
Las marcas dan por sentado que los expositores de suelo se montan sin problemas, pero las estructuras complejas suelen causar caos en la planta de envasado. Una unidad mal diseñada consume horas de trabajo y retrasa el lanzamiento.
Depende. El montaje de las cajas expositoras de suelo requiere una ingeniería estructural precisa para eliminar la fricción. Cuando se fabrican con juntas preencoladas y tolerancias de curvatura calculadas, el montaje solo lleva unos segundos. Sin embargo, las unidades de cartón corrugado mal diseñadas, sin guías visuales claras, inevitablemente provocan retrasos en el embalaje, lo que aumenta los costes de mano de obra y el riesgo de rechazo por parte del minorista.

Podrías pensar que un troquelado sencillo garantiza una fabricación rápida. Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar y la humedad deforma el cartón.
¿Cómo montar una caja expositora?
Para lograr un montaje impecable en la planta de envasado, no debería ser necesario tener un título de ingeniería. Un ensamblaje correcto depende por completo del trabajo realizado en la fábrica antes del envío.
El montaje de una caja expositora requiere seguir secuencias estructurales específicas, a menudo utilizando bandejas modulares preencoladas. Una estructura CAD (Diseño Asistido por Ordenador) bien diseñada permite a los operarios desplegar la base y encajar los estantes fácilmente, evitando la compleja inserción de pestañas y reduciendo drásticamente el tiempo de manipulación manual en la línea de producción.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los operarios de logística de terceros (3PL) se apresuran a procesar miles de unidades.
La catástrofe del cumplimiento apresurado
Los compradores suelen dar por sentado que basta con proporcionar una hoja de instrucciones básica en blanco y negro para que los operarios temporales monten expositores complejos. Dejan los paquetes planos en manos de un equipo de logística externo, confiando en que un diseño estándar de pestañas y ranuras se encajará fácilmente. Esta sobreestimación de la paciencia del coempaquetador es precisamente la razón por la que tantos lanzamientos en tiendas minoristas sufren roturas en las láminas superiores y daños en las paredes de carga¹ incluso antes de llegar al camión de reparto.
Esto no es solo teoría; lo veo en acción en la planta de pruebas. El trimestre pasado, presencié cómo un equipo de coempaquetado destrozaba el expositor estándar de un cliente porque la fricción de las pestañas era demasiado alta. La de la prueba de compresión de cajas (BCT)2 se estancó en 65,7 kg (145 lb) simplemente porque los trabajadores forzaban los paneles y comprometían estructuralmente las ranuras internas durante el montaje manual³.Retiré inmediatamente el trabajo de la planta y rediseñé la geometría para utilizar bandejas modulares preencoladas. Al procesar las placas con nuestras plegadoras-encoladoras automatizadas y cambiar el movimiento de ensamblaje de un empuje de alta fricción a un simple mecanismo de despliegue y bloqueo, eliminé el error humano. Al implementar esta automatización estructural, garantizo que el tiempo de ensamblaje del coempaquetado se reduzca en 45 segundos por unidad, lo que ahorra a los clientes miles de dólares en costos laborales inesperados en un lanzamiento nacional masivo.
| Automatización de ingeniería | Resultado estructural | Retorno de la inversión financiera |
|---|---|---|
| Bandejas modulares preencoladas | Elimina la inserción manual de pestañas | Reduce los costes laborales en un 30% |
| Geometría desplegada y bloqueada | Cero flautas aplastadas durante la construcción | Evita contracargos por rechazo estructural |
| Secuencia de ensamblaje sin fricción | Resistencia de carga BCT constante | Elimina los retrasos por retrabajo físico |
Nunca recurro a trabajadores temporales para resolver complejos rompecabezas de plegado. Al delegar el trabajo pesado estructural a mi maquinaria automatizada de fábrica, elimino por completo la variable del error humano, garantizando que su producto llegue al punto de venta perfectamente alineado.
