Cessez de vous demander quelle épaisseur de carton résistera à un déploiement massif en magasin. Choisir une structure inadaptée, c'est la garantie de présentoirs effondrés et de gérants de magasin furieux. Voici la réalité.
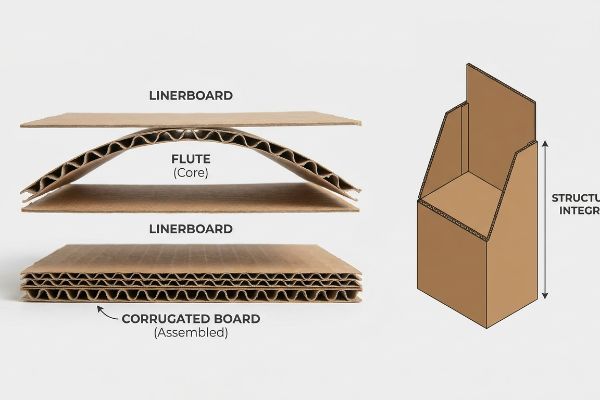
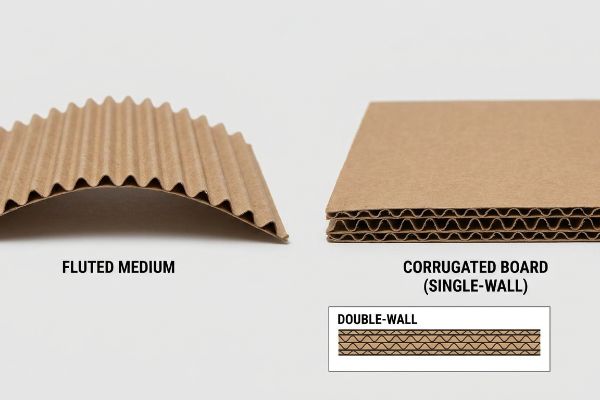
La cannelure d'un carton ondulé est la couche de papier ondulée et cintrée prise en sandwich entre deux feuilles de carton plat. Elle assure la solidité de la structure et sa résistance à la compression verticale. Souvent confondus, les termes « cannelure » et « carton ondulé » désignent respectivement la cannelure et le carton complet, utilisé pour la fabrication de structures d'affichage haute capacité à l'échelle mondiale.
Comprendre l'anatomie de base de votre matériau d'emballage est la première étape, mais c'est son application correcte en usine qui protège réellement la valeur de votre marque.
Quelle est la différence entre le carton cannelé et le carton ondulé ?
Clarifier cette terminologie de base évite des malentendus coûteux avec vos partenaires de fabrication et vous assure de commander la qualité de matériau exacte requise pour votre campagne.
La différence entre le carton cannelé et le carton ondulé réside dans son assemblage. Le carton cannelé est uniquement constitué de la partie centrale en papier ondulé qui assure l'amortissement. Le carton ondulé est un matériau composite final, combinant cette couche cannelée centrale avec au moins une feuille extérieure plate en carton pour créer des feuilles rigides et structurelles.
Connaître la définition du dictionnaire, c'est bien, mais les choses se compliquent lorsque les acheteurs commencent à confondre ces termes lors de l'approvisionnement.
Pourquoi la confusion entre carton cannelé et ondulé vous coûte de l'argent
Lors de leurs demandes de devis pour des présentoirs de vente , les équipes d'approvisionnement utilisent souvent, à tort, les termes « carton » et « carton ondulé ». Elles supposent qu'une feuille plate et épaisse offre la même rigidité verticale qu'une structure composite cannelée¹ . Cette erreur fondamentale entraîne des spécifications de matériaux incompatibles, provoquant des retards avant même le début de l'impression.
