Vous souhaitez un présentoir qui attire l'attention, mais les plateaux génériques se perdent dans les rayons. Négliger les contraintes structurelles lors de la personnalisation entraîne souvent des erreurs d'assemblage coûteuses.
Oui. La personnalisation d'un présentoir de produits (PDQ) implique la conception de dimensions structurelles précises, l'application de graphismes en couleur spécifiques à la marque et la modification des matériaux en carton ondulé. La personnalisation de ces présentoirs garantit le respect strict des réglementations des détaillants tout en perturbant activement le champ visuel du client afin de déclencher des achats impulsifs dans les zones de caisse à fort trafic.

Mais apposer un logo sur une boîte en carton, ce n'est pas de l'ingénierie. Voyons comment une véritable personnalisation structurelle résiste au transport de l'usine à la caisse du magasin.
Qu'est-ce qu'un présentoir PDQ ?
Comprendre le fonctionnement de ces plateaux de caisse change votre approche de la mise en œuvre en magasin.
Un présentoir PDQ est un présentoir de vente au détail compact et préemballé, conçu pour une mise en rayon ou sur comptoir rapide. Ces structures en carton ondulé maintiennent en toute sécurité les produits de grande consommation et sont dotées de façades détachables ou de systèmes d'empilage modulaires, permettant aux vendeurs de transférer instantanément les produits des cartons d'expédition aux surfaces de vente.

Connaître la définition est facile, mais en concevoir une qu'un adolescent pressé puisse assembler à minuit est un tout autre défi.
Mécanismes d'un véritable plateau PDQ
De nombreuses marques conçoivent ces emballages comme de simples boîtes à ouverture par le haut. Elles créent des graphismes élaborés sur des gabarits plats, en supposant que les règles de pliage standard s'appliquent. L'objectif théorique est toujours une expérience de déballage fluide, mais les plateaux découpés à l'emporte-pièce classiques reposent largement sur le pliage manuelet de multiples languettes d'emboîtement pour maintenir leur forme sous le poids du produit.
Je sais que vous êtes peut-être un peu perdu face à cette structure en carton, car je vois constamment des marques soumettre des designs nécessitant des pliages complexes dignes d'un origami. En réalité, un vendeur fatigué va transpirer pendant 15 minutes à essayer de forcer une languette compliquée, finissant par utiliser du ruban adhésif transparent peu esthétique qui recouvre entièrement votre logo. Le bruit strident du carton brut déchiré lorsqu'on arrache une languette récalcitrante et mal perforée est un véritable casse-tête quotidien pour les commerçants. Pour résoudre ce problème, j'ai conçu des plateaux modulaires pré-encollés avec des systèmes d'empilage automatiques².Ce système élimine totalement les frottements, transformant un casse-tête frustrant en un simple geste fluide qui permet de gagner de précieuses minutes de travail manuel par magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Pliage complexe à plusieurs onglets | fonds de caisse modulaires pré-collés | Gain de 25 secondes de temps d'assemblage3 |
| Faibles lignes de déchirure perforées | Rapports de coupure conçus4 | Empêche les bords irréguliers du carton |
| S'appuyant sur un ruban adhésif transparent externe | mécanismes de verrouillage internes dissimulés5 | Maintient la visibilité à 100 % de la marque principale |
Je refuse qu'un mauvais pliage compromette une campagne de vente. En déchargeant le vendeur de la tâche d'assemblage, vous vous assurez que votre produit arrive bien en caisse.
🛠️ Le bureau de Harvey : Vous craignez que le design de votre plateau soit trop complexe à plier pour un vendeur pressé ? 👉 Laissez-moi examiner votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les cinq types d'écrans ?
Le classement de vos options de marchandisage vous aide à dominer des zones physiques spécifiques au sein du magasin.