🛠️ Harvey's Desk: ¿Sus exhibidores actuales dependen de docenas de pestañas manuales que ralentizan a su proveedor de empaque y reducen sus márgenes? 👉 Elimine la fricción del ensamblaje ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cómo montar un tablero de exhibición?
Transformar una hoja impresa plana en una estructura rígida para la venta al por menor es, fundamentalmente, un ejercicio de física. El grosor del material determina cada uno de los pasos de plegado.
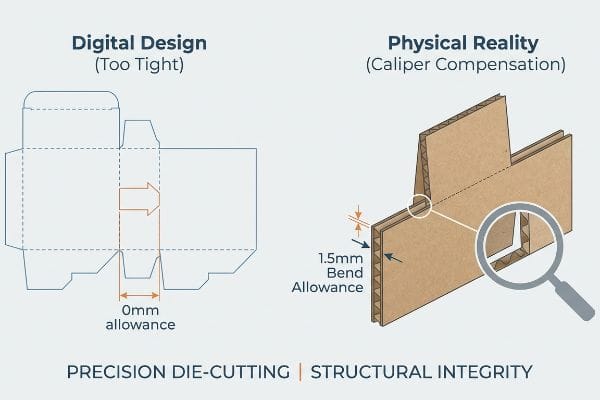
El correcto ensamblaje de un panel de exhibición requiere una compensación precisa del calibre integrada en las ranuras troqueladas. Dado que el cartón corrugado ocupa espacio físico al doblarse 90 grados, las ranuras estructurales deben ensancharse matemáticamente. Sin este margen de flexión crucial, el material grueso se deformará o rasgará gravemente durante la fase final de ensamblaje.
Estos cálculos milimétricos parecen sencillos en la pantalla del ordenador. La realidad en la fábrica es mucho más implacable.
Cuando los troqueles digitales chocan con la realidad física
Las agencias gráficas suelen enviar archivos estructurales donde las pestañas de enclavamiento se dibujan con el mismo ancho que las ranuras de recepción. Tratan un cartón ondulado grueso de 32 ECT (Edge Crush Test)como si fuera una línea digital ingrávida e infinitamente delgada. Este punto ciego crítico ignora la física fundamental del cartón ondulado, que se estira y consume material al doblarse en ángulorecto.
Esto no es solo teoría; lo aprendí al enfrentar una crisis con un prototipo. Recibimos un archivo para una marca de bienes de consumo de alta rotación (FMCG) y, durante la simulación inicial de prueba de caída ISTA 3A⁶,los paneles base se rompieron literalmente. El técnico del laboratorio de I+D intentó forzar una pestaña de 3 mm (0,11 pulgadas) de espesor en una ranura de 3 mm (0,11 pulgadas), lo que provocó microfracturas severas a lo largo de la bisagra. La deflexión de carga estática superó las 1,2 pulgadas (30,4 mm) antes incluso de que pudiera sostener el producto. Descarté el render de la agencia y calculé todo desde cero. Inyecté paramétricamente una compensación de flexión⁷ en cada ranura estructural de nuestro sistema. Al ensanchar matemáticamente las juntas de recepción, garantizo que el equipo de ensamblaje de coempaquetado experimente un montaje sin fricción ni roturas, lo que ahorra al cliente un estimado del 20 % en materiales desechados y costosos retrasos.
| Troquelado de precisión | Resultado estructural | Retorno de la inversión en ensamblaje |
|---|---|---|
| Compensación de la pinza de 1,5 mm | Elimina las microfracturas de la bisagra8 | Acelera los tiempos de compilación en un 15%9 |
| Ensanchamiento de ranura paramétrico | Evita que la tabla se curve | Elimina los costos de material desechado |
| Margen de curvatura matemático10 | Esquinas de 90 grados impecables | Garantiza el cumplimiento de la huella cuadrada |
Me niego a que las ilusiones digitales dicten la fabricación física. Una pantalla es tan resistente como su unión más débil, y forzar cartón grueso en ranuras matemáticamente ajustadas es una fórmula segura para el fracaso comercial y el desperdicio de presupuestos de producción.