Je vois fréquemment des acheteurs demander du « papier ondulé épais » pour des supports de sol robustes, s'attendant à une structure rigide. À la réception de l'échantillon, je les vois tenter de l'assembler, et j'entends le léger craquement du carton brut qui se déforme, faute d'avoir spécifié une base en carton ondulé double cannelure. Ils finissent par s'acharner sur le prototype, renforçant désespérément les angles avec du ruban adhésif transparent pour qu'il tienne debout. En apprenant à demander explicitement une structure en carton ondulé simple ou double cannelure plutôt que simplement des « cannelures », vous vous assurez que l'usine utilise le carton 32 ECT (test de résistance à l'écrasement des bords) approprié, évitant ainsi une surtaxe de 15 % pour le gaspillage de matériau.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Commander du « papier cannelé » | Préciser si le carton ondulé est à simple ou double paroi2 | Empêche le flambage au milieu de l'allée |
| En ignorant la composition du tableau | Spécifications d'ancrage par rapport aux valeurs ECT3 | Élimine les coûteux rééchantillonnages |
| Coller des prototypes effondrés | languettes ondulées autobloquantes pour ingénieurs | Gain de 45 secondes de temps d'assemblage par unité4 |
Je refuse que les clients approuvent un schéma structurel basé sur une terminologie vague. Si vous définissez clairement la structure de votre paroi ondulée dès le départ, nous évitons complètement la phase de prototypage et passons directement à une production en série sécurisée.
🛠️ Le bureau de Harvey : Vous vous demandez si vos matériaux actuels sont suffisamment résistants pour une grande enseigne ? 👉 Laissez-moi vérifier vos spécifications ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les problèmes courants rencontrés avec les onduleuses ?
Transformer une matière première en un présentoir impeccable est un processus mécanique brutal. Sans un contrôle rigoureux des machines, les fibres de papier résisteront farouchement à votre conception.
Les problèmes courants rencontrés avec les onduleuses incluent la fissuration lithographique, l'écrasement des cannelures et le gauchissement dû à l'humidité lors de la fabrication. Ces défauts surviennent lorsque des machines lourdes appliquent une tension ou une chaleur incorrecte, provoquant l'affaissement des ondulations internes ou la rupture du carton imprimé extérieur le long de lignes de pliage structurelles nettes.

Ces défauts de matière première ne sont pas seulement inesthétiques ; ils détruisent activement la résistance à la compression de votre écran final.
Le danger caché de l'écrasement des flûtes lors du pliage
On part souvent du principe qu'une simple ligne vectorielle sur une matrice de découpe numérique se traduit sans problème par un pli parfait à 90 degrés en usine. Les concepteurs pensent souvent qu'appliquer une pression sur du carton ondulé crée naturellement une charnière nette et fonctionnelle. Or, l'enfoncement d'une matrice en acier épais dans du carton kraft viergeest un impact physique très brutal.
Même les graphistes les plus expérimentés négligent souvent la résistance mécanique des fibres de papier. Je vois régulièrement des clients m'envoyer des fichiers avec des pliages complexes, pour ensuite se plaindre lorsque les premiers prototypes arrivent avec des déchirures disgracieuses et irrégulières laissant apparaître le carton brut en dessous. Je sais combien il est frustrant d'entendre ce craquement désagréable de la feuille imprimée qui se fissure à cause d'un gauchissement imprévisible des cannelures internes. Pour résoudre ce problème, j'utilise des canaux de rainage femelles spécifiques qui agissent comme une enclumelors du pliage, étirant les fibres en toute sécurité et garantissant un pli impeccable qui élimine complètement les dommages liés au transport.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En supposant que les plis se plient proprement | Utiliser des matrices de pliage polymères | Empêche les vilaines craquelures d'encre |
| En ignorant le sens des fibres du papier | Aligner les plis principaux avec le grain | Empêche le flambement sous charge verticale |
| Forcer une planche épaisse à se plier | Utiliser des matrices de règles en acier calibrées | Gain de 30 secondes lors de la mise en place du magasin |
J'applique systématiquement une technique de découpe contrôlée sur les panneaux structurels épais. En gérant mathématiquement la tension des fibres pendant la découpe, je garantis la netteté de vos graphismes et la résistance optimale des angles.
