
Invertir gran parte del presupuesto de marketing en gráficos táctiles de alta calidad es arriesgado. Si la planificación estructural es errónea, esas hermosas texturas destruirán los expositores antes de que lleguen a la tienda.
El grabado en relieve y bajo relieve en los envases supone modificaciones físicas en la superficie del material base. La industria global utiliza herramientas de precisión para imprimir formas tridimensionales en el cartón, creando zonas táctiles diferenciadas. El cumplimiento de las estrictas normas de venta minorista de Norteamérica garantiza que estas modificaciones estructurales se mantengan intactas a lo largo de las cadenas de suministro internacionales, sin comprometer la integridad del material.
Comprender la teoría de la impresión táctil es solo el punto de partida. Para proteger realmente sus márgenes de beneficio, debe comprender cómo interactúan estas modificaciones físicas con la ingeniería estructural de alta resistencia en la planta de empaquetado.
¿Qué es el relieve en los envases?
Diseñar una caja de alta gama parece fácil en una pantalla digital, pero añadir textura física cambia por completo el comportamiento del material.
El gofrado en los envases es un proceso mecánico que consiste en elevar elementos de diseño específicos por encima de la superficie del sustrato estándar. Las fábricas utilizan matrices metálicas, macho y hembra, que, bajo una presión inmensa, estiran las fibras del papel hacia arriba, ofreciendo una experiencia táctil tridimensional de alta calidad sin necesidad de materiales externos adicionales.

Saber qué aspecto tiene este acabado es completamente diferente a comprender cómo desestabiliza las materias primas durante la producción en masa.
Por qué el relieve 3D intenso destruye la resistencia de la caja
Los diseñadores suelen especificar un relieve 3D con lámina metálica en los envases de alta gama, asumiendo que se comporta exactamente igual que la impresión plana con tinta. Quieren que el logotipo destaque en el estante, así que llevan la profundidad física al límite. En una oficina de diseño con temperatura controlada, esto parece una estrategia brillante para realzar el valor de la marca y captar la atención del consumidor.
Incluso los diseñadores veteranos suelen pasar por alto la realidad mecánica del estiramiento del papel. El verdadero gofrado requiere troqueles macho-hembra que estiran y adelgazan agresivamente las fibras de cartón crudo¹para crear esas texturas en relieve. Veo que esto falla constantemente cuando los compradores colocan un gofrado 3D profundo directamente sobre o cerca de un pliegue crítico de soporte de carga. He estado en la línea de montaje y he oído el chasquido seco de las fibras de papel estructuralmente agotadas que se desprenden cuando el brazo plegador automatizado dobla la esquina debilitada. Este desprendimiento arruina por completo la resistencia a la compresión vertical del cartón²,ralentizando la línea de montaje en un 30 % aproximadamente y causando una fricción enorme para el equipo de coempaquetado. Aplico estrictamente una zona de exclusión en el software CAD (Diseño Asistido por Computadora), desplazando todas las texturas 3D profundas lejos de los pliegues estructurales para garantizar que las esquinas permanezcan completamente intactas y capaces de soportar cargas pesadas de palets.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Estampado en relieve directamente sobre una línea de marcado | Texturas que cambian matemáticamente a 0,25 pulgadas (6,35 mm) de distancia | Elimina la fuga de fibra durante la instalación |
| Estirar la tabla más allá de los límites físicos | Utilizando canales de matriz de polímero especializados | Evita que la tinta se agriete y queden bordes sin rematar |
| Ignorar las zonas de carga dinámicas | Mapeo de puntos de tensión antes de presionar | Ahorra un 30 % de tiempo durante el montaje |
Al aislar el acabado táctil de la mecánica estructural, garantizo que su diseño de alta gama realmente sobreviva al entorno minorista.
