
Lancer une campagne de vente au détail est déjà assez stressant sans que les gérants de magasin rejettent vos produits parce que la base ondulée a l'air négligée, instable et dangereuse sur le sol fréquenté.
Un présentoir PDQ est un présentoir prêt à la vente, conçu pour un déploiement rapide en point de vente. Ces unités pré-emballées et efficaces éliminent les bords de palettes apparents, garantissant une esthétique soignée et une intégration immédiate au sol. Elles préservent l'intégrité structurelle essentielle des produits de grande consommation, même dans les environnements de vente les plus exigeants.

Laissons de côté le jargon marketing et penchons-nous sur l'ingénierie physique nécessaire pour acheminer votre produit en toute sécurité jusqu'aux points de vente, sans les problèmes d'assemblage.
Qu'est-ce qu'un afficheur PDQ ?
Vous n'avez que quelques secondes pour capter l'attention d'un client, et une présentation bâclée en carton rafistolé avec du ruban adhésif casse instantanément cet élan.
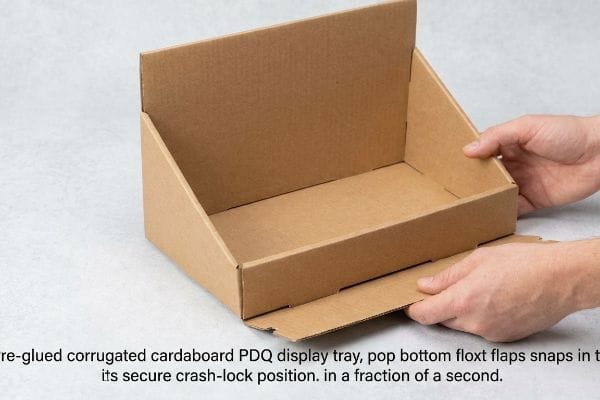
Un présentoir PDQ est un présentoir de point de vente « Pretty Darn Quick » conçu pour un déploiement immédiat en magasin. Composés de plateaux pré-remplis et prêts à la vente, ces supports en carton ondulé permettent au personnel de déballer et de disposer les produits en quelques secondes, sans outils complexes ni manipulation d'emballages salissants lors de l'installation.
Passer d'un concept numérique 3D à l'étagère physique d'un magasin nécessite de comprendre comment ces unités sont réellement assemblées par de vraies personnes.
Pourquoi votre premier présentoir PDQ pourrait ne pas être opérationnel en rayon
Nombre d'équipes de conception considèrent les présentoirs de points de vente comme de simples supports graphiques, ignorant totalement les aspects pratiques du réapprovisionnement en magasin. Elles soumettent des plans structurels simplifiés, reposant sur des systèmes de verrouillage complexes à plusieurs étapes¹pour maintenir les parois extérieures. Si ces systèmes paraissent ingénieux sur le rendu, ils reportent l'intégralité de la charge de l'assemblage sur les vendeurs², et n'ayant tout simplement pas le temps de déchiffrer des schémas complexes.
Je constate régulièrement ce genre de problème lorsqu'un client insiste pour utiliser des languettes de type origami afin d'économiser quelques centimes sur la colle. Un vendeur pressé va transpirer pendant cinq minutes à essayer d'insérer une languette rigide en carton 32ECT (test de résistance à la compression des bords) dans une fente étroite, entendant le bruit frustrant du carton brut qui se déchire lorsque la cannelure intérieure s'écrase. Lorsque la languette cède inévitablement sous le poids du produit, il finit par recouvrir vos magnifiques visuels imprimés avec du ruban adhésif transparent disgracieux. Je résous ce problème en intégrant un système de plateau à verrouillage automatique pré-encollé directement dans mon usine ; le plateau s'ouvre ainsi d'un « clic » net en deux secondes. Cette conception sans frustration garantit une image haut de gamme pour votre marque et réduit considérablement le temps de travail en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Reposant sur des languettes de verrouillage manuelles complexes | Utilisation de fonds de verrouillage automatiques pré-collés | Gain de 45 secondes de temps de configuration par unité |
| En négligeant l'humidité ambiante de l'entrepôt | Ajout d'une marge de tolérance de fente de 0,04 pouce (1 mm) | Empêche le déchirement du papier brut lors de l'assemblage |
| Laisser les bords ondulés bruts apparents | lèvres avant à double paroi repliées d'ingénierie | Offre une présentation de marque soignée et haut de gamme |
L'expédition de languettes complexes non collées garantit quasiment le rejet du produit en magasin. Si votre simple plateau de rayonnage nécessite un mode d'emploi, les responsables de magasin, débordés, le jetteront directement au recyclage.
