
Il vous faut un présentoir sur, mais la date limite de lancement approche à grands pas. La différence entre arriver à temps en rayon et rater le coche se joue sur la conception de la structure.
La fabrication de présentoirs de comptoir sur mesure exige généralement un délai de 60 jours, de la conception initiale à la livraison finale. Ce délai, établi à rebours, prend en compte l'ingénierie structurelle, l'échantillonnage automatisé des échantillons blancs, le séchage de la lithographie et le transport. Tout raccourcissement de cette étape cruciale compromet inévitablement la résistance aux charges dynamiques du présentoir final.

Connaître ce calendrier de base est une chose, mais comprendre où le calendrier se dégrade en production est ce qui protège réellement votre déploiement. Analysons les retards cachés.
Combien de temps faut-il pour obtenir des comptoirs sur mesure ?
L'enregistrement de ces unités exige une gestion rigoureuse du calendrier. Un retard d'approbation lors de la phase de conception a des répercussions en chaîne et compromet l'ensemble de la production.
La conception et la fabrication de comptoirs sur mesure prennent environ quatre à huit semaines, selon leur complexité structurelle. Ce délai précis inclut la phase d'idéation initiale, le prototypage automatisé rapide, le calibrage des couleurs avant impression et la production en série finale. L'utilisation de gabarits de découpe standardisés permet de réduire considérablement ce délai pour les lancements promotionnels urgents en magasin.

Mais la connaissance théorique ne suffit pas une fois les machines en marche. Le plus grand piège se cache généralement au laboratoire de recherche et développement, avant même le début de la production en série.
Pourquoi l'échantillon blanc de 24 heures échoue-t-il sur la ligne de conditionnement à façon ?
Les équipes d'approvisionnement partent souvent du principe qu'une fois le gabarit de découpe validé par l'agence de branding, le projet peut immédiatement passer à l'impression à grande échelle. Elles se fient à des découpes numériques standard sans tester l'interaction physique entre le carton plié et le produit fini. Cette précipitation à court-circuiter le prototypage physique rigoureux ignore les réalités géométriques des tolérances de pliage¹,ce qui ouvre la voie à des défaillances d'assemblage catastrophiques.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, un client nous a livré en urgence un comptoir conçu exclusivement à l'aide d'un outil web, exigeant que nous passions outre l'étape de l'échantillon physique blanc afin de gagner trois jours. J'ai tout de même usiné le fichier sur notre table CNC Kongsberg avec une fraise de type B de 32 cm de diamètre . Lorsque j'ai plié la base, les languettes d'emboîtement, trop serrées et dépourvues de compensation d'épaisseur adéquate, ont résisté. J'ai forcé les languettes, et le craquement sinistre de la fraise B qui se déforme a retenti dans l'atelier, tandis que le rebord avant se déchirait sous la tension. Pour remédier à ce problème, j'ai immédiatement recalculé les rainures du modèle CAO (Conception Assistée par Ordinateur), en ajoutant une tolérance de pliage de 1 mm à chaque joint. En imposant cette tolérance géométrique stricte dans un nouveau prototype, j'ai permis de réduire le temps d'assemblage pour le conditionnement de 18 secondes par unité, éliminant ainsi les frictions et respectant le calendrier de livraison très serré du client.
| Solution technique | Résultat physique | Retour sur investissement de la réalisation |
|---|---|---|
| Calcul de compensation d'étrier4 | Élimine le frottement des fentes | Réduction de 20 % du temps de travail à l'assemblage5 |
| Échantillonnage physique du blanc | Valide la mémoire de pliage | Empêche les arrêts de ligne |
| Pliage matriciel CNC6 | Empêche la déchirure du matériau | Accélère la mise en place du point de vente |
Je refuse d'envoyer un fichier à l'impression sans une validation physique des calculs de pliage. Consacrer une journée à un prototype calibré vous évite un blocage complet de votre cycle de lancement lors de la production finale.
🛠️ Le bureau d'Harvey : Savez-vous si votre agence actuelle a appliqué les calculs de dimensions physiques des panneaux pour le lancement de votre prochain présentoir ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Combien de temps faut-il pour fabriquer des meubles sur mesure ?
La fabrication de vitrines robustes pour les grandes surfaces implique une réalité temporelle totalement différente. Ces structures nécessitent un outillage complexe et des tests environnementaux poussés pour résister à des charges verticales importantes.