🛠️ El escritorio de Harvey: ¿No estás seguro de si tu logotipo en relieve está demasiado cerca de un pliegue de carga? 👉 Obtén una revisión gratuita de la línea de troquelado ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
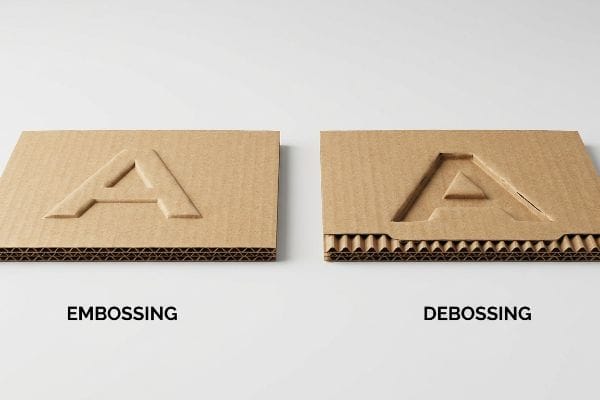
¿Cuál es la diferencia entre el grabado en relieve y el grabado en bajo relieve?
Cambiar entre texturas en relieve y hundidas altera por completo la forma en que el cartón ondulado reacciona bajo tensión.
La diferencia entre el grabado en relieve y el grabado en bajo relieve radica estrictamente en la dirección física del desplazamiento de las fibras del papel. El grabado en bajo relieve empuja el diseño hacia afuera, hacia el consumidor, mientras que el grabado en bajo relieve lo presiona hacia adentro, creando una cavidad que comprime estructuralmente las ondulaciones internas del cartón corrugado.
Muchas marcas tratan estos dos acabados como opciones visuales intercambiables, ignorando por completo la física interna de la estructura del envase.
Empujar hacia adentro versus tirar hacia afuera: La física del papel
Cuando una marca decide cambiar de un logotipo en relieve a uno grabado en bajo relieve para ahorrar en costos de lámina, generalmente solo actualiza el archivo gráfico. Suponen que hundir un logotipo en el tablero es funcionalmente idéntico a elevarlo. Esta suposición ignora la arquitectura interna de los expositores comerciales de alta resistencia.
Es una trampa común que atrapa incluso a equipos de compras experimentados. Al presionar un troquel de acero contra un tablero grueso de prueba de aplastamiento de bordes (ECT), se aplasta físicamente el acanalado interno. Cuando inspecciono estos paneles grabados sin calibrar en el suelo, escucho el crujido desagradable del acanalado interno en forma de C que se dobla bajo la placa rígida del troquel. Esta compresión sin soporte crea tensión superficial inmediata, agrietando la hoja superior y dejando al descubierto el papel marrón crudo. Para solucionar esto, exijo canales de plegado de matriz hembra específicos montados directamente en la placa de corte. Este canal de polímero actúa como un yunque, controlando con precisión cómo se estiran las fibras de papel hacia abajo, evitando por completo las microfracturas superficiales y asegurando una cavidad limpia incluso bajo cargas masivas de palés.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Tratar el grabado en relieve como la impresión plana | Utilizando un canal de matriz controlado | Evita que la capa superior se agriete al instante3 |
| Aplastar flautas indiscriminadamente | Cálculo de la holgura interna de la ranura | Mantiene la resistencia general del tablero4 |
| Ignorando la dirección de los granos de fibra | Alineación del relieve con la veta vertical | Evita la deformación del panel5 |
No se puede simplemente forzar el metal contra el papel y esperar que la estructura se mantenga; hay que diseñar la trayectoria de compresión.
🛠️ Harvey's Desk: ¿Se están agrietando los logotipos grabados en relieve y dejando al descubierto el cartón en la tienda? 👉 Solicita tu auditoría estructural ↗ — Descárgala de forma segura. Si tienes alguna pregunta, puedes consultarme más adelante.
¿Qué es el efecto de relieve en los envases?
Agregar profundidad física a su empaque cambia la forma en que la luz ambiental incide sobre los colores de su marca, a menudo con resultados ópticos desastrosos.
El efecto de relieve en el empaque genera una interrupción visual y táctil calculada en el lineal de la tienda. Al alterar físicamente la geometría de la superficie, capta la iluminación cenital de forma diferente a las áreas impresas planas, atrayendo instantáneamente la atención del consumidor y reforzando el prestigio de la marca a través del tacto directo.
