
Vous perdez de l'argent à chaque fois que votre fournisseur d'emballages étranger fait des suppositions sur vos tolérances structurelles. La maîtrise du processus d'approvisionnement distingue les marques qui survivent des leaders du secteur qui dominent les rayons des magasins.
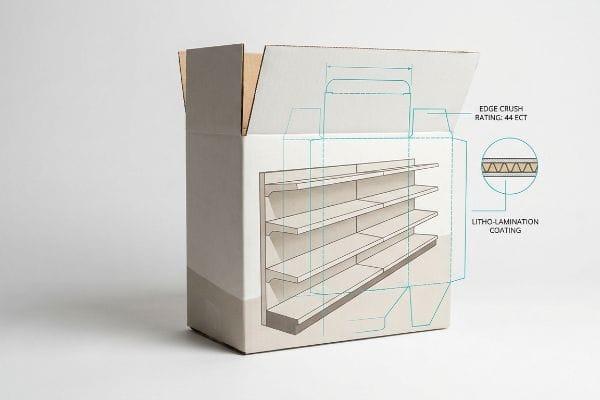
La commande de boîtes de présentation personnalisées exige une conception structurelle conforme aux normes de fabrication internationales les plus strictes. Les acheteurs doivent spécifier la résistance à l'écrasement des bords, optimiser l'agencement des découpes et choisir des revêtements lithographiques adaptés pour prévenir les dommages causés par l'humidité, garantissant ainsi un transport sûr et une performance optimale en magasin, même au sein de réseaux de distribution à haut débit.
Comprendre la définition théorique de la logistique de la chaîne d'approvisionnement est un bon point de départ pour les équipes d'approvisionnement. Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que les matières premières réagissent aux contraintes environnementales.
Que sont les boîtes d'affichage personnalisées ?
La plupart des acheteurs pensent qu'une boîte imprimée n'est qu'un simple morceau de papier plié, conçu pour être esthétique. En réalité, il s'agit d'une structure micro-ingénierée, conçue pour résister à la gravité et aux conditions difficiles des entrepôts.
Les boîtes de présentation sur mesure sont des structures en carton spécialement conçues pour contenir, protéger et mettre en valeur les produits en magasin. Elles utilisent des profils de cannelure précis, des barrières contre l'humidité et des plis géométriques porteurs imbriqués pour résister aux contraintes du transport tout en conservant une couleur fidèle et homogène sous l'éclairage du magasin.
Le laboratoire de R&D valide souvent un magnifique rendu 3D sans tester le support physique. Mais la théorie ne suffit pas quand les machines se mettent en marche et que près d'une tonne de matière s'écrase au sol.
Pourquoi les instructions de cannelure standard échouent-elles en usine ?
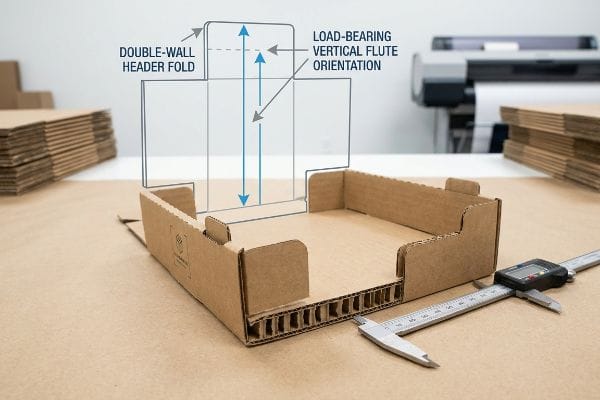
Même les concepteurs les plus expérimentés négligent souvent cet aspect crucial : ils supposent que tout carton ondulé épais offrira automatiquement une résistance suffisante pour un présentoir de sol. Une agence de branding soumet systématiquement un gabarit de découpe optimisé uniquement pour faire tenir son visuel sur une seule feuille de papier, ignorant complètement l’ orientation mécanique des cannelures internes du carton¹.Ils présument que l’épaisseur brute équivaut à la résistance brute.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème constamment sur le terrain. Le mois dernier, un client m'a envoyé un fichier où l'agence avait pivoté le gabarit structurel de 90 degrés horizontalement pour économiser quelques centimes sur les plaques d'impression. Au départ, j'ai supposé que le gabarit standard 32 ECT (Edge Crush Test) résisterait. J'avais tort. Lors de notre audit interne, le capteur de force du BCT (Box Compression Test) s'est stabilisé à 85 kg (187,5 lb) sur la presse hydraulique. Les cannelures internes étaient orientées horizontalement sur la base,se comportant comme un accordéon plutôt que comme des piliers porteurs, ce qui a entraîné une déformation structurelle immédiate de 38,1 mm (1,5 pouce). J'ai dû jeter le rendu de l'agence et refaire tous les calculs. J'ai mis en œuvre une correction géométrique précise, en forçant mathématiquement le sens du grain à s'orienter verticalement le long de tous les panneaux porteurs critiques et en ajoutant une traverse repliée à double paroi. En imposant cette contrainte d'alignement vertical, j'ai augmenté la capacité de charge dynamique de 60 %3, garantissant ainsi que les écrans résistent à l'empilement des conteneurs et permettant au client d'économiser environ 15 % en dommages potentiels liés au transport.
