
Voir ses marges bénéficiaires fondre comme neige au soleil dans des cartons est frustrant. Il vous faut une stratégie d'emballage qui protège vos produits sans grever votre budget. Voici le plan d'action.
La fabrication de boîtes personnalisées économiques pour la vente au détail exige une réduction des matériaux et une simplification de la structure. En utilisant des profils de cannelure plus fins et en éliminant les clips en plastique superflus, les marques peuvent réduire considérablement leurs coûts de production. Cette approche optimisée minimise le poids volumétrique à l'expédition tout en préservant rigoureusement les capacités de charge dynamique critiques requises pour les grands espaces de vente au détail.

Comblons le fossé entre les théories de conception coûteuses et les réalités de la production industrielle rentable.
Comment fabriquer des emballages bon marché ?
Économiser quelques centimes sur les matières premières coûte souvent des sommes considérables sur la chaîne de production. Le secret d'un emballage abordable ne réside pas dans un papier moins cher, mais dans une conception structurelle plus intelligente.
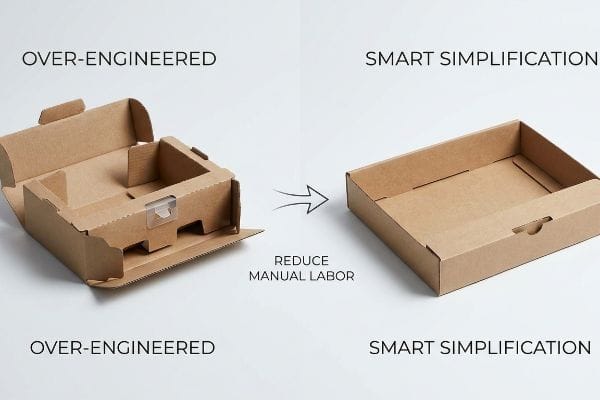
La réussite d'un emballage économique repose sur la réduction du travail manuel grâce à une simplification intelligente. L'élimination des séquences de pliage complexes et des assemblages surdimensionnés diminue le coût unitaire global. Cette géométrie structurelle optimisée accélère les délais de conditionnement en usine, réduisant considérablement les frais généraux sans compromettre la solidité de l'emballage, indispensable pour un transport rigoureux en magasin.
Connaître la définition est facile, mais l'appliquer sur le terrain change tout.
Le piège coûteux des emballages bon marché surdimensionnés
De nombreux acheteurs croient à tort qu'ajouter des plis supplémentaires, des clips en plastique ou des inserts à double paroi améliorera les performances des matériaux bon marché. Ils compensent ainsi la faible qualité des cartons en concevant des structures d'origami complexes. Cette approche, typique des débutants, est esthétiquement réussie en rendu 3D, mais elle ignore totalement le coût caché de l'assemblagemanuel¹.
Je constate constamment cette erreur lorsque les équipes marketing m'envoient leurs concepts initiaux. Vous essayez de forcer une languette de verrouillage complexe et bon marché, et vous entendez le bruit frustrant du carton qui se déchire. Je comprends que vous cherchez simplement à sécuriser le produit, mais chaque pli supplémentaire ajoute de précieuses secondes à la chaîne de conditionnement. En supprimant ces éléments surdimensionnés et en utilisant un système de simplification intelligente, je réduis le travail manuel. Au lieu de lutter contre les frottements, nous concevons une fente unique et nette qui s'emboîte parfaitement. Ce petit ajustement accélère l'assemblage de 30 %², vous permettant d'économiser des milliers d'euros en frais de conditionnement inutiles.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de clips en plastique supplémentaires | Plis de simplification intelligents | Gain de 20 secondes de temps d'assemblage3 |
| Inserts d'origami complexes | Plateaux modulaires monoblocs | Prévient les coupures de papier |
| Surcompensation par des murs épais | Géométrie structurelle d'ingénierie | Réduit le poids volumétrique d'expédition4 |
Je ne fais jamais de compromis sur l'intégrité structurelle pour réduire les coûts. En éliminant les points de friction inutiles dans vos découpes, je préserve vos marges et optimise le travail de votre équipe d'assemblage sans nuire à l'attractivité en rayon.
🛠️ Le bureau d'Harvey : Vos pliages complexes augmentent-ils insidieusement vos coûts de main-d'œuvre en co-emballage ? 👉 Demandez un audit de vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment fabriquer sa propre boîte d'emballage ?