La fabrication d'armoires sur mesure en carton ondulé renforcé prend généralement de six à dix semaines, de l'étude de la structure à l'expédition. Ce délai plus long permet de réaliser des tests de vibration rigoureux conformes aux normes ISTA (International Safe Transit Association), un étalonnage du gonflement dû à l'humidité et la fabrication de matrices de découpe spécifiques, garantissant ainsi une capacité de charge maximale.

Vous pouvez élaborer un planning parfait de dix semaines sur une feuille de calcul, mais les lois de la physique ambiante réduiront ce calendrier à néant si vous ignorez le climat de l'entrepôt.
Comment la physique environnementale détruit les chronologies des vitrines
Même les équipes d'approvisionnement les plus expérimentées fixent souvent les délais de livraison en fonction de l'épaisseur exacte à sec du carton de test. Elles partent du principe qu'une structure complexe d'armoire, conçue dans un bureau climatisé, s'assemblera parfaitement des semaines plus tard dans les locaux d'un sous-traitant. Cette hypothèse dangereuse néglige totalement la dilatation des fibres de papier lors des longs transports maritimesou du stockage dans des régions à forte humidité, ce qui compromet directement la date de déploiement finale.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2022, j'ai demandé à mon ingénieur packaging principal d'accélérer la production d'un lot d'armoires double paroi pour entrepôts, destinées à la Floride. Nous pensions gagner du temps d'outillage en conservant les tolérances d'encoche standard, très serrées, que nous utilisions pour les climats secs. Trois jours plus tard, le client a appelé en panique depuis son entrepôt de conditionnement, où l'humidité était omniprésente : le carton poreux avait absorbé l'humidité ambiante et gonflé d'environ 1,27 mm (0,05 pouce)⁸. Je pouvais presque sentir la résistance du kraft vierge gonflé lorsque j'ai reproduit l'erreur dans mon laboratoire ; les ouvriers, en essayant d'emboîter les étagères au marteau, écrasaient les cannelures, bloquant toute la ligne de production. J'ai immédiatement modifié les paramètres de découpe, en ajoutant mathématiquement 1 mm (0,04 pouce) de jeu⁹dans chaque encoche d'emboîtement, afin de créer une zone tampon contre l'humidité. Cette mise à niveau dimensionnelle précise a complètement neutralisé le frottement dû au gonflement, rétablissant immédiatement le flux de travail du co-emballeur et permettant au client de respecter son calendrier strict de livraison au détail du week-end sans encourir de pénalités importantes.
| Intervention dimensionnelle | Résultat structurel | Retour sur investissement logistique |
|---|---|---|
| Expansion du tampon d'humidité | Neutralise la houle de la planche10 | Empêche l'arrêt de la ligne |
| Outils et matrices neufs | Assure une extraction propre | Moitié du temps de tri manuel11 |
| Approvisionnement en kraft vierge12 | Résiste à l'humidité ambiante | Élimine l'affaissement dû au transport |
S'appuyer sur une théorie dimensionnelle adaptée aux climats secs pour un déploiement en milieu humide est le meilleur moyen de saboter son propre calendrier de livraison. Je prends en compte mathématiquement l'absorption atmosphérique avant même que la première goutte d'encre ne touche le support.
🛠️ Le bureau d'Harvey : Vos gabarits principaux compensent-ils efficacement le taux de gonflement dû à l'humidité dans votre entrepôt de destination ? 👉 Demandez une simulation de contraintes structurelles 3D personnalisée ↗ — 100 % confidentielle. Vos prototypes non commercialisés sont en sécurité.
À quel rythme pouvez-vous obtenir des comptoirs ?
La rapidité de mise sur le marché est le critère essentiel pour les présentoirs promotionnels de comptoir. Cependant, tenter d'accélérer la production mécanique sans tenir compte des tolérances des machines aura immédiatement des conséquences néfastes.
La production rapide de comptoirs peut prendre seulement trois semaines grâce à l'utilisation de gabarits structurels standardisés et pré-approuvés. Pour respecter ce délai accéléré, il est indispensable de maîtriser parfaitement l'étalonnage des couleurs en prépresse, d'avoir immédiatement accès à des matrices de découpe neuves et de disposer de machines automatisées d'éjection des déchets afin d'éviter tout goulot d'étranglement lors de l'assemblage final en série.
