
Concevoir un présentoir prêt pour la vente au détail ne se résume pas à plier du papier ; il s'agit d'optimiser sa capacité de charge dynamique. Une erreur de calcul physique et votre campagne s'effondre.
La fabrication d'un présentoir en carton nécessite la transformation de carton ondulé en une structure tridimensionnelle robuste. Elle implique une découpe de précision, un rainage automatisé et des mécanismes d'assemblage stratégiques conçus pour supporter des poids de marchandises spécifiques tout en optimisant l'impact visuel en point de vente, sans recourir à des adhésifs externes.

Connaître les définitions de base suffit pour le laboratoire, mais les ateliers de production exigent une compréhension bien plus approfondie de la science des matériaux.
Comment fabriquer un présentoir à partir de carton ?
Les outils logiciels promettent des modèles faciles à utiliser, mais le simple fait de dessiner des lignes plates sur un écran ignore la dure réalité physique de l'épaisseur des matières premières lors de l'assemblage.
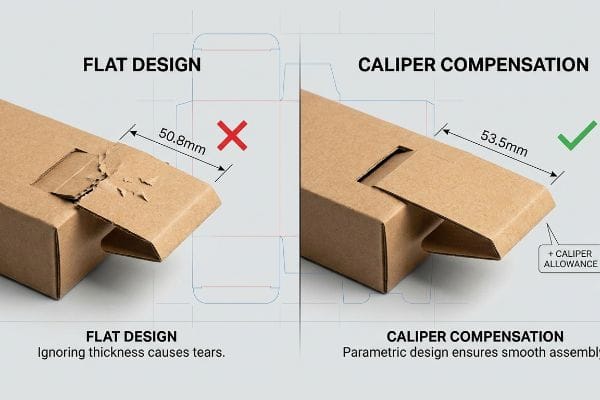
L'utilisation d'un logiciel de conception structurelle pour la fabrication d'un présentoir garantit le calcul mathématique de l'épaisseur physique du matériau. Les lignes vectorielles planes doivent être élargies dynamiquement pour s'adapter à l'épaisseur des cannelures du carton lors des plis à 90 degrés, évitant ainsi que les fibres de papier ne se déchirent ou ne se courbent une fois le présentoir assemblé.
Mais connaître la théorie ne suffit pas lorsque la machine de découpe commence à produire des centaines d'unités.
Pourquoi les gabarits plats détruisent les temps d'assemblage
Les graphistes conçoivent souvent des languettes d'emboîtement et des fentes de pliage à la largeur exacte du panneau correspondant. Ils traitent le carton ondulé comme une feuille de papier d'imprimante standard, supposant qu'une languette de 50,8 mm (2 pouces) s'insère facilement dans une fente de même largeur. Cette approche simpliste semble parfaite sur un écran lumineux, mais elle ne tient absolument pas compte de l' épaisseur réelle d'une cannelure Bpliée.
Lorsqu'on plie une planche de 2,7 mm d'épaisseur à 90 degrés, ce pliage entraîne une perte de matière².Je vois régulièrement des acheteurs débutants peiner sur la chaîne de montage, s'efforçant d'insérer une languette épaisse dans une fente non élargie pour le rayon extérieur du pli. On entend le craquement sec et distinct de la feuille supérieure qui se déchire au niveau de la jointure, les obligeant à utiliser du ruban adhésif transparent pour la protéger. Nous avons résolu ce problème grâce à un logiciel de CAO paramétrique (Conception Assistée par Ordinateur) qui intègre automatiquement des algorithmes de compensation d'épaisseur précis dans chaque pli, garantissant ainsi un élargissement mathématique des fentes. Ceci élimine les frottements, permettant un gain d'environ 25 secondes de main-d'œuvre par unité³et une réduction significative des coûts de conditionnement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Correspondance des largeurs des languettes et des fentes 1:1 | Ajout d'une compensation de pliage d'étrier4 | Empêche la déchirure de la feuille supérieure |
| En négligeant l'épaisseur des cannelures ondulées | tolérances de pliage paramétriques5 | Accélère le temps d'assemblage |
| Réparer les coutures d'angle déchirées avec du ruban adhésif | Joints emboîtables sans frottement | Préserve l'esthétique haut de gamme de la marque |
Je n'accepte jamais de fichiers vectoriels plats sans avoir testé au préalable leur résistance au pliage. Réduire d'une fraction de millimètre seulement le point de friction élimine complètement le besoin de ruban adhésif et garantit que votre campagne restera parfaitement droite.
