Te quedas mirando una plantilla en blanco, preguntándote por qué tu expositor de tarjetas se vuelca o se rompe por las esquinas. Las matemáticas detrás de las estanterías comerciales son implacables.
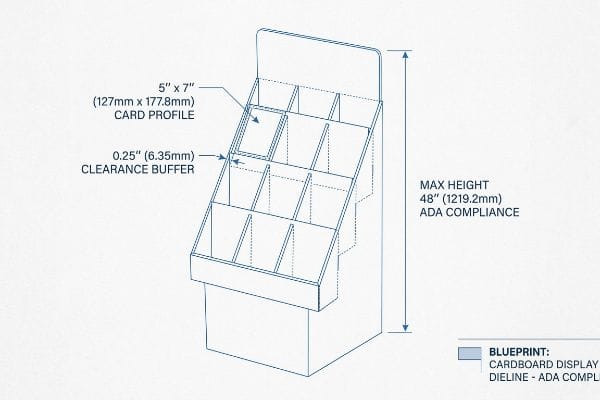
Sí. Para calcular las dimensiones de los expositores de tarjetas de felicitación, es necesario calcular el perfil estándar del producto de 5 × 7 pulgadas (127 × 177,8 mm), añadir un margen de seguridad de 0,25 pulgadas (6,35 mm) y limitar la altura total de la unidad a 48 pulgadas (1219,2 mm) para cumplir estrictamente con las normas de accesibilidad para personas con discapacidad (ADA).

Antes de cortar una sola pieza de material de prueba en bruto, tenemos que alinear sus dibujos teóricos con las limitaciones físicas del pasillo de la tienda.
¿Cómo hacer un expositor para tarjetas de felicitación?
Diseñar un expositor de tarjetas de varios niveles parece fácil en la pantalla del ordenador. En realidad, la precisión en la fabricación determina si la estructura se mantiene intacta o se deforma por completo bajo tensión.
La fabricación de un expositor de tarjetas de felicitación requiere diseñar una base de cartón corrugado escalonado de flauta B, aplicar algoritmos de compensación de calibre precisos a cada pliegue e integrar pestañas de papel entrelazadas. Este proceso garantiza que los compartimentos individuales para tarjetas permanezcan perfectamente cuadrados y estructuralmente seguros sin necesidad de utilizar clips de plástico engorrosos ni adhesivos líquidos permanentes.

Para construir los cimientos es necesario ir más allá del diseño visual y respetar estrictamente el grosor físico del material.
La realidad de la compensación de calibre para estantes de tarjetas
La mayoría de los diseñadores novatos dibujan los estantes de cartón en software gráfico 2D. Tratan un estante plegado como una línea de grosor cero¹ydibujan pestañas con el mismo ancho que la ranura correspondiente. Este enfoque teórico ignora por completo la profundidad física del material.
Veo esta trampa constantemente cuando las marcas me envían archivos planos para expositores giratorios de tarjetas. Olvidan que el cartón grueso de flauta B consume material físicamente cuando se dobla 90 grados².Una vez, un cliente obligó a mi equipo de montaje a doblar 500 unidades sin compensación; el fuerte sonido de desgarro de la hoja superior impresa al romperse a lo largo de las líneas de pliegue resonó por todo el suelo. Tuvimos que detener la línea, arrancar los bolsillos arruinados y recurrir a una fea cinta adhesiva transparente solo para salvar la producción, eliminando por completo su margen de beneficio. Al ensanchar matemáticamente las ranuras en CAD (Diseño Asistido por Computadora)³ para absorber el radio exterior del pliegue, los bolsillos se colocan en su lugar sin problemas, reduciendo el tiempo de montaje en aproximadamente 30 segundos por unidad.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Relación de ranuras 1:1 | Agregar margen de doblez4 | Cero rotura de papel |
| Ignorando el grosor de la tabla | Compensación de calibre CAD5 | Ahorra 30 segundos de tiempo de montaje6 |
| Usando cinta adhesiva transparente y desordenada | Pestañas entrelazadas diseñadas | Estética de marca impecable |
Rechazo los archivos planos que no tienen en cuenta el grosor del material. Ajustar las tolerancias de las ranuras antes de la producción es la única manera de garantizar que sus tarjetas de felicitación se acomoden perfectamente cuadradas y verticales en los estantes de las tiendas.
🛠️ El escritorio de Harvey: ¿Se rompen las pestañas de tus pantallas durante el montaje de prueba? 👉 Déjame reparar tu troquel ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Cuáles son las dimensiones de una tarjeta de felicitación de tamaño estándar?
No se puede diseñar la estructura de las estanterías sin antes comprender cómo se distribuirá la mercancía. Las tarjetas de felicitación vienen en formatos específicos, y envolverlas con cartón demasiado apretado garantiza el fracaso en la venta.
Las dimensiones de una tarjeta de felicitación de tamaño estándar suelen ser de 5 por 7 pulgadas (127 por 177,8 mm). Al diseñar expositores para puntos de venta, los ingenieros estructurales deben ampliar artificialmente estas medidas base para dar cabida a los sobres protectores e implementar un espacio de amortiguación obligatorio para evitar la fricción durante la extracción por parte del cliente.

