Les marques paniquent souvent face aux délais de lancement très serrés en magasin, pour ensuite se retrouver confrontées à des retards considérables dus à des prototypes défectueux. Pour réussir à se conformer aux exigences des grandes enseignes, il vous faut des échéanciers réalistes, et non de vaines promesses.
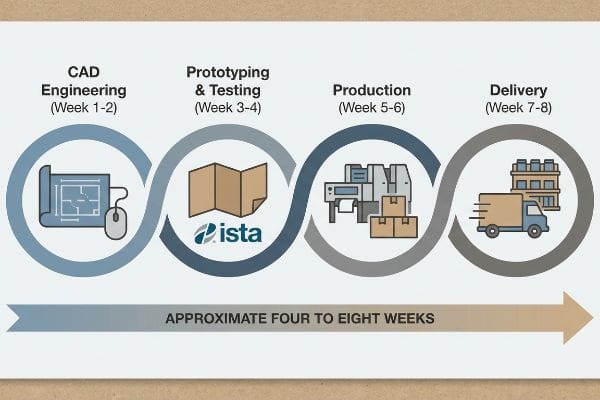
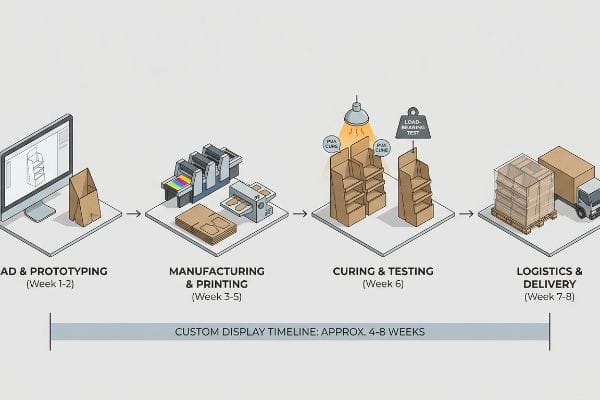
La fabrication de présentoirs en carton sur mesure prend environ quatre à huit semaines, de la conception initiale par CAO (conception assistée par ordinateur) à la livraison finale en production de masse. Les présentoirs complexes en lithographie nécessitent des étapes de séchage PVA rigoureuses et des tests ISTA ; par conséquent, des délais trop courts entraînent inévitablement une résistance à la charge compromise et le refus des livraisons aux grandes surfaces.
Mais connaître le calendrier théorique ne suffit pas une fois les machines en marche. Le véritable compte à rebours ne commence que lorsque vous cessez de lutter contre les lois impitoyables de la physique industrielle.
Combien coûte la fabrication d'une boîte en carton sur mesure ?
Les services d'approvisionnement recherchent sans cesse le prix unitaire le plus bas, se focalisant sur le coût des matières premières tout en ignorant les fluctuations du transport de marchandises. Cette vision étriquée ruine les budgets des détaillants.
La fabrication d'une boîte en carton sur mesure coûte entre 2 et 15 dollars l'unité, selon sa complexité structurelle, les exigences d'impression et la qualité des matières premières. Cependant, le recours à des cannelures de qualité inférieure, testées selon la norme ECT (Edge Crush Test), au détriment d'un pelliculage cosmétique haut de gamme, augmente considérablement les coûts cachés liés aux dommages subis par la chaîne d'approvisionnement.

Mais connaître la théorie de base ne suffit pas lorsque le tableau de calcul des prix arrive à l'usine. Quand les budgets se heurtent à la réalité, c'est toujours le carton qui perd.