🛠️ Le bureau d'Harvey : Vos échantillons imprimés présentent-ils des craquelures blanches disgracieuses le long des plis ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelle est la cannelure ondulée la plus courante ?
Le choix d'une architecture interne adaptée détermine tout, de la netteté d'impression à la répartition du poids. Dans le secteur du commerce de détail, un profil spécifique se distingue par son équilibre parfait de caractéristiques.
Le type de cannelure le plus courant pour les présentoirs de vente au détail est la cannelure B. D'une épaisseur d'environ 3,17 mm (0,125 pouce), la cannelure B offre un équilibre optimal entre une résistance à la compression verticale élevée pour les marchandises lourdes et une surface extérieure lisse, idéale pour l'impression lithographique haute fidélité par lamination.
Bien que le carton cannelé de type B soit le matériau le plus utilisé dans l'industrie, supposer qu'il se comporte exactement comme du carton fin pliable est une grave erreur.
Pourquoi une cannelure B non compensée a ruiné votre assemblage
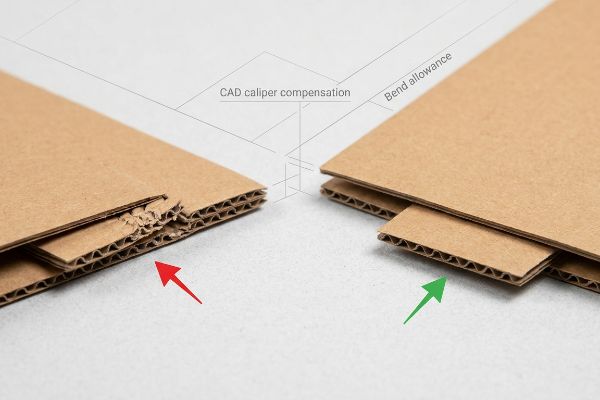
Les équipes graphiques conçoivent fréquemment des languettes emboîtables dans leurs logiciels, avec une largeur identique à celle de la fente correspondante. Elles conçoivent un classeur à plat en supposant qu'un panneau de cannelure B de 3,17 mm (0,125 pouce) s'insérera parfaitement dans un espace sans jeu. Cette perfection numérique ignore l'épaisseur réelle et la tolérance de pliage nécessaires lors du pliage de matériaux épais.
Imaginez essayer de fermer une porte gonflée par l'humidité : impossible de la faire rentrer dans son cadre. J'ai récemment vu une équipe de conditionnement travailler d'arrache-pied, peinant à enfoncer des languettes de verrouillage de type B dans des rainures bien trop étroites. Le frottement a déchiré la feuille supérieure de qualité supérieure, entraînant une perte massive et invisible de résistance à la compression et ralentissant la chaîne de montage d'environ 30 %. En appliquant automatiquement un algorithme de tolérance de pliage à chaque rainure dans ArtiosCAD 9 (conception assistée par ordinateur), je garantis un assemblage sans frottement , réduisant ainsi considérablement les coûts de main-d'œuvre liés au conditionnement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des fentes à tolérance zéro | Appliquer la compensation de l'étrier CAO | Assemblage instantané et sans frottement |
| Traiter la flûte B comme du papier | Élargir les fentes pour le rayon de pliage10 | Empêche les déchirures des graphismes de la marque |
| Forcer les languettes de verrouillage serrées | Jeu précis de 3 mm conçu par l'ingénieur11 | Réduit considérablement les coûts de main-d'œuvre liés au conditionnement à façon |
Je ne laisse jamais un dessin 2D non compensé arriver sur les tables de découpe. En tenant compte physiquement de l'épaisseur exacte de la cannelure B, je m'assure que chaque languette s'emboîte parfaitement.
🛠️ Harvey's Desk : Votre équipe d'assemblage se plaint-elle que les languettes en carton sont trop serrées ou se déchirent ? 👉 Demandez un audit de tolérance ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Quels sont les trois types de flûtes ?
