les cannelures épaisses | Contrôle dynamique de l'étirement des fibres lors de la frappe de l'acier18 | Réduit le temps d'assemblage manuel du magasin jusqu'à 25 secondes19 |
| Négliger la tension superficielle des impressions laminées | Conception de rainures sur mesure pour le carton vierge | Garantit une intégrité structurelle rigide au niveau des articulations de pliage |
Je compte sur des rainures d'enclume précises pour maîtriser la forte tension superficielle des panneaux cannelés épais. Un pli net est la seule façon de garantir un montage rapide de vos présentoirs et un rendu impeccable sous l'éclairage intense des magasins.
🛠️ Harvey's Desk : Votre carton imprimé haute résistance se fissure-t-il au niveau des lignes de pliage, abîmant ainsi votre logo ? 👉 Demandez votre analyse avant production ↗ — Pas de formulaires interminables qui vous inondent d'appels commerciaux. Uniquement de la valeur ajoutée.
Comment fonctionne le carton ondulé ?
Ce matériau fonctionne en utilisant des tolérances architecturales spécifiques, en emboîtant des panneaux découpés séparément pour former une structure commerciale unifiée et porteuse.
Le carton ondulé fonctionne grâce à des tolérances de pliage géométriques précises qui permettent d'emboîter parfaitement des panneaux de carton épais. En calculant précisément le diamètre des cannelures internes, les ingénieurs en emballage créent des présentoirs de vente dynamiques et très stables, capables de résister aux frottements et aux forces de cisaillement rencontrés lors des opérations de conditionnement automatisées à grande vitesse.
Faire tenir un seul écran debout dans un laboratoire est facile, mais voici la dure réalité lorsqu'on en expédie 500 à une usine de conditionnement à grande vitesse.
Pourquoi les gabarits de découpe standard pour carton ondulé échouent-ils à l'assemblage ?
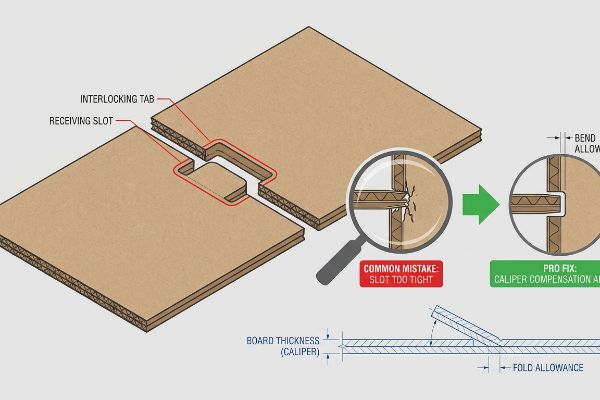
Les graphistes conçoivent fréquemment dans leurs logiciels des languettes emboîtables et des fentes de pliage dont la largeur correspond exactement à celle du panneau correspondant. Ils partent du principe que si une languette mesure 50,8 mm (2 pouces) de large, la fente qui la reçoit doit également mesurer exactement 50,8 mm (2 pouces), ignorant totalement l'épaisseur physique du panneau plié .
