Vous souhaitez lancer une campagne mondiale, mais des fichiers structurels incompatibles entraînent des retards de production coûteux. Je vais vous montrer comment concevoir un emballage adapté à l'échelle internationale.
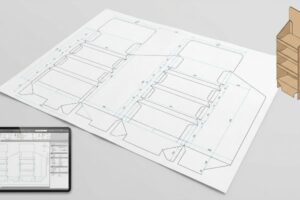
La création d'un gabarit de découpe universel exige d'aligner la géométrie de l'emballage structurel sur les tolérances de fabrication universelles. Ce gabarit constitue le modèle mathématique de référence pour les machines de découpe automatisées, garantissant ainsi un pliage précis et une intégrité structurelle optimale de vos présentoirs en carton dans divers environnements de vente au détail à travers le monde, sans nécessiter d'ajustements mécaniques spécifiques à chaque marché.
La transition entre un fichier numérique et une structure 3D physique dans un magasin très fréquenté est cruciale : c’est là que la plupart des campagnes réussissent ou échouent lamentablement. Examinons le processus en détail.
Comment crée-t-on des lignes de découpe ?
L'élaboration d'un fichier structurel correct va bien au-delà du simple dessin de contours 2D dans un logiciel d'illustration standard. Il s'agit d'un exercice mathématique de science des matériaux.
La création précise des gabarits de découpe nécessite l'utilisation d'un logiciel de conception assistée par ordinateur paramétrique pour définir avec exactitude les lignes de coupe et de pliage. Ce tracé technique détermine précisément comment les plaques de carton ondulé brutes sont transformées en structures tridimensionnelles complexes destinées à la vente au détail, en tenant compte des propriétés physiques du matériau lors du processus de pliage automatisé en usine.
Connaître la géométrie de base n'est que le point de départ ; le véritable défi commence lorsque cette géométrie plane rencontre un matériau ondulé épais.
Gestion des tolérances de flexion et compensation d'étrier
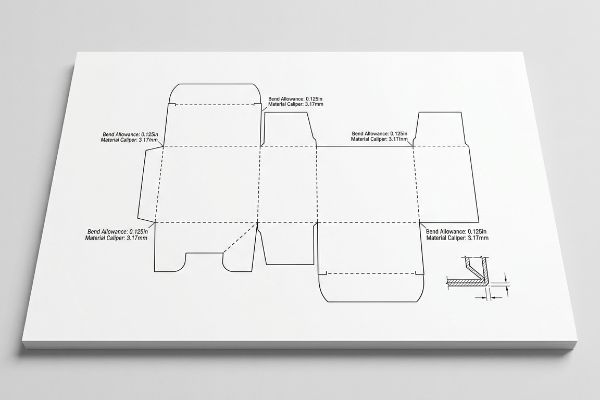
Même les concepteurs les plus expérimentés supposent souvent pouvoir créer des languettes d'emboîtement et des fentes de pliage dans les logiciels vectoriels standard, à la largeur exacte du panneau correspondant. Ils traitent le carton épais comme s'il s'agissait d'une feuille de papier infiniment fine et sans poids. Cette approche théorique ignore complètement l' épaisseur physique du carton lorsqu'il seplie¹.
Je constate constamment ce problème lorsque les marques tentent d'utiliser des outils 2D basiques pour des structures rigides destinées à la vente au détail. Lorsqu'un carton épais de type cannelure B (environ 3,17 mm d'épaisseur)està90 degrés, il consomme physiquement du matériau.J'ai vu une fois une équipe de conditionnement peiner pendant des heures à assembler un plateau pré-rempli, car la fente de réception n'était pas suffisamment large pour compenser le rayon de courbure extérieur. La rigidité du carton kraft vierge était telle qu'ils ont fini par écraser les cannelures et déchirer la feuille imprimée supérieure pour que les languettes s'emboîtent correctement. Pour éliminer ces frottements importants lors de l'assemblage, j'utilise systématiquement un logiciel de CAO paramétrique (Conception Assistée par Ordinateur) qui applique automatiquement un algorithme de compensation d'épaisseur précis à chaque pli, réduisant ainsi considérablement le temps de travail.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes de dessin à la largeur exacte de l'onglet | Ajout de tolérance de pliage de l'étrier de matériau4 | Permet d'économiser 45 secondes de friction lors de l'assemblage par unité5 |
| Utilisation d'outils de conception web 2D de base | Ingénierie logicielle 3D paramétrique | Garantit des étagères parfaitement d'équerre et sans jeu |
| En négligeant l'épaisseur des cannelures ondulées | Calcul précis des rayons de pliure externes6 | Empêche les déchirures disgracieuses de la feuille supérieure |
Je ne laisse jamais une lime plate arriver à l'atelier de découpe sans avoir préalablement calculé le déplacement exact de matière. Des calculs précis évitent les problèmes liés au travail manuel, permettent à vos sous-traitants d'emballer rapidement et préservent vos marges bénéficiaires.