🛠️ Oficina de Harvey: ¿Su agencia actual comprende el margen de flexión física específico requerido para una placa de cartón ondulado 32ECT antes de enviarla a imprenta? 👉 Solicite su auditoría de lista de materiales ↗ — 100 % confidencial. Sus diseños de venta al público aún no lanzados están a salvo conmigo.
¿Cómo armar el fondo de una caja?
La base de su expositor soporta todo el peso del producto y la fuerza de la gravedad. Un montaje perfecto es fundamental para la supervivencia de su negocio.
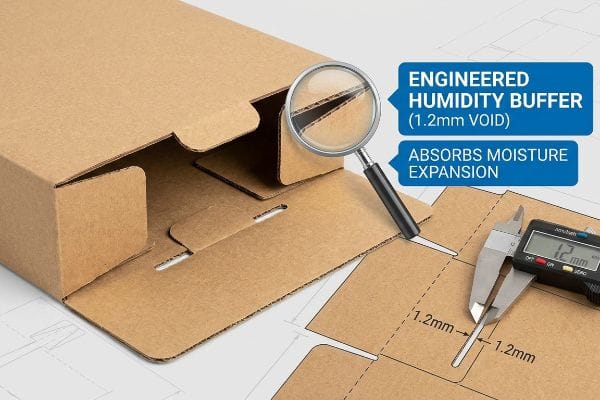
El ensamblaje de la base de una caja requiere el encaje de las solapas de soporte de carga, formando normalmente una estructura de cierre automático o de cierre a presión. Estas juntas de la base requieren amortiguadores de humedad diseñados específicamente, lo que significa que las ranuras estructurales se ensanchan ligeramente para compensar la expansión del papel durante el transporte, garantizando así que la base soporte de forma segura las cargas dinámicas del producto.
Parece bastante sencillo al analizar una muestra seca en una oficina con aire acondicionado. Sin embargo, el tránsito oceánico altera fundamentalmente la composición química del material.
La ola oculta del tránsito oceánico
Las marcas dan por sentado que un cierre inferior que encaja a la perfección en mi mesa de inspección en China se ensamblará exactamente igual en un centro de distribución sofocante en Florida. No tienen en cuenta la naturaleza altamente porosa del cartón corrugado 11 , que absorbe activamente la humedad ambiental durante los largos viajes marítimos. Esta absorción incontrolada de humedad provoca que las ondulaciones 12 se hinchen , convirtiendo una junta de ingeniería de precisión en un desastre hinchado e inservible.
Esto no es solo teoría: lo aprendí por las malas en 2021. Le pedí a mi ingeniero jefe de empaques, Mark, que hiciera un lote de exhibidores de fondo automático de alta resistencia sin calcular el cambio ambiental del tránsito marítimo. Pensamos que podríamos ahorrar tiempo omitiendo el amortiguador de humedad. Tres días después, saqué una unidad de nuestra cámara climática que simulaba un contenedor 40HQ, y sentí el desagradable crujido de la flauta B deformándose mientras intentaba bloquear los paneles inferiores. El papel se había expandido solo 0,04 pulgadas (1,01 mm)13, pero eso fue suficiente para atascar completamente el ensamblaje. Inmediatamente recalibré las herramientas de nuestra planta de producción. Amplié las tolerancias de la ranuradora rotativa exactamente 1,2 mm (0,047 pulgadas)14 para crear un vacío de expansión de humedad deliberado en los mecanismos de la base. Este ajuste de tolerancia específico no solo evitó que la base colapsara; Redujo el tiempo de ensamblaje del co-empaquetado en 30 segundos por unidad, eliminando una enorme fricción para el equipo de logística y eliminando por completo el riesgo de rechazo por parte del minorista.
