Concevoir des emballages de produits pour bébés sûrs et conformes aux normes pour la vente au détail mondiale ne se résume pas à de jolis graphismes ; cela exige une ingénierie structurelle rigoureuse pour résister aux chaînes d'approvisionnement difficiles.
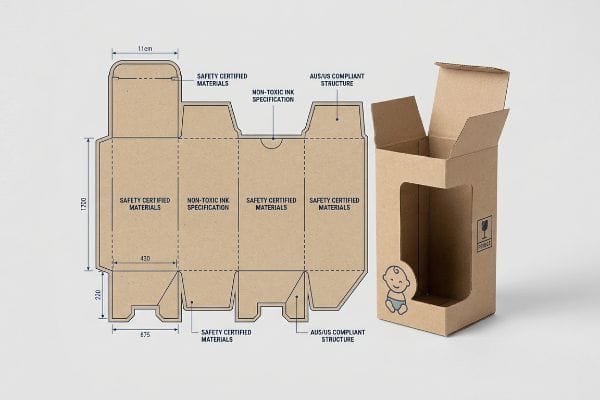
La conception d'emballages conformes pour les produits pour bébés exige le strict respect des normes internationales de sécurité des matériaux, d'intégrité structurelle et des réglementations relatives aux encres non toxiques. Une conception structurelle optimisée à l'échelle mondiale garantit que vos boîtes résistent au transport international, réussissent les audits rigoureux des détaillants et protègent efficacement les produits pour bébés à l'intérieur du carton.
Faire approuver un dessin sur un écran d'ordinateur est facile, mais le véritable défi de l'ingénierie réside dans sa conformité légale et son intégrité physique sur deux continents.
Quelles sont les exigences relatives à l'étiquetage des emballages en Australie ?
En Australie, l'étiquette d'un colis doit faire plus qu'afficher un code-barres ; elle doit résister aux frottements liés au transport sans exposer les nourrissons à des particules chimiques nocives.
L'étiquetage des emballages doit comporter une identification claire du produit, des avertissements de danger et des certifications de sécurité vérifiables. Les organismes de réglementation internationaux exigent que les boîtes de produits pour bébés utilisent des encres à base de soja non toxiques et conformes à la loi CPSIA (Consumer Product Safety Improvement Act) ainsi que des vernis à base d'eau afin de prévenir toute ingestion accidentelle de produits chimiques par les nourrissons.

De nombreux responsables de marques supposent que n'importe quelle imprimante commerciale standard peut gérer les emballages pour bébés, mais cette supposition s'avère rapidement erronée sur le terrain.
Création d'étiquettes sans danger pour les bébés destinées aux détaillants du monde entier
Même les équipes d'approvisionnement les plus expérimentées partent souvent du principe que les finitions brillantes UV standard et les encres pétrolières commerciales conviennent à tous les biens de consommation. Elles se concentrent exclusivement sur l'obtention de couleurs éclatantes sur le gabarit, envoient des fichiers CMJN (cyan, magenta, jaune, noir) standard à l'imprimeur et considèrent la composition chimique de l'encre comme un détail mineur.
Je reçois régulièrement des fichiers graphiques où les graphistes spécifient des vernis UV sélectifs épais sur le code-barres et les mentions de sécurité. Lorsque ces boîtes sont emballées dans un conteneur 40HQ humide, les vernis UV rigides classiques peuvent se fissurer le long des plis. J'entends le craquement sec et distinct du vernis qui se brise lorsque mon équipe plie les rabats sur la chaîne de montage. Ces micro-particules de vernis à base de pétrole peuvent facilement se détacher et tomber dans un berceau, créant un grave risque sanitaire. Je remplace immédiatement ces vernis rigides par un protocole strict d'utilisation d'encres à base de soja avec un vernis aqueux doux au toucher. Ce simple changement de produit chimique élimine l'écaillage, garantit la conformité légale de la marque et évite à mes clients des rappels de produits catastrophiques.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de revêtements UV rigides à base de pétrole. | Application de finitions aqueuses flexibles à base d'eau. | Empêche le décollement des produits chimiques sur l'étagère. |
| Ignorer les certifications de sécurité de l'encre. | Obligation d'utiliser des encres à base de soja conformes à la loi CPSIA. | Élimine les risques de rappel réglementaire. |
| Appliquer des finitions brillantes sur les zones de codes-barres. | Les zones de numérisation doivent rester mates et non revêtues. | Garantit un passage en caisse rapide et sans erreur. |
Je refuse qu'un choix d'encre bon marché entraîne un rappel de produits de plusieurs millions de dollars. Opter pour une encre à base d'eau garantit la sécurité totale de vos boîtes pour les nourrissons, tout en satisfaisant aux normes de sécurité les plus strictes.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre imprimante utilise des revêtements à base de métaux lourds ou de pétrole pour vos produits pour bébé ? 👉 Demandez un audit des matériaux ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelles sont les 7 étapes fondamentales de la conception d'un emballage ?