🛠️ Le bureau d'Harvey : Vous vous demandez si vos languettes d'emboîtement tiennent compte de l'épaisseur physique du carton ? 👉 Demandez un audit de vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelles sont les directives concernant le tracé de découpe ?
L’établissement de règles strictes de préparation des fichiers est le seul moyen d’empêcher qu’un beau concept numérique ne se transforme en un véritable gâchis physique sur la chaîne de production.
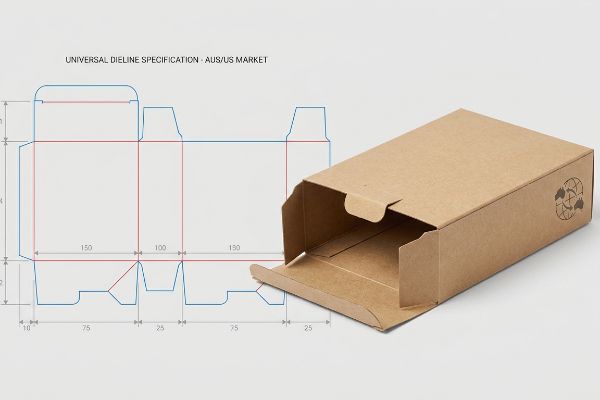
Les spécifications de découpe définissent les limites techniques strictes requises pour une production en série sans défaut. Ces règles établissent des traits de couleur obligatoires, des marges de sécurité critiques et des zones de fond perdu spécifiques pour les illustrations, garantissant ainsi que les presses d'impression automatisées et les tables de découpe traitent les fichiers graphiques sans provoquer de désalignement mécanique ni exposer les bords bruts du support.
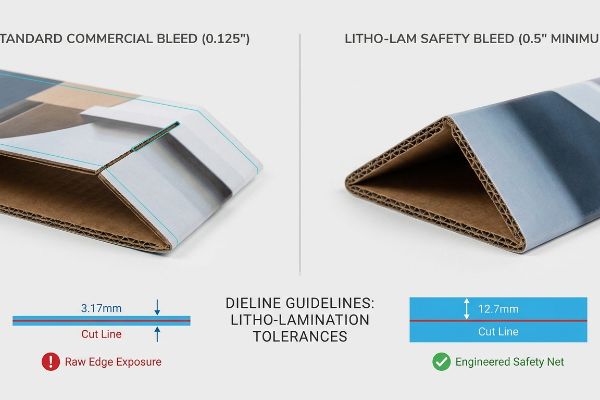
Le respect de ces règles de base en matière de mise en page est utile, mais le processus physique de lamination nécessite un filet de sécurité encore plus large pour résister à la production de masse.
La règle de saignement Litho-Lam obligatoire
Les graphistes expérimentés en agence partent souvent du principe que les marges de fond perdu standard pour l'impression commerciale sont suffisantes pour les présentoirs en carton ondulé épais destinés à la vente au détail. Ils soumettent fréquemment des fichiers avec une extension standard de 3,17 mm (0,125 pouce) au-delà de la ligne de coupe,s'attendant à ce que le visuel recouvre parfaitement les bords finaux.