| Ingeniería de adaptación climática | Resultado de la base física | Retorno de la inversión en la cadena de suministro |
|---|---|---|
| Vacío amortiguador de humedad de 1,2 mm15 | Absorbe la expansión de la humedad | Elimina los atascos en el montaje de vehículos de transporte |
| Recalibración de la ranuradora rotativa | Bloqueo automático perfecto de la parte inferior | Reduce el tiempo de montaje de la base en 30 segundos16 |
| Compensación de revestimiento de prueba poroso17 | Evita el pandeo por carga | Asegura cargas pesadas y dinámicas en palés. |
No permitiré que un clima impredecible arruine el lanzamiento de un producto cuidadosamente planificado. Diseñar un espacio de ventilación microscópico en las juntas inferiores es la única manera de proteger el valor de su marca de las duras realidades de la logística global.
🛠️ Harvey's Desk: ¿Sus pantallas están absorbiendo la humedad del océano y expandiéndose silenciosamente más allá de sus tolerancias de interconexión antes incluso de llegar a EE. UU.? 👉 Solicite una simulación de tensión 3D ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cuáles son los errores más comunes al doblar cajas?
Doblar una lámina impresa no es como doblar una hoja de papel de impresora común. Una técnica incorrecta o un corte defectuoso de la máquina arruinan el atractivo visual al instante.
Los errores más comunes al plegar cajas incluyen doblar los paneles en sentido contrario a la dirección natural de la fibra e ignorar los perfiles de la matriz de pliegues. Cuando el cartón corrugado de alta densidad se pliega sin líneas de marcado controladas mecánicamente, las ondulaciones internas se deforman violentamente, agrietando la lámina superior impresa y comprometiendo la resistencia de apilamiento vertical de la unidad.

Cuando se rompe una tarjeta de cabecera plegada, todo el mundo culpa a los operarios de la cadena de montaje. En realidad, la avería se produjo semanas antes en la máquina troqueladora.
El violento chasquido de Virgin Kraft
Los equipos de compras suelen adquirir expositores basándose únicamente en la resistencia de la materia prima, optando por soportes de kraft virgen rígido para maximizar la durabilidad. Sin embargo, ignoran por completo la fuerte tensión mecánica que se produce cuando ese papel denso se ve obligado a doblarse 90 grados. Sin un canal de plegado diseñado para guiar las fibras del papel, la resistencia física del cartón se opone durante el plegado, lo que provoca microfracturas blancas antiestéticas que desgarran la tinta oscura y de altacalidad.
Esto no es solo teoría; lo veo en acción en la planta de pruebas. Estaba inspeccionando un prototipo dañado de un nuevo proveedor y, en el momento en que doblé el cabezal, oí el chasquido seco de las fibras y sentí el borde áspero y expuesto donde la lámina superior se había desprendido violentamente. La laminación litográfica había fallado por completo a lo largo de la línea de corte porque el proveedor utilizó una matriz de corte de acero sin filo y sin control de matriz. Inmediatamente tomé las lecturas del micrómetro y demostré que no necesitábamos una costosa película antigrietas para esta unidad en particular; solo necesitaba instalar una matriz de plegado de polímero dinámico en nuestra prensa de troquelado. Al controlar con precisión la presión del yunque y forzar a las fibras a estirarse en lugar de romperse, eliminé por completo el agrietamiento litográfico, ahorrándole al cliente enormes costos de retrabajo y manteniendo la impecable ruptura visual que su marca exigía.
| Maquinaria de troquelado | Comportamiento del material | ROI visual y estructural |
|---|---|---|
| Matriz de pliegues de polímero dinámico | Controla el estiramiento del kraft virgen | Elimina las antiestéticas grietas litográficas19 |
| Presión de yunque de precisión | Evita que la ranura interior se aplaste | Mantiene el 100% de la resistencia a la carga vertical20 |
| Perfilado de puntuación controlada | Evita la rotura violenta de las fibras21 | Ahorra presupuesto en películas antigrietas |
Considero cada pliegue como una prueba de estrés crucial. Aplicar fuerza bruta a un cartón de alta calidad es un error de principiante; controlar el estiramiento de las fibras a nivel de máquina es la clave para garantizar una presentación impecable en el punto de venta.