Comprendre les différents niveaux de cannelure interne vous permet de concevoir l'hybride parfait entre un support structurel robuste et une apparence cosmétique haut de gamme pour votre déploiement en magasin.
Les trois types de cannelures les plus couramment utilisés sont les cannelures B, C et E. La cannelure C offre un amortissement maximal lors du transport, la cannelure B assure une excellente résistance à l'écrasement pour les rayonnages de vente au détail, et la cannelure E offre un micro-profil idéal pour les cosmétiques haut de gamme qui exigent des graphismes impeccables en haute résolution, sans nervures structurelles visibles.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que l'éclairage fluorescent agressif du magasin frappe votre présentoir.
Pourquoi les cannelures standard échouent-elles en usine ?
On suppose, à tort, qu'il suffit d'appliquer un graphisme haut de gamme brillant directement sur un panneau épais et robuste de type cannelure C ou B. Les services d'approvisionnement recherchent naturellement le matériau de base le plus résistant possible et imposent donc une cannelure épaisse, en supposant que la feuille de finition lithographiée masquera comme par magie la structure interne sous-jacente.
Dans mon atelier, je constate régulièrement que cette hypothèse théorique se heurte à la réalité. Lorsqu'une marque insiste pour appliquer des feuilles de verre fines directement sur des cannelures B très prononcées, cela provoque un défaut esthétique appelé « effet de tôle ondulée »¹³. Sous l'éclairage cru et impitoyable des grandes surfaces, les larges nervures des cannelures deviennent très visibles à travers le papier imprimé, donnant à un présentoir de cosmétiques l'apparence d'un emballage industriel bon marché. Je résous ce problème en utilisant une cannelure E à micro-profil ou en spécifiant une feuille de verre épaisse en SBS (Solid Bleached Sulfate) pour combler les irrégularités de la structure. En lissant cette variation de surface microscopique de 1,52 mm¹⁴,je garantis que le présentoir peut supporter en toute sécurité 20,4 kg de produits haut de gamme tout en conservant une esthétique impeccable, semblable à celle du verre, éliminant ainsi tout risque de refus par le distributeur.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression brillante sur cannelure B | Passez aux bases de micro-flûte en E | Élimine les ondulations disgracieuses15 |
| Utilisation de feuilles supérieures graphiques minces | Obligation de cartons de couverture SBS épais16 | Crée une sensation de luxe haut de gamme |
| Recherche de l'épaisseur maximale | Concilier la force et l'optique | Garantit un emplacement de choix dans les magasins haut de gamme |
Je signalerai immédiatement tout motif brillant imprimé sur une surface rainurée et épaisse. En ajustant le micro-profil du support avant l'impression, je préserve mathématiquement l'intégrité visuelle haut de gamme de votre marque.
🛠️ Le bureau de Harvey : Vos présentoirs imprimés ont-ils un aspect strié et bon marché sous l’éclairage agressif des magasins ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai la faisabilité des calculs avant que vous ne gaspilliez votre budget en production de masse.
Conclusion
Vous pouvez choisir un fournisseur qui ignore les contraintes physiques liées à la compensation d'épaisseur, mais lorsque ces languettes de cannelure B à tolérance zéro se déchirent lors du conditionnement à grande vitesse, le frottement qui en résulte ralentit la chaîne de montage d'environ 30 % et anéantit la marge bénéficiaire du projet. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances structurelles : laissez-moi analyser vos fichiers graphiques grâce à mon audit de découpe gratuit ↗ afin de détecter ces points de friction cachés avant le lancement de la production en série.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les normes de l’industrie de l’ingénierie et de l’emballage fournissent des données comparant la résistance à la compression et le moment d’inertie du carton plat à ceux de la structure composite cannelée du carton ondulé]. Rôle de la preuve : Vérification technique ; type de source : Manuel d’ingénierie de l’emballage. Arguments : Supériorité structurelle des matériaux ondulés pour la résistance aux charges verticales. Remarque : L’efficacité varie selon le profil des cannelures et la qualité du revêtement .