Dans mon atelier, je constate régulièrement que des campagnes d'impression de haute qualité s'arrêtent net sur la chaîne de montage, car les encoches structurelles sont mathématiquement trop étroites. Lorsqu'un panneau cannelé B de 2,79 mm d'épaisseur (0,11 pouce)90 degrés, il absorbe physiquement du matériau sur son rayon extérieur(22). Si je n'élargis pas cette encoche dans le logiciel de CAO (Conception Assistée par Ordinateur) pour compenser cette perte de matière, toute la structure se bloque. J'ai vu des opérateurs frustrés tenter de forcer ces languettes trop serrées, déchirant le support de test brut et provoquant un gauchissement important de la base, ce qui ralentit la chaîne d'environ 30 %. En effectuant des mesures micrométriques et en imposant une tolérance de pliage paramétrique stricte avant que le panneau n'atteigne mes tables de découpe Kongsberg série C, je garantis un assemblage des écrans pré-remplis sans aucun frottement, ce qui permet à mes clients de réaliser d'importantes économies sur les coûts de main-d'œuvre pour les grandes séries de production.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Des fentes de dessin exactement de la même largeur que l'onglet | Application d'algorithmes de compensation d'étrier automatisés23 | Élimine complètement le frottement cinétique lors du co-emballage24 |
| En négligeant l'épaisseur du carton occupée par un pli à 90 degrés | Ajout de jeux de tolérance de pliage spécifiques aux fentes de réception25 | Empêche les languettes déchirées et les présentoirs endommagés |
| Forcer les morceaux de papier serrés ensemble sur la ligne | Conception d'articulations imbriquées mathématiquement précises | Réduit considérablement le temps de travail manuel et élimine les reprises coûteuses |
J'applique une compensation structurelle rigoureuse à chaque fichier numérique avant même sa mise en production. Si vos emplacements ne tiennent pas compte de l'épaisseur du circuit imprimé, vous payez en réalité vos équipes d'assemblage pour détruire votre emballage.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez confier un graphisme impeccable à un fournisseur bon marché, mais si son erreur de calcul de l'épaisseur interne du circuit imprimé provoque un gauchissement important de la base et ralentit la chaîne de conditionnement d'environ 30 %, votre marge commerciale s'évapore. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la distribution pour garantir zéro rebut d'impression. Ne vous laissez plus guider par des approximations concernant les tolérances complexes des circuits imprimés : laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit de pré-production gratuit ↗ afin d'éliminer mathématiquement les frottements cinétiques avant le lancement de la production en série.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Preuves issues de la science des matériaux confirmant que le carton ondulé est un matériau anisotrope, c’est-à-dire que sa résistance et sa rigidité varient considérablement selon l’orientation des cannelures. Rôle de la preuve : vérification technique ; type de source : manuel technique. Appuie : l’affirmation selon laquelle supposer une résistance structurelle uniforme est une erreur technique. Note de portée : applicable aux profils de cannelures standard .
« Facteur du test de compression de la boîte (BCT) : la clé d’un emballage sûr et durable… », https://cartonbox.pl/Box-Compression-Test-BCT-Factor-The-Key-to-Safe-and-Durable-Packaging-blog-eng-1720506976.html. Les normes d’ingénierie de l’emballage détaillent l’influence de l’orientation des cannelures sur la résistance à la compression, et montrent une chute drastique lorsque les cannelures sont orientées horizontalement. Preuve : validation technique ; source : manuel technique. Constat : perte de capacité BCT due à l’orientation horizontale. Remarque : s’applique au carton ondulé standard .
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . La littérature scientifique sur les matériaux établit que les cannelures verticales offrent la plus grande résistance axiale pour les applications porteuses. Rôle de la preuve : corroboration factuelle ; type de source : document technique industriel. Sujet : effet de l’alignement vertical sur la capacité de charge dynamique. Note de portée : spécifique aux structures ondulées.
« Étude de l’effet des perforations sur la capacité portante… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . Des guides techniques expliquent comment l’alignement vertical du matériau cannelé maximise la résistance à la compression afin d’éviter l’effondrement des parois latérales. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Éléments à prendre en compte: intégrité structurelle des parois latérales. Remarque concernant la portée : Spécifique aux forces de compression verticales.
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/ . Les normes industrielles relatives aux matériaux en carton ondulé définissent la capacité de charge des cannelures sous compression verticale. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Supporte : capacité de charge en surface. Note de portée : s’applique aux scénarios d’empilage en entrepôt.
« Orientation du grain : l’élément clé des emballages en carton – Korpack », https://korpack.com/grain-direction-the-backbone-of-paperboard-packaging/?srsltid=AfmBOooyOHfS7284cg6BR5FnGvIVYvrUl9Rphg3hJtD-cR7V2q4tm_-D . Les recherches en science des matériaux démontrent qu’aligner le grain du papier avec l’axe de contrainte principal minimise l’affaissement et la déformation structurelle. Rôle de la preuve : vérification technique ; type de source : étude en science des matériaux. Objectif : prévention de l’affaissement structurel à long terme. Note de portée : lié à l’anisotropie des fibres de papier.