Concevoir soi-même la structure d'une boîte est gratifiant jusqu'à ce qu'on réalise que son logiciel de dessin numérique ne comprend pas les propriétés physiques du carton ondulé.
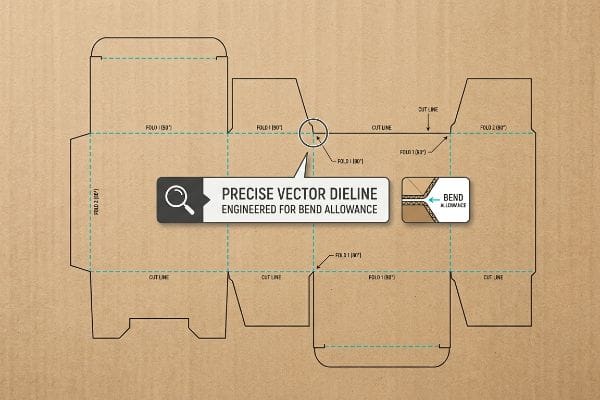
La fabrication de vos propres boîtes d'emballage exige des gabarits vectoriels précis, générés par un logiciel de conception structurelle professionnel. Les outils de conception en ligne produisent souvent des images matricielles qui ne tiennent pas compte des tolérances de pliage nécessaires pour les matériaux épais. L'utilisation d'un gabarit technique garantit que votre visuel s'adapte correctement aux plis physiques lors de la fabrication.
Concevoir un beau dessin n'est que la première étape avant que les lois de la physique ne prennent le relais.
Pourquoi les outils web abîment vos emballages
On me demande souvent si une équipe peut simplement dessiner le schéma de ses boîtes avec des outils graphiques basiques en ligne. Ils dessinent des carrés et des rectangles plats, en supposant que l'imprimante découpera simplement le long des lignes numériques. Or, cette méthode ne tient absolument pas compte de la marge de pliage nécessaire lorsqu'une feuille de carton épaisse se plieà 90 degrés.
Même les designers les plus expérimentés négligent souvent cet aspect crucial lorsqu'ils créent des structures de A à Z. Je me souviens d'un vendeur qui a passé un quart d'heure à essayer d'emboîter une languette complexe, car le fichier original avait été créé avec un outil raster sans tolérances adéquates. Ils ont fini par utiliser un ruban adhésif transparent disgracieux qui a nui à l'image de marque haut de gamme. Pour remédier à cela, je fournis un PDF pré-conçu généré par un logiciel de CAO (Conception Assistée par Ordinateur). Il vous suffit de verrouiller ce gabarit structurel sur votre calque inférieur et d'appliquer vos graphismes par-dessus en toute sécurité. Vous bénéficiez ainsi d'une liberté créative totale, tandis que je m'assure que les calculs sous-jacents garantissent un enclenchement net et précis des languettes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Structures de dessin dans les outils web | Utilisation de modèles CAO verrouillés6 | Élimine les graphismes mal alignés |
| Estimation des tolérances de pliage | Calculs paramétriques de repli7 | Garantit un verrouillage facile des onglets |
| Exportation des lignes de découpe rasterisées | traits vectoriels de couleur d'accompagnement8 | Évite les réparations disgracieuses du ruban adhésif transparent |
Je protège votre image de marque en optimisant la structure mathématique avant même que vous ne touchiez à un pixel. Un support technique de pointe garantit que votre vision créative se traduise parfaitement en un emballage fonctionnel destiné à la vente.
🛠️ Le bureau d'Harvey : Vous craignez que votre gabarit de découpe maison ne se déforme lors du pliage en usine ? 👉 Obtenez un gabarit pré-conçu ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Pourquoi les emballages personnalisés sont-ils si chers ?
Le prix élevé des boîtes sur mesure s'explique généralement par le coût supplémentaire des matériaux cachés. Vous payez probablement un prix exorbitant pour des couches structurelles invisibles que vos clients ne verront jamais.
Le coût élevé des emballages personnalisés s'explique souvent par le fait que les marques privilégient des supports vierges haut de gamme pour les composants structurels invisibles. Opter systématiquement pour des panneaux en sulfate blanchi de qualité supérieure fait exploser les coûts. Remplacer ces matériaux onéreux par des panneaux duplex standard pour les couches non visibles permet de réduire considérablement les dépenses globales sans compromettre l'esthétique.