| Défense contre les charges structurelles | Résultat du test physique | Retour sur investissement en matière de conformité du fret |
|---|---|---|
| Orientation verticale des cannelures4 | La capacité de BCT a augmenté de 60%5 | Résiste au transport maritime à double empilement |
| En-tête à double paroi plié | Élimination de la déviation de haut niveau | Risque de refus zéro chez les détaillants |
| Refonte géométrique CAO | Affaissement de 38,1 mm (1,5 pouce) retiré6 | Empêche l'écrasement des stocks en direct |
Je ne laisse jamais une agence dicter la physique de ma chaîne de production. Si le sens du grain est incorrect sur le carton de découpe, toute votre campagne marketing arrivera en magasin dans un état lamentable.
🛠️ Le bureau de Harvey : Vos présentoirs de sol actuels sont-ils conçus avec une orientation verticale des cannelures, ou votre fournisseur fait-il pivoter les gabarits uniquement pour économiser sur les plaques d’impression ? 👉 Demandez un audit de nomenclature ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Combien coûte la fabrication d'une boîte en carton ?
Le calcul du prix des emballages est rarement aussi simple que de diviser le montant total de la facture par le nombre d'unités. Les frais de main-d'œuvre cachés et les choix structurels inefficaces grèvent insidieusement les budgets marketing.
Le coût de fabrication des emballages en carton dépend fortement de la qualité des matières premières, de la précision de la découpe et des limites de main-d'œuvre des unités de conditionnement automatisées. Les structures surdimensionnées, dotées de systèmes de verrouillage manuels superflus, allongent considérablement les temps d'assemblage, tandis qu'une simplification paramétrique intelligente permet de réduire directement les coûts de main-d'œuvre unitaires et l'impact environnemental global du transport maritime.
Les équipes d'approvisionnement adorent négocier fermement le prix du papier et de l'encre. Mais la théorie ne suffit pas : une fois les machines en marche, le travail manuel anéantit toute marge.