Comprendre les sept étapes fondamentales de la conception d'emballages permet d'éviter des défaillances structurelles coûteuses avant même la découpe de la première feuille de carton ondulé.
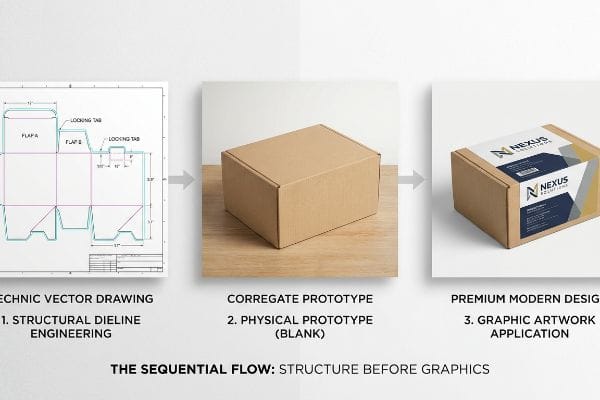
Les 7 étapes fondamentales de la conception d'un emballage comprennent la définition des dimensions du produit, la sélection des matériaux de protection, la conception du gabarit structurel, l'application des illustrations graphiques, la réalisation de prototypes de préproduction, la validation des tests de transport et la production en série finale. Négliger l'étape du prototypage structurel entraîne inévitablement des problèmes d'alignement des illustrations et des défaillances d'assemblage catastrophiques.
Connaître la séquence est une chose, mais inverser l'ordre de ces étapes est le moyen le plus rapide d'épuiser votre budget marketing.
Pourquoi la conception graphique ne devrait jamais précéder l'ingénierie structurelle
Les directeurs marketing cherchent souvent à accélérer le lancement de produits en demandant à leurs agences de création de concevoir d'abord de superbes visuels pour la surface des produits, à partir d'un modèle générique téléchargé sur Internet. Ils partent du principe que l'usine pourra simplement réduire ou agrandir ce visuel pour l'adapterau produit physique ultérieurement.
Je constate régulièrement que ce flux de travail à l'envers engendre d'importantes frictions, ralentissant la chaîne de montage d'environ 30 %² lorsque le produit physique ne correspond pas au gabarit standard. Le mois dernier, un client m'a envoyé les fichiers graphiques finalisés pour la boîte d'un babyphone, mais lorsque j'ai passé le carton de test brut dans la table de découpe CNC (Commande Numérique par Calculateur), le bruit de l'aspiration a révélé que les lignes de pliage critiques traversaient en plein texte d'avertissement de sécurité. J'ai dû entièrement recréer un gabarit standardisé sous Illustrator et obliger leur agence à redimensionner chaque élément graphique. Obtenir l'approbation du gabarit physique, avec compensation de l'épaisseur, dès le départ évite ce travail de retouche et réduit considérablement les délais de préproduction.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception graphique à partir de modèles génériques. | Conception personnalisée par CAO (Conception Assistée par Ordinateur) en premier3. | Empêche le texte de se replier sur les bords. |
| En négligeant l'épaisseur du matériau ondulé. | Application de la compensation d'étrier aux rainures4. | Garantit un assemblage de boîte sans frottement. |
| Passer outre le prototypage physique. | Découpe d'un échantillon blanc vierge de 24 heures5. | Vérifie la compatibilité physique avant l'impression en série. |
Je fournis systématiquement un PDF structurel verrouillé avant même de commencer la conception. Sécuriser les calculs physiques au préalable protège votre investissement graphique et garantit le bon fonctionnement du produit final.
🛠️ Le bureau de Harvey : Vos graphistes ont du mal à adapter leurs illustrations à une structure complexe à rabats emboîtables ? 👉 Obtenez un gabarit de découpe personnalisé ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelle loi australienne réglemente les informations que les entreprises australiennes peuvent apposer sur leurs emballages ?
La maîtrise des réglementations en matière d'emballage garantit que vos produits pour bébés ne seront pas saisis en douane pour cause de présence de substances chimiques interdites.