Le problème, c'est que la lithographie-lamination – le procédé physique de collage d'une feuille imprimée sur un support en carton ondulé épais – implique intrinsèquement des tolérances mécaniques plus larges lors du montage automatisé à grande vitesse. Un fond perdu standard est tout simplement trop étroit pour compenser l'inévitable décalage du support. J'en ai fait l'amère expérience lors d'un déploiement massif en magasin, où des bavures sont apparues, les bords bruts du carton brun transparaissant à travers les panneaux pliés en raison d'un léger décalage de la feuille imprimée. L'adhérence difficile de la colle PVA humide sur la machine de montagene permet jamais de garantir un alignement microscopique. Aujourd'hui, j'impose une marge de fond perdu minimale stricte de 12,7 mm (0,5 pouce)- delà de chaque ligne de découpe. Ce filet de sécurité robuste élimine complètement les bords exposés, évitant ainsi les refus disgracieux des détaillants et préservant l'image haut de gamme de votre marque.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation des marges d'impression commerciales standard | Imposer une marge de sécurité minimale de 0,5 pouce10 | Empêche l'exposition des bords disgracieux du carton brut |
| En supposant un alignement microscopique des laminations | Comptabilisation du changement de tableau automatisé11 | Élimine le risque de rejet des détaillants à volume élevé |
| Maintenir l'œuvre d'art bien au ras des lignes de pliage | Extension agressive des graphismes d'arrière-plan | Maintient une esthétique de marque haut de gamme et harmonieuse |
Dans mon atelier, il est impératif de repousser les limites de l'illustration bien au-delà de la découpe numérique. J'impose cette marge supplémentaire afin de garantir un rendu impeccable de vos présentoirs, même dans les conditions parfois chaotiques de la lamination à grande échelle.
🛠️ Le bureau d'Harvey : Vos graphistes utilisent-ils les règles de fond perdu standard pour les cartons ondulés épais ? 👉 Demander un fichier avant impression ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Qu'est-ce qu'une structure de découpe ?
Comprendre l'architecture sous-jacente de votre fichier d'emballage détermine si une machine découpera physiquement votre carte ou se contentera d'imprimer un contour inutile.
La structure de découpe constitue le squelette mécanique de votre fichier d'emballage. Elle utilise des lignes vectorielles dédiées, non imprimables, pour communiquer des instructions physiques très précises (découpe, rainage ou perforation, par exemple) directement aux machines de routage automatisées, séparant ainsi complètement l'architecture physique des couches graphiques visuelles.
Établir visuellement cette structure est une chose, mais la traduire dans un langage que les machines de l'usine peuvent réellement lire exige une discipline de prépresse rigoureuse.
Parler le langage des machines à commande numérique
Même les équipes de branding les plus performantes soumettent parfois des fichiers utilisant standard CMJN (Cyan, Magenta, Jaune, Noir)les 12 pour indiquer visuellement où l'affichage doit être coupé ou plié. Elles partent du principe que si elles peuvent voir ces lignes sur leur écran d'ordinateur, l'équipement de l'usine saura automatiquement comment les traiter.
Imaginez les machines d'une usine comme un ouvrier aveugle qui ne peut lire que le braille : les lignes CMJN visuelles ne signifient absolument rien pour une tête de découpe robotisée. Les tables CNC (Commande Numérique par Calculateur) automatisées ne lisent pas les profils d'encre graphiques standard¹³.Si un schéma structurel est soumis en noir de base, le logiciel de prépresse fusionne simplement ces lignes avec le visuel, ce qui donne une boîte imprimée avec des contours noirs visibles, mais sans aucune découpe physique. J'ai dû une fois interrompre une production urgente où la sensation de poussière de découpe était totalement absente, car la machine était simplement passée au-dessus du carton sans engager les lames. Pour éviter que tout ce lot ne soit gâché, j'exige systématiquement que chaque tracé structurel soit associé à des couleurs d'accompagnement absolues¹⁴,comme du magenta à 100 % pour les découpes. Cela garantit que la lame entre bien en contact avec le carton, ce qui évite des temps d'arrêt machine considérables et un gaspillage de matériaux important.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de lignes noires visuelles pour la découpe | Attribution de tracés aux couleurs d'accompagnement mécaniques15 | Garantit que les machines coupent physiquement le matériau |
| Fusion des couches structurelles et graphiques | Séparation stricte des voies opérationnelles16 | Empêche les contours d'encre imprimés sur les unités finales |
| En supposant que la conception visuelle soit équivalente aux données de production | Fichiers de pré-contrôle pour la logique logicielle CNC17 | Élimine les défaillances totales de la production |
Je refuse de laisser des machines automatisées deviner vos intentions structurelles. En confiant vos plis et découpes à des commandes de prépresse dédiées, je garantis que votre campagne passe de l'art numérique à la réalité physique sans la moindre erreur.
