
Inviertes miles de dólares en diseñar una campaña de marketing, pero si eliges la plataforma equivocada, tu marca se derrumba por completo. Corrijamos ese punto ciego estructural ahora mismo.
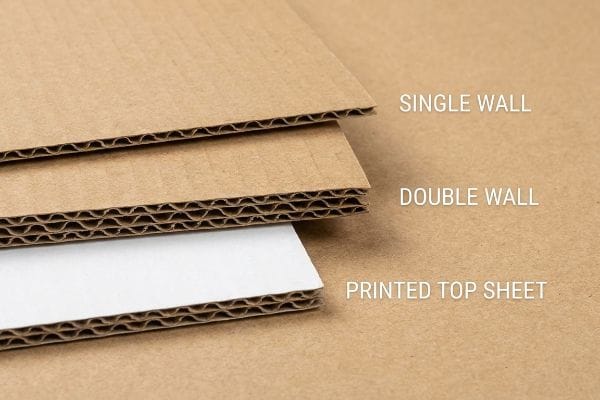
Las cajas de exhibición de productos se fabrican principalmente con cartón corrugado, cartón reciclado Testliner y sulfato blanqueado sólido. Los minoristas utilizan cartón ondulado de pared simple o doble con láminas superiores impresas. Estos sustratos de ingeniería proporcionan una rigidez excepcional a la vez que permiten la visualización de gráficos de marca llamativos en entornos de consumo globales.
Conocer las calidades básicas del papel es solo el punto de partida; la forma en que estos sustratos interactúan bajo el estrés físico del comercio minorista determina si su campaña tiene éxito o fracasa.
¿De qué están hechas las cajas de presentación?
La mayoría de las marcas simplemente piden "cartón". Pero dentro de una planta de fabricación, ese término genérico oculta una enorme diferencia en la física de las fibras y la resistencia al apilamiento.
Las cajas expositoras están fabricadas con cartón de ingeniería, específicamente con cartón kraft virgen o testliner reciclado. Estos sustratos principales encierran un núcleo interno acanalado, creando una estructura ligera pero muy rígida, capaz de soportar productos de consumo pesados durante el transporte internacional y su exhibición en tiendas.

Elegir entre fibras de árboles frescos y pulpa reciclada cambia por completo el comportamiento de su expositor en un palé.
La física de las fibras detrás de los sustratos corrugados
Los equipos de compras experimentados suelen optar por cartón reciclado para cumplir con las cuotas de sostenibilidad corporativa¹los costos unitarios. En teoría, parece una decisión responsable que cumple con todos los requisitos ambientales sin exceder el presupuesto. Dan por sentado que el grosor estándar del cartón equivale automáticamente a una resistencia estándar, esperando que el material soporte perfectamente cargas pesadas de supermercado en cualquier entorno.
Veo que este punto ciego atrapa constantemente a compradores experimentados. El testliner reciclado tiene fibras de papel más cortas2 porque ha sido repulpado varias veces. Cuando paso el pulgar por el borde crudo de un cartón altamente reciclado, puedo sentir una textura suave, casi polvorienta, en comparación con la resistencia rígida y nítida del papel kraft virgen. Si cargas 40 libras (18,1 kg) de botellas de champú sobre una base 100 % reciclada y la envías a un ambiente húmedo, esas fibras cortas absorben la humedad rápidamente. La base se curvará visiblemente, lo que ralentizará el montaje en la tienda en un 30 % estimado, ya que los empleados intentan pegar con cinta adhesiva los lados que se hunden para mantenerla erguida. Para productos de consumo pesados, especifico kraft virgen para los revestimientos exteriores. Las fibras más largas crean una columna vertebral estructural rígida3, lo que evita el colapso de la paleta y elimina los cargos de devolución del minorista.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Se utiliza por defecto un panel de prueba 100 % reciclado | Especificación de papel kraft virgen para capas portantes | Elimina el hundimiento de la base |
| Ignorar la absorción de humedad ambiental | Mejora de la densidad de la fibra para climas húmedos | Evita desgarros estructurales |
| Utilizar cartón fino para botellas pesadas | Reforzando las bases corrugadas de doble pared | Ahorra 20 céntimos en reparaciones con cinta adhesiva |
Siempre exijo cartón kraft virgen para las bandejas inferiores de carga. Ahorrar unos céntimos en fibras recicladas aquí acabará por anular por completo tu margen de beneficio cuando un palé entero se vuelque en el almacén.
