
Vous avez conçu la campagne de vente au détail parfaite, mais si les vendeurs ne peuvent pas assembler votre présentoir en moins de trois minutes, il finira directement à la poubelle.
Le montage d'un présentoir en carton prend environ une à cinq minutes, selon sa complexité. Les modèles pliables pré-collés s'assemblent en quelques secondes, tandis que les configurations sur palettes de grande taille, avec plusieurs étagères modulaires et une structure de support interne, nécessitent un peu plus de temps et des instructions visuelles claires afin d'éviter toute frustration chez les vendeurs.

Connaître le temps de préparation théorique n'est que le point de départ. Voyons maintenant comment le génie structurel détermine concrètement la vitesse d'assemblage en magasin.
Quel est le délai de réalisation pour les découpes en carton personnalisées ?
Attendre des semaines pour obtenir un prototype physique casse votre élan avant même le lancement de la campagne.
Le délai de production des découpes en carton sur mesure varie généralement de 24 heures pour les échantillons structurels blancs non imprimés à deux semaines pour la production en série. L'utilisation de tables de découpe numériques de pointe permet de s'affranchir des matrices de découpe en acier coûteuses lors des phases de prototypage rapide et de validation structurelle initiale.

Découper la forme rapidement, c'est bien, mais s'assurer qu'elle tienne debout, c'est là que le véritable travail d'ingénierie commence.
Accélération de la mise sur le marché grâce au prototypage numérique
La pratique courante consiste à attendre des semaines qu'une usine réalise un moule en boispour tester un concept structurel. Même les équipes d'approvisionnement les plus expérimentées acceptent souvent ces délais considérables comme une procédure standard, ce qui représente une perte de temps précieuse dans la chaîne d'approvisionnement.
Je sais que vous êtes perdu(e) devant votre calendrier, car 80 % de mes clients pensent devoir investir dans un outillage coûteux avant même d'avoir vu un échantillon physique. L'astuce ? Utiliser des tables de découpe numérique CNC (Commande Numérique par Calculateur) pour obtenir un échantillon blanc en 24 heures².Le mois dernier encore, j'ai vu un client aux prises avec un socle découpé qui s'affaissait, faute d'avoir réalisé un prototype ; le craquement bruyant et poudreux du carton ondulé brut (test de résistance à la compression des bords 32ECT)³ lors de l'assemblage a nécessité une refonte complète. En réalisant rapidement un échantillon physique, nous évitons l'attente, validons les calculs structurels et leur faisons gagner 15 jours de délai.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Des semaines d'attente pour les matrices en acier | échantillons blancs numériques CNC | Lance les campagnes 15 jours plus rapidement4 |
| Passer outre le prototype physique | Essais structurels de 24 heures5 | Empêche un effondrement catastrophique |
| Deviner la stabilité | Validation de la charge en conditions réelles | Garantit une position verticale |
Je ne lance jamais la production en série d'un modèle sans avoir préalablement réalisé un prototype blanc de 24 heures. Cela élimine les approximations, garantit la validité mathématique de la géométrie de base et évite des retouches coûteuses avant qu'elles n'épuisent votre budget marketing.
🛠️ Le bureau de Harvey : Vous vous demandez si votre forme personnalisée résistera à l’affluence des rayons d’un magasin ? 👉 Demandez un audit d’échantillon blanc ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment fabriquer un présentoir à partir de carton ?
Vous pouvez avoir les plus beaux graphismes du monde, mais si le boîtier nécessite un diplôme d'ingénieur pour être construit, c'est un échec.
Pour fabriquer un présentoir en carton grâce à une conception astucieuse, il est indispensable d'utiliser des plateaux modulaires pré-encollés et des bases autobloquantes. Ceci élimine le besoin de ruban adhésif salissant ou de pliage manuel complexe, permettant ainsi aux vendeurs de déplier la structure facilement tout en conservant une capacité de charge dynamique maximale.

Maintenant que les bases sont posées, l'architecture interne devient le prochain obstacle majeur.