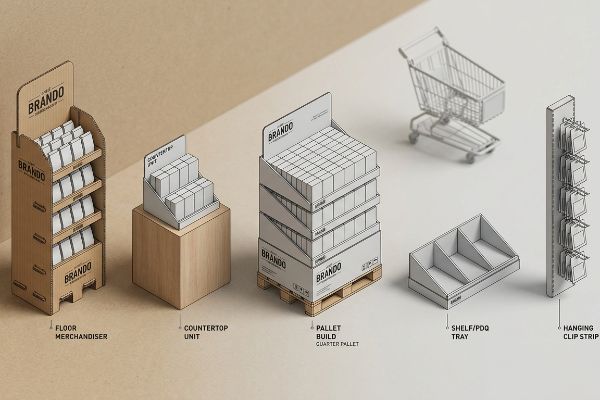
Les cinq types de présentoirs comprennent les présentoirs de sol, les présentoirs de comptoir, les présentoirs sur palette, les plateaux pour étagères ou présentoirs à photocopier et les supports suspendus. Chaque format structurel cible une zone de vente distincte, tirant parti de dimensions et de capacités de charge spécifiques pour maximiser la visibilité de la marque dans diverses configurations d'allées et d'environnements de caisse.
Choisir une catégorie n'est que la première étape ; intégrer cette unité dans un environnement de grande surface hautement réglementé exige des calculs dimensionnels précis.
Choisir le bon emplacement pour le marchandisage
Les équipes marketing optent souvent pour des surfaces de vente , partant du principe qu'une plus grande surface génère automatiquement un volume de ventes plus important. Elles conçoivent des concepts imposants pour les têtes de gondole et les allées principales, espérant ainsi obtenir un emplacement de premier choix. Cette ambition néglige souvent la stricte rationnement spatial imposé par les grandes enseignes dedistribution⁶, où chaque mètre carré de surface est cartographié et rentabilisé.
Une question qui revient souvent de la part des acheteurs est la suivante : pourquoi leurs concepts de présentoirs de grande taille (1219,2 × 1016 mm) sont-ils systématiquement refusés par les gérants de magasin ? Même les concepteurs les plus expérimentés négligent parfois cet aspect, créant des présentoirs qui entravent considérablement la circulation des chariots. J’ai vu des vendeurs visiblement frustrés par la difficulté à déplacer une base en carton ondulé brut sur un sol ciré, car elle ne rentre tout simplement pas dans l’espace saisonnier alloué. Plutôt que de revendiquer une complète conforme aux normes de la GMA (Grocery Manufacturers Association)<sup>7, je conçois des géométries de palettes fractionnées, comme des quarts de palettes de 609,6 × 508 mm exactement<sup>8</sup>. Ce fractionnement mathématique garantit une intégration harmonieuse de votre campagne avec les autres marques, augmentant considérablement votre taux d’approbation tout en préservant la stabilité de la structure.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Installation d'unités de plancher pleine grandeur uniquement | Utilisation de palettes fractionnées en quarts9 | Augmente l'approbation des emplacements des détaillants |
| Ignorer les règles de dégagement des allées | Limites strictes de balayage rotationnel10 | Empêche les collisions de chariots d'achat |
| Mélanger les mathématiques au sol et au comptoir | Séparation permanente de l'ADA et de la GMA11 | Évite les refacturations massives liées à la non-conformité |
Je veille à ce que votre implantation structurelle corresponde parfaitement à la réalité spatiale du magasin. Un présentoir magnifiquement personnalisé est totalement inutile si un responsable refuse de l'installer en surface de vente.
🛠️ Le bureau d'Harvey : Vos dimensions de magasin actuelles vous empêchent-elles d'obtenir votre licence auprès des responsables ? 👉 Demandez un audit d'espace ↗ — Téléchargement sécurisé. Je reste à votre disposition pour toute question.
Comment créer un présentoir de point de vente ?
La construction d'un présentoir physique nécessite de traduire des illustrations numériques en une réalité structurelle fonctionnelle.