🛠️ Oficina de Harvey: ¿No está seguro de si su proveedor actual utiliza fibras recicladas de baja calidad para sus bandejas de carga? 👉 Solicite una auditoría de materiales ↗ — Acceso directo a mi oficina. Le prometo que no recibirá correo basura automatizado.
¿Qué materiales se utilizan para fabricar cajas?
Más allá del cartón corrugado en bruto, los productos químicos utilizados para unir los gráficos impresos al sustrato alteran drásticamente la forma final de su expositor.
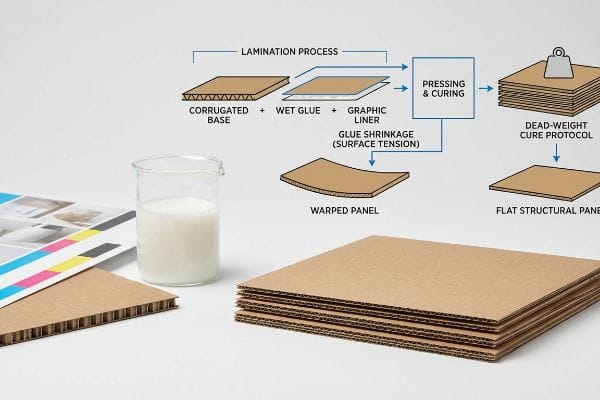
Los materiales utilizados para fabricar las cajas incluyen láminas de cartón corrugado base, revestimientos superiores gráficos laminados litográficamente y adhesivos de acetato de polivinilo a base de agua. Estos componentes se prensan químicamente para formar un tablero compuesto rígido. La interacción entre el papel poroso y el adhesivo húmedo determina la estabilidad dimensional final de la estructura.
No se pueden ignorar las reacciones químicas que se producen entre el papel y el pegamento cuando estos componentes se combinan en la planta de producción.
Cómo la química de los adhesivos altera la geometría de los materiales
Los responsables de marca suelen centrarse exclusivamente en la calidad visual de la hoja superior impresa, asegurándose de que los colores CMYK (cian, magenta, amarillo y negro) coincidan a la perfección con sus directrices de marketing. Dan por sentado que al montar este papel de alta calidad sobre un cartón corrugado grueso se obtendrá automáticamente un panel lateral perfectamente plano y estructural, listo para el montaje.
Una pregunta frecuente que me hacen los equipos de diseño es por qué sus paneles laterales altos llegan ligeramente curvados. El problema radica en el adhesivo de PVA (acetato de polivinilo) a base de agua que utilizamos para laminar los materiales. Cuando una lámina grande de testliner absorbe este adhesivo húmedo, se puede percibir el olor penetrante y ácido del PVA al secarse en la planta. A medida que el adhesivo se cura al aire ambiente, se contrae , creando una enorme tensión superficial que tira del cartón hacia adentro, deformándolo como una patata frita. Soluciono esto aplicando un estricto protocolo de curado por peso muerto. Al apilar los paneles húmedos bajo placas de presión precisas durante 24 horas, neutralizo esa tensión superficial. Esto garantiza que sus paneles lleguen perfectamente planos, reduciendo drásticamente el tiempo de ensamblaje para el coempaquetado y evitando que los estantes de los productos se tambaleen.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Suponiendo que los tableros laminados se sequen planos | Implementar una cura para el peso muerto de 24 horas6 | Garantiza paneles laterales perfectamente alineados |
| Ignorando la contracción del pegamento PVA húmedo7 | Utilizando estructuras de tablero dúplex equilibrado8 | Evita que el panel se curve hacia adentro |
| Llevar rápidamente las hojas mojadas a la troqueladora | Dejar que la tensión superficial se neutralice de forma natural | Permite la inserción de la pestaña sin fricción |
Jamás dejo que una lámina recién laminada vaya directamente a la troqueladora. Saltarse la fase de curado con peso deforma físicamente el material, lo que imposibilita la inserción perfecta de las pestañas en el suelo.
🛠️ El escritorio de Harvey: ¿Se están curvando hacia adentro sus paneles de visualización grandes porque su impresora omitió la fase de curado con peso? 👉 Obtenga una segunda opinión ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene preguntas más adelante.