🛠️ Harvey's Desk: ¿Sus expositores impresos presentan grietas blancas a lo largo de los pliegues, dejando al descubierto el papel kraft marrón que se encuentra debajo de sus costosos gráficos de marca? 👉 Obtenga su auditoría estructural ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
Conclusión
Puedes optar por un proveedor más económico, pero si las ranuras B hinchadas se atascan durante el montaje en un almacén húmedo, tu línea de co-empaquetado se ralentizará aproximadamente un 30 % y anulará por completo el margen de beneficio de tu campaña. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm (0,07 pulgadas) para un importante lanzamiento nacional antes de la producción. Deja de malgastar tu presupuesto de marketing en productos fallidos y permíteme diseñar personalmente tu próximo lanzamiento para garantizar el máximo retorno de la inversión estructural y un montaje sin problemas.
"4 errores de diseño comunes que debe evitar con sus expositores de cartón", https://www.cefbox.com/blog/knowledgeBase/4-Common-Design-Mistakes-to-Avoid-with-Your-Cardboard-Displays. [Los estándares de la industria para el ensamblaje de expositores de punto de venta (POP) detallan las vulnerabilidades estructurales específicas y los puntos de daño comunes que ocurren durante el llenado manual]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: identificación de modos de falla física comunes. Nota de alcance: se aplica específicamente a materiales de exhibición de cartón corrugado. ↩
"¿Qué es la prueba de compresión de cajas según la norma ASTM D642? – Pacorr", https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/. [La prueba de compresión de cajas (BCT) es una medida industrial estandarizada que se utiliza para determinar la carga axial máxima que una caja de cartón corrugado puede soportar antes de colapsar]. Función de la evidencia: Estandarización; tipo de fuente: Norma industrial. Apoya: La validez del uso de mediciones con celdas de carga para cuantificar la resistencia de las cajas de exhibición. Nota de alcance: Las condiciones de prueba generalmente requieren humedad y temperatura controladas. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón corrugado mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [La literatura sobre ingeniería de embalajes confirma que el pandeo o aplastamiento de las ondulaciones verticales del cartón corrugado reduce significativamente la capacidad de carga estructural del contenedor]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Apoya: La afirmación de que un montaje manual incorrecto provoca fallos estructurales. Nota de alcance: El impacto varía según el perfil de la ondulación y el tipo de papel. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Una ficha técnica o una norma de la industria del embalaje verificaría el espesor específico y las propiedades estructurales del cartón ondulado B de 32 ECT]. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoyos: contexto del espesor del material. Nota de alcance: Se aplica a las clasificaciones estándar de cartón ondulado. ↩
"PLIEGUES Y DOBLADOS", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Los manuales de ingeniería estructural para embalaje explican la necesidad de un margen de flexión porque el grosor del material aumenta la circunferencia exterior durante un pliegue]. Función de la evidencia: principio físico; tipo de fuente: manual de ingeniería. Apoya: el requisito de ensanchamiento de la ranura. Nota de alcance: específico para pliegues en ángulo recto en sustratos gruesos. ↩
"Procedimientos de prueba – Asociación Internacional de Tránsito Seguro", https://ista.org/test_procedures.php. [Un documento estándar oficial de ISTA define las alturas y orientaciones de caída específicas requeridas para la simulación de entrega de paquetes 3A]. Función de evidencia: verificación; tipo de fuente: estándar de la industria. Apoya: la validez del uso de esta prueba específica para identificar fallas estructurales en el embalaje minorista. Nota de alcance: se aplica específicamente a la simulación de entrega de paquetes pequeños. ↩