Annoncer un délai de livraison de trois semaines peut paraître impressionnant lors d'une présentation en salle de réunion, mais cela ne laisse aucune marge d'erreur lorsque la machine se met en marche.
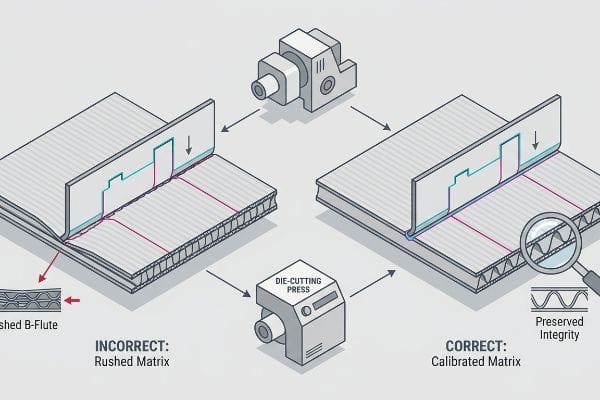
Pourquoi la précipitation de la matrice de découpe écrase les cannelures
Les responsables marketing exigent souvent des vitesses de machine maximales lors de la découpe afin de gagner plusieurs jours sur le calendrier de production final. Ils croient à tort qu'accélérer la découpe du carton ondulé épais à l'aide d'une matrice en n'a aucun impact négatif sur sa structure interne. Cette accélération excessive ignore totalement la relation mécanique délicate entre la lame de découpe, la matrice de rainage et la résistance physique des fibres de papier.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Récemment, une société de négoce nous a imposé un design de base emboîtable très complexe, exigeant que nos découpeuses tournent à plein régime pour respecter un délai très court. Debout près de la machine Kongsberg bruyante et vibrante, j'ai inspecté le premier lot sorti du convoyeur et constaté que la cannelure interne B s'était complètement affaissée sous la pression excessive. La vitesse excessive avait provoqué un écrasement de la cannelure par l'enclume à seulement 2 mm (0,08 pouce)¹³, compromettant sa résistance à la charge verticale et exposant la tête de carton à un risque de flambage immédiat. J'ai immédiatement arrêté la machine et recalibré manuellement les canaux de rainage de la matrice femelle, en réduisant la pression et en ajustant l'enclume en polymère pour contrôler correctement l'étirement des fibres de papier. En appliquant ce recalibrage mécanique rigoureux directement sur la machine en marche, j'ai rétabli la résistance à la compression initiale du carton, garantissant ainsi que les unités puissent supporter la charge utile cible de 20,4 kg (45 lb)¹⁴ sans compromettre les délais de livraison accélérés.
| Étalonnage mécanique | Résultat physique | Retour sur investissement lié à la performance |
|---|---|---|
| Réduction de la pression matricielle | Préserve l'intégrité de la flûte15 | Sécurise la charge dynamique |
| Alignement de l'enclume polymère | Contrôle l'étirement des fibres | Élimine la fissuration lithosphérique16 |
| Décapage automatisé des déchets17 | Débloque les blocages mécaniques | Accélère la production globale |
On ne peut pas forcer une machine à fonctionner plus vite que ne le permettent les tolérances des matériaux. Je dicte le rythme en me basant exclusivement sur le maintien d' une géométrie structurelle, garantissant ainsi que votre rapidité de mise sur le marché ne compromette jamais la pérennité de votre activité commerciale.
🛠️ Le bureau d'Harvey : Votre fournisseur a-t-il correctement calibré ses matrices femelles pour protéger votre qualité de carte contre l'affaissement des cannelures ? 👉 Obtenez une refonte complète de votre ingénierie structurelle ↗ — Aucun intermédiaire. Vous échangez directement avec les ingénieurs structure.
Conclusion
Vous pouvez exiger d'un fournisseur les délais les plus courts possibles, mais si le gonflement dû à l'humidité, non calculé, provoque la déformation de la structure de base dans un entrepôt humide, le frottement qui en résulte ralentira la chaîne de montage d'environ 30 % et entraînera un refus immédiat du détaillant. Ce type d'analyse technique a récemment permis de déceler une erreur de tolérance fatale de 2 mm lors d'un lancement national majeur, avant même la production. Cessez de gaspiller votre budget marketing avec des délais non maîtrisés et laissez-moi personnellement concevoir votre prochain lancement ↗ pour garantir une exécution sans accroc.
