
Concevoir le déploiement de votre offre en magasin ne représente que la moitié du travail. Si votre calendrier n'est pas ancré dans la réalité de la production, vous risquez de rater complètement la période de livraison prévue pour les fêtes.
La livraison d'un présentoir PLV (Publicité sur le Lieu de Vente) personnalisé prend généralement entre quatre et huit semaines, selon la complexité de sa conception et les délais de transport maritime. De la conception initiale du prototype blanc en 3D (Conception Assistée par Ordinateur) à la production en série, des étapes rigoureusement contrôlées garantissent la livraison de vos présentoirs en toute sécurité, sans retards catastrophiques lors de leur lancement en magasin.

Mais connaître ce calendrier théorique ne suffit pas lorsque les machines de découpe se mettent réellement en marche sur la chaîne de production.
Combien de temps faut-il pour recevoir une figurine Funko POP personnalisée ?
Le lancement d'une campagne de vente au détail spécialisée pour des figurines de collection exige une planification rigoureuse. Les équipes d'approvisionnement supposent souvent qu'une production accélérée garantit une livraison rapide, négligeant ainsi les goulets d'étranglement liés à la validation structurelle.
La fabrication de présentoirs Funko POP personnalisés exige le respect d'un calendrier précis. Si la découpe d'un prototype blanc ne prend que vingt-quatre heures, la production en série de présentoirs structurels en papier lithographié nécessite un délai inverse d'au moins soixante jours afin de concevoir correctement les cannelures porteuses et d'assurer leur résistance au transport maritime.

Le calendrier semble parfait sur un diagramme de Gantt, mais la théorie s'effondre rapidement lorsque des matériaux non calibrés arrivent au laboratoire d'essais.
Pourquoi les emplois bâclés se fissurent-ils lors des tests ?
Même les concepteurs les plus expérimentés négligent souvent l'angle mort de la compression structurelle¹ lorsqu'ils précipitent le lancement d'une figurine spécialisée. Ils privilégient une production de masse immédiate basée uniquement sur des illustrations PDF (Portable Document Format) plates, supposant que les gabarits standard en carton ondulé s'adapteront naturellement aux différentes tailles des figurines de collection. Cette approche court-circuite la phase cruciale de prototypage physique² et met en jeu des milliers d'unités sur la base de proportions géométriques non testées.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème constamment sur le terrain. Le trimestre dernier, une agence de branding a réalisé à la hâte un prototype pour le lancement d'un objet de collection très attendu, en supposant que le test standard 32ECT (Edge Crush Test)suffirait à supporter la charge irrégulière. Au départ, je pensais pouvoir simplement renforcer la base et respecter leur délai très court. J'avais tort. Sur la table vibrante, le capteur de force du test de compression de boîte (BCT) s'est stabilisé à 64,6 kg (142,5 lbs), et toute la partie inférieure s'est effondrée de façon catastrophique. J'ai immédiatement suspendu le projet et entrepris une refonte structurelle complète. J'ai modifié mathématiquement les plis porteurs principaux, réorienté le grain ondulé verticalementetprogrammé une compensation supplémentaire de 2,4 mm (0,09 pouce) sur la table de découpe CNC (Commande Numérique par Calculateur) afin d'absorber le choc cinétique. En imposant cette tolérance géométrique au lieu de simplement imprimer le fichier défectueux, j'ai éliminé le risque d'écrasement pendant le transport, ce qui a permis de réduire le temps d'assemblage du conditionnement de 35 secondes par unité et d'éviter au client d'importantes refacturations à son centre de distribution de Chicago.
| Chronologie et conflit de stress | Résultat structurel | Retour sur investissement financier et de conformité |
|---|---|---|
| Agence urgente PDF | Niveau inférieur déformé à 64,7 kg5 | Rejet immédiat en magasin |
| Réorientation verticale des grains6 | Charge de compression verticale stabilisée | Prévient les frais liés aux dommages survenus pendant le transport |
| Compensation d'étrier de 2,4 mm | Insertion de languette sans friction | Accélère l'assemblage de 35 secondes7 |
Je refuse qu'une échéance artificielle dicte les lois de la physique. Si votre calendrier ne tient pas compte de la validation cinétique dynamique, vous ne gagnez pas de temps ; vous ne faites qu'accélérer une catastrophe structurelle.