🛠️ Le bureau de Harvey : Vous craignez que la conception actuelle de votre plateau soit trop complexe à plier pour un vendeur pressé ? 👉 Laissez-moi simplifier votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu’est-ce que le PDQ dans la chaîne d’approvisionnement ?
Le transport de marchandises à travers le monde expose vos emballages soigneusement conçus aux lois impitoyables de la logistique.
Dans la chaîne d'approvisionnement, le terme PDQ signifie « Produit affiché rapidement ». Il s'agit d'une stratégie logistique performante qui utilise des présentoirs préemballés pour accélérer la distribution. En combinant emballage primaire et structures d'affichage secondaires, cette méthode très efficace réduit considérablement les manipulations, optimise le poids volumétrique des conteneurs et simplifie le passage de l'entrepôt directement aux points de vente.

Acheminer un camion-magasin entièrement chargé de l'usine jusqu'à un détaillant américain est un exercice qui consiste à survivre à d'énormes forces de compression sur des milliers de kilomètres.
Comment le débordement des palettes ruine vos marges logistiques
Les acheteurs cherchent souvent à maximiser le nombre d'unités pouvant être chargées dans un carton d'expédition afin de réduire le coût unitaire du transport maritime. Ils optimisent les dimensions au maximum, supposant qu'un carton ondulé renforcé protégera les marchandises pré-remplies. Ce calcul théorique ignore totalement la dure réalité du stockage en entrepôt, où la répartition verticale de la chargefacteur empêchant l'écrasement des produits.
C'est un piège courant, même pour les équipes d'approvisionnement les plus expérimentées : laisser le carton principal dépasser d'une palette GMA (Grocery Manufacturers Association) de 121,9 × 101,6 cm (48 × 40 pouces). J'ai vu des acheteurs faire cette erreur pour gagner de la place dans le transport, pour ensuite constater que les coins inférieurs, non soutenus, se déforment visiblement sous le poids important des marchandises en entrepôt. On sent littéralement la rigidité du carton kraft céder juste avant que la couche inférieure ne s'effondre. Dans mon logiciel, je réduis mathématiquement l'encombrement maximal autorisé du carton de 12,7 mm (0,5 pouce) précisément afin de garantir que les coins structurels supportent parfaitement la charge verticale, éliminant ainsi tout risque de dommages pendant le transport.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Optimiser la taille du carton au-delà des bords de la palette | Imposer une boîte englobante sans débordement strict | Empêche l'écrasement des éléments inférieurs pendant le transport6 |
| Réutilisation des cartons d'expédition usés | Obligation d'utiliser des matériaux vierges pour le transport des expéditeurs | Maintient une capacité de charge dynamique de 100 %7 |
| Négliger le couple de rotation pendant le transit | Concevoir une base géométrique équilibrée élargie8 | Garantit que l'appareil arrive parfaitement droit |
, je vérifie scrupuleusement que chaque fichier d'expédition PLV (Point de Vente) est bien aligné sur le périmètre de la palette . Un débordement de quelques millimètres suffit à anéantir votre budget logistique en raison des réclamations des détaillants pour marchandises endommagées.