Pourquoi des gabarits surdimensionnés ruinent votre budget de production
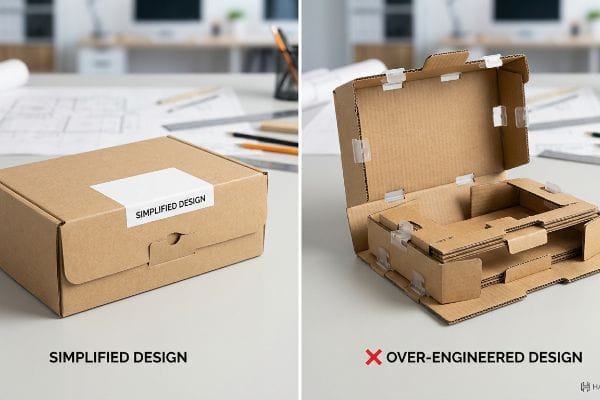
C'est un piège courant qui atteint même les équipes d'approvisionnement les plus expérimentées : elles supposent qu'un mécanisme de verrouillage complexe, digne d'un origami, confère au présentoir un aspect plus haut de gamme. Elles approuvent des prototypes dotés d'une douzaine de clips en plastique, de languettes de pliage sophistiquées et d'inserts multicouches, ne tenant compte que du coût des matières premières et ignorant totalement les efforts humains nécessaires pour plier 10 000 de ces unités sur une chaîne de montage à cadence élevée.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain lorsque les budgets explosent. Le trimestre dernier, j'ai démasqué un piège systémique : un fournisseur avait convaincu un client d'utiliser un système de verrouillage à languette excessivement complexe. Le client m'a envoyé le prototype pour une seconde production. Lors de notre étude des temps et mouvements en atelier, j'ai constaté la résistance de la poussière de carton ondulé tandis que mes opérateurs peinaient à insérer les lourdes languettes en carton ondulé dans des encoches trop petites. Au départ, je pensais qu'une formation standard à l'assemblage accélérerait la chaîne. J'avais tout faux. Le chronomètre s'est arrêté à 4,2 minutes par unité, et le frottement provoquait des déchirures accidentelles de la feuille supérieure imprimée. Je suis intervenu immédiatement en atelier, en effectuant des mesures au micromètre pour mettre en œuvre un protocole de simplification efficace. J'ai supprimé les clips en plastique superflus de la nomenclature, ajusté les tolérances des encoches à 1,0 mm près pour un coulissement sans frottement, et installé une base modulaire pré-encollée. En imposant cette tolérance structurelle précise, j'ai permis de réduire le temps d'assemblage manuel de 55 secondes par unité, ce qui a permis au client d'économiser d'importantes sommes en main-d'œuvre sur son lancement de 25 000 unités.
| Astuce pour améliorer l'efficacité de la production | Résultat du co-emballage physique | Retour sur investissement des coûts de main-d'œuvre |
|---|---|---|
| Base modulaire pré-collée7 | languettes de pliage manuelles remplacées | Réduit considérablement le temps d'assemblage |
| Réglage de tolérance de 0,04 pouce8 | Élimination des déchirures du carton | Réduction des frais de retouche manuelle |
| Simplification des matériaux de la nomenclature | J'ai retiré tous les clips en plastique | Réduit le coût unitaire des composants |
Je refuse de fabriquer un écran qui a l'air parfait sur un PDF mais dont le montage exige un doctorat. Si votre concepteur structurel ne tient pas compte des frottements liés au conditionnement manuel, vous jetez votre argent par les fenêtres.
🛠️ Le bureau d'Harvey : Votre coût unitaire actuel tient-il compte du temps d'assemblage exact requis par les équipes logistiques externes, ou des frais de main-d'œuvre cachés réduisent-ils votre marge ? 👉 Calculez votre coût d'assemblage réel ↗ — Confidentialité garantie. Vos prototypes non commercialisés sont en sécurité.
Quels sont les avantages des boîtes personnalisées ?
Les emballages standardisés obligent votre produit à s'adapter à un moule générique. Une ingénierie sur mesure vous permet de maîtriser la façon dont votre marque résiste au transport et à l'environnement de vente au détail.
Les emballages sur mesure offrent de nombreux avantages, notamment une compatibilité structurelle parfaite avec les réseaux logistiques mondiaux et les normes de conformité spécifiques au secteur de la distribution. Leurs dimensions adaptées éliminent le débordement des palettes, optimisent la densité de chargement et assurent une répartition étudiée de la charge afin de protéger les marchandises fragiles contre tout écrasement, même dans des conditions de stockage vertical extrêmes.
Les marques pensent souvent que standardiser leurs cartons d'emballage est la solution la plus rapide pour un lancement à grande échelle. Mais la théorie ne suffit pas : une fois les machines en marche, la géométrie standard se heurte aux contraintes logistiques.