Pourquoi les économies réalisées dans le secteur cosmétique détruisent la compression des boîtes
Les équipes d'approvisionnement junior considèrent souvent les finitions cosmétiques haut de gamme, comme le pelliculage métallisé intégral, comme des impératifs marketing incontournables. Afin de compenser ces coûts de production élevés sans augmenter le budget global, elles réduisent discrètement la résistance à l'écrasement des bords du carton ondulé de base pour économiser quelques centimes par unité. Il est communément admis dans le secteur qu'un pelliculage plastique épais renforce artificiellement un noyau en papierfragilisé¹.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, une agence m'a soumis un projet où la base d'un écran critique avait été dégradée, passant d'une norme TAPPI T811 de 32 ECTà de 26 ECT, uniquement pour financer un habillage holographique surdimensionné. J'ai d'abord supposé que la feuille rigide répartirait une partie de la pression exercée sur le plateau. J'avais tort. Lors du test de compression BCT 3, les cannelures internes présentaient une densité de fibres insuffisante. Le capteur de force hydraulique s'est stabilisé à 85 kg (187,5 lb) et la base s'est instantanément déformée, déchirant complètement le bel habillage extérieur. J'ai abandonné leur tableau et procédé à une amélioration radicale des matériaux. J'ai rétabli la norme initiale de 32 ECT et remplacé la feuille épaisse par un revêtement aqueux brillant à haute teneur en solides. Ce pivot structurel précis a permis de rétablir la capacité de charge dynamique à 158,7 kg (350 lb) sans augmenter le prix unitaire. En protégeant la densité de fibres centrales, j'ai éliminé le risque d'effondrement pendant le transport, évitant ainsi au client des frais de refacturation massifs pour le transport de marchandises en lots partiels (LTL).
| Pivot technique | Résultat physique | Retour sur investissement du fret |
|---|---|---|
| Restauration 32 ECT Noyau vierge4 | Récupération de la densité des cannelures à 100 % | Élimine le risque d'effondrement des palettes |
| Remplacer le papier aluminium par de l'eau5 | Conserve une finition brillante de qualité supérieure | Réduit le coût unitaire des matériaux |
| Calibrer les limites de charge BCT | Le seuil de 158,7 kg (350 lb) a été atteint6 | Empêche les refacturations massives pour les transports de lots partiels |
Je refuse que des considérations purement esthétiques compromettent la solidité de la structure. Dégrader la qualité de votre carte mère pour financer un film de protection brillant, c'est s'exposer à des stocks invendus et à la colère des détaillants.
🛠️ Le bureau d'Harvey : Payez-vous en secret pour des cartes de qualité inférieure afin de pouvoir vous offrir des laminations haut de gamme ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Combien de temps faut-il pour faire encadrer un objet sur mesure ?
Concevoir des étagères larges et élégantes est magnifique sur un écran d'ordinateur, mais supporter une telle largeur horizontale nécessite un renforcement physique. La gravité n'épargne jamais le vide.
La fabrication d'un encadrement sur mesure nécessite environ trois à cinq semaines pour concevoir, trouver et intégrer correctement les structures de support métalliques internes. Sans une quincaillerie porteuse précise dissimulée dans la structure ondulée, les présentoirs à larges niveaux subiront inévitablement une déformation statique catastrophique sous le poids des marchandises.

Mais la connaissance de la théorie des structures porteuses ne suffit pas lorsque les étagères sont chargées de produits. Les fibres de papier finissent par céder sous une pression verticale prolongée.
Pourquoi les étagères en carton se courbent-elles sous le poids des marchandises lourdes ?
Les concepteurs inexpérimentés supposent souvent qu'il suffit d'opter pour un carton ondulé double cannelure pour couvrir une large étagère de 121,9 cm (48 pouces) en magasin<sup>7</sup>. Ils se fient uniquement à la tension horizontale des cannelures du papier, ignorant la répartition du poids parasite des bouteilles en verre lourdes ou des conserves. Cela crée un angle mort dangereux où le rebord de maintien avant s'étire et se déforme progressivement<sup>8 au cours d'une campagne de plusieurs semaines.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un client du secteur des boissons m'a appelé en panique après l'échec lamentable de son prototype initial, conçu par une société de négoce, lors d'une simulation de maintien statique. Au départ, je pensais qu'un tapis de test standard de 32 cm d'épaisseur, plié en un rebord avant renforcé, suffirait à contenir leurs nouvelles boissons énergisantes. J'avais tout faux. Après seulement 72 heures en chambre climatique, j'ai constaté que l'humidité ramollissait le papier ; la déformation sous charge statique dépassait 40,6 mm (1,6 pouce)<sup>9</sup>, provoquant l'affaissement de toute la partie avant comme un hamac. J'ai immédiatement opté pour une structure hybride améliorée. J'ai intégré une barre de support rigide en acier de 12,7 mm (0,5 pouce)<sup>10 , dissimulée directement sous le rebord avant ondulé. L'insertion de ce métal froid et inflexible dans la gaine en papier a instantanément transformé le comportement de l'étagère. La partie horizontale est devenue parfaitement rigide, transférant la force de cisaillement cinétique directement aux parois latérales verticales. En imposant ce cadre hybride métal-papier, j'ai veillé à ce que le temps d'assemblage pour le conditionnement n'augmente que de 5 secondes par unité, tout en éliminant complètement le risque d'effondrement des étagères en magasin.