« Conception optimale des emballages en carton ondulé double cannelure – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Les spécifications techniques des emballages en carton ondulé démontrent comment l'augmentation de l'épaisseur de la paroi, du simple au double cannelure, améliore significativement la résistance à la compression verticale]. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Appui : Corrélation entre les spécifications de la paroi et l'intégrité structurelle. Remarque : Les performances varient selon la taille des cannelures .
« Boîtes en carton ondulé – Test de résistance à l’écrasement des bords (ECT) | TheBoxery.com », https://www.theboxery.com/ect.asp?srsltid=AfmBOoqR8WAez-X79JHLKbUYEroPZ_NhQ7U19sBjHwKzARgANYMTfaW-. [Les normes industrielles définissent le test de résistance à l’écrasement des bords (ECT) comme la principale mesure de la résistance à l’empilement et de la composition structurelle du carton ondulé]. Rôle de la preuve : Définition technique ; type de source : Norme industrielle. Appui : L’utilisation des valeurs ECT pour garantir l’homogénéité des matériaux. Note de portée : Norme principale pour les matériaux en carton ondulé en Amérique du Nord .
« Styles de boîtes en carton ondulé – Machines d’emballage ELITER », https://www.eliter-packaging.com/glossary/corrugated-cardboard-box-styles . [Des études d’efficacité opérationnelle dans l’assemblage d’emballages montrent que les mécanismes de verrouillage intégrés réduisent le temps de travail manuel par rapport à l’application d’adhésif]. Type de preuve : Mesure empirique ; type de source : Recherche opérationnelle. Argument : Gain de temps grâce aux languettes autobloquantes. Remarque : Les gains de temps spécifiques dépendent de la taille et de la complexité de l’unité.
« Comparaison des règles en acier LCB et CB pour la découpe », https://yitaipacking.com/performance-of-die-steel-rule-on-different-materials/ . [La documentation technique relative à la fabrication d'emballages détaille les forces de compression et le déplacement du matériau lors de l'impact d'une règle en acier sur du carton ondulé]. Rôle de la preuve : Validation technique ; type de source : Manuel de génie industriel. Arguments : Nature volatile de l'impact physique lors de la découpe. Remarque sur la portée : Analyse limitée à la compression mécanique.
« Guide pratique du rainage matriciel – Ultracrease Ltd. », https://www.ultracrease.com/guide-on-crease-matrix/. Ce document technique relatif aux machines d'emballage explique comment le rainage matriciel prévient l'affaissement des cannelures et les fissures de surface grâce à une contre-matrice de support. Preuve : validation technique ; type de source : manuel d'ingénierie industrielle. Appui : utilisation de canaux matriciels pour éliminer les défauts de pliage. Remarque : l'efficacité dépend du profil de cannelure et de la qualité du carton .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Une fiche technique standard pour les matériaux ondulés confirme l’épaisseur nominale de la cannelure B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Éléments à prendre en compte : précision dimensionnelle de la cannelure B. Remarque : l’épaisseur exacte peut varier légèrement selon le fabricant.
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/ . [Un guide technique sur les emballages en carton ondulé expliquerait comment les dommages à la face avant compromettent la résistance à la compression verticale du carton]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Appuie : l’impact structurel des dommages de surface. Note de portée : S’applique aux constructions standard de carton ondulé.
« Conception de boîtes en carton avec de la tôle : astuces et conseils », https://www.youtube.com/watch?v=FpPC_UA9GDE. [La documentation technique d'ArtiosCAD détaille l'utilisation des calculs de tolérance de pliage pour tenir compte de l'épaisseur du matériau dans la conception de carton ondulé]. Rôle de la preuve : vérification de l'outil ; type de source : documentation logicielle. Supporte : la méthode pour garantir la précision d'assemblage. Note de portée : Spécifique à la conception d'emballages assistée par CAO .