Pourquoi les « tailles standard » annulent vos économies sur le transport de marchandises
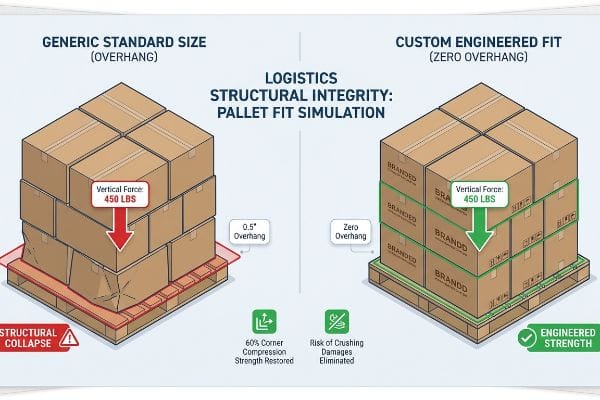
Les responsables des achats insistent souvent sur l'optimisation de l'espace intérieur des cartons d'expédition standard, partant du principe qu'en gonflant davantage d'unités de vente dans un seul carton, ils réduisent automatiquement les coûts de transport. Ils autorisent sans discernement des dimensions qui exploitent au maximum le plateau en bois de la palette, ignorant les contraintes physiques liées à la répartition dynamique de la charge lorsque ces palettes sont empilées par deuxdans un conteneur maritime humide et soumis aux mouvements de la route.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience dans ma propre usine. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un nouvel emballage pour produits cosmétiques en chambre climatique. Nous pensions réduire l'encombrement au maximum pour obtenir une taille standard, avec un léger débordement de 12,7 mm (0,5 pouce) par rapport à la palette GMA standard de 1219 × 1016 mm (48 × 40 pouces). J'étais à côté de la chambre climatique lorsque l'incident s'est produit. J'ai entendu le craquement sourd et sinistre du carton ondulé B qui se déforme lorsque le niveau inférieur a cédé. Les coins de la boîte, ne supportant aucune charge, reportaient la totalité des 204,1 kg (450 lb) de force de compression directement sur les panneaux centraux non soutenus. Je me suis immédiatement précipité sur la table de fraisage CNC (Commande Numérique par Calculateur) pour ajuster l'outillage et les limites du fichier CAO. J'ai imposé un protocole strict de zéro débordement, réduisant artificiellement l' encombrement maximal autorisé du carton principal dans notre logiciel de 12,7 mm (0,5 pouce) précisément à l'intérieur du périmètre afin de garantir un ancrage parfait des coins sur le bois massif. Ce réglage CAO précis a non seulement empêché l'affaissement de la base, mais a également rétabli la résistance à la compression critique de 60 % aux angles, éliminant ainsi tout risque d'écrasement lors du transport en conteneur 40HQ.
| Solution de fret logistique | Résultat du transit physique | Retour sur investissement de l'empilage de conteneurs |
|---|---|---|
| Boîte englobante sans débordement | Carton principal verrouillé sur palette | Empêche l'écrasement du niveau inférieur10 |
| Retrait dimensionnel CAO | Débord de 12,7 mm (0,5 pouce) supprimé | Garantit une résistance aux angles de 60 %11 |
| Alignement du pont GMA | Charge verticale totale supportée | Permet un empilage double sécurisé12 |
Gagner du volume interne ne justifie jamais de risquer l'effondrement d'une palette. La conception de l'emballage doit être parfaitement adaptée aux dimensions exactes du support en bois, sinon la gravité l'emportera toujours.
🛠️ Le bureau de Harvey : Avez-vous vérifié que vos cartons d'expédition actuels ne dépassent pas sur les palettes standard de 1219 × 1016 mm (48 × 40 pouces) lorsqu'elles sont pleines ? 👉 Demandez une simulation de contraintes structurelles 3D personnalisée ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Que sont les boîtes de vente au détail personnalisées ?
Pour bien comprendre les règles des grandes surfaces, il ne suffit pas d'avoir un bon graphisme. Il faut une connaissance précise de la manière dont l'espace physique est réglementé et monétisé en magasin.
Les boîtes de vente sur mesure sont des dispositifs de merchandising strictement réglementés, conçus pour respecter les dimensions exactes des grandes surfaces. Elles assurent la liaison entre la logistique lourde et les zones d'achat accessibles aux consommateurs, grâce à des calculs de basculement et des mesures de portée spécifiques qui leur permettent de résister aux contraintes quotidiennes importantes sans s'effondrer.