La loi australienne sur la consommation encadre les mentions figurant sur les emballages, imposant des normes de sécurité strictes et l'obligation d'un étiquetage transparent. Par ailleurs, la réglementation internationale interdit désormais formellement les composés toxiques et impose l'utilisation de revêtements à base d'eau sans PFAS afin de garantir la conformité des matériaux et leur innocuité structurelle pour les nourrissons.

Il est incroyablement facile d'enfreindre accidentellement ces lois sur les matériaux si l'on fait aveuglément confiance à la fiche technique générique d'un fournisseur bon marché.
Le piège caché des PFAS dans les emballages de produits pour bébés
Les acheteurs présument souvent que, tant qu'ils ne demandent pas explicitement de produits chimiques toxiques, leur fournisseur de carton leur fournira naturellement des matériaux propres et conformes. Ils spécifient fréquemment des revêtements résistants à l'humidité pour les préparations pour nourrissons ou les lingettes sans vérifier la composition chimique sous-jacente des barrières anti-graisse appliquées à la papeterie⁶ .
Imaginez acheter des produits bio et les laver à l'eau contaminée. Je contrôle régulièrement les lots de matières premières et constate que les barrières anti-humidité bon marché contiennent beaucoup de PFAS (substances perfluoroalkylées et polyfluoroalkylées). Au toucher, ces panneaux non conformes ont une texture plastique lisse et artificielle. Si un agent des douanes australiennes ou américaines détecte cette signature chimique, votre cargaison entière sera refusée et détruite,anéantissant ainsi la marge bénéficiaire du projet. J'élimine ce risque en imposant une exigence stricte d'absence de PFAS en usine, grâce à l'utilisation de revêtements barrières aqueux naturels qui offrent la même résistance à l'humiditétout en garantissant une conformité légale absolue.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Faire aveuglément confiance à des revêtements anti-humidité bon marché. | Application stricte d'une obligation d'absence de PFAS. | Évite les refus de douane coûteux. |
| Utilisation de fournisseurs de matières premières non vérifiés. | Obligation de fournir des données d'essais certifiées aux fournisseurs. | Garantit le maintien de la réputation de la marque. |
| Sans tenir compte de la composition chimique des vernis. | Utilisation de revêtements barrières à base d'eau. | Garantit une manipulation sûre pour les consommateurs. |
Je protège mes clients en analysant rigoureusement la composition chimique de chaque rouleau de papier brut qui entre dans mon usine. Anticiper les exigences réglementaires est le seul moyen de sécuriser votre chaîne d'approvisionnement internationale.
🛠️ Le bureau de Harvey : Votre fournisseur actuel vous a-t-il fourni une documentation explicite prouvant que ses barrières anti-humidité sont totalement exemptes de PFAS ? 👉 Demandez un audit de conformité ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Quels sont les 4 C de l'emballage ?
Les 4 C fondamentaux de l'emballage déterminent la performance d'une boîte, mais l'exécution en usine révèle souvent des défauts critiques dans la conception théorique.
Les 4 C de l'emballage représentent le confinement, la praticité, la communication et la préservation. Ces principes fondamentaux stipulent qu'un emballage structuré doit protéger le produit, être facile d'accès pour le consommateur, afficher clairement le message de la marque et utiliser des matériaux durables afin de minimiser l'impact environnemental des chaînes d'approvisionnement mondiales.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que la physique environnementale s'oppose activement à votre stratégie de confinement soigneusement élaborée.
Pourquoi les systèmes de confinement standard échouent-ils en usine ?
Dans des bureaux climatisés, les ingénieurs en structure définissent généralement les tolérances des rainures de découpe en fonction de l'épaisseur absolue à sec9 du carton ondulé. Ils partent du principe que si une cannelure B10 s'insère parfaitement dans une rainure de 3,17 mm (0,12 pouce) dans le logiciel de calcul de structure, le produit final s'assemblera parfaitement.