🛠️ Le bureau d'Harvey : Vos cartons d'expédition dépassent-ils du bord de la palette et risquent-ils de se déformer gravement pendant le transport maritime ? 👉 Vérifiez les spécifications de votre chaîne d'approvisionnement ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Quels sont les trois types d'écrans ?
Tous les espaces de vente au détail ne se valent pas, et choisir le mauvais format physique risque de faire rejeter votre campagne coûteuse dès le quai de chargement.
Les trois types de présentoirs sont les présentoirs sur pied, les présentoirs de comptoir et les présentoirs sur palettes. Les présentoirs sur pied attirent les clients dans les allées principales, les présentoirs de comptoir stimulent les achats impulsifs près des caisses et les présentoirs sur palettes permettent de gérer les marchandises en vrac dans les entrepôts-magasins, chaque catégorie exigeant des directives d'ingénierie structurelle distinctes.

Connaître les catégories marketing de base est simple, mais comprendre les frontières juridiques et logistiques rigides qui les séparent est le point de départ de la véritable ingénierie du commerce de détail.
La contrainte spatiale de l'ADA dans les environnements de vente au détail
Les directeurs de marque tentent souvent de concevoir une campagne « taille unique » afin d'optimiser leur budget d'outillage. Ils commandent un présentoir de grande taille et demandent simplement de réduire ses dimensions de moitié pour créer un présentoir de comptoir pour la zone de caisse. Cette approche traite les équipements physiques de vente au détail comme de simples images numériques redimensionnables à l'écran, ignorant totalement les règles juridiques et spatiales strictes qui régissent ces zonesdistinctes.
Imaginez essayer de garer un semi-remorque dans une place de parking pour voiture compacte en raccourcissant légèrement le camion : le châssis de base reste fondamentalement inadapté. Je vois souvent des marques installer des présentoirs de comptoir réduits en caisse, pour qu'un responsable de magasin les refuse car ils ne respectent pas la plage de portée avant de 38,1 à 121,9 cm (15 à 48 pouces) requise par l'ADA (Americans with Disabilities Act). En séparant les processus d'ingénierie, je veille à ce que les présentoirs de comptoir respectent un rapport profondeur/hauteur strict de 2:3, évitant ainsi la situation embarrassante où un client pressé attrape un produit et où toute la base en carton, lourde sur le dessus, grince bruyamment et bascule sur le comptoir en formica.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction des dimensions des unités de plancher pour les comptoirs | Séparation des canalisations d'ingénierie de plancher et de comptoir | Empêche le refus par les gérants de magasin stricts |
| Ignorer les contraintes légales de portée avant | Conception dans la fenêtre de portée de 15 à 48 pouces10 | Garantit l'accessibilité légale pour tous les acheteurs |
| Utilisation de hauts comptoirs instables | Application de la règle du rapport profondeur/hauteur de 2:311 | Élimine le risque de basculement de l'unité |
Je ne permets jamais à un client de confondre présentoir de sol et plateau de comptoir dans le seul but d'économiser sur les frais d'outillage. La conception de structures distinctes et mathématiquement adaptées à leurs espaces de vente spécifiques permet d'éviter directement des rejets coûteux pour non-conformité.
🛠️ Harvey's Desk : Vous vous demandez si votre nouveau comptoir respecte les normes d'accessibilité ou les limites de hauteur imposées par les détaillants ? 👉 Demandez une vérification de conformité spatiale ↗ — Pas de formulaires qui vous inondent d'appels commerciaux. Uniquement de la valeur ajoutée.
Que signifie PDQ ?
Dans le monde du marketing, tout le monde adore les acronymes accrocheurs, mais ignorer les principes scientifiques nécessaires à leur fabrication conduit à un désastre sur la chaîne de conditionnement.