La fabrication d'un présentoir de point de vente nécessite la conception d'un fichier CAO (Conception Assistée par Ordinateur) de sa structure, le choix de l'épaisseur appropriée des cannelures du carton ondulé, l'application des éléments graphiques et la réalisation d'une lithographie-lamination. Le processus se termine par une découpe automatisée et un pré-collage, garantissant un assemblage parfait du présentoir livré à plat et sa capacité à supporter le poids variable des produits.
Rendre un dessin numérique esthétique est simple, mais forcer une feuille de carton épaisse à se plier à exactement 90 degrés exige des calculs mathématiques impitoyables.
Calcul des tolérances de pliage des tôles ondulées
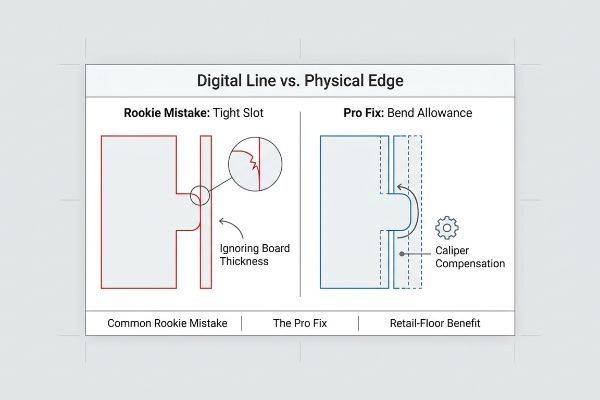
De nombreux graphistes conçoivent des languettes d'emboîtement et des fentes de pliage dans leurs logiciels d'illustration numérique, en respectant scrupuleusement la largeur du panneau correspondant. Ils partent du principe qu'un trait numérique se traduit parfaitement par un bord physique. Cette vision simplifiée ignore totalement l' épaisseur réelle du carton onduléune fois imprimé et monté.
Imaginez essayer de fermer un livre épais avec un stylo à l'intérieur : la reliure doit s'étirer pour compenser le poids supplémentaire. C'est un piège courant, même pour les équipes d'approvisionnement les plus expérimentées, ce qui conduit à des fentes trop étroites. La rigidité du carton kraft vierge est impitoyable, et lorsqu'un sous-traitant tente d'insérer de force un panneau cannelé B de 3 mm d'épaisseurdans une fente de 3 mm, les cannelures internes s'écrasent et la feuille imprimée se déchire. J'utilise un logiciel de conception paramétrique pour appliquer automatiquement des algorithmes de compensation d'épaisseur à chaque pli,élargissant ainsi les fentes de réception pour compenser la tolérance de pliage. Ce micro-ajustement garantit une chaîne de montage sans à-coups, éliminant complètement les problèmes de déchirure et réduisant considérablement les coûts de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes de dessin à la largeur exacte de l'onglet | Application des tolérances de pliage paramétriques15 | Élimine les frottements d'assemblage des co-emballeurs |
| En négligeant l'épaisseur du circuit imprimé | Algorithmes de compensation d'étrier | Empêche l'écrasement interne des cannelures16 |
| Utilisation d'outils raster Web | Intégration PDF structurelle verrouillée | Maintient une capacité dynamique de 2 500 livres17 |
Je corrige les erreurs de conception numérique avant même la première impression. La protection des calculs structurels garantit la sécurité de l'ensemble du processus de fabrication.
🛠️ Harvey's Desk : Vos languettes d'assemblage sont-elles conçues pour se déchirer lors du montage ? 👉 Demandez un test de résistance des gabarits ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Qu'est-ce qu'un présentoir promotionnel ?
Les unités promotionnelles sont des véhicules fortement marqués par la marque, conçus pour perturber l'image à court terme.
Un présentoir promotionnel est un aménagement temporaire conçu pour mettre en valeur des campagnes saisonnières spécifiques ou le lancement de nouveaux produits. Contrairement aux présentoirs métalliques permanents, ces structures en carton ondulé utilisent des couleurs vives, des formes découpées originales et des graphismes percutants pour dynamiser le parcours d'achat et générer des ventes immédiates.