« 4 problèmes coûteux à éviter lors du prototypage d'emballages – Maco PKG », https://www.macopkg.com/problems-avoid-package-prototyping/. [Un guide d'ingénierie d'emballage ou une norme de fabrication explique comment l'épaisseur du matériau et les rayons de courbure influent sur les dimensions finales, ce qui rend nécessaire la réalisation de prototypes physiques pour éviter les problèmes d'ajustement]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Justifie : le besoin crucial de prototypage physique pour éviter les défauts d'assemblage. Remarque sur le champ d'application : s'applique spécifiquement au carton et aux matériaux ondulés .
« Guide de résistance des boîtes en carton ondulé : qualités de cannelures, indices de résistance à l’écrasement des bords et épaisseur des parois… », https://anchorbox.com/corrugated-box-strength/. [Les fiches techniques des panneaux de fibres ondulés définissent l’indice de résistance à l’écrasement des bords (ECT) et la taille des cannelures afin d’indiquer la résistance à l’empilement et l’épaisseur. Rôle de la preuve : vérification des spécifications ; type de source : fiche technique du matériau. Apport : choix du matériau pour l’intégrité structurelle du comptoir. Note de portée : classification des matériaux selon les normes de l’industrie.] ↩
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Les normes d'ingénierie de l'emballage spécifient les tolérances de pliage requises pour les matériaux ondulés afin d'éviter le flambage structurel lors du pliage. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appuie : la tolérance géométrique spécifique utilisée pour corriger le problème de flambage. Remarque : les valeurs peuvent varier en fonction de la qualité du matériau. ]
« Une nouvelle méthode de compensation du frottement pour les entraînements de machines-outils… », https://pubmed.ncbi.nlm.nih.gov/39123867/ . [Les manuels techniques d'ingénierie de précision décrivent les ajustements mathématiques utilisés pour compenser l'épaisseur du matériau et éliminer le frottement lors de l'assemblage]. Niveau de preuve : définition technique ; type de source : manuel d'ingénierie. Appui : mécanisme d'action. Note de portée : appliqué aux ajustements serrés.
« Identification en temps réel des défauts dans les étriers de freins automobiles… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12610131/ . [Des études de cas ou des analyses comparatives industrielles quantifient les gains de main-d'œuvre liés à la compensation des étriers dans l'assemblage de précision]. Rôle de la preuve : vérification quantitative ; type de source : rapport industriel. Contribue à : l'efficacité de la main - d'œuvre. Note sur la portée : Spécifique aux applications de rainurage de précision.
« Guide technique – C&T Matrix », https://www.candtmatrix.com/technical-guides-support . [Les normes de fabrication pour le rainage numérique expliquent comment les motifs de la matrice préviennent les ruptures structurelles et les déchirures lors du pliage de supports épais]. Rôle de la preuve : validation technique ; type de source : spécification technique. Éléments pris en compte: intégrité des matériaux. Note relative à la portée : axé sur les supports haute résistance.
« Influence de l’humidité sur les boîtes en carton ondulé », https://www.flexp.com/blog/humidity-affects-corrugated-boxes/. [Les normes scientifiques des matériaux confirment que les fibres de cellulose du carton ondulé se dilatent en absorbant l’humidité atmosphérique, ce qui entraîne une instabilité dimensionnelle]. Rôle de la preuve : Validation technique ; type de source : Manuel technique. Sujet : Impact de l’humidité sur l’ajustement et le déploiement des armoires en carton. Remarque : Applicable aux matériaux en carton ondulé non couchés .
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Une source faisant autorité en science des matériaux ou en ingénierie de l'emballage fournirait le coefficient de dilatation hygroscopique du papier kraft vierge afin de vérifier les dimensions typiques de gonflement en milieu humide]. Rôle de la preuve : validation technique ; type de source : manuel technique. Sujets abordés : impact de l'humidité sur les dimensions du matériau. Remarque : les mesures spécifiques varient selon la qualité du carton .