PDQ signifie « Pretty Darn Quick » (très rapide), une norme de référence du secteur de la vente au détail désignant des présentoirs préemballés ultra-performants, conçus pour un déploiement rapide. Initialement conçue comme une exigence logistique stricte pour les biens de consommation courante, elle permet au personnel en magasin de transférer les produits des cartons d'expédition aux rayons en quelques secondes seulement.

Mais connaître la théorie ne suffit pas lorsque les machines CNC automatisées se mettent en marche et que le papier épais commence réellement à se plier.
Pourquoi les pliages de papier standard échouent-ils en usine ?
Dans des bureaux climatisés et parfaitement propres, les concepteurs créent souvent, à l'aide de leurs logiciels de dessin vectoriel, des languettes d'emboîtement et des fentes de pliage à la largeur exacte du panneau correspondant. Ils supposent qu'un simple trait numérique sur un écran se traduit automatiquement par un pli parfait à 90 degrés dans la réalité. Cette supposition, en apparence raisonnable, ignore l' épaisseur physique du matériau onduléutilisé pour la fabrication de la structure.
Obtenir un écran parfaitement stable dans un laboratoire de prototypage est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 500. Dans mon atelier, je vois régulièrement des fichiers de conception d'écrans en aluminium cannelé (type B) où le concepteur a oublié que plier une plaque de 2,79 mm d'épaisseurà 90 degrés consomme de la matière. Lors des tests, je constate que ces rainures non ajustées génèrent une friction importante, obligeant les opérateurs à écraser les cannelures et entraînant une chute brutale de 3,2 % du rendement sur la ligne de conditionnement. J'utilise les mesures micrométriques pour appliquer automatiquement une tolérance de pliage paramétrique directement dans le logiciel de CAO (Conception Assistée par Ordinateur), élargissant ainsi la rainure pour qu'elle corresponde exactement au rayon extérieur du pli. En imposant cette tolérance structurelle de 2,8 mm, je garantis une réduction du temps d'assemblage de 42 secondes par unité, permettant à mes clients de réaliser d'importantes économies sur la main-d'œuvre tout en leur livrant un écran parfaitement d'équerre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fentes de dessin identiques à la largeur des onglets | tolérances de pliage mathématiques précises en ingénierie14 | Permet un assemblage sans frottement et sans écrasement |
| En négligeant l'épaisseur physique du circuit imprimé | Utilisation d'un micromètre numérique pour la compensation du pied à coulisse15 | Maintient les angles structurels parfaitement d'équerre |
| Faire confiance aux lignes vectorielles non ajustées des logiciels | Fichiers de pré-vérification avec macros structurelles automatisées16 | Réduit considérablement le temps de main-d'œuvre coûteux lié au conditionnement manuel |
Je refuse de lancer la production en série d'un concept théorique sans avoir préalablement calculé la tolérance de pliage exacte du papier. C'est la précision au micromètre près qui rend le processus de commercialisation extrêmement rapide.
🛠️ Le bureau de Harvey : Connaissez-vous l’épaisseur exacte de votre carton ondulé et son impact sur les rainures de pliage lors de l’assemblage ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai vos calculs avant que vous n’investissiez dans une production en série.
Conclusion
Vous pouvez continuer à approuver des fichiers vectoriels plats qui ignorent complètement l'épaisseur physique du carton, mais lorsque ces languettes de cannelure B non ajustées provoquent des frottements importants lors de l'assemblage, ralentissant la ligne de conditionnement d'environ 30 %, cela anéantira complètement la marge bénéficiaire de votre campagne. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Cessez de deviner les tolérances structurelles et laissez-moi personnellement reconstruire vos fentes grâce à mon audit gratuit de gabarit CAO ↗ afin de détecter ces points de friction critiques avant la production en série.
« CONCEPTION STRUCTURELLE DES PRÉSENTOIRS INTERACTIFS… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ . [Les normes d'emballage de l'industrie détaillent comment les systèmes de verrouillage complexes augmentent le temps d'assemblage et le taux d'erreurs lors de la mise en place en point de vente.] Rôle de la preuve : Validation technique ; type de source : Guide de conception d'emballages. Sujet : L'inefficacité des languettes de verrouillage complexes. Note sur la portée : Limité aux matériaux de PLV en carton ondulé.