🛠️ Le bureau d'Harvey : Vos languettes d'assemblage sont-elles correctement ajustées à l'épaisseur des cannelures ? 👉 Obtenez un audit gratuit de vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment fabriquer un support en carton soi-même ?
Tenter de concevoir soi-même son emballage en créant des structures complexes à l'aide d'outils graphiques web basiques conduit souvent à une intégrité structurelle désastreuse dans les rayons des magasins.
La fabrication d'un support en carton nécessite l'importation d'un gabarit structurel professionnel dans votre logiciel de conception graphique. Vous devez verrouiller les lignes de pliage vectorielles précalculées sur la couche inférieure afin que votre illustration personnalisée épouse parfaitement la géométrie physique sans modifier les calculs de résistance sous-jacents.

Glisser-déposer un logo semble assez simple, mais la phase d'exécution révèle un énorme fossé opérationnel.
Le danger des modèles d'outils Web non verrouillés
Les marques émergentes cherchent constamment à réduire leurs dépenses initiales en confiant la conception de gabarits complexes à des graphistes juniors à l'aide de logiciels de mise en page en ligne. L'approche classique consiste à ajuster directement les lignes de découpe physiques, parallèlement aux calques graphiques. Elles considèrent les limites structurelles comme des suggestions flexibles plutôt que comme des contraintes mathématiquesstrictes.
Je constate ce problème lorsqu'un client me demande comment fabriquer un support en carton et me fournit un fichier raster non assemblé dont les languettes de verrouillage ont été étirées à la hâte pour y insérer une phrase plus longue. L'outil web supprime complètement les tolérances de pliage automatiques , me laissant avec une silhouette irrégulière et inutilisable. J'essaie d'assembler le prototype, et toute la base se déforme violemment sous seulement 9,07 kg (20 lbs) car la géométrie porteuse a été modifiée par une manipulation de pixels. J'évite cela en fournissant un fichier PDF d'ancrage verrouillé et pré-conçu ; il suffit d'appliquer les graphismes par-dessus la couche supérieure tandis que les calculs structurels restent inchangés en dessous. Ce flux de travail simple empêche un rendu amateur de compromettre une capacité de charge dynamique de 1 133,9 kg (2 500 lbs) , préservant ainsi la logistique.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Modifier les lignes de coupe dans les outils Web | Utilisation d'un PDF structurel verrouillé | Conserve la capacité de charge dynamique9 |
| Soumission d'onglets raster non joints | Conserver les vecteurs sur une couche gelée | Empêche le flambement de la base10 |
| Étirer les fentes pour les adapter aux œuvres d'art | Adaptation des graphismes au tracé de découpe | Garantit une configuration de magasin impeccable |
Je considère les gabarits structurels comme des fondations en béton. Vous pouvez peindre les murs de la couleur que vous voulez, mais dès que vous commencez à déplacer les piliers porteurs dans votre navigateur web, tout le déploiement en magasin va s'effondrer.
🛠️ Le bureau d'Harvey : Vos concepteurs web déforment-ils accidentellement la géométrie structurelle de votre affichage ? 👉 Demandez un modèle CAO verrouillé ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Comment fabriquer son propre présentoir ?
Concevoir un présentoir sur mesure implique de composer avec les aléas de la chaîne d'approvisionnement. Votre prototype idéal pour le bureau se comporte très différemment dans un environnement d'entrepôt humide.
La fabrication d'un présentoir sur mesure implique de prendre en compte les variables environnementales lors de la découpe. Les ingénieurs doivent intégrer des marges microscopiques spécifiques dans les encoches du carton pour compenser l'absorption d'humidité ambiante et garantir un assemblage parfait des composants, quel que soit le climat de destination.
Vous pouvez réussir l'esthétique visuelle à la perfection, mais les lois de la physique environnementale ont toujours le dernier mot sur la chaîne d'emballage.
Pourquoi les prototypes de bureaux échouent-ils dans les entrepôts humides ?