¿Qué material se utiliza para la exhibición?
El sustrato más resistente del mundo se vuelve inútil si se orienta incorrectamente. La resistencia de los materiales es totalmente direccional, e ignorar este principio físico arruina las campañas.
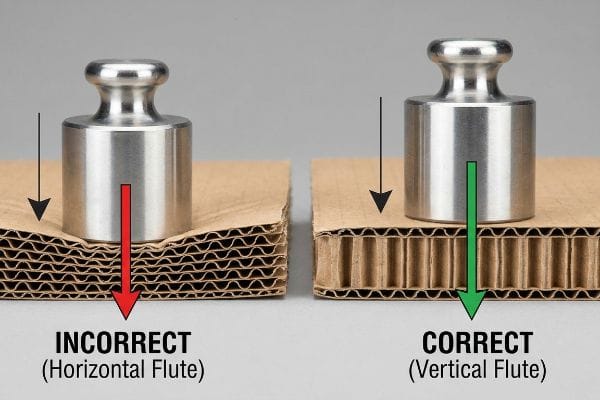
El material utilizado para las estructuras de exhibición se basa principalmente en cartón corrugado acanalado de orientación vertical. Los arcos internos de papel deben discurrir paralelos a la trayectoria de la carga. Esta disposición direccional específica del material maximiza la resistencia a la compresión descendente, lo que garantiza que la unidad soporte cargas dinámicas extremas en entornos comerciales de alta exigencia.
Seleccionar el tipo de papel adecuado solo importa si el diseñador estructural comprende cómo interactúa la gravedad con esos arcos internos.
La física oculta de la dirección del grano corrugado
Incluso los diseñadores de empaques más experimentados suelen diseñar sus troqueles planos para maximizar la cantidad de unidades que caben en una sola hoja de impresión. Esta estrategia minimiza el desperdicio de materia prima y reduce el costo inicial de fabricación. Sin embargo, este método de ahorro de costos a menudo obliga a que las ondulaciones del cartón corrugado se extiendan horizontalmentea lo largo de la estructura plegada final.
Piensa en las ondulaciones del cartón corrugado como en los montantes de madera de las paredes de tu casa; solo soportan peso cuando están en posición vertical. Si las colocas de lado, la pared se derrumba. Detecto este mismo error de diseño en los archivos de mis clientes constantemente. Al doblar un cartón corrugado horizontal, se oye un crujido sordo y apagado a medida que los arcos internos se comprimen entre sí, en lugar del chasquido limpio y nítido de una línea de plegado correcta. Una base corrugada horizontal que soporta 22,6 kg (50 lb) de bebidas se deformará bajo la presión de un almacén con mucho peso en la parte superior, lo que provocará una deformación severa de la base y el rechazo inmediato del minorista. Mi regla general es simple: rediseño el diseño para que la veta de la ondulación corra verticalmente a lo largo de las paredes principales de carga. Esta simple rotación del material aumenta instantáneamente la puntuación de la prueba de compresión de la caja (BCT), manteniendo tu producto elevado de forma segura.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Disposición de las flautas horizontalmente | Forzar la orientación vertical de la ranura10 | Evita el colapso del nivel inferior |
| Priorizar el rendimiento de la lámina sobre la resistencia | Líneas de troquelado giratorias para alinearse con la gravedad | Elimina los derrames de producto |
| Ignorando la física de los arcos de papel11 | Anclaje de las vías de carga a las columnas vertebrales verticales12 | Garantiza la máxima estabilidad de carga |
Con gusto sacrificaré una tasa de desperdicio de materia prima ligeramente mayor para garantizar la orientación vertical de las ondulaciones. La integridad estructural siempre es más importante que la eficiencia de impresión cuando se maneja un inventario elevado.
🛠️ Oficina de Harvey: ¿Sus troqueles colocan las ondulaciones horizontalmente solo para ahorrar unos centavos en la imprenta? 👉 Solicite una verificación de la orientación de las ondulaciones ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿De qué están hechas las cajas de productos?
Más allá del papel y los adhesivos, la atmósfera misma modifica físicamente las cajas. No tener en cuenta los factores ambientales convierte la ingeniería precisa de materiales en una pesadilla logística.