🛠️ Le bureau d'Harvey : Savez-vous si le délai de 60 jours de votre fournisseur actuel tient compte du gonflement dû à l'humidité pendant le transport maritime ? 👉 Obtenez une simulation de contraintes structurelles 3D personnalisée ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Quelle figurine Funko POP a été vendue pour 100 000 $ ?
Lorsqu'il s'agit de protéger des objets de collection ultra-rares et de grande valeur en magasin, les critères d'emballage standard sont inutiles. Les acheteurs se focalisent sur les finitions métallisées haut de gamme, sans se rendre compte qu'ils négligent la structure même de l'objet.
Déterminer le prix maximal des figurines Funko POP met en évidence l'impératif absolu d'une protection physique optimale. Lors de la commercialisation de ces objets de collection ultra-rares, sacrifier la résistance à l'écrasement des bords ondulés pour financer des laminations cosmétiques onéreuses entraîne inévitablement des dommages catastrophiques pendant le transport, anéantissant tout l'investissement avant même leur arrivée en rayon.

Une finition holographique brillante peut être du plus bel effet sur un rendu numérique, mais elle n'offre aucune résistance lorsque la chaîne d'approvisionnement se met à rude épreuve.
La spirale ECT descendante à haute valeur ajoutée
C’est un piège courant qui atteint même les équipes d’approvisionnement les plus expérimentées : considérer les finitions cosmétiques coûteuses, comme le pelliculage soft touch intégral, comme des impératifs marketing non négociables. Pour compenser ces coûts d’impression exorbitants, elles réduisent secrètement la résistance à l’écrasement des bords du carton ondulé de base<sup>8 afin d’économiser quelques centimes par unité. Elles supposent à tort qu’une épaisse couche de film compensera l’absence de fibres de papier internes<sup>9</sup>.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience lors d'un prototype crucial pour un présentoir de collection sous vitrine. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de tester une structure de carton fournie par le client. Cette structure avait été secrètement déclassée de 32 ECT à 26 ECT 10 par leur précédent fournisseur afin de financer un pelliculage mat épais. J'avais initialement supposé que le film rigide suffirait à la protéger. Trois jours plus tard, dans notre chambre climatique, j'ai vu la palette se déformer. La réalité était brutale : j'entendais distinctement le craquement sec et nauséabond du carton cannelé interne sous le poids simulé d'un conteneur 40HQ (High Cube). J'ai immédiatement jeté le rendu de leur agence et refait tous les calculs. J'ai imposé un changement radical de matériau, en supprimant le film plastique épais et en revenant exclusivement à du carton kraft vierge collé avec un adhésif PVA (acétate de polyvinyle) haute viscosité. J'ai restauré l'aspect haut de gamme grâce à un vernis aqueux brillant, léger et à haute teneur en solides. Ce pivot, constitué d'un matériau physique, a non seulement empêché l'affaissement de la base, mais a également réduit le poids total de la charge utile, diminuant ainsi les coûts de transport de 18 % tout en garantissant que les marchandises de grande valeur résistent parfaitement aux tests de chute ISTA 3A (International Safe Transit Association) .
| Conflit lié aux emballages de grande valeur | Réparation de composants physiques | Impact du retour sur investissement dans le commerce de détail |
|---|---|---|
| Déclassement du matériel secret 26ECT | Mise à niveau 32ECT Virgin Kraft12 | Résiste à la charge lourde du haut du conteneur |
| exosquelette à stratification rigide | revêtement brillant aqueux flexible13 | Empêche la fissuration par microfissures |
| Cannelures internes B écrasées | Collage adhésif PVA à haute viscosité | Réduction des coûts de transport de 18 %14 |
Je ne compromets jamais la conception interne d'un écran pour financer son apparence. Si vous rognez sur la structure interne pour obtenir une finition haut de gamme, vous précipitez votre propre échec commercial.