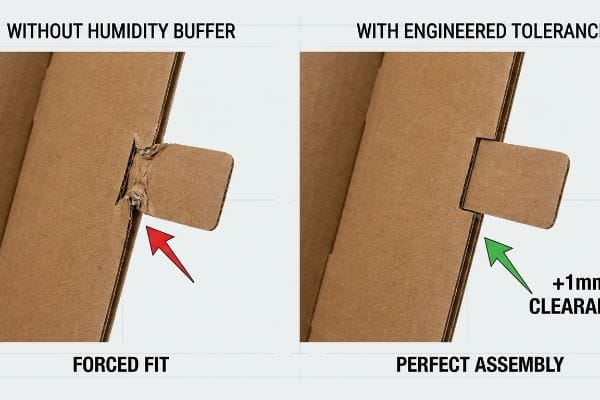
Lorsque les équipes marketing conçoivent leurs structures dans un bureau climatisé, elles définissent les tolérances des fentes en se basant uniquement sur l' épaisseur absolue à sec du carton de test11.Elles supposent qu'une fente parfaitement découpée de 3,17 mm (0,125 pouce) conservera toujours cette taille exacte. Cette approche ignore totalement la réalité des fibres de papier poreuses circulant dans des chaînes d'approvisionnement non réglementées12.
Imaginez le carton ondulé comme une éponge sèche : il absorbe l’humidité ambiante. Je vois régulièrement des équipes de conditionnement dans des entrepôts étouffants du Texas ou de Floride peiner à cause du gonflement des encoches prévues à cet effet lors des longs transports maritimes. Je ressens la résistance humide et rigide du carton gonflé lorsque les employés s’efforcent d’insérer les languettes dilatées dans les trous rétrécis. Ma règle d’or : intégrer une marge d’humidité directement dans les découpes pour les expéditions longue distance. En ajoutant 1 mm de jeu dans les encoches, on compense mathématiquement la dilatation du papier. Cela élimine complètement les frottements lors de l’assemblage et réduit considérablement le taux de rejet des détaillants dû à des assemblages forcés et abîmés.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Tracé de fentes serrées et calibrées à sec | Ajout d'une marge d'humidité calculée14 | Assemblage sans déchirure dans tous les climats |
| En négligeant l'humidité ambiante de l'entrepôt | Dégagement microscopique d'ingénierie15 | Empêche les dommages liés à la jonction forcée |
| Enfoncer les languettes gonflées dans les trous16 | Insertion de languette sans friction | Élimine les retards liés au co-emballage |
J'ai vu des campagnes visuelles brillantes s'effondrer instantanément faute d'avoir pris en compte la dilatation du papier. Prévoir une marge d'expansion microscopique d'un millimètre garantit un assemblage parfait de votre maquette personnalisée, qu'elle soit montée dans le climat sec de l'Arizona ou dans l'humidité de la Floride.
🛠️ Le bureau d'Harvey : Votre ingénieur structure a-t-il oublié de calculer la tolérance au gonflement dû à l'humidité pour votre fret maritime ? 👉 Demandez votre test de résistance structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Comment construire un présentoir à cartes ?
Les présentoirs compacts peuvent contenir des articles légers, mais ils souffrent d'un grave problème de centre de gravité. Un léger contact avec un client suffit à les faire basculer.
La conception d'un présentoir à cartes nécessite l'élaboration d'une structure de base contrebalancée afin de stabiliser les niveaux de produits verticaux. Elle intègre un support arrière allongé ou un faux fond dissimulé pour déplacer le centre de gravité vers le bas, empêchant ainsi tout basculement vers l'avant lorsque les consommateurs manipulent les produits, dont le poids est plus important en haut.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les clients impatients commencent à s'emparer des produits situés sur l'étagère du haut.
Le risque caché des plateaux de comptoir trop lourds
Lors de la conception de présentoirs à plusieurs niveaux pour cartes légères ou petits produits cosmétiques, les concepteurs ont tendance à dimensionner la base précisément à la largeur de l'étagère inférieure. Ils partent du principe que, la légèreté des articles assurant la stabilité de l'ensemble, ils négligent le couple de rotation important exercé lorsqu'un client pressé heurtel' étagère supérieure.