Comprendre ces facteurs de coûts vous permet d'éliminer le gaspillage sans compromettre la qualité.
Le piège des matériaux haut de gamme dans l'emballage personnalisé
Les équipes d'approvisionnement insistent souvent sur l'utilisation de carton SBS (Solid Bleached Sulfate) de qualité supérieure pour l'ensemble de la structure de l'emballage, persuadées que cela garantit une qualité optimale. Elles supposent que si l'extérieur est d'aspect haut de gamme, les parois internes cachées doivent répondre exactement aux mêmes spécifications chimiques. Cette approche ignore la réalité du contrecollage duplex moderne , où seules les surfaces en contact avec le consommateur nécessitent des finitions haut de gamme.
C'est un piège courant qui atteint même les équipes d'approvisionnement les plus expérimentées. On paie le prix fort pour un panneau blanc éclatant et ultra-résistant, pour finalement le dissimuler sous une feuille de finition imprimée ou à l'intérieur d'une paroi de support invisible. Lorsque je passe mon pouce sur le bord brut de ces boîtiers surdimensionnés, la douceur et le coût des fibres me confirment que le client sacrifie sa marge. C'est comme installer un intérieur en cuir de luxe dans un compartiment moteur fermé à clé. Pour ces panneaux de structure, j'utilise plutôt du CCNB (Clay Coated News Back) de grade11. Il offre la même rigidité et accepte parfaitement la colle standard, tout en réduisant considérablement le coût des matériaux et en préservant le retour sur investissement global, sans que le client ne s'en aperçoive.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Spécification d'un panneau 100 % SBS | Utilisation des notes CCNB standard12 | Réduit le coût unitaire des matériaux |
| Murs intérieurs cachés brillants | Finitions mates sur les zones non visibles13 | Réduit le risque de glissement lors de l'empilage |
| Surpayer les fibres vierges | Testliner recyclé mélangé14 | Maintient la stabilité rigide des étagères |
J'analyse chaque nomenclature pour déceler ces pièges à coûts invisibles. En éliminant les fibres haut de gamme des zones de support cachées, je m'assure que votre budget marketing soit entièrement consacré aux surfaces que le client touche réellement.
🛠️ Harvey's Desk : Payez-vous sans le savoir un prix exorbitant pour les couches de carton invisibles à l'intérieur de votre boîte actuelle ? 👉 Demandez votre audit des matériaux ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Comment réaliser l'emballage de votre produit ?
Concevoir un emballage adapté à votre produit ne se limite pas à respecter les dimensions. Il est indispensable de comprendre comment les contraintes physiques environnementales altèrent vos matériaux pendant le transport.
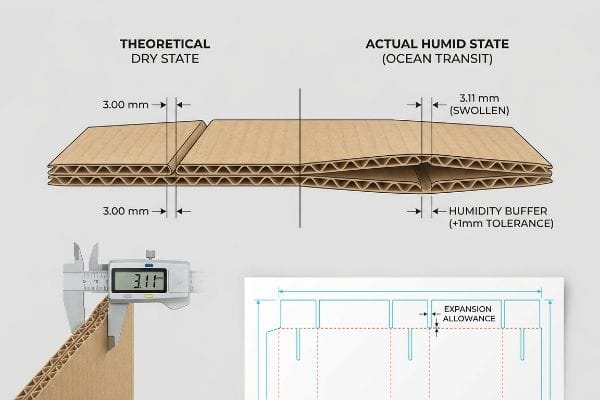
La fabrication d'emballages pour vos produits exige le calcul précis des tolérances dimensionnelles afin de compenser le gonflement du matériau dû aux conditions environnementales. Le carton ondulé absorbe naturellement l'humidité ambiante pendant le transport maritime, ce qui augmente son épaisseur. L'intégration d'un tampon d'humidité spécifique dans les rainures de découpe garantit un assemblage sans frottement une fois les unités arrivées à destination.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que le taux d'humidité grimpe en flèche.
Pourquoi les emballages standard échouent-ils en usine ?