Les sociétés de négoce promettent souvent qu'un seul fichier de structure peut être utilisé partout dans le magasin. Mais la théorie ne suffit pas lorsque les machines se mettent en marche et que les inspecteurs de la conformité sortent leurs mètres.
Le piège juridique des présentoirs de point de vente sur mesure
Les entreprises commerciales proposent souvent un concept « modulable » où un grand présentoir de sol le lieu de vente) peut être réduit de moitié sur un ordinateur pour servir de présentoir de comptoir. Elles ignorent les règles légales et logistiques strictes qui régissent ces deux zones distinctesdans les environnements commerciaux à forte fréquentation, partant du principe qu'une version plus petite d'un présentoir de sol peut être placée sans risque près d'une caisse.
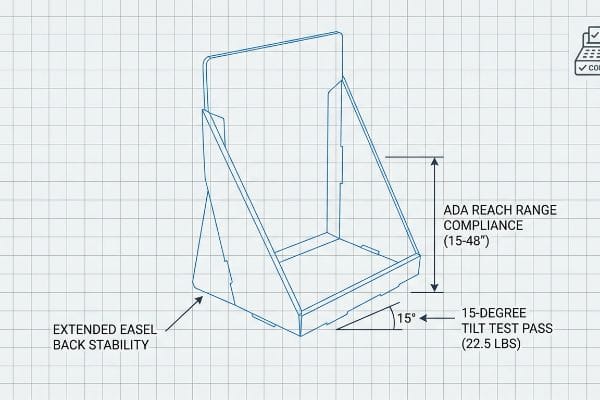
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain, lorsque les responsables de magasin refusent des livraisons. Récemment, un client m'a apporté un prototype refusé par un autre fournisseur. J'ai retiré la plaque supérieure de la base et j'ai immédiatement ressenti la résistance excessive due à un centre de gravité mal placé. Le fournisseur de produits génériques s'était contenté de réduire une palette de 1219 × 1016 mm (48 × 40 pouces) à la taille d'un comptoir sans vérifier la stabilité en cas de basculement. Au départ, j'ai supposé que des contrepoids standard suffiraient. J'avais tort. Le prototype a échoué à notre test d'inclinaison à 15 degrés sous une charge de 10,2 kg (22,5 lb) car le rapport profondeur/hauteur était totalement déséquilibré. J'ai relevé les mesures au micromètre et j'ai prouvé qu'il n'était pas nécessaire d'ajouter des contrepoids en plastique coûteux : il suffisait de repenser l'architecture spatiale. J'ai séparé définitivement les systèmes d'ingénierie, en ancrant les fichiers du terminal de point de vente strictement à la plage de portée avant conforme aux normes ADA de 381 à 1219 mm (15 à 48 pouces)et en allongeant le support pour une friction optimale. Grâce à cette refonte rigoureuse, j'ai remplacé la géométrie instable et instable par une structure en carton équilibrée, éliminant ainsi le risque important de réclamations de la part des gérants de magasin qui refusent systématiquement les caisses enregistreuses non conformes.
| Ingénierie de la conformité du commerce de détail | Résultat d'affichage physique | Retour sur investissement du placement en magasin |
|---|---|---|
| Alignement de la portée ADA | Conformité de zone de 15 à 48 pouces (381 à 1219 mm) | Réussit les audits rigoureux des détaillants |
| Chevalet allongé | Élimination du risque de basculement du comptoir | Protège la sécurité de la zone de caisse |
| Architecture de pipeline divisée | Données CAO POP et POS non liées | Arrête les erreurs de proportionnalité d'échelle |
Je ne prends aucun risque avec les directives des grandes enseignes ni avec les conséquences néfastes d'un renversement de situation. Si votre fournisseur se contente de réduire la taille des présentoirs pour les poser sur un comptoir, il vous expose à un refus massif en magasin.