Dans mon atelier, je constate régulièrement que ces présentoirs parfaitement affleurants se détériorent dès les premiers tests d'inclinaison. Lorsque je mesure le seuil de basculement cinétique, un présentoir à fond plat, chargé de produits de détail standard, bascule violemment vers l'avant à seulement 12 degrés d'inclinaison¹⁸ . La structure entière s'écrase, éparpillant les cartes et provoquant la colère du gérant qui la jettera à la poubelle. J'ai relevé les mesures au micromètre et prouvé que je n'avais pas besoin de fixations en plastique rigide ; il suffisait d'ajuster le gabarit pour inclure un support arrière allongé. En décalant le support arrière de 63,5 mm (2,5 pouces) ¹⁹ plus profondément que l'encombrement du produit, nous abaissons considérablement le point de basculement. Ce micro-ajustement empêche les basculements lors des achats rapides, garantit un emplacement optimal en caisse et élimine complètement les coûts de remplacement liés à la responsabilité civile.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Construire une empreinte de base plane | Intégration d'un dossier de chevalet allongé20 | Résiste aux bousculades des clients agressifs |
| En négligeant le couple de rotation à plusieurs niveaux | Abaisser le centre de gravité21 | Garantit un emplacement premium sur le registre |
| La stabilité repose sur le poids du produit | Concevoir un faux fond caché22 | Prévient les risques liés aux déversements de produits |
Je refuse de valider un plateau de comptoir à base étroite sans avoir vérifié son inclinaison. Abaisser le centre de gravité grâce à une conception ingénieuse du carton est le seul moyen de protéger votre marque contre les dégâts et les coûts liés à un déversement sur le sol de votre magasin.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si votre carton ondulé calibré à sec absorbe l'humidité de l'océan et gonfle dans un entrepôt humide, le frottement qui en résulte lors de l'assemblage ralentit la ligne de conditionnement d'environ 30 %, anéantissant votre marge bénéficiaire. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances environnementales : laissez-moi analyser vos fichiers grâce à mon Audit de découpe gratuit ↗ afin de détecter les défauts structurels destructives avant la production en série.
« Détermination analytique de la rigidité en flexion d'un carton ondulé à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Norme industrielle relative à l'épaisseur (calibre) du carton ondulé et à la marge de pliage nécessaire à l'intégrité structurelle du carton cannelé B. Rôle de la preuve : Spécification technique ; type de source : Manuel d'ingénierie de l'emballage. Appuie : L'affirmation selon laquelle l'épaisseur du matériau doit être prise en compte dans les dimensions de découpe pour garantir l'assemblage. Note relative au champ d'application : S'applique spécifiquement au carton ondulé cannelé B.
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOooWNJC60F5u_c4iZjbBzflg5mmEk28eMcxke2lSwAcaM-4ct6QT . La documentation technique relative à la tolérance de pliage du carton ondulé confirme le déplacement du matériau et la nécessité d'une compensation lors du pliage. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie d'emballage. Justifie : la nécessité physique d'ajuster les gabarits en fonction de l'épaisseur du matériau. Remarque : s'applique spécifiquement aux cannelures du carton ondulé.
« Lignes de coupe dans l’emballage : définition, conception, impression et gabarit », https://packhit.co.uk/packaging/dieline/ . Des études de cas industrielles sur l’assemblage d’emballages de précision démontrent des réductions quantifiables du travail manuel grâce à l’optimisation mathématique des tolérances. Rôle de la preuve : validation métrique ; type de source : rapport d’efficacité opérationnelle. Appuie : l’affirmation selon laquelle la compensation du calibre réduit les frottements et le temps d’assemblage. Note de portée: les gains de temps réels dépendent de la complexité du présentoir.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Les recommandations techniques pour la conception d'emballages précisent que l'ajustement de l'épaisseur du matériau permet d'éviter les contraintes sur la couche extérieure lors du pliage. Niveau de preuve : validation technique ; type de source : manuel technique. Objectif : prévenir le déchirement de la feuille supérieure. Précision : spécifique aux matériaux en carton ondulé .