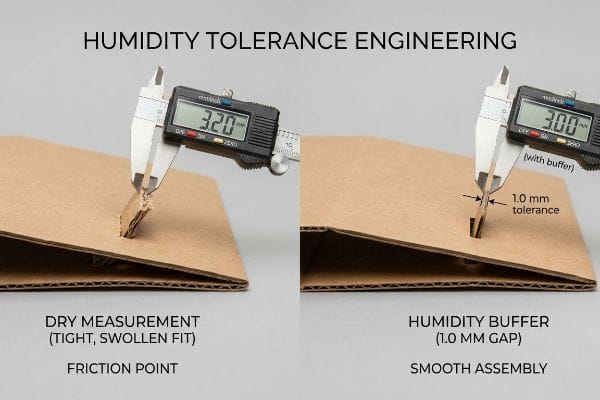
Las cajas de los productos están fabricadas con cartón corrugado poroso que reacciona activamente a la humedad ambiental. Estos materiales de celulosa dinámicos absorben naturalmente la humedad del aire, lo que provoca que los componentes estructurales se hinchen. Un proceso de fabricación avanzado compensa esta expansión mediante la incorporación de tolerancias atmosféricas microscópicas en los mecanismos de enclavamiento.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y tus cajas supuestamente perfectas comienzan a absorber el clima local.
¿Por qué fallan los sustratos estándar en la planta de producción?
Los equipos de diseño que trabajan en oficinas corporativas con temperatura controlada suelen establecer las tolerancias de troquelado basándose en el grosor absoluto del cartón en seco. Suponen que un cartón estándar de flauta B mide exactamente 0,12 pulgadas (3,0 mm) de grosordurante todo el año. Esta suposición, matemáticamente perfecta, ignora por completo la realidad física del transporte marítimo global y las fluctuaciones de la humedad regional.
En mi planta, veo con frecuencia cómo fallan estrepitosamente archivos CAD (Diseño Asistido por Computadora) precisos debido a la expansión del material. Cuando el panel de prueba poroso 32 ECT (Edge Crush Testliner14 se encuentra en un almacén húmedo, actúa como una esponja. Mido esta hinchazón física a diario; una placa puede expandirse fácilmente de 3,0 mm a 3,2 mm. Al realizar pruebas de ajuste en el suelo, se puede sentir la fricción extrema: la pestaña hinchada se resiste a deslizarse en la ranura, lo que obliga al operario a aplastar literalmente el material con la palma de la mano para ensamblarlo. Esto causa una fricción masiva, ralentizando la línea de ensamblaje en un 30 % aproximadamente y eliminando por completo el margen de beneficio del proyecto debido al aumento de los costos laborales. Soluciono esto inyectando matemáticamente un amortiguador de humedad de 0,04 pulgadas (1,0 mm) directamente en las ranuras de recepción de mis archivos de corte. Este microajuste elimina la excesiva rigidez, lo que garantiza que el co-empacador experimente un ensamblaje sin desgarros, independientemente de la cantidad de agua que haya absorbido la fibra de papel durante el transporte.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando mediciones en tableros de laboratorio secos | Inyectando un amortiguador de humedad de 1,0 mm15 | Permite la inserción de la pestaña sin fricción |
| Ignorando la absorción de humedad del revestimiento de prueba16 | Receptores de ranura ensanchada de ingeniería | Evita que se rompan los gráficos de la capa superior |
| Imponer tolerancias geométricas estrictas | Aplicación de las matemáticas de expansión atmosférica17 | Reduce significativamente el tiempo de co-envasado |
Me niego a realizar un troquelado basándome en mediciones de laboratorio en seco. Incorporar un milímetro de aire en las juntas estructurales es la única manera de evitar cuellos de botella en cascada durante las operaciones de preparación de pedidos en ambientes húmedos.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes optar por un proveedor de materiales más económico, pero si ese soporte de prueba reciclado genérico se rompe en un almacén húmedo, ralentiza la línea de montaje minorista en un 30 % aproximadamente y genera contracargos inmediatos. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de arriesgar el valor de tu marca con fibras débiles y permíteme auditar personalmente tus tolerancias estructurales mediante mi Revisión Gratuita de Materiales y Troqueles ↗ para detectar estos errores fatales antes de que comience la producción en masa.