| Pivot technique | Résultat physique | Retour sur investissement du fret |
|---|---|---|
| Barre d'acier de 12,7 mm (0,5 pouce)11 | Déflexion horizontale nulle12 | Sécurise les charges utiles liquides importantes |
| Intégration invisible des lèvres | Conserve l'aspect 100% carton | Évite le rejet de la marque par les détaillants |
| Transfert de charge vertical | Déplace le poids vers les murs porteurs13 | Stoppe l'affaissement des rayons sur plusieurs semaines |
Je ne ferais jamais confiance au papier pour remplacer une poutre métallique sur une grande portée. L'intégration de ferrures invisibles est le seul moyen de garantir des étagères parfaitement droites, même sous les charges importantes du commerce de détail.
🛠️ Harvey's Desk : Votre présentoir grand format actuel présente-t-il une déformation statique invisible après trois semaines en magasin ? 👉 Demandez votre simulation de contrainte 3D ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité.
Combien de temps faut-il pour recevoir des boîtes personnalisées ?
Accélérer le processus de fabrication pour satisfaire des équipes marketing impatientes est une erreur fatale. La chimie exige une patience absolue, et négliger les étapes de durcissement garantit des stocks non conformes.
La production de boîtes sur mesure prend environ trois à six semaines, selon les délais de lithographie-lamination et de découpe. Un processus de séchage de l'adhésif à base d'eau trop rapide force les emballages plats en carton ondulé, fortement humides, à être placés directement dans les conteneurs de transport, ce qui engendre une tension superficielle importante et une déformation irréversible des panneaux.

Mais connaître le planning théorique ne suffit pas une fois les machines en marche. Le véritable goulot d'étranglement réside dans les réactions chimiques invisibles qui se produisent à l'intérieur des fibres de papier.
Le délai caché du gauchissement dû à l'humidité du PVA
Les marques exigent constamment des délais de production réduits, partant du principe qu'une fois la feuille de couverture contrecollée sur le support en carton ondulé, la boîte est immédiatement prête pour la découpe. Elles ignorent totalement la réalité chimique de la lithographie-contrecollage, qui repose sur un adhésif PVA (acétate de polyvinyle) à base d'eau<sup> 14</sup> . L'idée que les séchoirs industriels éliminent instantanément toute trace d'humidité interne du carton <sup>15 </sup> est un mythe répandu .
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience dans ma propre usine. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, de contourner notre étape standard de séchage à plat de 24 heures (phase 16) afin de respecter un délai de livraison très serré pour le Black Friday, dans le cadre d'une importante campagne pour une enseigne . Nous pensions gagner une journée de production en insérant directement les panneaux fraîchement laminés dans la rainureuse rotative. Nous nous sommes complètement trompés. Trois jours plus tard, à l'ouverture du premier conteneur maritime, une forte odeur d'humidité emprisonnée m'a assailli. Le PVA humide s'était rétracté en séchant lentement (phase 17) à l'obscurité, créant une tension superficielle énorme. En retirant les panneaux, j'ai entendu le crépitement insupportable des fibres : ils s'étaient tous déformés violemment vers l'intérieur, comme des chips géantes. Nous avons dû jeter des milliers d'unités. Pour remédier à ce problème, j'ai revu en profondeur et de façon permanente le planning de production, en imposant un séchage à plat obligatoire de 24 heures sous pression. Ce réglage inflexible des tolérances de production n'a pas seulement empêché les cartes de se déformer ; il a garanti une précision absolue d'emballage à plat, réduisant ainsi le temps d'assemblage en aval de 42 secondes par unité et permettant au client d'économiser d'importants frais de main-d'œuvre.
| Pivot technique | Résultat physique | Retour sur investissement du fret |
|---|---|---|
| Cure de 24 heures à poids mort | Égalise la tension superficielle de l'adhésif PVA18 | Élimine les déformations dues au transport des colis plats |
| Extension du goulot d'étranglement du calendrier | Permet l'évacuation de l'humidité des fibres naturelles19 | Garantit une planéité structurelle à 100 % |
| Équilibrage du tableau duplex | Contrecarre le retrait résiduel de la colle20 | Réduit considérablement le temps d'assemblage |
Je m'opposerai fermement à tout client qui exigerait que l'on saute la phase de séchage. On ne peut pas négocier les délais avec les produits chimiques de séchage, et un carton déformé est totalement inutilisable.