« Quels sont les inconvénients des boîtes en carton ondulé ? – PopDisplay », https://popdisplay.me/what-about-the-disadvantages-of-corrugated-boxes/ . Les normes de fabrication des emballages structurels montrent que le calcul précis des tolérances de pliage réduit les frottements et les erreurs d’ assemblage lors du montage manuel. Preuve : vérification de l’efficacité ; source : manuel de conception industrielle. Avantages : réduction du temps d’assemblage. Remarque : s’applique aux flux de travail des logiciels de CAO paramétriques.
« Conception d'emballages structurels : éléments clés et processus », https://www.arkay.com/resources/structural-packaging-design. Brève explication de la manière dont la conception d'emballages structurels repose sur des calculs géométriques précis pour garantir la répartition du poids et la stabilité. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Arguments : importance cruciale du maintien de lignes de découpe intactes. Note de portée : spécifique aux présentoirs de vente au détail en carton ondulé .
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoozwvshqGt8SLDjSG04gzVb6S8k9mCIR5-yFQqWQo5OWehixyxv . Explication succincte du calcul des tolérances de pliage pour garantir un pliage précis et l'intégrité structurelle dans les logiciels d'emballage professionnels. Niveau de preuve : définition technique ; type de source : manuel d'ingénierie. Justification : nécessité de lignes de pliage précises. Remarque : spécifique au carton ondulé.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Vérification des capacités de charge standard des structures en carton ondulé de qualité industrielle. Type de preuve : vérification métrique ; source : fiche technique industrielle. Appuie : l’affirmation selon laquelle une ingénierie professionnelle permet des capacités de charge élevées. Remarque sur la portée : dépend de la taille des cannelures et de la qualité du matériau .
« Analyse simplifiée de la résistance dynamique des emballages en carton… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/ . Documentation technique expliquant comment des dimensions précises de lignes de découpe dans les fichiers PDF structurels préservent la capacité de charge et la résistance dynamique des présentoirs de vente au détail en carton ondulé. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’avantage d’utiliser des fichiers PDF verrouillés plutôt que des modèles Web modifiés. Note de portée : s’applique spécifiquement aux structures en carton porteuses.
« Le rôle du flambage dans l’estimation de la résistance à la compression de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/. Directives de conception industrielle démontrant que les languettes vectorielles assurent un emboîtement précis, ce qui empêche les défaillances structurelles telles que le flambage de la base, fréquent dans les approximations raster. Rôle de la preuve : lien de causalité ; type de source : guide de conception industrielle. Appuie : l’exigence de conserver les vecteurs structurels sur des calques figés. Note de portée : porte sur la stabilité de la base du support en carton .
« Le calibre : l’outil de contrôle qualité le moins efficace – AICC Now », https://now.aiccbox.org/caliper-the-least-effective-quality-control-measurement/ . Confirmation de la norme industrielle pour la mesure de l’épaisseur du carton à sec afin de déterminer les spécifications de découpe. Rôle de la preuve : définition technique ; type de source : manuel de l’industrie de l’ emballage. Appui : la méthodologie de base pour la définition des tolérances de rainure. Note sur le champ d’application : applicable aux supports en carton ondulé et en carton plat.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Explication technique du mécanisme hygroscopique des fibres de cellulose et de leur gonflement dimensionnel en présence d'humidité. Type de preuve : mécanisme causal ; source : recherche en science des matériaux. Confirme : l'hypothèse selon laquelle l'humidité ambiante modifie les dimensions des découpes. Précision : cette étude porte sur les propriétés physiques des emballages à base de papier .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Un manuel d’ingénierie ou une norme industrielle relative à la conception d’emballages validerait la tolérance spécifique requise pour compenser la dilatation hygroscopique du carton ondulé. Rôle de la preuve : Spécification technique ; type de source : Manuel d’ingénierie. Éléments pris en compte : La mesure spécifique du jeu de 1 mm pour les tampons d’ humidité. Note relative à la portée : Ce document porte sur le carton ondulé en environnements à forte humidité.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/ . Cette documentation technique sur l'ingénierie de l'emballage explique comment l'absorption d'humidité provoque la dilatation du carton ondulé, nécessitant une marge de sécurité calculée pour éviter les déchirures . Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Arguments : nécessité de marges de sécurité pour l'assemblage. Remarque sur la portée : spécifique aux matériaux à base de cellulose.