🛠️ Le bureau d'Harvey : Vos équipes d'approvisionnement dégradent-elles secrètement la qualité de vos cartes ECT pour compenser le coût des laminations haut de gamme ? 👉 Demandez un audit complet de votre nomenclature ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Combien coûte un pack de 2 figurines Funko POP personnalisées ?
Le calcul du coût exact du lancement d'un emballage multiple en magasin ne se limite pas au prix unitaire. Si vos présentoirs pour emballages doubles présentent des frottements gênants, vos coûts de main-d'œuvre cachés vont exploser.
L'établissement du prix d'un présentoir Funko POP personnalisé (pack de deux) implique de prendre en compte à la fois le coût des matériaux et les coûts indirects liés à la main-d'œuvre. Si les ingénieurs structurels omettent de prévoir les tolérances géométriques lors de l'assemblage des emballages, le frottement de surface qui en résulte provoque de graves déchirures du carton lors d'un déballage brutal, ce qui augmente considérablement le coût unitaire de déploiement.
Vous pouvez négocier le prix du carton le plus bas au monde, mais cela ne sert à rien si le déballage détruit la marchandise.
Le coût caché des frictions imbriquées
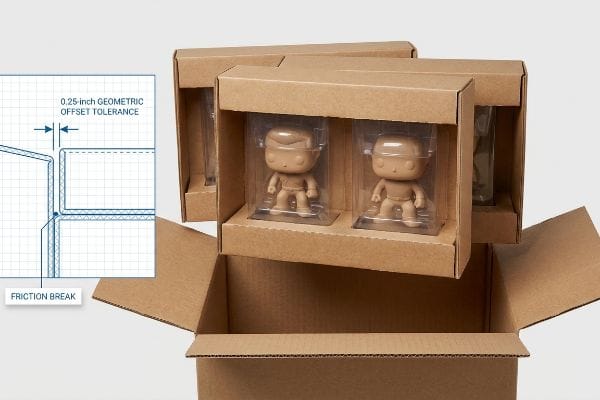
Les marques conçoivent souvent des cartons d'expédition maîtres correspondant exactement aux dimensions extérieures de leurs présentoirs pré-remplis (échelle 1:1) ¹⁵ , partant du principe qu'un ajustement précis assure une protection maximale pendant le transport. Elles ignorent totalement la tension superficielle abrasive du carton ondulé brut¹⁶ . Lorsqu'un vendeur pressé tente de sortir un présentoir bien emballé de son carton d'expédition, les parois du carton se collent les unes aux autres comme du papier de verre.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain, une fois le chaos d'un lancement raté passé. Récemment, j'ai analysé un plateau double emballage déchiré, acheté chez un fournisseur moins cher pour un client. Les ingénieurs d'origine avaient imposé un ajustement parfait, ignorant la dilatation naturelle du carton ondulé. J'ai d'abord pensé que le gonflement dû à l'humidité était en cause, mais j'avais tout faux. En testant la force de traction avec un dynamomètre, j'ai constaté une chute brutale à 20,4 kg (45 lb17 ) : le carton se soudait littéralement par friction, soulevant un fin nuage de poussière ondulée dans l'air du laboratoire. Je me suis immédiatement rendu à notre rainureuse rotative, sur la ligne de production. J'ai recalibré manuellement les matrices de découpe en acier, élargissant les tolérances de rainurage et créant un décalage géométrique précis de 6,35 mm (0,25 pouce)à l'intérieur du carton. En ajustant en permanence la pression de frappe mécanique de la machine pour empêcher l'évasement des cannelures, j'ai levé le blocage par friction. Ce réglage direct de l'outillage garantit un déballage fluide et sans déchirure, permettant aux employés de la vente de réapprovisionner les rayons sans faute et faisant économiser au client des milliers d'euros en frais de retour pour marchandises endommagées.