Dans des bureaux climatisés, les graphistes définissent souvent les tolérances des encoches d'emballage en fonction de l'épaisseur absolue à sec du carton, partant du principe qu'une feuille de carton cannelure B conservera indéfiniment une épaisseur de 3 mm (0,12 pouce). Ils conçoivent ainsi des languettes parfaitement ajustées, compatibles avec un écran d'ordinateur. Cette hypothèse rigide ignore totalement la porosité et la porosité des fibres de papier brut lorsqu'elles sont exposées au monde réel.
Concevoir une boîte d'exposition parfaitement adaptée à un laboratoire climatisé est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 50 000 par voie maritime. Dans mon atelier, je vois régulièrement des clients fournir des gabarits de découpe impeccables qui se transforment en véritables cauchemars une fois que le support poreux absorbe l'humidité ambiante de l'entrepôt et gonfle. Lorsque je mesure l'épaisseur du support avec un micromètre numérique, celle-ci, initialement de 3,00 mm, atteint souvent 3,11 mm (0,122 pouce). L'équipe d'assemblage du sous-traitant doit alors écraser les cannelures gonflées et déchirer la coûteuse feuille imprimée supérieure pour forcer les languettes dans les fentes trop petites. Pour remédier à ce problème, j'ai intégré un algorithme de marge d'humidité strict dans notre logiciel de CAO, élargissant mathématiquement les fentes de réception de 1 mm (0,04 pouce) supplémentaires, spécifiquement pour les longs transports maritimes. En imposant ce micro-ajustement, je garantis que le temps d'assemblage diminue de 25 secondes par unité, réduisant considérablement les coûts de main-d'œuvre et éliminant complètement les bords déchirés et désordonnés qui entraînent les rejets des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Concevoir pour une planche parfaitement sèche | Conception d'une zone tampon d'humidité de 1 mm16 | Élimine les déchirures des feuilles supérieures |
| En négligeant l'humidité liée au transit océanique | Fentes de calibrage pour cannelures gonflées17 | Empêche l'écrasement forcé des onglets |
| Utilisation de tolérances CAO exactes | Calcul paramétrique de la tolérance de flexion | Gain de 25 secondes sur le temps de conditionnement18 |
Je me base sur des données micrométriques précises, et non sur des dessins numériques théoriques. L'intégration de tolérances de dilatation spécifiques dans vos tracés de découpe garantit un assemblage parfait de vos emballages, quelles que soient les conditions de la chaîne d'approvisionnement.
🛠️ Le bureau d'Harvey : Connaissez-vous la tolérance exacte à la dilatation d'humidité de votre carton d'emballage actuel avant assemblage ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai les calculs avant que vous n'engagiez des dépenses inutiles en production de masse.
Conclusion
Vous pouvez choisir un fournisseur de gabarits moins cher, mais si le carton de contrôle à sec gonfle dans un entrepôt humide et que les languettes de verrouillage se déchirent, vous risquez un refus immédiat du détaillant et une baisse estimée à 25 % de l'efficacité du conditionnement. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro rejet d'impression. Cessez de jouer avec des tolérances théoriques et laissez-moi auditer personnellement vos mises en page grâce à mon Audit Pré-Filtrage Gratuit ↗ afin de détecter les défauts structurels critiques avant le lancement de la production en série.
« Comment réduire les coûts opérationnels grâce à l’emballage – Smurfit Westrock », https://www.smurfitwestrock.com/blog/how-to-reduce-operational-costs-with-packaging . [Des rapports industriels sur l’efficacité opérationnelle de la fabrication démontrent qu’une complexité accrue des séquences de pliage est directement corrélée à des coûts de main-d’œuvre plus élevés par unité ] . Rôle de la preuve : Validation technique ; type de source : Étude d’ingénierie industrielle. Arguments : Le lien entre conception complexe et augmentation des frais généraux. Note sur la portée : Applicable principalement aux environnements de conditionnement manuel.
« Le co-packing n’est plus une option : comment les marques se tournent vers… », https://nautical-direct.com/co-packing-is-no-longer-optional-how-brands-are-turning-packaging-into-a-revenue-driver/. [Une étude d’efficacité opérationnelle ou un rapport d’ingénierie d’emballage fournirait des données quantitatives sur la réduction du temps obtenue grâce à la simplification des mécanismes de verrouillage.] Rôle de la preuve : validation quantitative ; type de source : livre blanc sectoriel ou étude opérationnelle. Appuie : gains d’efficacité grâce à la simplification structurelle. Note de portée : les pourcentages peuvent varier en fonction de la complexité initiale de l’emballage .