La méthode de pré-collage sans frustration
De nombreuses marques tentent de réduire leurs coûts de fabrication initiaux en fournissant des feuilles ondulées complètement plates et non collées6.Elles supposent que les vendeurs passeront volontiers 20 minutes à suivre un manuel de papier complexe pour plier chaque onglet et plateau individuel.
En réalité, les employés des magasins n'ont tout simplement pas le temps de déchiffrer un assemblage complexe. Ils finissent donc par utiliser du ruban adhésif transparent de piètre qualité pour forcer l'assemblage. J'ai constaté ce problème constamment en magasin : la friction désagréable et collante de ce ruban bon marché ruine un travail de lithographie de haute qualité, juste pour empêcher les étagères de s'effondrer. La solution ? Exiger des structures pré-encollées et à fond automatiquedirectement en usine. Cette étape structurelle initiale réduit le temps d'assemblage à quelques secondes, préserve l'esthétique et garantit que le présentoir arrive en rayon conforme à vos maquettes numériques.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fourniture de feuilles 100% plates | Socles autobloquants pré-encollés8 | Réduit le temps d'assemblage à quelques secondes |
| S'appuyer sur des manuels complexes | Géométrie pop-up intuitive | Élimine la frustration des employés de bureau |
| Autoriser les employés à utiliser du ruban adhésif | Verrous structurels intégrés9 | Préserve l'image de marque haut de gamme |
J'exige systématiquement l'utilisation de composants modulaires pré-encollés pour tout lancement de produit de grande consommation. Cela permet de décharger les employés de vente, souvent très occupés, de la tâche d'assemblage et de la confier à mes machines d'usine, garantissant ainsi une exécution parfaite à chaque fois.
🛠️ Harvey's Desk : Vos vendeurs abîment-ils vos plateaux haut de gamme en forçant les plis ? 👉 Améliorez leur structure ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Combien de temps faut-il pour installer un échafaudage ?
Les supports internes sont les héros invisibles de tout grand magasin, mais leur installation ne devrait pas ressembler à un chantier de construction.
L'installation d'un échafaudage à l'intérieur d'un grand présentoir en carton ondulé ne prend qu'une à deux minutes grâce à l'utilisation de cloisons flottantes ou modulaires. Ces structures de support internes assurent une répartition dynamique optimale des charges pour les produits lourds, réduisant considérablement le temps d'installation par rapport à la fixation par ruban adhésif ou à l'insertion forcée de grilles entrecroisées complexes.

Une fois la grille de support interne bien en place, il vous reste encore à fixer le panneau arrière principal pour terminer l'ensemble.
Simplification des supports internes ondulés
Lorsqu'il s'agit de produits lourds, les marques conçoivent souvent des grilles d'échafaudage internes massives qui nécessitent de multiples pièces de planches qui s'entrecroisent 10. Même les concepteurs expérimentés négligent souvent la difficulté d'aligner manuellement ces grilles rigides tout en se penchant au-dessus d'un bac à palettes profond .
Imaginez essayer de construire un château de cartes avec des gants d'hiver : la précision est tout simplement impossible à atteindre manuellement. Je vois régulièrement des équipes de préparation de commandes peiner à aligner les grilles standard, ce qui provoque un craquement désagréable du carton brut lorsqu'elles tentent d'emboîter les pièces. Une solution simple consiste à utiliser des séparateurs modulaires flottants plutôt que des grilles rigides. Ce changement stratégique réduit le temps de préparation d'environ 40 %¹¹, élimine complètement les déchirures et garantit une répartition optimale du poids des articles (unités de gestion des stocks) sur la palette.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Grilles complexes qui s'entrecroisent | cloisons modulaires flottantes | Réduit le temps de préparation de 40 %12 |
| alignements manuels précis | butées de dégagement techniques13 | Empêche le carton de se déchirer |
| Négliger l'ergonomie des postes de travail | Supports à encastrer par le haut | Réduit la fatigue physique |
Je refuse d'approuver des structures internes complexes si une cloison modulaire plus simple peut atteindre exactement la même résistance au test de compression (BCT). Un échafaudage simplifié garantit que votre présentoir arrive intact dans l'allée, dans les délais impartis.