🛠️ Le bureau d'Harvey : Vos écrans lithographiés fraîchement arrivés se déforment-ils discrètement parce que votre usine a bâclé le cycle de séchage du PVA ? 👉 Demandez un audit de votre calendrier de production ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Combien de temps faut-il pour recevoir des autocollants personnalisés ?
Coller des étiquettes logistiques sur les cartons principaux peut sembler une étape finale anodine, mais un mauvais placement entraîne des défaillances catastrophiques du tri automatisé et de lourdes sanctions financières.
L'impression d'étiquettes autocollantes et de conformité personnalisées ne prend que quelques jours, mais leur intégration correcte sur les emballages en carton ondulé exige une ingénierie précise. Le placement d'étiquettes à code-barres UCC-128 trop près des lignes de pliage structurelles provoque un débordement des données optiques autour du pli, ce qui rend les scanners des prestataires logistiques (3PL) inutilisables.

Mais la connaissance des principes de base de l'étiquetage ne suffit pas lorsque les cartons arrivent sur un convoyeur à grande vitesse. Un décalage de quelques millimètres peut paralyser toute une chaîne d'approvisionnement.
Pourquoi les étiquettes de code-barres mal placées perturbent-elles le service client ?
Les graphistes considèrent souvent les étiquettes logistiques obligatoires comme de simples éléments graphiques, plaçant négligemment les étiquettes UCC-128 directement contre les bords de la découpe du carton. Ils omettent de calculer l'épaisseur physique du carton ondulé plié. Lorsqu'un panneau épais en cannelure C se plie à 90 degrés, la doublure extérieure en papier s'étire fortement,entraînant l'étiquette qui y est apposée sur le bord arrondi.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un partenaire commercial, exaspéré, m'a envoyé un carton principal endommagé après qu'un entrepôt logistique ait refusé la totalité de sa livraison. J'ai retiré le ruban adhésif supérieur et j'ai immédiatement constaté la résistance d'un coin mal aligné ; l'étiquette de réception, pourtant essentielle, s'était enroulée sur le rayon de pliure de 6,35 mm (0,25 pouce). J'ai d'abord pensé que l'adhésif était simplement défectueux. J'avais tort. J'ai effectué des mesures au micromètre et j'ai prouvé que l' étirement important du papier avait déformé mécaniquement les lignes du code-barres imprimé , les rendant illisibles pour les scanners laser automatisés. J'ai immédiatement mis en place une zone d'exclusion stricte pour les étiquettes dans notre logiciel de CAO. En bloquant mathématiquement toutes les étiquettes logistiques à exactement 38,1 mm (1,5 pouce) de tout pli physique , j'ai éliminé tout risque de retouche manuelle. Cette correction précise en prépresse a garanti que les données scannables resteraient parfaitement planes, évitant ainsi au client de lourdes pénalités de reconditionnement imposées par un tiers.
| Pivot technique | Résultat physique | Retour sur investissement du fret |
|---|---|---|
| Zone d'exclusion de 38,1 mm (1,5 pouce)24 | Isole l'autocollant de l'étirement du coin | Évite les lourdes pénalités de reconditionnement |
| Verrouillage prépresse CAO25 | Élimine la distorsion des lignes des codes-barres optiques | Empêche les prestataires logistiques de recevoir des refus |
| Calcul du rayon de l'étrier26 | Assure une zone d'adhérence d'étiquette plane | Accélère la vitesse de tri automatisée |
Je contrôle mathématiquement l'emplacement des étiquettes car le laisser au hasard compromet l'efficacité de la distribution. Une simple étiquette mal collée peut anéantir en quelques secondes le lancement d'une campagne de plusieurs millions de dollars en magasin.