🛠️ Bureau Harvey : Votre présentoir de comptoir respecte-t-il scrupuleusement le rapport profondeur/hauteur requis pour sa stabilité, ou présente-t-il un risque de basculement susceptible d’entraîner une réclamation ? 👉 Demandez un audit de conformité pour votre commerce de détail ↗ — J’examine personnellement chaque dossier de structure sous 24 h.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui ignore les contraintes d'accessibilité et standardise vos fichiers structurels, mais si cet affichage déséquilibré présente un risque de basculement sur le comptoir d'un grand magasin, le produit sera immédiatement refusé, anéantissant ainsi la rentabilité de votre campagne. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux remboursements des détaillants. Cessez de gaspiller votre budget marketing avec des géométries non vérifiées et laissez-moi concevoir personnellement votre prochain déploiement pour garantir une conformité totale et un retour sur investissement maximal.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . [Un manuel d'ingénierie sur les matériaux d'emballage explique comment l'orientation verticale des cannelures est essentielle pour maximiser la résistance à la compression verticale et prévenir l'effondrement de la structure]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l'emballage. Appuie: l'affirmation selon laquelle la direction des cannelures détermine la capacité de charge. Note de portée : concerne spécifiquement le carton ondulé.
« Carton ondulé – Talkpkg », http://www.talkpkg.com/Learning-Center/Mat-Tech/corrugated/corrugated.htm . [Les manuels techniques d'emballage expliquent que les cannelures du carton ondulé doivent être verticales pour servir de colonnes porteuses, tandis qu'une orientation horizontale réduit considérablement la résistance à la compression]. Rôle de la preuve : Vérification technique ; type de source : Manuel technique. Appuie : L'affirmation selon laquelle l'orientation horizontale des cannelures entraîne une rupture structurelle. Note de portée : S'applique au carton ondulé simple et double cannelure standard.
"[DOC] Version soumise (672,09 Ko) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Les normes industrielles relatives aux essais de compression de boîtes (BCT) quantifient l'augmentation significative de la capacité de charge obtenue lorsque le sens du grain et des cannelures est optimisé pour un empilage vertical]. Rôle de la preuve : Validation quantitative ; type de source : Document technique. Appuie : L'affirmation concernant le gain d'efficacité lié à l'alignement vertical. Remarque : Les pourcentages d'augmentation réels varient en fonction de la valeur ECT et de la géométrie de la boîte .
« Comprendre les cannelures des boîtes en carton ondulé sur mesure », https://www.jamestowncontainer.com/packaging-resources/blog/understanding-flutes-in-custom-corrugated-boxes/ . [Les normes industrielles relatives aux emballages en carton ondulé précisent que les cannelures verticales constituent la configuration optimale pour la capacité de charge en cas d'empilage]. Niveau de preuve : spécification technique ; type de source : manuel industriel. Supports : Structural Load Defense. Note relative à la portée : applicable aux forces de compression verticales.
« L’angle des cannelures influence-t-il les performances des boîtes ? – Université Massey », https://mro.massey.ac.nz/items/f3e58b12-169c-4309-9d19-09acb471517b . [Des études techniques sur le carton ondulé démontrent que l’alignement vertical des cannelures maximise les valeurs du test de compression de boîte (BCT) par rapport aux orientations horizontales ou mixtes]. Rôle de la preuve : vérification quantitative ; type de source : étude d’ingénierie. Appui : efficacité de l’orientation verticale des cannelures. Remarque : le pourcentage peut varier en fonction de la qualité et de l’épaisseur du carton.
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . [Des études de cas en ingénierie de l'emballage utilisent la simulation CAO pour quantifier la réduction de la déformation et de l'affaissement du matériau grâce à une optimisation géométrique] . Rôle de la preuve : vérification des paramètres techniques ; type de source : étude de cas de conception. Appui : efficacité de la reconception géométrique par CAO. Remarque sur la portée : spécifique aux dimensions particulières de la reconception.
« Quels sont les facteurs qui influencent le prix des emballages pliants ? Analyse des coûts – Epackfactory », https://epackfactory.com/folding-carton-pricing/. [Des données comparatives sectorielles sur l’efficacité de la main-d’œuvre en conditionnement à façon démontrent que les composants pré-encollés réduisent considérablement le temps d’assemblage manuel par rapport aux languettes de pliage]. Type de preuve : indicateur d’efficacité opérationnelle ; type de source : étude de cas de fabrication. Confirme : l’affirmation selon laquelle les bases modulaires pré-encollées réduisent le temps d’assemblage. Remarque : le retour sur investissement dépend du volume de production .