🛠️ Le bureau de Harvey : Votre organisation interne est-elle à l’origine de retards importants dans vos livraisons ? 👉 Demandez votre audit d’assistance ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Comment fixer la partie arrière à la découpe en carton pour la faire tenir debout ?
Un beau panneau arrière ne sert à rien s'il refuse de se verrouiller dans la base lors de l'étape finale d'assemblage.
Pour fixer le panneau arrière à une découpe en carton et assurer sa stabilité, il faut aligner les languettes de verrouillage mâles avec les encoches de réception prévues à cet effet. La prise en compte de l'épaisseur du carton ondulé plié garantit un ajustement parfait, évitant ainsi que le panneau arrière ne se déforme ou ne se déchire.
Faire tenir un seul écran debout dans un laboratoire est facile, mais voici la dure réalité lorsqu'on en expédie 500 et que les languettes refusent de s'insérer dans les fentes sur la chaîne de production.
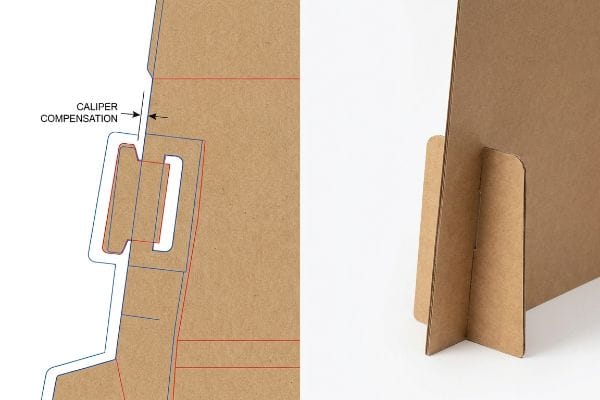
Le frottement caché de la compensation d'étrier
Les graphistes intègrent souvent des languettes et des encoches de pliage dans leurs fichiers numériques, en respectant scrupuleusement la largeur du panneau correspondant. Ils partent du principe que si une languette mesure exactement 50,8 mm (2 pouces) de large à l'écran, l'encoche doit également mesurer exactement 50,8 mm (2 pouces) de large pour garantir un ajustement parfait.
Dans mon atelier, je constate régulièrement l'arrêt complet de lignes de conditionnement à cause de ce point aveugle. Lorsqu'une plaque de cannelure B de 3 mm d'épaisseurse plie à 90 degrés, le matériau s'étire et occupe de l'espace. Si la rainure de réception n'est pas élargie pour compenser ce rayon extérieur,le joint crée une résistance mécanique importante. J'ai récemment effectué des mesures micrométriques sur un présentoir , ce qui a prouvé que nous n'avions pas besoin de clips en plastique coûteux : une tolérance de rainure de 2,8 mm plus large suffisait pour compenser le pli. En intégrant cette compensation précise au niveau de l'épaisseur dans la matrice, je garantis une réduction du temps d'assemblage de 35 secondes par unité, ce qui permet à mes clients d'économiser des milliers d'euros en frais de main-d'œuvre inutiles, tout en empêchant les panneaux arrière de se déformer sous tension.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Machines à sous numériques à l'échelle 1:1 | Compensation d'épaisseur du pied à coulisse16 | Élimine les frottements d'assemblage |
| Forcer les languettes de verrouillage serrées | Ajout d'un dégagement au rayon de pliage17 | Empêche la déformation du panneau arrière |
| Utilisation de clips de support en plastique | Mathématiques ondulées techniques18 | Réduction du coût unitaire de la nomenclature |
J'ajuste mathématiquement chaque encoche d'emboîtement sur la matrice avant même que l'encre n'atteigne le papier. Tenir compte de l'épaisseur physique du support est le seul moyen de garantir un assemblage sans frottement et parfaitement droit.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez négocier les prix les plus bas pour vos matières premières, mais si ces languettes de verrouillage, pourtant parfaitement découpées numériquement, refusent de s'emboîter correctement à cause d'une compensation d'épaisseur négligée, ralentissant la chaîne de montage d'environ 30 %, votre marge bénéficiaire est entièrement anéantie par des frais de main-d'œuvre exorbitants. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Cessez de deviner les tolérances de pliage structurelles et laissez-moi auditer personnellement votre géométrie grâce à mon Audit de Gabarit Gratuit ↗ afin de détecter ces points de friction invisibles avant le lancement de la production en série.