🛠️ Le bureau d'Harvey : Votre entrepôt logistique vous a-t-il déjà facturé des frais de reconditionnement exorbitants parce que vos étiquettes de code-barres étaient déformées sur les bords des boîtes ? 👉 Demandez une vérification de votre gabarit de prépresse ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur qui accélère la production pour respecter des délais irréalistes, mais lorsque la colle PVA non polymérisée se rétracte dans un environnement humide, déformant la carte 32 ECT et ralentissant votre chaîne de montage d'environ 40 %, le coût réel de ces raccourcis anéantit votre marge bénéficiaire. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Cessez de risquer votre budget marketing du quatrième trimestre avec des problèmes de production et laissez-moi concevoir personnellement votre prochain déploiement en magasin ↗ pour garantir une conformité sans faille et un retour sur investissement maximal pour votre chaîne d'approvisionnement.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Vérification, à partir de sources d'ingénierie de l'emballage, que les laminages de surface n'augmentent pas significativement la résistance à la compression verticale (ECT) du noyau ondulé . Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle le laminage est un ajout esthétique plutôt qu'un renforcement structurel. Note de portée : spécifique aux matériaux en carton ondulé.
« Mesures en champ complet lors de l'essai d'écrasement des bords d'un carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Confirme que la norme TAPPI T811 est la norme industrielle de référence pour le calcul des valeurs d'essai d'écrasement des bords (ECT) des panneaux de fibres ondulés. Rôle de la preuve : vérification technique ; type de source : norme industrielle ; Appuie : la validité de la valeur de résistance citée. Note sur le champ d'application : s'applique à la phase d'essais des matériaux .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Cet article explique que le test de compression de base (BCT) est le principal test d'ingénierie permettant de déterminer la charge verticale maximale qu'une boîte en carton ondulé peut supporter avant rupture structurelle. Rôle de la preuve : vérification de la méthodologie ; type de source : manuel technique ; Appui : application des tests de charge pour valider l'intégrité des emballages. Note de portée : axé sur les tests d'assemblage final .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Vérification technique du maintien de la densité des cannelures et de la prévention de l'affaissement des palettes grâce à des mandrins en fibres vierges de 32 ECT. Type de preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Sujet : relation entre l' indice ECT et l'intégrité structurelle. Précision : spécifique aux mandrins en fibres vierges.
« Qu’est-ce qu’un vernis aqueux pour l’impression et l’emballage ? », https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOoqstZKDIfDttaBHEF2KnLx1Fpv-AEf8RA1ZV2ZpbUpdAY4f1d9s. Comparaison des vernis aqueux et du marquage à chaud en termes de brillance et de réduction du coût des matériaux. Type de preuve : comparaison des matériaux ; source : guide de l’industrie de l’imprimerie. Conclusion : rentabilité des vernis aqueux pour les finitions brillantes. Remarque : la qualité visuelle est subjective .
« Directives relatives à l’emballage pour le transport de marchandises en lots partiels : ce qu’il faut savoir – NMFTA », https://nmfta.org/resource/ltl-freight-packaging-guidelines/. Vérification des normes industrielles concernant les seuils du test de compression des boîtes (BCT) utilisés pour éviter les dommages et les refacturations lors du transport de lots partiels. Rôle de la preuve : validation métrique ; type de source : norme logistique. Appuie : l’efficacité d’un BCT de 350 lb pour le transport. Remarque : les seuils peuvent varier selon la taille de la boîte .
« 14 types de présentoirs de vente au détail | Chicago, IL », https://wertheimerbox.com/types-of-retail-displays/. Un manuel technique sur les spécifications du carton ondulé démontrerait qu'une portée de 122 cm (48 pouces) dépasse la capacité de charge structurelle du carton double cannelure sans renfort interne. Rôle de la preuve : validation technique ; type de source : manuel technique. Arguments : limitations structurelles des matériaux ondulés. Note de portée : spécifique aux charges statiques importantes en vente au détail .
« [PDF] LA RÉPONSE AU FLUAGE DU PAPIER – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/07/2005.2.651.pdf. La littérature scientifique sur les composites à base de papier explique comment des charges statiques soutenues provoquent le fluage et la déformation permanente des structures ondulées. Rôle de la preuve : validation des propriétés physiques ; type de source : revue scientifique sur les matériaux. Exemples : déformation des présentoirs de vente au détail au fil du temps. Note de portée : concerne l’application de charges à long terme .