🛠️ Le bureau de Harvey : Vos lignes de pliage sont-elles cachées dans les calques CMJN, invisibles pour les tables de découpe ? 👉 Demandez votre analyse technique ↗ — Pas de formulaires interminables qui vous incitent à démarcher. Uniquement de la valeur ajoutée.
Quelle est la différence entre un gabarit et une ligne de découpe ?
La connaissance de la terminologie permet d'éviter les malentendus, mais le véritable danger réside dans la confusion entre une configuration générique et une solution technique spécifique au marché.
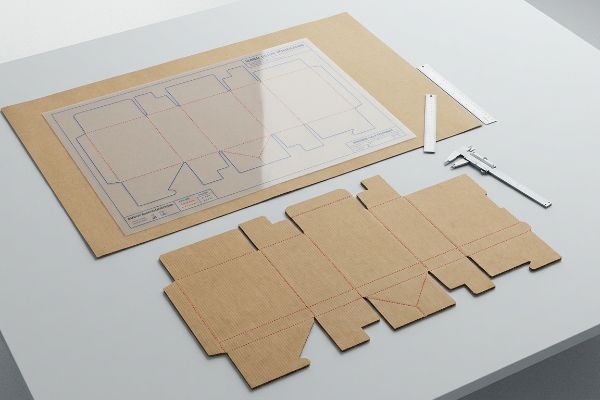
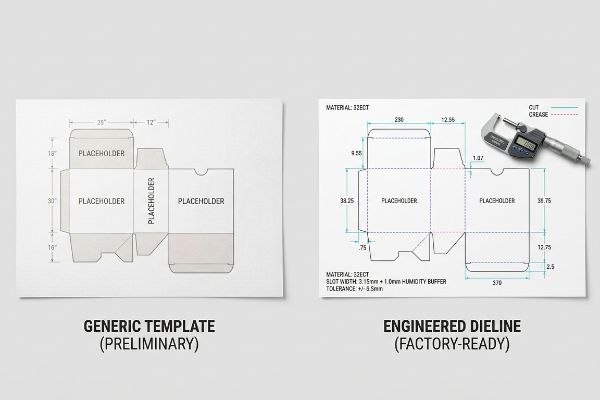
La différence fondamentale entre un gabarit et un tracé de découpe réside dans la précision de fabrication. Un gabarit est un guide visuel générique et non calibré, utilisé pour le positionnement préliminaire des éléments graphiques, tandis qu'un tracé de découpe est un fichier mécanique précis, prêt pour la production en usine, conçu avec des tolérances de matériau spécifiques pour une fabrication industrielle immédiate.
Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que la physique environnementale entre en jeu lors du transport transfrontalier.
Pourquoi les modèles standard échouent-ils en production ?
De nombreuses équipes d'approvisionnement téléchargent par erreur un modèle générique et supposent qu'il convient aussi bien au climat sec de l'Australie qu'aux zones humides (zones18) du sud des États-Unis. Elles croient qu'une largeur de fente qui paraît parfaite à l'écran fonctionnera automatiquement et sans problème lors de l'expédition à travers le monde.