« Matrices de découpe en acier – Apple Die », https://appledie.com/products-steel-rule-dies/ . Document de référence du secteur attestant du délai de fabrication habituel d'une matrice en bois pour la découpe du carton. Rôle de la preuve : référentiel technique ; type de source : rapport du secteur manufacturier. Appuie : l'affirmation selon laquelle la fabrication traditionnelle de matrices prend plusieurs semaines. Remarque: les délais peuvent varier en fonction des capacités du fournisseur.
« Machine de découpe CNC pour échantillons de boîtes en carton et en papier », https://yitaipacking.com/products/corrugated-cardboard-box-sample-cutting-machine/ . Les normes industrielles en matière de technologie de découpe numérique confirment la capacité de produire des prototypes structurels non imprimés en 24 heures. Preuve : spécification technique ; source : norme industrielle. Avantages : rapidité du prototypage numérique par rapport à l’outillage traditionnel. Remarque : s’applique aux échantillons blancs non imprimés.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Les normes techniques d'emballage définissent l'indice de résistance à l'écrasement des bords (ECT) comme une mesure de la résistance à l'empilement du carton ondulé. Rôle de la preuve : spécification technique ; type de source : norme relative aux matériaux industriels. Appui : utilisation de qualités de carton spécifiques pour une meilleure stabilité structurelle. Note relative au champ d'application : norme pour les matériaux ondulés nord-américains .
« Qu’est-ce que la découpe à l’emporte-pièce dans l’emballage ? Guide des boîtes découpées à l’emporte-pièce », https://gentlever.com/die-cutting-in-packaging/ . Comparaison des délais de production entre la fabrication traditionnelle d’emporte-pièces en acier et l’échantillonnage numérique CNC pour les présentoirs de vente au détail. Rôle de la preuve : vérification quantitative ; type de source : référence sectorielle. Avantages : rapidité de mise sur le marché. Remarque : les délais de production peuvent varier selon le fabricant.
« Conception structurelle des présentoirs temporaires en carton ondulé pour la vente au détail – UD Direct », https://www.ud-direct.com/blog/the-importance-of-structural-design-in-temporary-corrugated-retail-displays . Documentation technique sur les délais de réalisation des prototypes structurels physiques dans l'industrie de l'emballage et de la présentation. Rôle de la preuve : validation technique ; type de source : spécification de fabrication. Appuie : la faisabilité d'un cycle de test de 24 heures. Remarque sur le champ d'application : s'applique aux prototypes de taille standard.
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Les normes de l’industrie de l’emballage expliquent comment l’élimination des adhésifs et l’utilisation de l’expédition à plat réduisent les coûts initiaux de production et de logistique. Rôle de la preuve : vérification technique ; type de source : livre blanc de l’industrie de l’emballage. Appuie : l’affirmation selon laquelle les feuilles non collées réduisent les coûts initiaux. Note sur la portée : exclut les coûts de main-d’œuvre à long terme en vente au détail .
« Boîte pré-collée (pré-assemblée) – Fond automatique – Landaal Packaging », https://www.landaal.com/corrugated-packaging/corrugated-boxes/pre-glued-pre-assembled/. Validation technique démontrant comment la construction à fond automatique élimine le pliage manuel et améliore l’intégrité structurelle. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie de l’emballage. Appui : Utilisation de fonds pré-collés en usine pour simplifier l’assemblage. Note de portée : Spécifique à la conception de présentoirs en carton ondulé .
« Boîtes à fond autobloquant pour produits lourds | Emballages personnalisés », https://www.boxcoop.com/box-styles/auto-lock-bottom . Les normes industrielles en matière de conception d'emballages en carton ondulé démontrent que les mécanismes de verrouillage pré-encollés réduisent considérablement le temps d'assemblage par rapport aux feuilles pré-assemblées à plat . Preuve : validation technique ; type de source : livre blanc industriel. Avantages : rapidité d'assemblage. Précision : Spécifique aux présentoirs de point de vente.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. Les spécifications techniques du carton ondulé indiquent que les verrous structurels intégrés assurent une résistance suffisante sans nécessiter d'adhésifs externes. Preuve : spécification technique ; type de source : guide technique. Argument : faisabilité d'une construction sans ruban adhésif. Remarque : applicable aux présentoirs commerciaux légers .