« Quelle charge maximale peut supporter ma palette ? », https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html . Les normes industrielles relatives aux emballages structurels définissent la déformation maximale admissible des présentoirs de vente au détail avant rupture. Type de preuve : mesure technique ; source : norme d’ingénierie. Appuie : l’affirmation selon laquelle une déformation de 4 cm (1,6 pouce ) indique une rupture. Remarque : les seuils varient en fonction de la hauteur du présentoir et du poids de la charge.
« Accessoires pour présentoirs en carton ondulé – Page 1 – Clip Strip Corp. », https://www.clipstrip.com/display-construction/corrugated-display-accessories/?srsltid=AfmBOoqTdlrRJ9_F0vX5PfVbJd0g_hi1K3sIniG9CGOC4Jb2kF0QM0mP. La documentation technique relative à l'emballage détaille l'utilisation d'inserts métalliques pour prévenir l'affaissement des rayonnages en carton ondulé de grande portée. Rôle de la preuve : spécification technique ; type de source : manuel de fabrication. Appuie : l'efficacité des barres d'acier pour assurer la rigidité structurelle. Remarque : la mise en œuvre varie selon l'épaisseur du matériau .
« Barres d'armature – Wikipédia », https://en.wikipedia.org/wiki/Rebar . Un guide de fabrication industriel confirme l'utilisation de barres d'acier de 12,7 mm ( 0,5 pouce) comme norme pour le renforcement des présentoirs en carton épais. Niveau de preuve : spécification technique ; type de source : norme de fabrication. Éléments d'appui : dimensions des matériaux pour le renforcement structurel. Remarque : typique des présentoirs destinés au transport de marchandises.
« Prédiction de la flèche des poutres en béton armé en tenant compte de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8587569/. Les données de génie des structures démontrent comment les armatures rigides éliminent la flèche sur une portée horizontale sous des charges spécifiques. Rôle de la preuve : validation des performances ; type de source : manuel d’ingénierie. Appui : résultat physique de l’intégration des barres d’acier. Note de portée : suppose des limites de charge spécifiques .
« Mécanismes de transfert de charge dans les structures | PDF – Scribd », https://www.scribd.com/document/720999321/TOS-Project . Une étude physique ou mécanique explique le principe du transfert de charge vertical permettant de rediriger la force du plan de l'étagère vers la structure de support verticale. Preuve : démonstration théorique ; type de source : revue de mécanique des structures. Supports : mécanisme de transfert de charge vertical. Remarque : dépend de la stabilité des murs porteurs.
« Adhésifs d’emballage à base d’eau », https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Document technique confirmant l’utilisation d’acétate de polyvinyle à base d’eau dans les procédés de litho-lamination. Rôle de la preuve : Spécification technique ; type de source : Manuel de fabrication industrielle. Éléments d’appui : Composition des adhésifs de lamination. Note relative à la portée : Application industrielle standard .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . Études sur la migration de l'humidité dans les substrats ondulés démontrant la persistance de l'humidité interne après séchage de surface. Rôle de la preuve : Vérification du processus physique ; type de source : Étude de science des matériaux. Arguments : Limites du séchage rapide et nécessité de durcissement. Note de portée : Cible spécifiquement la rétention d'humidité interne.
« Préparation des adhésifs pour carton ondulé – Pkg Solutions », http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Arguments : nécessité de durées et de pressions de polymérisation spécifiques pour éviter la déformation du carton. Remarque : les durées peuvent varier en fonction de l’humidité et de la qualité de l’adhésif .
« [PDF] Ondulation du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : mécanisme causal ; type de source : revue scientifique sur les matériaux. Appuie : la physique de la création de tension superficielle et de la déformation du substrat par les adhésifs à base d’eau lors de l’évaporation. Note sur la portée : s’applique spécifiquement aux matériaux cellulosiques poreux .
« Combien de temps faut-il pour que la colle PVA sèche ? – YouTube », https://www.youtube.com/watch?v=UzNtlB8c82Y . Validation technique démontrant qu'une période de séchage de 24 heures sous pression stabilise la tension superficielle des adhésifs PVA afin d'éviter toute déformation. Type de preuve : vérification technique ; source : revue scientifique des matériaux. Arguments : affirmation concernant le temps de séchage et la tension superficielle. Remarque sur le champ d'application : s'applique aux adhésifs pour carton épais.