Il est facile de faire en sorte qu'un seul écran tienne debout et paraisse éclatant dans un laboratoire, mais voici la dure réalité lorsqu'on en expédie 500 dans la chaîne d'approvisionnement physique.
Pourquoi le pliage standard échoue-t-il en usine ?
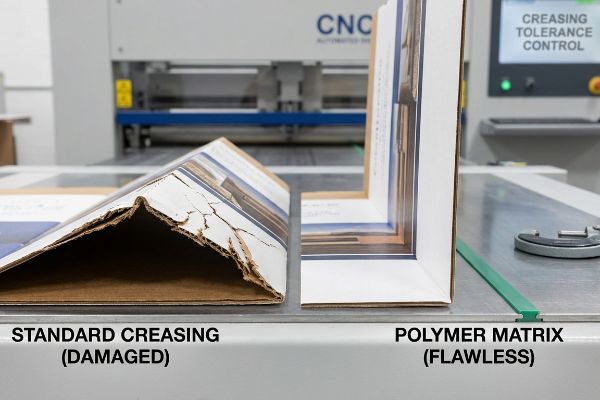
Les équipes graphiques exigent souvent une lithographie de haute qualité et épaisse(18) pour que leurs supports publicitaires ressortent bien sous les éclairages fluorescents agressifs. Elles négligent les bords pliés, partant du principe qu'une simple ligne de prédécoupe sur le fichier de conception crée automatiquement un angle net et parfait. Elles ignorent ainsi les fortes contraintes mécaniques que subit le matériau(19) lors de la fabrication automatisée.
Dans mon atelier, je constate régulièrement que de magnifiques feuilles imprimées sont complètement gâchées dès leur passage sur la table de découpe automatisée. Lorsqu'une matrice de découpe standard en acier frappe violemment un carton épais 32ECT (test de résistance à l'écrasement des bords), la force considérable provoque le flambage des fibres de papier, déclenchant de profondes craquelures lithographiques qui exposent le carton brun brut et disgracieux 20 le long de chaque pli. La sensation poudreuse de la poussière de découpe nous rappelle constamment l'agressivité de ce processus CNC (commande numérique par ordinateur). Pour remédier à ce problème, je relève les mesures micrométriques et installe des canaux de rainage femelles spécifiques en polymère 21 sur la plaque de découpe. Ceci permet de contrôler précisément la tension de 2,4 mm (0,09 pouce) des fibres de papier lors de la découpe, garantissant un pli à 90 degrés impeccable sans altérer l'encre. En appliquant cette tolérance de rainage stricte, je garantis la parfaite conservation de votre image de marque promotionnelle, évitant ainsi des retours coûteux de la part des détaillants pour des produits cosmétiques endommagés .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Pliage standard en acier nu | Canaux matriciels femelles en polymère22 | Prévient les fissures lithographiques disgracieuses |
| Forcer les vernis épais et rigides | Lamination de film élastique anti-fissuration23 | Empêche les microfissures sur les lignes de pliage |
| Lignes de coupe CMJN laissées | Attribution d'outillage de couleur d'accompagnement précis24 | Garantit des coupes nettes sur les machines CNC |
Je contrôle la tension physique des fibres de papier à l'échelle microscopique. Si votre usine n'utilise pas de matrice de rainage, vos impressions graphiques coûteuses risquent fort de se fissurer.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez trouver un imprimeur moins cher pour vos supports publicitaires, mais si un pliage trop serré provoque des craquelures importantes qui exposent le carton brut, vous risquez un refus systématique de la part des responsables de magasin et des frais de retouche manuelle exorbitants. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter ces erreurs fatales dès les premières étapes. Ne vous fiez plus aux tolérances de pliage : laissez-moi analyser vos fichiers de structure grâce à mon Audit de découpe gratuit ↗ afin d'éliminer tout problème d'assemblage et ainsi préserver votre budget.