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . Brève explication de la manière dont les guides d'ingénierie de l'emballage décrivent la construction de grilles de carton entrecroisées pour la répartition des charges. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Supports : la description des méthodes de support traditionnelles. Note sur la portée : limité aux présentoirs en carton ondulé haute résistance.
« Séparateurs de boîtes découpés vs. Emballage intégré », https://itbpackaging.com/packaging-optimization/die-cut-box-dividers-vs-integrated-packaging/. Une étude sectorielle ou un manuel technique sur le montage de présentoirs de vente au détail permettrait de vérifier le gain de temps obtenu grâce à l'utilisation de séparateurs modulaires plutôt que de systèmes à grille rigide. Type de preuve : validation quantitative ; source : livre blanc sectoriel. Confirme : l'affirmation selon laquelle les séparateurs modulaires réduisent le temps de préparation de 40 %. Remarque concernant le champ d'application : s'applique aux grands présentoirs en carton ondulé .
« Séparateurs de boîtes | Séparateurs d'emballage – Smurfit Westrock », https://www.smurfitwestrock.com/products/packaging/protective/box-partitions . Étude de cas technique ou analyse comparative du secteur quantifiant les gains de temps obtenus grâce à l'utilisation de séparateurs modulaires plutôt que de grilles entrecroisées dans les présentoirs de vente au détail. Rôle de la preuve : vérification quantitative ; type de source : rapport sectoriel. Appui : allégation d'efficacité d'assemblage. Note de portée : s'applique aux supports internes en carton ondulé.
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/ . Documentation technique d'emballage expliquant comment les butées de dégagement réduisent la friction et les contraintes mécaniques sur le carton lors de l'installation. Rôle de la preuve : validation technique ; type de source : manuel technique. Objectif : prévention des dommages matériels. Remarque sur la portée : spécifique aux supports internes en carton.
« Carton ondulé et qualités de matériaux – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Vérification des dimensions standard du carton ondulé cannelure B afin de confirmer les épaisseurs déclarées. Rôle de la preuve : vérification factuelle ; type de source : fiche technique. Supports : référence du matériau pour le calcul de l’indemnisation. Remarque concernant la portée : peut varier légèrement selon le fabricant.
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Explication technique montrant comment la tolérance de pliage et le rayon extérieur du carton ondulé nécessitent des tolérances d'encoche plus élevées afin de prévenir les contraintes mécaniques. Rôle de la preuve : principe technique ; type de source : manuel d'ingénierie de l' emballage. Appuie : l'affirmation selon laquelle le rayon extérieur influe sur l'ajustement et la résistance. Note de portée : spécifique aux plis à 90 degrés.
« [PDF] Étrier de frein Cal Poly BSAE », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?filename=1&article=1899&context=mesp&type=additional . Directives techniques sur le réglage des dimensions des fentes numériques pour tenir compte de l'épaisseur réelle du matériau et garantir un assemblage fluide. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle la compensation élimine les frottements lors de l'assemblage. Note de portée : s'applique spécifiquement aux tolérances des cartons ondulés.
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. Analyse de la compression et de l'expansion des matériaux aux points de pliage du carton épais afin de prévenir les déformations structurelles. Type de preuve : principe mécanique ; type de source : guide de conception d'emballages. Objectif : prévenir le cintrage du panneau arrière lors du verrouillage. Note : étude de la géométrie physique des plis du carton .
« Emballages en carton ondulé vs emballages en plastique ondulé », https://brownpackaging.com/corrugated-vs-plastic-corrugated-packaging/. Comparaison des coûts de nomenclature (BOM) entre les supports structurels intégrés en carton et les fixations externes en plastique. Type de preuve : analyse économique ; source : livre blanc sectoriel. Argument : réduction des coûts unitaires grâce à l’optimisation structurelle. Remarque : la comparaison est basée sur une production de grande série pour la vente au détail .