« Combien coûte le montage d'un présentoir sur le lieu de vente ? », https://www.industrialpackaging.com/blog/point-of-purchase-display-cost . [Les études opérationnelles dans le secteur du commerce de détail indiquent une corrélation directe entre la complexité du montage sur le lieu de vente et des taux de conformité plus faibles en magasin.] Rôle de la preuve : Preuve opérationnelle ; type de source : Étude de gestion du commerce de détail. Sujet : Impact du temps de montage sur le personnel en magasin. Remarque sur la portée : S'applique principalement aux grandes surfaces.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorwP48VzPvNLzEHwCScDR-cFuvpUVuZ7kiPCZMm-o1ke2Z4zzuV. [Les normes industrielles relatives aux matériaux en carton ondulé définissent la résistance à l'empilement et à la compression (32ECT) du carton]. Type de preuve : spécification technique ; source : norme de l'industrie de l'emballage. Éléments d'appui : la résistance spécifique du matériau utilisé dans l'emballage. Remarque : les valeurs ECT sont standardisées pour les emballages d'expédition et de présentation en carton ondulé .
« Emballage à fermeture automatique », https://custompackstudio.co.uk/product/crash-lock. [Les données d'ingénierie de l'emballage confirment que les fonds à fermeture automatique et les constructions pré-encollées réduisent le temps d'assemblage et les risques de défaillance structurelle par rapport aux languettes de pliage manuelles]. Preuve : meilleure pratique du secteur ; source : manuel d'ingénierie de l'emballage. Appuie : l'affirmation selon laquelle ce système réduit la main-d'œuvre et améliore la fiabilité. Remarque : les gains d'efficacité peuvent varier en fonction du poids du produit .
« Palette sur palette : Meilleures pratiques pour un chargement et un stockage en toute sécurité », https://www.johnmayecompany.com/post/pallet-on-pallet-loading-guide. [Les normes d’ingénierie de l’emballage expliquent en quoi la répartition verticale de la charge et la résistance à la compression sont essentielles pour prévenir la rupture structurelle des cartons ondulés empilés]. Rôle de la preuve : Validation technique ; type de source : Manuel technique ou norme d’emballage. Appuie : L’affirmation selon laquelle la répartition verticale de la charge empêche l’écrasement des produits lors de l’empilage en entrepôt. Remarque : L’efficacité varie selon la qualité du carton ondulé et l’alignement des palettes .
« Étude de l’effet de la rigidité du plateau supérieur des palettes sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Des sources faisant autorité en ingénierie logistique expliquent comment le débordement des palettes réduit considérablement la résistance à la compression verticale des cartons ondulés, entraînant une rupture structurelle des niveaux inférieurs]. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie logistique. Appui : Avantage des emballages sans débordement. Note de portée : S’applique spécifiquement aux conteneurs d’expédition en carton ondulé empilés .
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Les données scientifiques sur l’emballage démontrent que le carton ondulé réutilisé souffre de fatigue et de perte d’intégrité structurelle, ne parvenant plus à égaler la capacité de charge dynamique initiale des matériaux vierges]. Rôle de la preuve : Spécification technique ; type de source : Document technique sur les matériaux. Appui : Obligation pour les expéditeurs de réaliser des essais de transport avec des matériaux vierges. Note de portée : Mesures effectuées par essai de compression de boîtes (BCT) .
« Stabilité des charges palettisées : physique, angles d’inclinaison et film étirable – PackCalc », https://packcalc.com/resources/pallet-load-stability-physics-tilt-angles. [Les principes physiques relatifs au centre de gravité et à la largeur de la base confirment qu’augmenter la base géométrique d’une charge réduit le moment de basculement causé par le couple de rotation pendant le transport]. Rôle de la preuve : Principe d’ingénierie ; type de source : Guide de physique logistique. Apports : Méthode permettant de garantir la stabilité des unités à l’arrivée. Note de portée : Application générale aux charges palettisées instables ou présentant un poids important en partie supérieure .