Si bien la profundidad visual es impresionante, la combinación de este efecto físico con otros acabados de primera calidad crea conflictos químicos y ópticos invisibles.
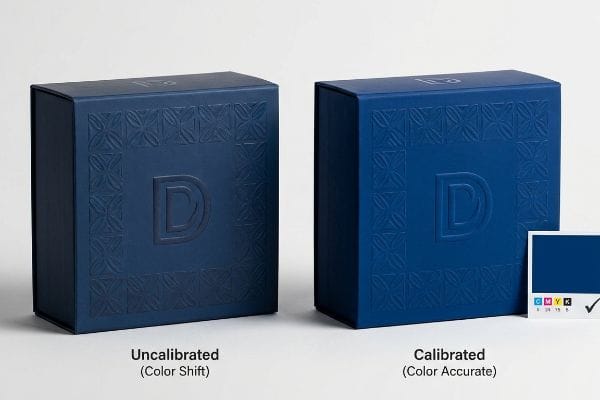
Cómo las texturas táctiles sabotean los colores de tu marca
Las marcas suelen combinar un relieve profundo con una laminación térmica suave al tacto de primera calidad para maximizar la sensación de lujo de sus cajas. Aprueban una prueba de color digital plana y dan por sentado que la caja 3D final coincidirá a la perfección. Esto ignora por completo cómo las estructuras poliméricas especializadas manipulan la iluminación de los puntos de venta y los pigmentos físicos6.
Constantemente intercepto archivos donde esta combinación ha distorsionado por completo la identidad principal de la marca. La estructura polimérica microscópica biaxialmente orientada de la película suave al tacto7 actúa como un vacío que absorbe la luz. Al pasar el pulgar sobre esa fricción gomosa, se siente una superficie que dispersa la luz ambiental, oscureciendo inherentemente los pigmentos CMYK (cian, magenta, amarillo, negro/clave) impresos debajo hasta en un 5 %. Esto provoca fallos masivos en el cumplimiento del color Delta-E8, lo que desencadena rechazos inmediatos por parte de los minoristas. Exijo una curva de compensación de laminación estricta durante la etapa de preimpresión. Al inyectar de forma preventiva un aumento del 10 % de cian y perforar matemáticamente ese polímero que absorbe la luz, garantizo una precisión de color perfecta para el comercio minorista antes de que comience la producción en masa.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Confianza en las pruebas digitales sin laminar | Escaneo de un dibujo físico laminado | Supera las estrictas auditorías de color de los minoristas |
| Ignorando la dispersión de la luz del polímero | Aplicación de una curva de compensación de preimpresión | Evita que los logotipos se vean borrosos |
| Acabados por capas a ciegas | Aislamiento de colores planos en texturas 3D | Garantiza la máxima visibilidad en el estante |
No se puede confiar en un monitor de ordenador para predecir cómo una textura 3D física manipulará la iluminación del mundo real.
🛠️ Harvey's Desk: ¿Los acabados táctiles de alta calidad de tus productos hacen que los colores principales de tu marca se vean oscuros y apagados? 👉 Solicita una calibración de preimpresión ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿En qué consiste el proceso de grabado en relieve y bajo relieve?
La mecánica de transferir un diseño de un archivo digital a una pieza rígida de cartón requiere una fuerza física brutal y tolerancias exactas.
El proceso de grabado y repujado requiere alinear troqueles metálicos personalizados dentro de maquinaria de prensado de alta presión. Los operarios introducen láminas de cartón plano en bruto entre estas placas metálicas entrelazadas, doblando permanentemente las fibras hasta darles la forma deseada antes de que se realice cualquier plegado automatizado o ensamblaje por laminación litográfica en la planta de producción.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar; las herramientas físicas utilizadas en este proceso se degradan más rápido de lo que los compradores se imaginan.
¿Por qué fallan en el suelo los troqueles de repujado que has pedido de nuevo?