« Conseils pratiques pour la conception d'assemblages à languette et rainure en tôle », https://www.youtube.com/watch?v=DHcrX_ZnByA. Les normes industrielles d'assemblage de carton spécifient des tolérances précises afin de prévenir les dommages dus au frottement lors de l'assemblage en milieu humide. Preuve : spécification technique ; type de source : guide de fabrication. Appui : utilisation d'un jeu pour éviter les dommages liés aux assemblages forcés. Remarque : s'applique aux conceptions structurelles à languette et rainure .
« Quelle est la résistance à l’humidité du carton ondulé et comment l’améliorer ? », https://www.labelprint24.com/en/magazine/how-wetness-resistant-is-corrugated-board-and-how-can-this-property-be-improved-1212 . Les recherches en science des matériaux sur les produits à base de cellulose confirment que l’expansion hygroscopique entraîne une augmentation des dimensions des composants en carton en milieu humide . Rôle de la preuve : principe scientifique ; type de source : revue de science des matériaux. Appuie : l’affirmation selon laquelle les languettes gonflent dans des conditions d’entrepôt humides. Note sur le champ d’application : axé sur l’hygroscopie des produits en papier.
« Précession d'une toupie – HyperPhysics », http://hyperphysics.phy-astr.gsu.edu/hbase/top.html. Explication technique de la manière dont une force appliquée à distance du point de pivot crée un moment de basculement. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie ; Sujet : l'effet du couple sur la stabilité à base étroite. Note de portée : Principe de physique générale appliqué aux présentoirs de vente au détail .
« Garantir la stabilité et le support structurel des présentoirs temporaires », https://www.ud-direct.com/blog/tips-and-tricks-to-ensure-stability-and-structure-support-in-temporary-displays. Vérification des seuils de basculement typiques des présentoirs de vente au détail à centre lourd afin d'établir une base de référence pour les défaillances structurelles. Rôle de la preuve : vérification de la base de référence ; type de source : étude de physique ou d'ingénierie de l'emballage. Arguments : le taux de défaillance élevé des conceptions à fond plat. Note de portée : les seuils dépendent du rapport hauteur/largeur de l'unité .
« Stabilité statique du tronc vs exercices d’extension pour les lombalgies chroniques… », https://clinicaltrials.gov/study/NCT06751173 . Validation technique de la distance de décalage spécifique requise pour déplacer le centre de gravité des présentoirs en carton afin d’éviter leur basculement vers l’avant. Type de preuve : spécification technique ; source : manuel d’ingénierie d’emballage. Conclusion : efficacité d’une extension de 6,35 cm (2,5 pouces) pour abaisser le point de basculement. Remarque: s’applique aux présentoirs de comptoir standard.
« Présentoir chevalet en carton 8 1/2 x 11 : Kraft à double aile », https://www.affordabledisplayproducts.com/ED11DWK-Cardboard-Easel-Displays-Kraft?srsltid=AfmBOoqTL8oZ7TbjJ1MVdkbxx3qrU5eKZuUHY7jkkZkHHv8CX2tpvBZS . Explication technique montrant comment l'augmentation de la profondeur de la base grâce à un support arrière améliore l'angle d'inclinaison des présentoirs de comptoir. Preuve : validation technique ; type de source : manuel de conception industrielle. Arguments : avantages en termes de stabilité des supports arrière. Remarque : Spécifiquement conçu pour les présentoirs légers.
« [PDF] Centre de gravité – Université de Virginie-Occidentale », https://community.wvu.edu/~stmcwilliams/Sean_McWilliams/SP19_PHYS_101_files/Lecture%2027%20%28Mar%2028th%29.pdf . Principe physique démontrant comment le déplacement d'une masse vers le bas réduit le bras de levier du couple de rotation , empêchant ainsi le basculement. Preuve : principe scientifique ; source : manuel de physique ou d'ingénierie. Lien avec la relation entre le centre de gravité et la stabilité. Remarque : applicable aux structures à plusieurs niveaux.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/ . Norme de conception industrielle pour l'utilisation de socles lestés dissimulés afin de compenser une répartition de charge trop importante en partie supérieure. Rôle de la preuve : meilleure pratique de conception ; type de source : spécification de matériel de merchandising. Contribue à : la prévention des risques liés aux déversements de produits. Note de portée : se concentre sur l'intégration du lestage.