"Papel Kraft vs. Testliner: Resistencia, Costo y Sostenibilidad – LinkedIn", https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57. [Las guías técnicas de la industria sobre sustratos de cartón ondulado verifican que el testliner reciclado es una alternativa estándar utilizada para reducir la dependencia de la fibra virgen y disminuir los costos de los materiales]. Función de la evidencia: verificación fáctica; tipo de fuente: especificación técnica. Apoya: factores determinantes de la selección de materiales para la adquisición. Nota de alcance: las métricas de sostenibilidad varían según los estándares de certificación específicos, como FSC o PEFC. ↩
"Efecto del contenido de fibra virgen en las características de resistencia y rigidez…", https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/. [Estudios en ciencia del papel confirman que el proceso mecánico de repulpado acorta repetidamente las fibras de celulosa, reduciendo la resistencia a la tracción general del cartón resultante]. Función de la evidencia: verificación fáctica; tipo de fuente: revista de ciencia de los materiales. Apoya: disparidad en la longitud de las fibras en el cartón reciclado. Nota de alcance: Se aplica a sustratos corrugados estándar. ↩
"[PDF] efecto de la velocidad de carga en la compresión lateral", https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf. [Las especificaciones técnicas de embalaje demuestran que las fibras kraft vírgenes más largas proporcionan una unión interfibra y una resistencia a la compresión superiores en comparación con las fibras recicladas más cortas]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería industrial. Apoya: la ventaja estructural del kraft virgen. Nota de alcance: Se centra en la capacidad de carga vertical. ↩
"Adheridores de base acuosa para embalaje", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. [Las fichas técnicas de adhesivos industriales y los manuales de embalaje confirman el uso generalizado de acetato de polivinilo de base acuosa para laminar paneles de prueba en la industria del cartón ondulado]. Función de la evidencia: verificación fáctica; tipo de fuente: ficha técnica. Apoya: El uso de aglutinantes químicos específicos en la fabricación de cajas. Nota de alcance: Común en procesos de laminación litográfica. ↩
"Pregunta tonta: cómo arreglar el PVA tonto | Foro Oldhammer", https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/. [La literatura de ciencia de materiales describe la contracción volumétrica de los adhesivos de PVA durante la evaporación del agua y la posterior inducción de tensión superficial en sustratos de papel poroso]. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: El vínculo causal entre la química del adhesivo y la deformación del material. Nota de alcance: Los efectos varían según la porosidad y el grosor del sustrato. ↩
"EVITE LA DEFORMACIÓN DE LA MADERA ANTES DE QUE SUCEDA – YouTube", https://www.youtube.com/watch?v=mMaldbJbfpk. [Las normas industriales para la laminación de tableros especifican el tiempo de curado y los métodos de ponderación necesarios para evitar que el sustrato se curve durante la evaporación del adhesivo]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Soportes: proceso de secado para paneles lisos. Nota de alcance: específico para sustratos laminados de alta resistencia. ↩
"Adhesivo en la falla por pandeo del tablero de fibra corrugado", https://research.fs.usda.gov/download/treesearch/5843.pdf. [Los datos de ciencia de materiales sobre acetato de polivinilo describen la contracción volumétrica que ocurre durante el proceso de curado y cómo induce tensión en el sustrato]. Función de la evidencia: propiedad física; tipo de fuente: revista de ingeniería química. Apoya: causa del pandeo hacia adentro del panel. Nota de alcance: se aplica a adhesivos de PVA a base de agua. ↩
"Cómo evitar que las tapas se deformen // Aventuras en la encuadernación – YouTube", https://www.youtube.com/watch?v=VWw6A7SObCo. [La documentación de ingeniería de embalaje explica cómo la superposición simétrica de materiales contrarresta la tensión mecánica creada por la contracción unidireccional del adhesivo]. Función de la evidencia: solución técnica; tipo de fuente: manual de ingeniería de embalaje. Apoyos: prevención de la deformación de las tapas. Nota de alcance: centrado en la geometría de las tapas dúplex. ↩
"Repensando el embalaje de cartón ondulado: por qué la estructura de la ondulación importa más…", https://www.linkedin.com/pulse/rethinking-corrugated-packaging-why-8o6uc. [Los manuales técnicos para el diseño de cartón ondulado documentan la disyuntiva en la que la optimización del anidamiento para el rendimiento de la hoja a menudo obliga a que la dirección de la ondulación sea perpendicular al eje vertical del ensamblaje final]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la práctica de la industria de priorizar el costo sobre la física estructural. Nota de alcance: se aplica a la fabricación de cartón ondulado alimentado con hojas. ↩