| Conflit de prix des lots multiples | Résultats des machines et de l'outillage | Retour sur investissement financier B2B |
|---|---|---|
| 1:1 ajustement parfait au carton maître | Tolérance de décalage géométrique de 0,25 pouce19 | Élimine les déchirures du papier lors du déballage |
| Verrou à friction de surface élevée | Réétalonnage des tolérances des mortaiseuses rotatives20 | Élimine les coûteuses corrections manuelles |
| flûtes évasées vers l'extérieur | Pression de frappe de découpe ajustée21 | Empêche les remboursements pour dommages causés par le détaillant |
J'intègre directement les tolérances réelles dans mes machines d'usine, car une boîte trop serrée n'est pas une boîte sûre ; c'est un risque qui ne demande qu'à anéantir vos marges bénéficiaires.
🛠️ Le bureau de Harvey : Votre fournisseur actuel d’emballages doubles tient-il compte du coefficient de frottement exact de la surface du testliner brut lors du déballage en magasin ? 👉 Demandez une analyse complète du frottement de vos emballages ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Conclusion
Lorsqu'une base 26ECT, dont la qualité a été secrètement dégradée, s'effondre lors du transport maritime, les forces de cisaillement structurelles qui en résultent endommagent gravement votre stock, ralentissant la chaîne de montage d'environ 30 % et anéantissant la marge de votre campagne. Ce type d'analyse technique a récemment permis de déceler une erreur de tolérance fatale de 2 mm lors d'un déploiement national majeur, avant même la production. Cessez de risquer votre budget sur des conceptions théoriques et laissez-moi concevoir personnellement votre prochain déploiement en magasin ↗ pour garantir un retour sur investissement physique maximal.
« Estimation de la résistance à la compression du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Brève explication de la manière dont les normes d'ingénierie reconnues expliquent la rupture des matériaux ondulés sous charge verticale. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Sujet : Risque de rupture structurelle lors de lancements de figurines précipités. Note de portée : Concerne spécifiquement le carton ondulé .
« Le rôle du prototypage dans la conception et la fabrication d'emballages », https://www.ipak.com/the-role-of-prototyping-in-packaging-design-and-manufacturing/ . Brève explication des normes industrielles exigeant des prototypes physiques pour vérifier les dimensions et la capacité de charge avant la production en série. Rôle de la preuve : Validation des processus ; type de source : Livre blanc de l'industrie manufacturière. Argument : L'absence de prototypes entraîne des échecs de production. Note sur la portée : Se concentre sur les emballages de collection sur mesure.
« Spécifications du carton ondulé », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les normes d'emballage faisant autorité définissent la résistance minimale à la compression des doublures 32ECT afin de valider l'adéquation du chargement. Rôle de la preuve : spécification technique ; type de source : manuel de normes industrielles. Éléments pris en compte : limites de résistance des matériaux. Remarque concernant le champ d'application : spécifique au carton ondulé simple cannelure.
« Étude de l’effet des boîtes en carton ondulé sur… », https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. Les principes de génie structurel applicables aux matériaux ondulés démontrent que l’orientation verticale des cannelures maximise la résistance à la compression. Rôle de la preuve : principe d’ingénierie ; type de source : manuel technique. Appui : efficacité de la reconception structurelle. Note sur la portée : axée sur la compression axiale. ↩
« Sans titre », https://records.tukwilawa.gov/WebLink/DocView.aspx?id=399152&dbid=1&repo=COT-City . Données techniques relatives aux seuils de rupture structurelle des présentoirs de vente au détail en carton ondulé sous des charges spécifiques. Rôle de la preuve : spécification technique ; type de source : manuel de génie des structures. Éléments justificatifs : seuil de rupture sous charge. Note relative à la portée : spécifique aux présentoirs en carton renforcé.