Dans mon atelier, je constate régulièrement les conséquences physiques désastreuses d'une négligence des lois de la physique environnementale. Lors du transport maritime longue distance ou du stockage dans des régions très humides comme la Floride, le revêtement poreux 32ECT (Edge Crush Test) absorbe l'humidité ambiante et gonfle<sup>19</sup>. Une fente standard, mesurant précisément 3,15 mm (0,124 pouce) dans un environnement sec, devient soudainement beaucoup trop étroite. Lorsque je mesure le carton gonflé avec un micromètre numérique sur la table de test, l'expansion rend impossible un assemblage sans frottement, obligeant l'équipe d'emballage à arracher les languettes d'emboîtement. Pour résoudre ce problème, j'intègre automatiquement une marge d'humidité précise de 1,0 mm (0,039 pouce)20 dans les fentes de réception de tous mes fichiers structuraux destinés aux climats humides. En imposant cette micro-tolérance hyper-spécifique, je garantis une réduction du temps d'assemblage d'environ 30 secondes par unité, ce qui diminue considérablement les frais de main-d'œuvre liés au conditionnement et élimine complètement les déchirures structurelles.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de dimensions génériques pour les climats secs | Conception d'une zone tampon stricte contre le gonflement dû à l'humidité21 | Élimine les frottements lors de l'assemblage manuel du magasin |
| En négligeant l'exposition à l'humidité du fret maritime | Tolérances d'élargissement des rainures d'emboîtement22 | Empêche le déchirement des languettes par le personnel de l'entrepôt |
| S'appuyant sur un modèle numérique rigide | Ajustement des calculs pour tenir compte de la dilatation du papier poreux23 | Réduit le temps et les coûts de main-d'œuvre liés au conditionnement à façon |
J'adapte systématiquement vos calculs de structure aux contraintes physiques de leur destination finale. Ajouter une fraction de millimètre pour compenser la dilatation due à l'humidité garantit un montage sans encombre de vos présentoirs, quel que soit leur emplacement.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez tenter de gagner du temps en utilisant des modèles numériques génériques, mais lorsque ce panneau 32ECT gonflé arrive dans un entrepôt humide de Floride et que les languettes ne s'emboîtent pas, ralentissant la chaîne de montage d'environ 30 %, les retouches manuelles qui en résultent anéantiront complètement la marge bénéficiaire de votre campagne. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Cessez de deviner les tolérances de dilatation des matériaux et laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit de pré-production gratuit ↗ afin d'identifier les points de friction mécaniques avant même que vos présentoirs n'arrivent en usine.
« [PDF] Les rigidités en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Un manuel d'ingénierie de référence sur l'emballage expliquerait comment l'épaisseur du matériau, ou calibre, crée une tolérance de pliage qui modifie les dimensions finales d'une structure pliée]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Justifie : la nécessité de compenser le calibre lors de la création des gabarits. Note de portée : s'applique spécifiquement aux supports à parois épaisses comme le carton ondulé .
« Guide des épaisseurs de carton : Choisissez le meilleur emballage – Box Genie », https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOorc1lvUvCGbZFFoHLbp9kNOvDsXIU9GWhjuwRlQnbrpLjZcriac. [Les normes industrielles relatives aux emballages en carton ondulé définissent les spécifications d'épaisseur pour le carton cannelé de type B]. Niveau de preuve : spécification technique ; type de source : norme industrielle ; support : épaisseur du carton cannelé de type B ; remarque : l'épaisseur peut varier légèrement selon le fabricant .
« Calculateur gratuit de tolérance de pliage pour tôles | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqL1OzCR6IwLT7w9x6RRluZMEGosOd46tp2R1YFDC5UcZ6iY66lPreuve : principe physique ; source : manuel d'ingénierie ; justification : nécessité d'une compensation d'épaisseur ; remarque : le taux d'occupation varie selon la qualité de la tôle. .
« Conception de tôles pour la fabrication : tolérances, pliage… », https://simutecra.com/blogs/sheet-metal-design-for-manufacturing-tolerances-bend-allowances-and-dfm-tips. [Les manuels techniques d’ingénierie d’emballage expliquent comment l’ajout d’une tolérance de pliage basée sur l’épaisseur du matériau évite que les languettes ne soient trop serrées dans les encoches]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie. Justifie : la nécessité d’une compensation d’épaisseur pour un ajustement optimal. Remarque sur la portée : varie selon l’épaisseur du matériau .