« Étude comparative de la résistance à la compression du carton ondulé… », https://repository.rit.edu/theses/285/. Les spécifications techniques des normes d’emballage (par exemple, TAPPI) définissent les valeurs des tests d’écrasement des bords (ECT) et de compression des boîtes (BCT) pour le carton épais. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Appui : capacité intrinsèque du matériau à résister à la pression verticale. Remarque : les mesures de référence ne tiennent pas compte des pertes dues au débordement des palettes .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les données techniques relatives à la résistance à la compression du carton ondulé expliquent le pourcentage de la charge totale supportée par les angles structurels. Rôle de la preuve : spécification technique ; type de source : manuel d’ ingénierie de l’emballage. Supports : répartition verticale de la charge. Remarque : les pourcentages peuvent varier en fonction du type de cannelure et de la qualité du carton.
« Étude de l’effet de la rigidité du plateau supérieur des palettes sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/ . Les normes de logistique et d’emballage quantifient la perte d’intégrité structurelle et de résistance à la compression causée par le débordement des palettes. Niveau de preuve : norme industrielle ; type de source : manuel de logistique. Appuie : la règle du débordement nul. Note relative à la portée : spécifique aux dimensions standard des palettes GMA.
« [PDF] Effet du décalage des boîtes palettisées sur la résistance à la compression des emballages unitaires… », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac . Explication technique montrant comment l’élimination du débordement des palettes préserve les chemins de charge verticaux afin d’éviter l’effondrement structurel de la couche inférieure . Rôle de la preuve : mécanisme causal ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle l’absence de débordement empêche l’écrasement de la couche inférieure. Note sur la portée : Applicable aux expéditions empilées de carton ondulé.
« Prédiction de l’effet du débordement des palettes sur la compression des cartons… », https://www.researchgate.net/publication/372349298_Predicting_the_effect_of_pallet_overhang_on_the_box_compression_strength . Données quantitatives démontrant la perte de résistance à la compression lorsque les cartons débordent des palettes et le pourcentage de récupération après alignement. Type de preuve : validation quantitative ; type de source : étude de science des matériaux ou document technique. Appui : le critère spécifique de récupération de la résistance à 60 %. Remarque sur la portée : peut varier selon la qualité du carton.
« Conformité des fournisseurs : Comment minimiser les refacturations en logistique de détail », https://mfals.com/blog/how-to-minimize-chargebacks-retail-logistics . Documentation des manuels de conformité des fournisseurs, conformes aux normes du secteur, précisant les sanctions en cas de palettisation incorrecte et de débordement. Rôle de la preuve : vérification réglementaire ; type de source : directives en matière de logistique de détail. Appuie : le lien entre la géométrie des emballages et les sanctions financières. Remarque : les spécificités dépendent des politiques de chaque détaillant.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooBwQOiQmZDQNZvNHHI4rQiNNuebFALKrczTddFydgYe_8yZkCV. Documentation technique normalisée définissant la valeur de résistance à l'écrasement des bords (ECT) pour le carton ondulé. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supporte : la classification de résistance du matériau. Note de portée : spécifique aux mesures ECT .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . Source en science des matériaux ou en génie de l'emballage expliquant la résistance mécanique offerte par le matériau cannelé lors du pliage. Rôle de la preuve : principe mécanique ; type de source : guide technique. Appuie : l' affirmation concernant la résistance des cannelures. Note sur la portée : s'applique à la géométrie du carton ondulé.
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Analyse technique de la rupture structurelle du carton cannelé et du carton de couverture lors d’un poinçonnage sans support. Rôle de la preuve : corroboration factuelle ; type de source : rapport scientifique sur les matériaux d’emballage. Facteurs avancés : la cause mécanique de l’éclatement de surface. Note relative à la portée : spécifique au carton kraft vierge .