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/ . Les spécifications techniques des emballages confirment que les plateaux en carton ondulé prédécoupés standard nécessitent un assemblage manuel et un verrouillage par languettes pour garantir leur intégrité structurelle sous charge. Rôle de la preuve : Vérification technique ; type de source : Guide d’ ingénierie de l’emballage. Sujets abordés : Mécanique structurelle des plateaux PDQ. Remarque : S’applique aux options en carton ondulé non pré-assemblées.
« Présentoirs PDQ en carton ondulé conçus pour une installation rapide et un impact maximal en magasin », https://www.abbottaction.com/packaging/corrugated-pdq-displays/. Les spécifications techniques d'emballage et les guides d'ingénierie pour la vente au détail confirment l'utilité des fonds automatiques pour un déploiement rapide des présentoirs en carton ondulé. Preuve : validation technique ; type de source : manuel industriel. Constat : l'efficacité de certaines conceptions structurelles pour réduire le temps d'assemblage en magasin. Remarque : s'applique aux emballages de vente au détail en carton ondulé .
« Boîtes à fond automatique (verrouillage anti-collage) simplifiées – PM Packaging », https://pmpackaging.com/product-catalog/boxes-and-cartons/auto-bottom-boxes . Preuve de la réduction moyenne du temps d'assemblage des présentoirs grâce à l'utilisation de fonds automatiques par rapport au pliage manuel. Type de preuve : mesure quantitative ; source : référence sectorielle. Atouts : efficacité des fonds modulaires pré-encollés. Remarque : les gains de temps peuvent varier selon les dimensions du présentoir.
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Documentation technique expliquant comment des taux d’entaille spécifiques lors de la découpe à l’emporte-pièce permettent d’éviter les bords irréguliers lors du détachement de feuilles perforées. Type de preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Éléments pris en compte : qualité des lignes de déchirure. Remarque concernant la portée : spécifique au carton ondulé .
« Qu’est-ce qu’un présentoir PDQ en magasin et pourquoi est-ce important ? », https://popdisplay.me/pt/o-que-exatamente-e-um-display-pdq-no-varejo-e-por-que-isso-importa-/. Vérification que les fixations structurelles intégrées maintiennent l’intégrité du présentoir sans masquer le marquage externe par ruban adhésif. Rôle de la preuve : norme de conception ; type de source : guide d’emballage pour la vente au détail. Contribue à : la visibilité du marquage principal. Remarque sur la portée : applicable aux emballages prêts à la vente (RRP). ↩
« Planification des espaces de vente : Processus et meilleures pratiques – Matterport », https://matterport.com/blog/retail-space-planning?srsltid=AfmBOooQAu0cOofiJjbbPX4Pvlvxw1LryPxfCOWnYnhWPjJ4FKiV-BcB . Explication de la manière dont les planogrammes et les frais d’emplacement permettent de cartographier et de monétiser systématiquement la surface de vente. Rôle de la preuve : Vérification des normes sectorielles ; type de source : Guide de gestion du commerce de détail. Appuie : Affirmation concernant le contrôle spatial strict dans le commerce de détail en entreprise. Note sur la portée : Principalement applicable aux grandes surfaces et aux chaînes de magasins.
« [PDF] Palettes en bois de type GMA de 40 pouces – Station de recherche du Sud », https://www.srs.fs.usda.gov/pubs/VT_Publications/05t10.pdf . Les normes logistiques de l'industrie de la GMA confirment l'empreinte au sol standard de 48 × 40 pouces pour les palettes. Rôle de la preuve : Définition ; type de source : norme industrielle. Appuie : dimensions standard des présentoirs de sol. Note sur la portée : S'applique principalement au commerce de détail nord-américain.
« Types de présentoirs sur palette : palette entière, demi-palette et quart de palette – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. Les spécifications techniques des présentoirs de point de vente confirment que les dimensions d’un quart de palette correspondent à une subdivision mathématique de la palette standard. Rôle de la preuve : Spécification technique ; type de source : Guide de fabrication. Éléments pris en compte : Dimensions spécifiques des palettes fractionnaires. Note relative au champ d’application : Normes relatives aux présentoirs en carton ondulé .