« Aperçu du papier et des matériaux d’emballage alimentaire à base de papier », https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. [Un manuel technique relatif aux emballages en carton ondulé ou en carton compact confirme que des ajustements de tolérance spécifiques, tels que 0,04 pouce, sont essentiels pour prévenir les contraintes et les déchirures du matériau lors de l’assemblage]. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie industrielle. Appuie : la nécessité technique de tolérances de découpe précises pour réduire les retouches. Note de portée : la tolérance spécifique peut varier en fonction de l’épaisseur et de la qualité du carton .
« Prédiction de l’effet du débordement des palettes sur la compression des caisses… », https://www.researchgate.net/publication/372349298_Predicting_the_effect_of_pallet_overhang_on_the_box_compression_strength. [Les sources d’ingénierie logistique fournissent des données sur l’influence du débordement des palettes et de la répartition de la charge sur la stabilité structurelle et les forces d’écrasement lors d’expéditions maritimes à double empilement]. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie logistique. Appuie : L’affirmation selon laquelle ignorer les limites du plateau de palettes risque d’entraîner la rupture de la cargaison. Note de portée : S’applique spécifiquement à la dynamique du transport intermodal .
« Prédiction de l’effet du débordement des palettes sur la compression des cartons… », https://onlinelibrary.wiley.com/doi/full/10.1002/pts.2768 . [Des recherches en logistique et manutention démontrent que le débordement des palettes réduit considérablement la résistance à l’empilement de la couche inférieure, augmentant ainsi le risque d’effondrement]. Rôle de la preuve : Vérification des faits ; type de source : Article de recherche en logistique. Appui : L’efficacité des cartons d’emballage sans débordement pour prévenir les dommages. Note de portée : Portée sur les matériaux en carton ondulé.
« Prédiction de l’effet du débordement de la palette sur la compression de la boîte… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Une source faisant autorité en ingénierie de l’emballage fournirait des données quantitatives sur la façon dont l’élimination du débordement rétablit l’intégrité structurelle et la résistance à la compression des boîtes en carton ondulé]. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie de l’emballage. Appuie : L’affirmation selon laquelle le retrait dimensionnel optimise la résistance des coins. Remarque : Les pourcentages réels peuvent varier en fonction de la qualité du carton .
« Guide complet des palettes GMA : tout ce qu’un acheteur doit savoir », https://www.meridianpkg.com/feeds/blog/gma-pallets. [Les normes GMA (Grocery Manufacturers Association) spécifient l’alignement dimensionnel requis pour optimiser la capacité de charge et la stabilité des palettes lors de l’empilage]. Rôle de la preuve : vérification de la norme ; type de source : document normatif de l’industrie. Appuie : l’affirmation selon laquelle l’alignement du plateau permet un empilage vertical sûr. Note sur la portée : spécifique aux dimensions des palettes GMA nord-américaines .
« PLV vs. Présentoirs de caisse : quelle est la différence ? », https://www.creativedisplaysnow.com/whats-difference-point-sale-point-purchase-displays/ . [Les manuels d'exploitation ou les consignes de sécurité des magasins faisant autorité définissent les exigences réglementaires et logistiques distinctes pour les présentoirs sur pied par rapport aux présentoirs de caisse]. Rôle de la preuve : vérification factuelle ; type de source : guide réglementaire du secteur. Appuie : l'existence de règles distinctes pour les zones PLV et de caisse. Note de portée : la réglementation peut varier légèrement d'une grande enseigne à l'autre.
« Chapitre 3 : Éléments manipulables – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . [Les normes ADA relatives à la conception accessible définissent des exigences minimales et maximales de hauteur pour une portée dégagée vers l’avant, afin de garantir l’accessibilité aux personnes en fauteuil roulant]. Rôle de la preuve : Spécification technique ; type de source : Réglementation gouvernementale. Justification : Conformité légale pour l’emplacement des points de vente. Remarque : Les spécificités peuvent varier selon que la portée est dégagée ou obstruée.