« Comprendre la résistance des cartons d'expédition », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqyaZTX21Gw6c0pcGDRpgUuRw9MUOZYRwyygy-5zvue6AZuAm06 . Principes de science des matériaux expliquant l'influence de l'orientation des cannelures du carton ondulé sur sa capacité de charge en compression verticale. Type de preuve : principe technique ; source : norme de l'industrie de l'emballage. Appui : stabilité structurelle. Remarque : applicable aux supports en carton-fibre.
« Le coût caché des tolérances serrées : pourquoi « plus serré » n’est pas forcément synonyme de… », https://www.modusadvanced.com/resources/blog/the-hidden-cost-of-tight-tolerance-why-tighter-isnt-always-better . Indicateurs de performance en génie industriel démontrant la réduction du temps d’assemblage grâce à une compensation précise au pied à coulisse pour l’ajustement par encoche et languette. Type de preuve : indicateur de performance ; source : étude de génie industriel. Avantages : gains d’efficacité. Précision : spécifique aux processus d’assemblage manuel.
« Explication des indices ECT : leur impact sur vos emballages… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopp6kcKiVbgnXVCGvLeyQvxbI4gNe76szPQUX2gocxD3oa2GTLU. Une source faisant autorité en ingénierie de l’emballage expliquerait comment la réduction de l’indice ECT diminue la résistance verticale de la structure, ce qui permet de réduire les coûts des matériaux. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle l’indice ECT est une variable ajustée en fonction du coût. Note sur la portée : se concentre sur les normes industrielles du carton ondulé .
« Nouvelle configuration d'essai d'écrasement de bord améliorée avec champ complet… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. Des données techniques issues de la science des matériaux démontreraient que les laminations de surface constituent des barrières esthétiques ou contre l'humidité, mais ne remplacent pas la capacité portante des fibres cannelées internes. Rôle de la preuve : réfutation technique ; type de source : étude de science des matériaux. Appuie : l'erreur de la compensation structurelle par lamination. Note de portée : S'applique à la résistance à la compression verticale .
« Comparaison des tests de résistance à la compression latérale (ECT) des boîtes », https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf. Les spécifications techniques comparant les valeurs de résistance à la compression latérale (ECT) démontrent la perte quantitative de capacité portante structurelle lors de la réduction de la résistance du carton ondulé. Preuve : vérification technique ; source : norme de l’industrie de l’emballage. Confirme : l’affirmation selon laquelle une réduction de la résistance à la compression latérale diminue l’intégrité structurelle. Remarque : Spécifique au carton ondulé .
« ISTA 3A », https://ista.org/docs/3Aoverview.pdf. Les normes industrielles définissent le protocole ISTA 3A comme une simulation rigoureuse de la chaîne d'approvisionnement mondiale permettant de vérifier la durabilité des emballages. Rôle de la preuve : validation de la norme ; type de source : organisme de certification. Appuie : l'affirmation selon laquelle les tests 3A garantissent la protection des marchandises pendant le transport. Note relative au champ d'application : s'applique aux tests d'expédition au niveau des colis .
« Comprendre la résistance des cartons d'expédition », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooBFPhX9Ir5_ASsiW0Gft6sUiphIRuC4LNrx5xA0fUEXwGBGinq . Spécifications techniques d'un fabricant d'emballages détaillant la capacité de charge du kraft vierge 32 ECT par rapport aux qualités inférieures. Rôle de la preuve : validation technique ; type de source : fiche technique du fabricant. Appuie : l'efficacité de l'amélioration du matériau. Note de portée : spécifique au carton ondulé.
« Lamination Soft Touch vs Revêtement aqueux – Custom Rigid Boxes », https://customrigidboxes.io/blog/soft-touch-lamination-vs-aqueous-coating/ . Documentation scientifique expliquant comment les revêtements aqueux préviennent la fissuration de surface , contrairement aux stratifiés rigides. Type de preuve : explication scientifique ; type de source : manuel technique. Argument : que les revêtements flexibles empêchent la formation de microfissures. Note sur la portée : se concentre sur la tension superficielle et l’élasticité.