« Qu’est-ce que l’humidité relative et comment affecte-t-elle vos emballages ? – Billerud », https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity . [Les normes industrielles relatives à la conception des découpes de carton ondulé spécifient des tolérances de jeu pour compenser la dilatation du matériau en climat humide ] . Rôle de la preuve : validation technique ; type de source : norme industrielle de l’emballage. Apports : solution technique pour le gonflement dû à l’humidité. Remarque : les tolérances dépendent de l’épaisseur totale du matériau.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Documentation technique sur l'ingénierie de l'emballage expliquant comment les zones tampons d'humidité empêchent la dilatation hygroscopique des matériaux en carton ondulé]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appui : efficacité des zones tampons d'humidité. Note de portée : axé sur les matériaux structuraux à base de papier .
« Systèmes et processus de contrôle qualité pour l'outillage de précision », https://moellerpunch.com/quality-control-systems-processes-for-precision-tooling/ . [Des études industrielles démontrent que l'utilisation d'outillage de précision neuf réduit les erreurs de découpe, diminuant ainsi considérablement le temps de main-d'œuvre nécessaire au tri manuel de la qualité]. Rôle de la preuve : vérification métrique ; type de source : étude de production. Apports : retour sur investissement logistique de l'outillage neuf. Note de portée : représentatif des moyennes industrielles pour la production en grande série.
« Papier kraft vierge ou recyclé : choisir la qualité appropriée pour votre papier… », https://www.paperindex.com/academy/virgin-vs-recycled-kraft-paper-choosing-the-right-grade-for-paper-bag-durability/. [Les spécifications scientifiques des matériaux confirment que les fibres de kraft vierges offrent une résistance à la traction supérieure et une meilleure résistance à l’humidité ambiante que la pâte recyclée]. Type de preuve : spécification de matériau ; source : norme industrielle. Appui : allégations relatives à la résistance à l’humidité. Note relative au champ d’application : applicable au papier kraft industriel non couché .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Les normes industrielles relatives à l’épaisseur du carton ondulé de cannelure B servent de référence pour vérifier qu’un écart de 0,08 pouce (2 mm) constitue un affaissement significatif de la cannelure interne]. Type de preuve : spécification technique ; source : norme industrielle. Justifie : l’affirmation d’un affaissement de la cannelure sous l’effet de la pression. Remarque : l’épaisseur peut varier légèrement selon le fabricant .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les données techniques relatives à la compression et à la résistance à la charge verticale du carton ondulé confirment la capacité du carton ondulé de type B pour les présentoirs publicitaires]. Rôle de la preuve : indicateur de performance ; type de source : manuel technique. Appuie : l’affirmation concernant les limites de charge utile structurelle. Remarque : la capacité dépend de la qualité du carton et de la conception de l’assemblage .
« Résultats optimaux lors de la découpe d'emballages en carton ondulé », https://experience.marbach.com/en/blog-detail/optimum-results-when-die-cutting-corrugated-board-packaging. [Les guides techniques sur la production d'emballages en carton ondulé démontrent qu'une pression optimale de la matrice empêche l'affaissement des cannelures internes]. Rôle de la preuve : vérification technique ; type de source : manuel de fabrication. Sujet : relation entre la pression et la préservation des cannelures. Note de portée : axé sur le carton ondulé .
« Pourquoi les boîtes en carton ondulé se fissurent-elles lorsqu'on les plie ? – LinkedIn », https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc . [Des recherches en science des matériaux sur l'impression lithographique montrent qu'un alignement correct de l'enclume réduit l'étirement des fibres, empêchant ainsi la fissuration de l' encre]. Rôle de la preuve : vérification technique ; type de source : livre blanc industriel. Arguments : le rôle de l'alignement dans la prévention de la fissuration lithographique. Note de portée : spécifique aux supports en carton ondulé imprimés.
« Comment éliminer automatiquement les déchets après la découpe ? | SINHOSUN », https://sinhosun.com/how-to-remove-waste-after-die-cutting-automatically/ . [Des études d'ingénierie industrielle quantifient l'augmentation du débit et la réduction du temps de cycle obtenues grâce à l'intégration de systèmes automatisés d'éjection des déchets]. Preuve : indicateur de performance ; type de source : étude d'ingénierie. Objectif : accélération de la production globale. Note de portée : comparaison entre les processus d'éjection manuels et automatisés.