Los compradores suelen asumir que un pago único por la fabricación de la herramienta les garantiza una matriz de acero permanente e indestructible que se puede reutilizar perfectamente durante años. Tratan la herramienta como un archivo digital inmutable. Aprueban el primer lote, fijan el precio y esperan resultados idénticos en un nuevo pedido seis meses después.
En mi planta, veo con frecuencia las consecuencias ocultas de intentar ahorrar dinero en herramientas viejas. Cuando se almacenan durante meses en entornos de fábrica sin control de temperatura, la base de madera porosa de un troquel estándar absorbe la humedad ambiental⁹y se deforma físicamente. Al medir la producción de un troquel defectuoso en el suelo, el áspero sonido metálico de raspado de las cuchillas de acero desalineadas que cortan bordes irregulares es inconfundible. Los paneles resultantes tienen una variación de 0,11 pulgadas (2,79 mm)¹⁰, lo que provoca que las pestañas de enclavamiento se atasquen durante la configuración. Elimino por completo este problema exigiendo un protocolo de herramientas nuevas, grabando con láser un troquel nuevo para cada lote. Al aplicar esta estricta tolerancia, garantizo que el tiempo de ensamblaje de coempaquetado se reduzca en 42 segundos por unidad, lo que reduce drásticamente los costos de mano de obra y garantiza una ejecución sin fricciones.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Reutilización de troqueles de madera deformados | Exigir herramientas nuevas cortadas con láser | Reduce el tiempo de montaje en 42 segundos |
| Ignorar la deformación de las herramientas por humedad | Almacenamiento de los másteres en zonas con clima controlado | Garantiza pliegues perfectamente rectos |
| Acepta bordes 3D irregulares | Recalibración de la alineación de las placas macho/hembra | Ofrece una sensación de lujo impecable |
Nunca permitas que un metal obsoleto y deformado dicte la calidad física de tu lanzamiento actual en tiendas.
🛠️ Oficina de Harvey: ¿Conoces el contenido exacto de humedad de los troqueles de madera que se utilizan actualmente para fabricar tus envases premium? 👉 Envíame tu archivo de troqueles ↗ — Comprobaré los cálculos antes de que gastes dinero en producción en masa.
Conclusión
Puedes elegir un proveedor más económico para imprimir tus logotipos, pero cuando ese relieve 3D profundo dañe los pliegues de soporte de tu cartón 32ECT, ralentizará tu línea de montaje en un 30 % aproximadamente y eliminará todo el margen de tu proyecto. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias de estiramiento de la fibra y permíteme auditar personalmente tus archivos de embalaje con mi Auditoría Previa a la Producción Gratuita ↗ para detectar estos defectos estructurales fatales antes de que inicies la producción en masa.
"Efecto de la presión del gofrado sobre las propiedades mecánicas y de suavidad…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Un manual técnico sobre producción de impresión describiría cómo los troqueles emparejados deforman mecánicamente y adelgazan las fibras del papel para crear imágenes en relieve]. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria. Apoya: El proceso mecánico de gofrado. Nota de alcance: Norma para el gofrado mecánico tradicional. ↩
"Influencia de las líneas de pliegue analógicas y digitales en las propiedades mecánicas… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [La investigación en ciencia de materiales sobre sustratos de embalaje explicaría cómo el adelgazamiento de las fibras debido al gofrado reduce la capacidad de carga del cartón]. Función de la evidencia: prueba causal; tipo de fuente: estudio académico. Apoya: La degradación de la resistencia estructural. Nota de alcance: Se centra en el impacto de la deformación de las fibras. ↩
"¿Por qué se agrietan las cajas de cartón corrugado al plegarlas? – LinkedIn", https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [Las especificaciones técnicas para las herramientas de grabado en relieve explican cómo los canales de matriz controlados gestionan el desplazamiento del material para evitar fracturas superficiales en el revestimiento]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoyos: beneficio de los canales de matriz. Nota de alcance: Se relaciona específicamente con la integridad del revestimiento de la lámina superior. ↩