« Présentoirs pour magasins-entrepôts : têtes de gondole, palettes et plus encore pour les marchandises en vrac », https://www.qpack.com/retail-displays/pallet/club-store. Les guides sectoriels sur le merchandising expliquent comment des présentoirs plus compacts augmentent les chances d’approbation de leur mise en place par les détaillants. Niveau de preuve : Fait avéré ; type de source : Guide sectoriel. Argument : Avantage de l’utilisation de palettes plus petites pour une meilleure mise en place. Remarque : Les résultats peuvent varier selon les politiques de chaque détaillant .
« 6 exemples d'agencement de magasin efficaces – Tango Analytics », https://tangoanalytics.com/blog/store-layout-examples/ . Les manuels de planification et de sécurité des magasins définissent les exigences de balayage rotatif afin de garantir des passages dégagés pour les chariots et de prévenir les accidents. Rôle de la preuve : Spécification technique ; type de source : Manuel d'agencement de vente au détail. Appuie : L'affirmation selon laquelle les limites de balayage préviennent les collisions. Note sur la portée : Applicable aux surfaces physiques des magasins.
« Conformité à l’ADA pour les présentoirs de vente au détail : ce que les magasins de golf doivent savoir », https://agmgolf.org/ada-compliance-in-retail-displays-what-golf-shops-need-to-know-2/. Les directives réglementaires de l’Americans with Disabilities Act (ADA) et de la Grocery Manufacturers Association (GMA) précisent les autorisations requises pour éviter les sanctions légales et les refacturations aux fournisseurs. Rôle de la preuve : Exigence réglementaire ; type de source : Norme juridique/sectorielle. Objectif : Éviter les refacturations liées à la conformité. Remarque sur la portée : Applicable principalement aux marchés de détail américains .
« Emballage en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . Documentation technique expliquant comment l’épaisseur du matériau (calibre) engendre des décalages au niveau des plis et des joints, nécessitant des décalages de conception pour les pièces emboîtables. Rôle de la preuve : Justification technique ; type de source : Manuel d’ingénierie d’ emballage. Appuie : L’affirmation selon laquelle l’épaisseur du matériau doit être prise en compte dans la CAO pour garantir un ajustement physique. Note de portée : S’applique aux qualités de carton ondulé.
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Ce manuel technique sur les normes d'emballage en carton ondulé fournit l'épaisseur nominale du carton cannelé B. Niveau de preuve : spécification technique ; type de source : norme industrielle. Supports : épaisseur standard du matériau. Remarque : les valeurs nominales peuvent légèrement varier selon le fabricant .
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Les manuels professionnels de CAO/FAO pour l'emballage décrivent l'utilisation de la compensation d'épaisseur pour tenir compte de l'épaisseur du matériau dans les calculs de pliage afin de prévenir les ruptures structurelles. Rôle de la preuve : méthodologie technique ; type de source : guide d'ingénierie. Appui : intégrité structurelle des plis. Note de portée : s'applique spécifiquement aux supports ondulés et lourds.
« Calculateur gratuit de tolérance de pliage de tôle | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqCm46XjAxBGtzRAggyRIs-pxsboskvn7OdIE6kB7v4C4J8n9nB . Les guides de conception industriels pour l'emballage structurel fournissent la base mathématique des tolérances paramétriques afin de garantir un pliage précis. Rôle de la preuve : vérification de la méthodologie ; type de source : norme industrielle. Permet : l' utilisation de tolérances paramétriques pour éliminer les frictions d'assemblage. Remarque sur la portée : varie selon le logiciel de pliage utilisé.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . La documentation scientifique sur les supports en carton ondulé explique comment le calcul de l’épaisseur du carton (calibre) permet d’éviter l’écrasement du contenu. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Appuie : l’affirmation selon laquelle la compensation du calibre empêche la rupture des cannelures. Note de portée : applicable principalement au carton ondulé haute résistance.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les spécifications techniques issues des normes d'ingénierie de l'emballage permettent de vérifier les limites de poids maximales admissibles pour les présentoirs en carton ondulé structurel. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Appuie : l'affirmation relative à la capacité dynamique spécifique pour les intégrations de carton ondulé structurel. Remarque : la capacité varie selon la qualité du carton et le type de cannelure.