« Normes d’accessibilité de l’ADA », https://www.access-board.gov/ada/ . [Les directives officielles, telles que les normes de conception accessible de l’ADA, précisent les espaces libres au sol et les limites de saillie requis pour les présentoirs de vente au détail afin d’en garantir l’accessibilité ] . Rôle de la preuve : Vérification des contraintes légales ; type de source : Directive réglementaire. Appuie : l’existence de règles spatiales obligatoires pour les zones d’exposition en magasin. Note de portée : Principalement axé sur les lois américaines en matière d’accessibilité.
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [Les normes de conception accessible de l’Americans with Disabilities Act (ADA) spécifient les plages de hauteur exactes pour une portée dégagée afin de garantir l’accessibilité aux personnes en fauteuil roulant]. Rôle de la preuve : conformité légale ; type de source : réglementation gouvernementale. Éléments justificatifs : contraintes de portée de l’ADA. Note de portée : s’applique spécifiquement à la portée vers l’avant .
« [PDF] Dossier d'information du personnel sur le basculement des meubles », https://www.cpsc.gov/s3fs-public/Staff%20Briefing%20Package%20on%20Furniture%20Tipover%20-%20September%2030%202016_0.pdf. [Les principes de conception industrielle et de génie des structures définissent des rapports profondeur/hauteur spécifiques pour maintenir un centre de gravité stable et prévenir le basculement des meubles autoportants]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Sujet : stabilité des socles de comptoirs hauts. Note de portée : règle générale pour les structures autoportantes .
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Un manuel technique d'ingénierie d'emballage explique comment le calibre du matériau nécessite des tolérances de pliage pour garantir un bon emboîtement des languettes]. Rôle de la preuve : validation technique ; type de source : norme industrielle. Appuie : l'affirmation selon laquelle négliger l'épaisseur du matériau entraîne un défaut d'assemblage. Note de portée : s'applique spécifiquement aux structures en carton ondulé .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Les spécifications techniques des matériaux d’emballage en carton ondulé confirment la plage d’épaisseur standard pour le carton cannelure B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : Précision des mesures d’épaisseur des matériaux. Remarque : Les dimensions standard peuvent varier légèrement selon la qualité ou le fabricant.
« La rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Les manuels techniques d'emballage fournissent des formules pour calculer les tolérances de pliage en fonction de l'épaisseur du matériau afin de garantir un pliage précis]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : la nécessité de calculs précis pour éviter l'écrasement lors de l'assemblage. Remarque : les formules varient selon la qualité du matériau et la taille des cannelures .
« Impact du calibre du carton sur la performance et le coût des emballages pliants », https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Les normes industrielles de mesure du carton ondulé imposent l’utilisation de micromètres pour compenser les variations de calibre et garantir la perpendicularité de la structure]. Rôle de la preuve : processus technique ; type de source : norme de fabrication. Appuie : l’utilisation de mesures de précision pour la stabilité des angles. Note de portée : s’applique spécifiquement aux emballages industriels de haute précision .
« Intégrer votre automatisation de conditionnement pharmaceutique », https://www.cpsolutions.co/blog/impact-pharmaceutical-packaging-automation/ . [Des études sur l'automatisation du conditionnement démontrent que les macros de pré-filtrage structurel réduisent le temps de correction manuelle et les coûts de main-d'œuvre liés au co-conditionnement]. Type de preuve : indicateur de performance ; type de source : étude de cas industrielle. Appuie : l'affirmation selon laquelle l'automatisation logicielle réduit le travail manuel. Remarque: l'efficacité dépend du logiciel CAO/FAO utilisé.