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Explication du fonctionnement des canaux femelles de la matrice, qui offrent une surface de contre-pression pour prévenir la rupture des fibres lors du pliage. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Sujet : rôle du rainage de la matrice dans la prévention des fissures. Remarque sur la portée : applicable aux matériaux ondulés à grammage élevé .
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . Explication technique du fonctionnement des matrices polymères pour le pliage de cartes et la prévention des fissures de surface. Type de preuve : spécification technique ; source : manuel de fabrication. Application : utilisation de matrices polymères pour le pliage de cartes à grand volume. Remarque : applicable aux substrats ondulés à grammage élevé.
« Matrices de découpe en acier pour l'emballage : plastiques, mousses et… », https://www.keydies.com/steel-rule-dies/packaging.htm . Analyse technique de la manière dont l'ajustement dynamique de la pression lors de la découpe permet d'éviter la rupture des fibres dans les cannelures épaisses. Rôle de la preuve : vérification du processus ; type de source : manuel technique. Supports : méthode technique de traitement des cannelures épaisses. Note de portée : spécifique aux matrices de découpe en acier automatisées.
« Besoin d'emballages en carton ondulé plus rapidement ? Pourquoi les délais de livraison sont importants – Cullen », https://www.cullen.co.uk/need-corrugate-packaging-faster-why-lead-times-matter/. Données quantitatives validant la réduction du temps d'assemblage en magasin grâce à un rainage précis et à une gestion optimisée de l'étirement des fibres. Type de preuve : validation quantitative ; source : étude de cas sectorielle. Avantages : gains d'efficacité dans l'assemblage en magasin. Remarque : les gains de temps dépendent de la complexité de l'emballage .
« Conseils pratiques pour la conception d'encoches et de languettes pour l'assemblage de pièces en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA. Brève explication de la manière dont les normes d'ingénierie de l'emballage exigent l'ajout de tolérances à la largeur des encoches afin de tenir compte de l'épaisseur du carton plié. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : la nécessité de prendre en compte l'épaisseur pour assurer l'emboîtement des pièces. Note relative au champ d'application : spécifique aux matériaux ondulés .
« Carton ondulé et qualités de matériaux – Stratégies d’emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Vérification de l’épaisseur physique standard (calibre) du carton ondulé de cannelure B afin de garantir la précision technique. Preuve : spécification technique ; source : norme de fabrication industrielle. Supports : dimensions du matériau. Remarque : l’épaisseur peut légèrement varier selon le fabricant .
« Détermination analytique de la rigidité en flexion d'un panneau à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Explication technique de la dilatation géométrique et du déplacement de matière qui se produisent lors du pliage de carton épais. Rôle de la preuve : principe d'ingénierie ; type de source : manuel de conception d' emballages. Justification : nécessité du calcul des tolérances de pliage. Remarque sur la portée : spécifique aux supports épais.
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . Vérification des ajustements logiciels des dimensions de découpe en fonction de l'épaisseur du matériau mesurée. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Appui : utilisation d'une compensation algorithmique pour garantir l'ajustement. Remarque : les algorithmes spécifiques peuvent varier selon le logiciel de CAO.
« L’importance des tolérances serrées | Orion Industries, Ltd. », https://orioncoat.com/blog/tight-tolerance/. Données empiriques mesurant la réduction de la résistance au frottement entre des panneaux de carton emboîtables lorsque les tolérances sont optimisées. Rôle de la preuve : indicateur de performance ; type de source : étude en science des matériaux. Appuie : l’affirmation selon laquelle des tolérances précises minimisent la résistance à l’assemblage. Remarque : l’affirmation « élimine complètement » est forte et nécessite des données précises sur le coefficient de frottement .
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic . Documentation technique montrant comment l'épaisseur du matériau occupe de l'espace lors d'un pliage à 90 degrés et nécessite des jeux de décalage. Rôle de la preuve : spécification technique ; type de source : norme industrielle pour la conception d' emballages. Appuie : l'exigence de tolérance de pliage dans l'ingénierie des fentes. Note de portée : les tolérances dépendent de la taille des cannelures et de la qualité du carton.