"Cálculo de la tolerancia de curvatura y la deducción de curvatura (+ fórmulas)", https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOor1YX1BfLCB1Kh-w2fM0Qc6TszR4OBklvBLn2jw6s-JCLSHIKgt. [Las guías de ingeniería para materiales corrugados especifican el ancho adicional necesario para las ranuras para acomodar el radio de curvatura y el espesor del material]. Función de evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la afirmación de que las ranuras deben ser más anchas que el espesor de la lengüeta para evitar la tensión del material. Nota de alcance: los cálculos varían según el perfil de la flauta corrugada. ↩
"Conceptos de fijación rígida en fracturas faciales", https://pubmed.ncbi.nlm.nih.gov/31345485/. [La investigación en ciencia de materiales demuestra cómo el ajuste del grosor del material reduce la concentración de tensiones durante el plegado, previniendo microfracturas en el sustrato]. Función de la evidencia: verificación técnica; tipo de fuente: estudio de ingeniería de materiales. Apoyos: Integridad estructural de los pliegues. Nota de alcance: Específico para materiales de tablero rígido. ↩
"Optimización del proceso de troquelado", http://www.labelsandlabeling.com/label-academy/article/optimizing-die-cutting-process. [Los puntos de referencia de la industria o los documentos técnicos proporcionan datos cuantitativos sobre la reducción del tiempo de ensamblaje al utilizar una compensación precisa del calibre]. Función de evidencia: prueba cuantitativa; tipo de fuente: documento técnico de la industria. Apoya: eficiencia del ROI del ensamblaje. Nota de alcance: la variación depende del sustrato del material y la habilidad de la mano de obra. ↩
"Cálculo de la tolerancia de curvatura y la deducción de curvatura (+ fórmulas)", https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOorHe1EztZASOnY1q92Fb1bYNtKryrVf3mnRJ-1n03BLSfYcE1jO. [Las normas de ingeniería definen las fórmulas para la tolerancia de curvatura para tener en cuenta el estiramiento y la compresión del material para lograr ángulos geométricos precisos]. Función de evidencia: verificación metodológica; tipo de fuente: manual de ingeniería. Apoya: Precisión de la huella estructural final. Nota de alcance: Requiere un factor K conocido del material. ↩
"Reducción de costos y mejora de las propiedades básicas del papel absorbente...", https://bioresources.cnr.ncsu.edu/resources/cost-reduction-and-upgrading-of-basic-properties-of-absorbent-grade-paper/. [Investigaciones en ciencia de materiales sobre la fabricación de papel documentan la naturaleza higroscópica y la porosidad del testliner crudo utilizado en el embalaje de cartón ondulado]. Función de la evidencia: especificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: vulnerabilidad a la humedad ambiental. Nota de alcance: se aplica específicamente al testliner sin recubrimiento. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Los manuales de ingeniería de embalaje explican cómo la absorción de humedad provoca la hinchazón de las ondulaciones del cartón corrugado y la inestabilidad dimensional]. Función de la evidencia: mecanismo técnico; tipo de fuente: libro de texto de ingeniería de embalaje. Apoyos: deformación estructural de las uniones de las cajas. Nota de alcance: se centra en el cartón corrugado no resistente al agua. ↩
"[PDF] Efectos de la humedad relativa en la compresión… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Un estudio de ciencia de materiales sobre cartón corrugado cuantificaría la expansión lineal de las fibras de celulosa cuando se exponen a ambientes de alta humedad típicos de los contenedores de envío]. Función de la evidencia: Verificación técnica; tipo de fuente: Revista de ciencia de materiales. Apoya: La afirmación de que la humedad causa una expansión dimensional medible en los envases de papel. Nota de alcance: La expansión varía según el grado del papel y el contenido de humedad. ↩