« Gabarits d’emballage – Guide complet », https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqWxgNgbgmPHdGgJII1t3fg6p3ig7XSR3dxsmKuI5emyZAKem7j. [Les études de temps et mouvements en logistique de détail permettent de quantifier la réduction du travail d’assemblage grâce à l’optimisation mathématique des tolérances structurelles]. Rôle de la preuve : validation quantitative ; type de source : rapport d’efficacité opérationnelle. Appuie : l’affirmation relative au gain de temps. Remarque : les économies réelles peuvent varier selon la complexité du produit .
« Déchiffrer la géométrie du carton ondulé double paroi à l'aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/. [Les guides de science des matériaux pour le carton ondulé précisent que le calcul du rayon de pli extérieur en fonction de l'épaisseur de la cannelure permet d'éviter les déchirures du revêtement supérieur dues à la tension]. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Appuie : le lien entre le rayon de pli et l'intégrité du matériau. Note de portée : s'applique spécifiquement aux supports en carton ondulé .
« En savoir plus sur les fonds perdus et les repères de coupe | Assistance – Smartpress », https://smartpress.com/support/printing-basics/bleed-borders?srsltid=AfmBOor-CE5bdsMXwm1tj-t60HwO_YBJ9W4PyhV5ql32a5iCYA7qQAzHperdu de base. Remarque : s'applique à l'impression commerciale générale et non à la production sur supports épais spécialisés. fond
« PVA vs. EVA pour le montage de pointes de flèches – Chris Paschke », https://www.designsinkart.com/library/GLAC-PVAvsEVAforMountingArrowheads201207.htmchimique du glissement lors du montage. Remarque sur le champ d'application : s'applique aux procédés de collage à base d'eau. cause
« Lamination lithographique – Packlane », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOorXkHX2HcdSKUbmIkDQmNT7dXEOo-hXqIvhkOJj1Lv2zFySadD2. [Les normes d'emballage et les manuels de production de l'industrie spécifient des exigences de fond perdu accrues pour la lamination lithographique afin de compenser le décalage de repérage lors du montage]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Supporte : la métrique spécifique requise pour éviter les bavures. Remarque sur la portée : les tolérances peuvent varier en fonction de la précision des machines. ↩
« Litho Lamination – Nissha Metallizing Solutions », https://www.nisshametallizing.com/en/metallized-packaging/litho-lamination : exigences de fond perdu minimal. Remarque : les spécifications peuvent varier en fonction de la précision de la machine. compte
« Le pelliculage lithographique améliore l’image des emballages de toner », https://www.packagingdigest.com/packaging-design/litho-laminating-gives-toner-cartons-an-enhanced-imageproduction automatisées à haut volume. de
« Couleurs d'accompagnement ou CMJN pour la conception d'emballages : lequel est le meilleur ? », https://stampaprints.com/blog/spot-color-vs-cmyk-for-packaging/?srsltid=AfmBOoqAJVvksFWsCMbXte6_3BuHB4OBriRMtODgrStsTZZmXExeSZyj. [Un guide de référence sur la production d'emballages explique que le CMJN est un modèle de couleur pour l'application d'encre et ne contient pas les métadonnées nécessaires aux machines CNC pour la découpe]. Rôle de la preuve : distinction technique ; type de source : manuel industriel. Justifie : la limitation des lignes CMJN pour les instructions mécaniques. Remarque sur la portée : s'applique aux systèmes de découpe et de fraisage automatisés .
« Utilisation d'Inkscape pour la découpe plasma CNC », https://www.youtube.com/watch?v=-QOLV8C-6tMcouleurs CMJN rasterisés.] Rôle de la preuve : spécification technique ; type de source : manuel technique. Compatible avec : la logique d'entrée CNC. Remarque sur la portée : Spécifique à la découpe numérique. de
« Directives graphiques », https://www.delinebox.com/graphic-guidelines/. [Les normes de prépresse de l’industrie imposent l’utilisation de couleurs d’accompagnement pour isoler les instructions de découpe des fichiers imprimables.] Rôle de la preuve : pratique de l’industrie ; type de source : guide de prépresse. Supports : identification des lignes structurelles. Note de portée : Convention courante de l’industrie. ↩
« Couleurs d'accompagnement vs. couleurs quadri – Seattle Printworks », https://seattleprintworks.com/prepress/how-to-build-professional-files-with-spot-colors/. [Les manuels techniques des tables de découpe numérique confirment l'utilisation de couleurs d'accompagnement spécifiques comme déclencheurs pour distinguer les tracés de découpe des éléments d'impression]. Rôle de la preuve : vérification technique ; type de source : manuel technique. Appuie : l'utilisation de couleurs d'accompagnement pour le déclenchement des machines. Note relative au champ d'application : s'applique aux systèmes de découpe numérique CNC .