Dans mon atelier, je constate régulièrement que cette hypothèse de climat sec engendre des microfrictions chaotiques lors du conditionnement en série. Lorsque les emballages plats en carton ondulé sont stockés dans des environnements humides, le papier kraft poreux absorbe l'humidité ambiante et gonfle.Lorsque l'équipe d'assemblage tente d'insérer une languette de verrouillage gonflée dans une fente étroite, je ressens littéralement la résistance du carton kraft vierge avant qu'il ne s'écrase et ne déchire brusquement la feuille supérieure. En intégrant une marge d'humidité automatique dans notre logiciel de prépresse, j'ajoute précisément 1,0 mm (0,04 pouce) de jeu supplémentaire à toutes les fentes de réception. Ceci compense mathématiquement la dilatation du papier, ce qui permet de réduire le temps d'assemblage du conditionnement d'environ 20 secondes par unité et de réaliser d'importantes économies de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de fentes pour une planche parfaitement sèche. | Conception d'une zone tampon d'humidité calculée12. | Élimine les cannelures écrasées lors de l'assemblage. |
| On néglige l'humidité ambiante de l'entrepôt. | Le papier de factoring se transforme en fichiers de découpe13. | Évite les arrachages frustrants pour le personnel de vente. |
| Serrer fermement les languettes sur la ligne d'emballage. | Utilisation de tolérances de jeu élargies14. | Accélère les opérations physiques de conditionnement. |
Je ne fais jamais confiance à la physique théorique des logiciels sans tenir compte des réalités biologiques du papier. Intégrer des tolérances environnementales dynamiques dans le fichier de découpe garantit que votre emballage fonctionne comme prévu.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'humidité exact de la cannelure B de votre fournisseur actuel de carton ondulé avant la lithographie ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur qui néglige les contraintes environnementales, mais si le carton gonfle dans un conteneur humide, provoquant des frottements importants lors de l'assemblage et ralentissant votre ligne de conditionnement d'environ 30 %, la marge bénéficiaire de votre projet s'en trouve complètement anéantie. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous laissez plus guider par vos calculs de structure : laissez-moi auditer personnellement vos plans grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les problèmes de fabrication coûteux avant même le lancement de la production.
« 10 erreurs à éviter (+ GABARITS DE DÉCOUPE) – CarePac », https://www.carepac.com/blog/10-mistakes-to-avoid-packaging-dielines/?srsltid=AfmBOopN2BS_EZgmwTRG8o0Nel_MeKTckcgpgAX-f2qMLBekmcPgI2_e . [Les normes industrielles de production d'emballages précisent que le redimensionnement des illustrations pour les adapter à une découpe entraîne des distorsions et des défauts d'alignement des plis]. Preuve : contradiction technique ; source : manuel d'emballage. Sujet : les erreurs de redimensionnement des illustrations dans la conception structurelle. Remarque : s'applique aux boîtes pliantes de précision.
« Éviter les 5 erreurs fatales de la conception de lignes de conditionnement clés en main… », https://www.zarpac.com/avoiding-the-5-deadly-mistakes-of-turnkey-packaging-line-integration/ . [Les données de référence du secteur sur la production au plus juste et l’efficacité du conditionnement fournissent des informations sur les pertes de productivité liées aux retouches et aux problèmes d’alignement du conditionnement]. Type de preuve : validation quantitative ; source : rapport sectoriel. Constat : la perte d’efficacité due à un flux de travail de conditionnement défaillant. Remarque : les pourcentages réels peuvent varier en fonction des niveaux d’automatisation.
« Gabarits d’emballage – Guide complet », https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOorJF3D_k6tZ7gBnMyUzpRoeC7Y2qVOOLoiXB1e95emDFJR4ZWWd. [Les guides de conception faisant autorité précisent que les gabarits CAO personnalisés garantissent l’intégrité structurelle et un alignement graphique précis, contrairement aux gabarits génériques]. Rôle de la preuve : Validation des processus ; type de source : Norme industrielle. Appuie : La priorité accordée à l’ingénierie structurelle par rapport à la conception graphique. Note relative au champ d’application : S’applique aux flux de travail professionnels en matière d’emballage .
« La réflexion derrière la gestion des fentes – Paper 360 », https://paper360.tappi.org/2022/08/12/the-thought-behind-managing-caliper/. [Un manuel d'ingénierie de l'emballage expliquerait comment l'ajustement de la largeur des fentes en fonction de l'épaisseur du matériau permet d'éviter le blocage et les frottements lors de l'assemblage]. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie. Appuie : La nécessité d'ajustements des fentes spécifiques au matériau. Note de portée : Spécifique aux matériaux en carton ondulé. ↩
« [PDF] Conception et prototypage d'emballages virtuels », https://www.canr.msu.edu/uploads/292/40210/Virtual_Packaging_Design_and_Prototyping_Topic_Description.pdf . [Les bonnes pratiques de fabrication documentent l'utilisation d'« échantillons blancs » non imprimés pour vérifier l'ajustement physique et la fonction structurelle avant la production en série]. Rôle de la preuve : Preuve de procédure ; type de source : Guide de fabrication. Sujet : Le rôle du prototypage dans la prévention des erreurs d'impression. Note de portée : Axé sur l'échantillonnage prépresse.