"[PDF] Manual del operador del horno seco", https://research.fs.usda.gov/download/treesearch/7164.pdf. [Los manuales de ingeniería de embalaje proporcionarían ajustes de tolerancia recomendados para los mecanismos de ranurado para evitar atascos de montaje causados por la hinchazón higroscópica]. Función de la evidencia: Especificación de ingeniería; tipo de fuente: Manual técnico de fabricación. Apoya: El uso de huecos de tolerancia específicos para acomodar la expansión del material. Nota de alcance: Las tolerancias reales dependen del tipo de flauta y de las dimensiones generales de la caja. ↩
"[PDF] TECNOLOGÍA DE ENVASADO DE ALIMENTOS | Blog de Innovación en Polímeros", https://polymerinnovationblog.com/wp-content/uploads/2017/02/Food-Packaging-Technology.pdf. [Las normas técnicas de envasado o los manuales de ingeniería especificarían la eficacia de un espacio vacío de 1,2 mm para mitigar la expansión higroscópica durante el transporte marítimo]. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoyos: gestión de la absorción de humedad y la expansión. Nota de alcance: La eficacia puede variar según el grado del material. ↩
"Solución de problemas de desalineación en operaciones de troquelado", https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. [Los datos de eficiencia operativa o los puntos de referencia del fabricante del equipo cuantificarían la reducción de tiempo específica lograda mediante la recalibración de la ranuradora rotativa de precisión]. Función de la evidencia: métrica de rendimiento; tipo de fuente: hoja de datos técnicos. Apoya: ROI de la cadena de suministro mediante la reducción de mano de obra. Nota de alcance: La reducción es relativa a la maquinaria sin calibrar. ↩
"El papel del pandeo en la estimación de la resistencia a la compresión de…", https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/. [La investigación en ciencia de materiales sobre la porosidad del cartón de revestimiento y la compensación estructural validaría cómo el ajuste para revestimientos de prueba porosos previene el pandeo por carga]. Función de la evidencia: afirmación técnica; tipo de fuente: revista de ingeniería revisada por pares. Apoya: integridad estructural bajo cargas dinámicas de palés. Nota de alcance: se centra en embalajes industriales de alta resistencia. ↩
"Papel agrietado – PrintPlanet.com", https://printplanet.com/threads/cracking-paper.20310/. [Los manuales técnicos sobre la fabricación de cartón ondulado explican cómo un plegado insuficiente genera tensión superficial que rompe las capas de tinta y las fibras del papel durante una flexión de 90 grados]. Función de la evidencia: Validación técnica; tipo de fuente: Guía de ingeniería de embalaje. Apoya: La afirmación de que la falta de plegado diseñado provoca fracturas de tinta. Nota de alcance: Se aplica específicamente a los revestimientos de alta densidad. ↩
"¡LAS GRIETAS SON FRUSTRANTES! al hacer un diario, cuaderno…", https://www.youtube.com/watch?v=VWmTfFghQig. [Una guía de la industria de la impresión explicaría cómo controlar el estiramiento del papel kraft mediante una matriz de pliegue evita que la capa de tinta se fracture durante el proceso de plegado]. Función de la evidencia: explicación técnica; tipo de fuente: estándar de la industria de la impresión. Apoyos: ROI visual de matrices de pliegue de polímero. Nota de alcance: Se refiere específicamente a la impresión litográfica en sustratos kraft. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Una fuente de ingeniería autorizada verificaría si la presión precisa del yunque evita el aplastamiento de las ondulaciones para preservar la resistencia total a la compresión vertical del cartón corrugado]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: retorno de la inversión estructural de la presión de precisión. Nota de alcance: Aplicable a materiales corrugados. ↩
"[PDF] Un examen comparativo de las propiedades físicas del material reciclado…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. [La investigación en ciencia de los materiales demostraría cómo el perfilado de cortes específico reduce la concentración de tensiones para prevenir la rotura repentina de fibras en papel kraft virgen de alta resistencia]. Función de la evidencia: prueba científica; tipo de fuente: revista de ciencia de los materiales. Apoya: comportamiento del material del perfilado de cortes. Nota de alcance: Limitado al papel kraft virgen de alta resistencia. ↩