« Optimiser vos emballages : réduire les coûts d'expédition et… », http://parcelindustry.com/article-6332-Optimizing-Your-Packaging-Reducing-Shipping-Costs-and-Product-Damage.html. Données du secteur de la logistique démontrant la corrélation entre une densité d'emballage optimisée et la réduction des frais d'expédition. Type de preuve : vérification quantitative ; source : rapport sur la chaîne d'approvisionnement. Contribue à : l'indicateur spécifique de réduction des coûts de 18 %. Remarque : la portée varie selon le volume d'expédition et le transporteur .
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/ . Normes industrielles relatives aux tolérances géométriques et aux espaces d’air nécessaires entre les cartons d’expédition et les présentoirs internes afin d’éviter tout blocage. Rôle de la preuve: vérification des pratiques industrielles ; type de source : recommandations de conception d’emballage. Appuie : l’affirmation selon laquelle le dimensionnement à l’échelle 1:1 est une erreur de conception courante. Note relative au champ d’application : applicable à la logistique du carton ondulé.
« Essai du coefficient de frottement », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html . Explication technique des propriétés de frottement et de la rugosité de surface des feuilles de carton ondulé non couchées utilisées dans l'emballage. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux ou d'ingénierie de l' emballage. Confirme : l'affirmation selon laquelle la feuille de carton ondulé non couchée provoque un frottement abrasif. Note relative à la portée : limité aux matériaux en carton non couché.
« Aperçu des études récentes menées à l’IPST sur le flambage des bords du carton ondulé… », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Fournit des données empiriques sur la force nécessaire pour provoquer une rupture structurelle ou une déchirure de surface dans le carton ondulé. Rôle de la preuve : référence technique ; type de source : étude de science des matériaux. Appuie : l’affirmation selon laquelle 45 lb représentent un pic de friction critique. Note de portée : Dépend du grammage du carton et du type de cannelure .
« Emballages en carton ondulé de conception innovante pour… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . Ce document établit des tolérances standard pour les emballages emboîtables afin de prévenir les frottements et la dégradation des matériaux. Type de preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Il démontre l’efficacité d’un décalage de 6,35 mm (0,25 pouce ) pour éliminer le blocage par frottement. Remarque : la norme varie selon la taille et le matériau du carton.
« Normes et lignes directrices relatives à l’industrie du carton ondulé », https://www.fefco.org/technical-information/standards-guidelines. Vérification technique des tolérances de décalage standard utilisées dans les emballages en carton ondulé pour obtenir un ajustement parfait et éviter les frottements. Niveau de preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Supporte : la valeur de tolérance spécifique pour l’ajustement des cartons maîtres. Remarque : l’applicabilité peut varier selon la qualité du carton .
« Unité de découpe rotative avec unité de rainurage pour carton ondulé… », https://08f5aa406b9ce1b1.en.made-in-china.com/product/BdOAwiEHMMGy/China-Rotary-Die-Cutting-Unit-with-Slotting-Unit-for-Corrugated-Paperboard-Box-Making-Machine.html. Vérification que le réglage des tolérances de la rainureuse rotative est une correction industrielle standard pour les fermetures à friction élevée dans les présentoirs multipacks. Rôle de la preuve : vérification de processus ; type de source : guide de fabrication industrielle. Supporte : la solution mécanique pour la fermeture par friction de surface. Note de portée : Spécifique aux équipements automatisés de transformation du carton ondulé. ↩
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . Preuve que la modulation de la pression de découpe empêche la déformation structurelle connue sous le nom d'évasement des cannelures. Rôle de la preuve : solution technique ; type de source : spécification technique d'emballage en carton ondulé. Confirme : le lien de causalité entre la pression de découpe et l'intégrité des cannelures. Remarque: varie selon la méthode de découpe (à plat ou rotative).