« Étude de l’impact de la simplification des emballages sur l’ensemble des activités d’une entreprise… », https://d.lib.msu.edu/etd/46216?q=Life . [Des études de cas ou des analyses comparatives en génie industriel démontrent la réduction moyenne du temps obtenue en remplaçant les fermetures manuelles par des mécanismes de pliage intégrés]. Type de preuve : indicateur quantitatif ; type de source : étude de cas industrielle. Arguments : réduction des coûts de main - d’œuvre grâce à la simplification de la conception. Remarque : les gains de temps réels varient en fonction de la complexité de l’emballage.
« Stratégies d’allègement des emballages en fibres moulées », https://www.packagingworldinsights.com/trends/lightweighting-strategies-in-moulded-fibre-packaging/ . [Les normes de logistique et d’ingénierie des structures expliquent comment l’optimisation de la géométrie permet de réduire le volume cubique total et la masse du matériau sans compromettre la capacité de charge]. Rôle de la preuve : principe technique ; type de source : manuel d’ingénierie de l’emballage. Apports : optimisation des coûts d’expédition par l’ingénierie des structures. Remarque: les résultats dépendent du matériau spécifique et des calculs de poids volumétrique du transporteur.
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic. [Les manuels d'ingénierie pour l'emballage spécifient la tolérance de pliage requise pour tenir compte de l'épaisseur du matériau lors du pliage afin de garantir la précision structurelle.] Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle la géométrie de base est insuffisante pour l'emballage professionnel. Note de portée : Le calcul varie selon l'épaisseur du matériau et le profil des cannelures .
« Comment les logiciels peuvent-ils faciliter la conception d'emballages structurels ? – AG/CAD », https://www.agcad.co.uk/en/faq/articles/packaging-design . [Des sources faisant autorité en ingénierie de l'emballage expliquent comment les modèles CAO standardisés préviennent les erreurs d'alignement grâce à des contraintes géométriques précises]. Rôle de la preuve : validation technique ; type de source : manuel industriel. Contribue à : la précision de la CAO par rapport aux outils web. Note sur le champ d'application : s'applique au carton ondulé industriel.
« Calcul de la tolérance et de la déduction de pliage (+ Formules) », https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOoq6fGti6PaL2RElnQhuo8F12CeRMSYET9O_2dQH7xEa3jEDvqo2. [La documentation technique sur la fabrication de tôles et de carton ondulé explique comment les calculs paramétriques prennent en compte l'épaisseur du matériau pour garantir des pliages précis]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Supports : efficacité du verrouillage des onglets. Note de portée : spécifique aux variables d'épaisseur du matériau .
« Conception d'emballages : Graphismes vectoriels pour l'excellence des produits », https://vectosolve.com/blog/vector-graphics-packaging-design . [Les normes d'impression et de découpe spécifient l'utilisation de couleurs vectorielles pour garantir que les machines de découpe reconnaissent des tracés précis sans erreurs d'interprétation raster]. Rôle de la preuve : norme industrielle ; type de source : guide de production d'impression. Contribue à : la précision des lignes de découpe. Note sur la portée : axé sur les logiciels de commande numérique/découpe.
« Carton SBS blanchi – Wikipédia », https://en.wikipedia.org/wiki/Solid_bleached_board. [Les fiches techniques définissent le SBS comme un carton de fibres vierges de haute qualité et d'une blancheur exceptionnelle, généralement utilisé pour les cosmétiques et les produits pharmaceutiques haut de gamme. Rôle de la preuve : définition du matériau ; type de source : fiche technique. Appuie : l'affirmation selon laquelle le SBS est un substrat de haute qualité et coûteux. Note de portée : se réfère spécifiquement au carton de fibres vierges.] ↩
« Carton duplex vs carton pour boîtes pliantes : comparaison approfondie », https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Les manuels d'ingénierie d'emballage expliquent comment le double revêtement combine une couche extérieure de haute qualité avec un noyau recyclé ou non blanchi moins coûteux afin d'optimiser les coûts. Preuve : validation technique ; type de source : guide de fabrication. Appuie : l'efficacité de l'utilisation de matériaux non premium pour les composants structurels cachés. Note sur le champ d'application : s'applique aux boîtes pliantes et aux emballages rigides. ]
« Meilleur carton pour emballages cosmétiques haut de gamme (SBS vs CCNB…) », https://www.winpackprinting.com/blog/best-paperboard-for-high-end-cosmetic-packaging-sbs-vs-ccnb-vs-kraft.html. Un guide technique industriel sur les supports en carton confirme que le CCNB offre une rigidité structurelle suffisante et une bonne compatibilité avec les adhésifs pour les composants internes, à un coût nettement inférieur à celui des cartons vierges comme le SBS. Preuve : validation technique ; source : fiche technique du matériau. Argument : viabilité de l’utilisation du CCNB comme alternative structurelle économique. Remarque : la rigidité comparative dépend de l’épaisseur et du grammage du carton utilisé .