"[PDF] Resistencia a la compresión lateral del cartón corrugado", https://repository.gatech.edu/server/api/core/bitstreams/17648daf-ab05-4e86-af1f-1eb669a9c20c/content. [Las normas de ingeniería para embalajes de cartón corrugado demuestran que la orientación vertical de la acanaladura maximiza el valor de la prueba de aplastamiento de bordes (ECT) para prevenir fallas estructurales]. Función de la evidencia: validación técnica; tipo de fuente: norma de ingeniería de embalaje. Apoya: prevención del colapso de la capa inferior. Nota de alcance: Se aplica específicamente a sustratos de cartón corrugado. ↩
"Análisis de la estructura del cartón corrugado – Shanghai DE Printed Box", https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/. [La literatura sobre ciencia de los materiales explica cómo la geometría arqueada del corrugado distribuye las cargas de compresión verticales para evitar el pandeo]. Función de la evidencia: fundamento teórico; tipo de fuente: libro de texto de ciencia de los materiales. Apoyos: mecánica de la estabilidad de carga. Nota de alcance: física general de las estructuras corrugadas. ↩
"Método de diseño de estabilidad de compresión axial para sección transversal…", https://www.sciencedirect.com/science/article/abs/pii/S0263823123007218. [Las guías de diseño de la industria para exhibidores minoristas especifican que alinear las trayectorias de carga con las nervaduras verticales del cartón corrugado optimiza la resistencia a la compresión]. Función de evidencia: estándar de la industria; tipo de fuente: guía de diseño. Apoya: estabilidad de carga máxima. Nota de alcance: específico para la construcción de exhibidores minoristas de gran formato. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Los estándares de la industria para el embalaje de cartón ondulado definen el espesor nominal del material de flauta B para garantizar la uniformidad de la fabricación a nivel mundial]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoyos: mediciones del espesor del material. Nota de alcance: Esto representa el espesor nominal y puede variar ligeramente según el fabricante. ↩
"Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. [Un manual técnico sobre especificaciones de cartón ondulado verificaría las propiedades higroscópicas del testliner 32 ECT y su tendencia a absorber humedad. Función de la evidencia: especificación técnica; tipo de fuente: estándar de ciencia de los materiales. Apoya: La afirmación de que ciertos grados de cartón se expanden en condiciones húmedas. Nota de alcance: Se aplica a materiales ondulados estándar a base de celulosa.] ↩
"[PDF] Hoja de datos AHT20", https://www.compel.ru/item-pdf/12baaf84a0c1865bffb1d633621c149e/pn/aosong~aht20.pdf. [Las normas de ingeniería de embalaje proporcionan rangos de tolerancia específicos, como un margen de 1,0 mm, para compensar la expansión del material causada por la absorción de humedad higroscópica]. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la eficacia de un margen de 1,0 mm para la inserción de pestañas. Nota de alcance: aplicable a espesores estándar de cartón corrugado. ↩
"Pruebas de contenido de humedad | Centro para el diseño de embalajes y unidades de carga", https://www.unitload.vt.edu/facilities/corrugated-packaging-lab/moisture-content-testing.html. [Las fichas técnicas de los sustratos de cartón ondulado documentan las tasas específicas de absorción de humedad de los revestimientos de prueba y su impacto resultante en la integridad estructural]. Función de la evidencia: propiedad del material; tipo de fuente: ficha técnica. Apoya: la afirmación de que los revestimientos de prueba absorben humedad. Nota de alcance: los resultados varían según el recubrimiento y el grado. ↩
"Efectos de los parámetros de conformado por prensado en la estabilidad dimensional de…", https://bioresources.cnr.ncsu.edu/resources/effects-of-press-forming-parameters-on-the-dimensional-stability-of-paperboard-trays/. [Las fórmulas de ciencia de materiales para sustratos a base de celulosa permiten a los ingenieros calcular cambios dimensionales precisos en función de las fluctuaciones de humedad relativa y temperatura]. Función de evidencia: metodología matemática; tipo de fuente: libro de texto académico. Apoya: el uso de matemáticas de expansión para optimizar tolerancias. Nota de alcance: asume coeficientes de expansión lineal. ↩