« Comprendre l’emballage lithographié-laminé », https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging . Explication de la manière dont la lithographie-laminage améliore la saturation des couleurs et l’impact visuel sous l’éclairage fluorescent des points de vente. Preuve : justification technique ; source : norme de l’industrie de l’imprimerie. Argumentaire : utilisation d’une lamination haut de gamme pour un impact visuel maximal . Précision : étude axée sur les présentoirs en carton ondulé haut de gamme.
« Influence de l'humidité et de la température sur les propriétés mécaniques du carton ondulé… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . Analyse des contraintes physiques et de la déformation du matériau causées par les machines automatisées de découpe et de pliage sur le carton ondulé. Domaine de la preuve : science des matériaux ; type de source : étude d'ingénierie de l'emballage. Arguments : les lignes de pré-découpe simples sont insuffisantes. Note sur la portée : applicable à la fabrication automatisée à grande échelle.
« Influence des lignes de pliage analogiques et numériques sur les contraintes mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Explication détaillée de la manière dont les contraintes mécaniques lors de la découpe à l'emporte-pièce fracturent la couche d'encre sur le carton ondulé lithographié. Type de preuve : mécanisme technique ; type de source : guide d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle la découpe à l'emporte-pièce standard provoque des défauts d'aspect. Note relative à la portée : spécifique aux matériaux litho-laminés .
« Matrice de rainage – CITO PLAST », https://www.cito.de/en/US/printline/creasing_matrix/. Documentation technique sur l’utilisation de canaux polymères pour gérer la compression des fibres et prévenir les fissures de surface lors du rainage. Preuve : solution d’ingénierie ; type de source : spécification d’outillage industriel. Démontre l’efficacité du rainage par matrice pour préserver l’intégrité de l’impression. Aspect : fabrication de présentoirs de haute précision pour la vente au détail .
« Comment éviter que les transferts ne craquellent et ne donnent un aspect plastique aux t-shirts », https://www.youtube.com/watch?v=FD5vZK3t-io . Explication technique de la manière dont l'outillage à base de polymères réduit les contraintes mécaniques sur les supports imprimés afin d'éviter le craquellement de l'encre lors du pliage. Preuve : Validation technique ; type de source : Manuel de fabrication industrielle. Arguments : L'efficacité des matrices polymères par rapport à l'acier. Note relative au champ d'application : Spécifiquement pour les cartons promotionnels épais.
« [PDF] Fracture, délamination et flambage des films minces élastiques sur… », https://sites.utexas.edu/ruihuang/wp-content/uploads/sites/6034/2021/03/IEEE2008b.pdf. Analyse de la manière dont les films de lamination flexibles atténuent les concentrations de contraintes dans les vernis rigides afin de prévenir les fractures de surface. Rôle de la preuve : Spécification du matériau ; type de source : Guide d’ingénierie de l’emballage. Objectif : Prévention des microfissures sur les lignes de pliage. Remarque sur la portée : Applicable aux revêtements rigides haute résistance .
« Couleurs d'accompagnement vs CMJN : différences essentielles expliquées », https://unicopacking.com/en/new/spot-color-vs-process-color.html . Documentation technique expliquant comment les traceurs de découpe CNC utilisent des identifiants de couleurs d'accompagnement spécifiques (par exemple, CutContour) pour distinguer les lignes de découpe de l'impression. Rôle de la preuve: validation de processus ; type de source : documentation logicielle CNC. Contribue à : la netteté et la précision des découpes CNC. Note sur la portée : axé sur les flux de production numériques prépresse.