« 4 types de carton populaires pour l'emballage – PakFactory », https://pakfactory.com/blog/4-popular-types-of-paperboard-grade-for-box-printing/?srsltid=AfmBOoreB3y5H0h5tcVwd2h8OpGbfx3Hcxu3h1E0OD9k7ZS4xNSHTvEl . Une comparaison des prix du carton SBS (Solid Bleached Sulfate) et du carton CCNB (Cleed Clay Coated News Back) met en évidence une réduction significative du coût unitaire du matériau pour ce dernier. Rôle de la preuve : Validation des coûts ; type de source : Guide des prix du secteur. Appui : Stratégies de réduction des coûts des matériaux. Remarque : Les prix varient selon le volume de la commande et le fournisseur régional.
« Contrôle du revêtement, qualité et emballages en carton », https://www.pffc-online.com/magazine/1934-paper-coating-control-quality . Les données scientifiques indiquent que les revêtements mats présentent un coefficient de frottement plus élevé que les finitions brillantes, ce qui réduit le glissement lors de l'empilage. Rôle de la preuve : Vérification technique ; type de source : Étude scientifique des matériaux. Avantages : Réduction du glissement lors de l'empilage. Remarque : L'efficacité varie selon la chimie du revêtement utilisé.
« Cartons vierges versus recyclés – Dépôt de recherche de l’Université Victoria », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf . Des tests structurels montrent que les supports de test recyclés mélangés peuvent maintenir les valeurs de résistance à l’écrasement des bords (ECT) nécessaires à la stabilité des emballages rigides. Rôle de la preuve : Vérification des performances ; type de source : Norme d’ingénierie de l’emballage. Contribue au maintien de la stabilité des emballages rigides. Remarque: La stabilité dépend du rapport de mélange spécifique entre fibres recyclées et fibres vierges.
« Carton ondulé – Base de connaissances sur l’emballage », http://pkgsolutions.co.uk/kb/Corrugated_Flutes.php . [Une spécification d’emballage standard ou un manuel technique confirme l’épaisseur nominale du carton ondulé de type B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supports : dimensions typiques du carton ondulé de type B. Remarque : l’épaisseur réelle varie selon le fabricant et le grammage du support.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Les manuels techniques relatifs aux panneaux de fibres ondulés fournissent des tolérances spécifiques pour tenir compte de la dilatation et de la contraction du matériau dues à l'humidité] . Niveau de preuve : spécification technique ; type de source : manuel technique. Appui : utilisation de tampons d'humidité pour prévenir les déchirures. Remarque sur la portée : applicable aux supports à base de cellulose.
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Une étude en science des matériaux sur l’hygroscopie du carton ondulé explique comment l’absorption d’humidité pendant le transport maritime provoque le gonflement des cannelures]. Type de preuve : affirmation factuelle ; type de source : revue de science des matériaux. Arguments : nécessité d’un étalonnage des encoches lors du transport maritime. Précision : Spécifique au carton ondulé .
« Maîtriser la conception de tôles avec le facteur K et la tolérance de pliage… », https://www.linkedin.com/posts/pushkar-suthar-92404566_engineering-mechanicalengineering-manufacturing-activity-7430228870928412672-2-fj. [Les indicateurs de performance en génie industriel quantifient la réduction du temps d'assemblage lorsque l'emballage est conçu avec des tolérances de pliage paramétriques afin de réduire la friction lors du pliage]. Type de preuve : métrique quantitative ; type de source : étude de cas en génie industriel. Appui : efficacité de la conception paramétrique. Note de portée : les gains de temps sont estimés sur la base des vitesses moyennes de co-emballage manuel .