« [PDF] Spécifications pour le carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . [Ce guide technique de référence en matière d'emballage explique comment la prise en compte du rayon de pliage de la cannelure B permet d'éviter les contraintes sur le matériau et les déchirures graphiques]. Type de preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : la nécessité d'élargir les rainures en fonction de l'épaisseur du matériau. Note relative à la portée : Spécifique aux applications de la cannelure B.
« Boîte d'expédition avec rabats et languette de verrouillage – Prime Packaging », https://primepackaging.com/product/mailer-box-with-cover-flaps-locking-tab/. [Les normes industrielles relatives à la conception structurelle du carton ondulé définissent les tolérances de jeu optimales pour les languettes de verrouillage afin de garantir un assemblage manuel efficace]. Niveau de preuve : norme industrielle ; type de source : manuel technique. Supporte : le jeu de 3 mm pour les languettes de verrouillage. Remarque : les tolérances peuvent varier en fonction de la qualité du carton .
« Cartons épais laminés lithographiés LithoFlute », https://www.graphicpkg.com/products/lithoflute-litho-laminated-heavyweight-cartons/. Les normes de l’industrie de l’emballage expliquent l’effet de « télégraphie », où les nervures des cannelures plus épaisses, comme les cannelures B et C, sont visibles à travers les supports imprimés fins. Preuve : vérification technique ; type de source : manuel industriel. Appuie : l’affirmation selon laquelle les cannelures épaisses compromettent la netteté des graphismes haute résolution. Note de portée : concerne spécifiquement l’interaction entre la profondeur des cannelures et l’épaisseur du support .
« [PDF] Effet ondulé du carton ondulé – Dépôt de recherche RMIT », https://research-repository.rmit.edu.au/articles/thesis/Washboarding_of_corrugated_cardboard/27576537/1/files/50744808.pdf . Un guide technique d'emballage expliquerait comment les fines doublures recouvrant de grandes cannelures créent des nervures visibles, connues sous le nom d'effet ondulé. Rôle de la preuve : vérification de la terminologie ; type de source : manuel industriel. Appuie : la cause des défauts visuels dans la cannelure B. Note de portée : se réfère spécifiquement à l'interaction entre l'épaisseur de la doublure et la hauteur de la cannelure.
« Types d’emballages en carton ondulé | Boîtes d’expédition en carton – Packsize », https://www.packsize.com/blog/know-your-different-types-of-corrugated-cardboard . Les fiches techniques des matériaux en carton ondulé confirment les mesures d’épaisseur précises et les variations de surface qui en résultent entre les profils de cannelure B et E. Preuve : spécification technique ; source : fiche technique du fabricant. Permet de mesurer précisément les irrégularités de surface. Remarque : les valeurs peuvent varier selon les normes spécifiques de qualité du carton.
« Cannelures E et B : laquelle correspond le mieux à vos besoins d’emballage ? – BoxLark », https://boxlark.com/what-are-the-e-flute-and-b-flute/. [Les guides d’ingénierie de l’emballage démontrent que les cannelures plus fines, comme la cannelure E, minimisent l’effet de nervure structurelle, appelé effet de « lambda », lors de l’impression haute résolution. Preuve : vérification technique ; source : manuel de l’industrie de l’emballage. Affirme : l’efficacité de la cannelure E pour améliorer la qualité de la surface d’impression. Remarque : s’applique principalement aux finitions brillantes.] ↩
« Carton SBS : l’arme secrète des emballages de vente au détail – Orbytel », https://www.orbytel.com/post/sbs-paperboard-the-secret-weapon-of-retail-boxes. [Les spécifications techniques du carton SBS (Solid Bleached Sulfate) justifient son utilisation dans les emballages haut de gamme pour la vente au détail, grâce à sa blancheur et sa douceur supérieures à celles des papiers recyclés. Preuve : spécification du matériau ; source : fiche technique. Argument : le SBS confère une esthétique luxueuse. Remarque : son efficacité dépend du grammage utilisé. ]