"Análisis de la estructura del cartón ondulado – Shanghai DE Printed Box", https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/. [Investigaciones en ciencia de materiales sobre materiales ondulados indican que el cálculo de la holgura interna evita el colapso de las ondulaciones, preservando la resistencia a la compresión del cartón]. Función de la evidencia: verificación fáctica; tipo de fuente: revista de ciencia de materiales. Apoyos: papel de la holgura de las ondulaciones en la resistencia. Nota de alcance: Se aplica a la capacidad de carga vertical. ↩
"Dirección de la fibra | Recurso técnico de comunicación visual", https://blogs.brighton.ac.uk/viscommtech/bookarts/worksheets-for-bookbinders/grain-direction/. [Los principios de la física del papel demuestran que alinear la tensión mecánica con la dirección longitudinal de la fibra minimiza la tensión interna y previene la inestabilidad dimensional]. Función de la evidencia: principio científico; tipo de fuente: libro de texto académico. Apoya: el efecto de la alineación de la fibra en la deformación. Nota de alcance: La efectividad puede variar según el tipo de papel y la humedad. ↩
"Conversión y sus efectos en las propiedades de barrera de los envases recubiertos…", https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Una fuente técnica sobre ciencia de los materiales u óptica de envases explicaría cómo los recubrimientos de polímeros alteran el índice de refracción y la dispersión de la luz, cambiando así el tono percibido de los pigmentos]. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: la afirmación de que los polímeros de superficie cambian la salida de color visual. Nota de alcance: se centra en la intersección de los polímeros y la física óptica. ↩
"Impacto del tratamiento térmico en la morfología de la película en polímeros biaxialmente orientados...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12174661/. [La documentación de ciencia de materiales sobre laminados de tacto suave confirmaría el uso de polímeros biaxialmente orientados para crear una superficie difusora de luz]. Función de la evidencia: especificación técnica; tipo de fuente: revista de ciencia de materiales o ficha técnica del fabricante. Apoya: La afirmación relativa a la composición física y las propiedades ópticas de la película. Nota de alcance: Se aplica específicamente a películas de tacto suave basadas en BOPP. ↩
"¿Qué es la precisión del color en el embalaje? Coincidencia Pantone…", https://3dcolor.com/what-is-color-accuracy-in-packaging-pantone-matching-delta-e-and-why-brand-color/. [Las directrices técnicas para la gestión del color en el embalaje definen el umbral Delta-E más allá del cual un cambio de color se considera un fallo en el control de calidad minorista]. Función de la evidencia: norma técnica; tipo de fuente: ISO o guía de certificación de la industria. Apoya: La afirmación de que las texturas de la superficie provocan desviaciones de color medibles que superan los límites aceptables. Nota de alcance: Los niveles de tolerancia Delta-E varían según las directrices específicas del minorista. ↩
"4 TIPOS DE DEFORMACIÓN DE LA MADERA (De dónde vienen + Cómo…), https://www.youtube.com/watch?v=NEHowi-_hvw. [Los manuales técnicos para herramientas de troquelado explican cómo los materiales higroscópicos como la madera absorben la humedad atmosférica, lo que provoca deformación dimensional y desalineación]. Función de la evidencia: Validación técnica; tipo de fuente: manual de herramientas industriales. Apoya: La causa de falla de troqueles en entornos sin control climático. Nota de alcance: Se aplica específicamente a troqueles a base de madera en lugar de bases sintéticas o metálicas. ↩
"[PDF] REQUISITOS GENERALES PARA CAJAS DE CARTÓN CORRUGADO – Snap-on", https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforCorrugatedBoxConstruction.pdf. [Las normas de ingeniería de embalaje definen la tolerancia máxima permitida para las pestañas de enclavamiento, donde una variación de 0,11 pulgadas suele superar el umbral funcional para un ensamblaje sin fricción]. Función de la evidencia: Evaluación comparativa; tipo de fuente: manual de ingeniería de embalaje. Apoya: La afirmación de que esta métrica específica provoca que los componentes se atasquen. Nota de alcance: Las tolerancias varían según el grosor y el grado del material. ↩