« Conception des contours | Packaging School », https://packagingschool.com/lessons/dieline-designemballages vectoriels. d’
« DeskPack Packaging Preflight pour Adobe® Illustrator® – Esko », https://www.esko.com/en/products/deskpack/packaging-preflight. [La documentation logicielle des programmes RIP CNC décrit la nécessité de valider les tracés vectoriels afin d'éviter les collisions machine ou les défauts de production]. Rôle de la preuve : vérification opérationnelle ; type de source : documentation logicielle. Sujet : le rôle du contrôle en amont dans la réduction des défauts de production. Remarque : spécifique au traitement vectoriel CNC .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Les normes d'ingénierie de l'emballage expliquent comment les matériaux hygroscopiques, comme le carton ondulé, se dilatent en milieu humide et se contractent en air sec, ce qui influe sur l'ajustement des encoches et l'intégrité structurelle]. Rôle de la preuve : validation technique ; type de source : ouvrage de référence en science des matériaux. Appuie : l'affirmation selon laquelle les gabarits génériques sont inefficaces dans divers climats à travers le monde. Note de portée : Spécifique aux matériaux d'emballage à base de cellulose .
« Influence de l’humidité sur les boîtes en carton ondulé – Victory Box Corp », https://victoryboxcorp.com/how-humidity-affects-corrugated-boxes/. [Une source faisant autorité en matière de normes d’emballage en carton ondulé, telle que TAPPI ou ASTM, confirmerait la nature hygroscopique des doublures de test et leur instabilité dimensionnelle en conditions d’humidité élevée]. Rôle de la preuve : Validation technique ; type de source : Norme industrielle/article scientifique sur les matériaux. Sujets abordés : Propriétés physiques des matériaux en carton ondulé en milieu humide. Remarque concernant la portée : Spécifique aux doublures classées ECT .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/défaillances d'assemblage. Remarque : Les dimensions des tampons peuvent varier en fonction de la qualité du carton et du climat. les
« Effets des fibres micronisées sur les propriétés d'amortissement des mousses de calage… », https://bioresources.cnr.ncsu.edu/resources/effects-of-micronized-fibers-on-the-cushion-properties-of-foam-buffer-package-materials/. [Un manuel technique de référence sur les emballages en carton expliquerait comment le calcul des amortisseurs de gonflement permet d'éviter les interférences dimensionnelles en milieu humide]. Rôle de la preuve : vérification technique ; type de source : manuel technique. Justifie : la nécessité d'amortisseurs pour réduire les frottements lors de l'assemblage. Remarque : s'applique aux matériaux hygroscopiques .
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Des recherches en science des matériaux sur l’humidité pendant le transport démontreraient que des tolérances accrues sont nécessaires pour prévenir les défaillances mécaniques et le déchirement des languettes d’emboîtement]. Rôle de la preuve : validation technique ; type de source : document technique industriel. Appui : prévention du déchirement des languettes lors de la manutention en entrepôt. Note de portée : Spécifique à la logistique en milieu humide .
« Amélioration des performances de dimensionnement de la couche intermédiaire des emballages liquides… », https://www.academia.edu/42710165/Improving_sizing_performance_of_middle_layer_of_liquid_packaging_board_containing_high_yield_pulpassociés au conditionnement]. Rôle de la preuve : validation technique ; type de source : revue de science des matériaux. Appuie : le lien entre les calculs d'expansion et l'efficacité du travail. Note de portée : porte sur les substrats poreux. d'œuvre