« Retrait progressif du marché des substances imperméabilisantes contenant des PFAS », https://www.fda.gov/food/process-contaminants-food/market-phase-out-grease-proofing-substances-containing-pfas. [Une source technique de fabrication détaillerait l’utilisation de composés fluorés ou d’autres substrats chimiques dans les barrières imperméabilisantes lors de la production de carton]. Rôle de la preuve : spécification technique ; type de source : rapport industriel ou analyse chimique. Appui : identification des sources potentielles de contamination chimique dans les emballages. Note de portée : concerne spécifiquement le traitement du papier .
« Saisie de 200 000 $ : un rappel à l’ordre pour les importateurs », https://www.abf.gov.au/newsroom-subsite/Pages/seizure-reminder-importers-30-08-2021.aspx. [Les protocoles de l’agence gouvernementale chargée des frontières prévoient la saisie et la destruction des cargaisons contenant des substances chimiques interdites afin de garantir la sécurité publique]. Rôle de la preuve : vérification juridique ; type de source : réglementation gouvernementale. Appui : risques liés à l’application de la réglementation douanière. Note sur la portée : dépend des seuils chimiques spécifiques .
« Revêtements sans PFAS : défis et solutions – Biolin Scientific », https://www.biolinscientific.com/blog/development-of-pfas-free-coatings. [Des études comparatives en emballage durable analysent les taux de transmission de la vapeur d’eau des barrières aqueuses sans PFAS par rapport à leurs homologues fluorés]. Niveau de preuve : validation technique ; type de source : article scientifique. Arguments : équivalence fonctionnelle des alternatives. Remarque : spécifique à certains types de matériaux .
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les manuels d'ingénierie de l'emballage préconisent l'utilisation de mesures au pied à coulisse à sec pour établir les tolérances de base dans les logiciels de conception structurelle]. Niveau de preuve : pratique industrielle ; type de source : manuel technique. Appui : la méthodologie standard pour la conception théorique des gabarits. Note de portée : se concentre sur les hypothèses de la phase de conception .
« Carton ondulé – Base de connaissances Pkg », http://pkgsolutions.co.uk/kb/Corrugated_Flutes.php. [Les normes industrielles d'organismes tels que TAPPI ou FEFCO définissent l'épaisseur nominale et le calibre du carton ondulé de type B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supporte : la mesure spécifique du matériau de type B. Remarque : le calibre réel peut varier légèrement selon le fabricant .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Une documentation technique sur les propriétés hygroscopiques des matériaux ondulés à base de cellulose permettrait de valider la dilatation dimensionnelle des échantillons de test en milieu humide]. Rôle de la preuve : Validation technique ; type de source : Manuel de science des matériaux ou norme de l'industrie de l' emballage. Appuie : Le lien de causalité entre l'absorption d'humidité et le gonflement structurel. Note relative au champ d'application : S'applique au carton ondulé non couché.
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Une source faisant autorité en ingénierie du carton expliquerait comment l’absorption d’humidité affecte l’intégrité structurelle et comment les tampons empêchent l’affaissement des cannelures]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Appuie : la nécessité de tampons d’humidité dans la conception du carton ondulé. Note de portée : spécifique aux emballages à base de fibres .
« Guide complet des tolérances dimensionnelles des boîtes en carton ondulé – Upack », https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoohCpW3iUeN7cqBfZanJUg2Ki4Ns6_8VuJypiPheFPt2-MaA49T . [Les guides techniques sur la découpe et la conception d'emballages précisent le pourcentage de dilatation du matériau dû aux propriétés hygroscopiques du papier]. Niveau de preuve : spécification factuelle ; type de source : norme industrielle. Justifie : l'obligation d'ajuster les fichiers de découpe en fonction de l'humidité. Remarque : dépend de la qualité spécifique du papier utilisé.
« Co-packing : Le guide complet | Bennett | Turnkey Solutions », https://bpkc.com/blogs/blog/co-packing-the-complete-guide. [Des études d'ingénierie industrielle sur l'efficacité des chaînes d'assemblage démontrent que des tolérances de jeu optimisées réduisent les frottements et les erreurs d'assemblage]. Apport de la preuve : optimisation des processus ; type de source : étude de fabrication. Appuie : le lien entre les tolérances et la vitesse d'emballage. Note de portée : se concentre sur le co-packing manuel et semi-automatisé .