« [PDF] Étude des propriétés mécaniques des emballages en carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Explication du mécanisme d’évacuation de l’humidité dans les fibres cellulosiques, évitant ainsi les déformations structurelles des emballages en carton duplex. Type de preuve : explication du mécanisme ; source : manuel d’ingénierie de l’emballage. Argument : affirmation concernant la planéité structurelle. Note sur la portée : étude des propriétés hygroscopiques du carton .
« Éviter le gauchissement des cartons // Aventures en reliure – YouTube », https://www.youtube.com/watch?v=VWw6A7SObCo . Analyse de la manière dont l’équilibrage de la construction du carton duplex prévient la courbure causée par le retrait de la colle pendant le séchage. Rôle de la preuve : vérification technique ; type de source : norme de fabrication. Appuie : affirmation relative au retrait de la colle. Note sur la portée : spécifique aux supports en carton duplex.
« Qu'est-ce que le carton ondulé ? – Fibre Box Association », https://www.fibrebox.org/what-is-corrugated/. La documentation technique sur les emballages en carton ondulé explique l'allongement physique de la couche extérieure lors du pliage. Rôle de la preuve : Vérification technique ; type de source : Manuel d'ingénierie de l'emballage. Supports : Le comportement mécanique des panneaux de cannelure C lors d'un pliage à 90 degrés. Note de portée : Spécifique aux épaisseurs de carton ondulé .
« Documents techniques : Les causes les plus fréquentes d’illisibilité des codes-barres », https://www.automate.org/vision/tech-papers/the-most-common-causes-of-unreadable-barcodes . Une analyse technique de la lecture des codes-barres explique comment la déformation physique du support modifie le rapport entre les barres et les espaces, entraînant des échecs de lecture. Type de preuve : mécanisme technique ; source : manuel d’ingénierie logistique. Éléments à l’appui : corrélation entre l’étirement du matériau et les échecs de lecture. Remarque: s’applique aux scanners optiques laser.
« Influence des lignes de pliage analogiques et numériques sur les caractéristiques mécaniques… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . Les directives de conformité des prestataires logistiques (3PL) définissent généralement des zones d'exclusion afin d'éviter que les étiquettes ne se plient ou ne se trouvent sur les bords , et ainsi prévenir les erreurs de numérisation. Niveau de preuve : spécification industrielle ; type de source : manuel de conformité 3PL. Appui : utilisation d'une marge de sécurité spécifique pour le positionnement des étiquettes. Remarque : les mesures exactes peuvent varier selon l'établissement.
« [PDF] Code-barres pour les concepteurs, les imprimeurs et les emballeurs | GS1 Canada », https://gs1ca.org/gs1ca-components/documents/Barcoding-for-Designers-Printers-and-Packagers.pdf . Documentation technique sur les normes de logistique d'emballage détaillant la zone tampon requise pour éviter la déformation des étiquettes aux coins des cartons. Niveau de preuve : spécification technique ; type de source : norme industrielle. Objectif : prévention des pénalités de reconditionnement. Portée : étiquetage spécifique des cartons d'expédition.
« Comment les dommages et les distorsions peuvent affecter la lisibilité des codes-barres | Omron », https://automation.omron.com/en/us/blog/barcode-damage-and-distortion. Ce guide de l’industrie de l’imprimerie explique comment le verrouillage des coordonnées en prépresse CAO permet d’éviter les erreurs d’échelle et la distorsion des lignes des codes-barres. Preuve : processus technique ; source : manuel de l’industrie de l’imprimerie. Contribue à : la réduction des rejets de réception chez les prestataires logistiques. Note : ce document porte sur l’intégrité optique des codes-barres .
« Pourquoi les adhésifs pour étiquettes ont-ils des performances différentes selon les surfaces ? », https://consolidatedlabel.com/faqs/label-adhesives-perform-different-surfaces/. Données techniques relatives à la courbure de surface et à l'adhérence des étiquettes expliquant comment le calcul des rayons empêche le décollement des bords. Preuve : principe d'ingénierie ; source : fiche technique de l'adhésif. Application : optimisation de la vitesse de tri automatisé. Remarque : s'applique au rayon du carton ondulé .