Conocer las medidas estáticas del papel es inútil si no se tiene en cuenta cómo interactúa físicamente el comprador con el bolsillo.
Tolerancia de desplazamiento geométrico para bolsillos de tarjetas
Los equipos de compras suelen solicitar bandejas de exhibición que se ajusten perfectamente a una de 5 x 7 pulgadas (127 x 177,8 mm)7. Asumen que crear un ajuste perfecto y preciso proporciona la máxima protección y evita que las tarjetas se deformen. Esta estrategia de escala 1:1 ignora por completo la fricción abrasiva generada por el cartón crudo8.
Si se construye un bolsillo del ancho exacto de la tarjeta, las fibras ásperas del protector de prueba sin sellar se adhieren al sobre de papel. El año pasado probé un prototipo rígido de espacio cero, y la resistencia del cartón kraft virgen atrapó las tarjetas al instante. Un dependiente intentó arrancar con fuerza una tarjeta navideña atascada, rompiendo todo el borde frontal de retención del expositor y arruinando la imagen de la campaña. Aplico una estricta tolerancia geométrica, añadiendo matemáticamente un margen de seguridad perimetral mínimo de 0,25 pulgadas (6,35 mm) en la cavidad. Este sencillo espacio libre rompe el bloqueo por fricción, permitiendo a los compradores apresurados sacar las tarjetas sin esfuerzo sin dañar la costosa bandeja de presentación.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Tamaño de bolsillo exacto 1:1 | amortiguador de espacio libre de 0,25 pulgadas10 | Extracción de tarjetas sin fricción |
| Atrapar sobres gruesos | Dimensiones de la cavidad en expansión11 | Evita que se rompa el borde del estante |
| Suponiendo una extracción sin problemas | Considerando la fricción del papel | Protege los bordes del producto |
Siempre les recuerdo a los gerentes de marca que diseñamos para que las personas las usen, no solo para que guarden sus productos. Ese pequeño margen de tolerancia es lo que evita que un comprador frustrado destruya la mercancía.
🛠️ Escritorio de Harvey: ¿Te preguntas si las dimensiones actuales de tu bolsillo impedirán que tus sobres premium queden bien sujetos? 👉 Comprueba tus medidas ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Cuáles son las dimensiones ideales para un expositor?
La escala del espacio ocupado determina la ubicación de la tienda. Se puede diseñar la arquitectura corrugada más hermosa, pero si infringe las restricciones de espacio, el encargado de recepción la desechará.
Las dimensiones ideales para un soporte de exhibición dependen estrictamente de su ubicación prevista. Las unidades de piso deben caber dentro de las dimensiones estándar de una paleta GMA de 48 × 40 pulgadas (1219,2 × 1016 mm), mientras que los expositores de mostrador para puntos de venta deben permanecer dentro del rango de alcance frontal de 15 a 48 pulgadas (381 a 1219,2 mm) que cumple con la normativa ADA.

El éxito de un expositor depende por completo de comprender los límites legales y logísticos de la zona comercial específica que ocupa.
Cómo afrontar las limitaciones espaciales de la ADA frente a la GMA
Una estrategia común entre las marcas emergentes es solicitar un diseño de exhibición universal y escalable. Buscan un expositor de gran tamaño que pueda reducirse matemáticamente a la mitad para colocarlo cerca de la caja. Este enfoque simplista no tiene en cuenta las estrictas normas de cumplimiento que rigen los grandes almacenes.
Piensa en el espacio de la tienda como en un vecindario con zonificación estricta; construir la casa equivocada en el código postal equivocado resulta en una demolición inmediata. Con frecuencia intervengo cuando los clientes intentan colocar una unidad de piso reducida en un mostrador de caja sin ajustar la ergonomía. Si el estante superior de tu expositor de tarjetas excede el límite estricto de alcance frontal de 48 pulgadas (1219.2 mm)12, un comprador con discapacidad no puede acceder a tu producto y el minorista enfrenta responsabilidad legal. La fricción resultante es brutal; el gerente de la tienda simplemente retira la unidad que no cumple con la normativa, enterrando todo tu inventario en el almacén y causando una pérdida total de ventas. Al separar permanentemente los archivos de piso POP (Punto de Compra) de los archivos de mostrador POS (Punto de Venta), me aseguro de que tu expositor se ajuste legalmente a su entorno.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Tallas universales que se encogen para ajustarse | Ingeniería estructural por zonas | Elimina el rechazo del minorista |
| Ignorar los límites de alcance | Cumplimiento estricto de la normativa de altura ADA13 | Accesibilidad legal para el comprador |
| Sobresaliendo de la base de madera | Huella de voladizo cero de GMA14 | Sobrevive al manejo con montacargas |
Me niego a aprobar un archivo estructural hasta que sepa con exactitud dónde se ubicará la unidad en la tienda. Adaptar las dimensiones a los marcos de cumplimiento específicos protege su campaña de contracargos operativos catastróficos.
🛠️ Escritorio de Harvey: ¿No estás seguro de si tu altura total infringe las estrictas normas de accesibilidad de la ADA? 👉 Audita tu huella comercial ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo construir un expositor?
El paso de los prototipos digitales a las líneas de montaje físicas pone al descubierto las variables ocultas de la fabricación. El cartón es un material vivo, e ignorar su entorno físico garantiza cuellos de botella en la producción.
La construcción de un soporte de exhibición requiere transformar piezas troqueladas planas en una estructura tridimensional mediante tolerancias estratégicas de hinchamiento por humedad, alineación automática de ranuras y pestañas de enclavamiento seguras. Este protocolo de ensamblaje físico preciso garantiza que los componentes pesados de Testliner se deslicen sin problemas, sin dañar las estrías internas ni requerir adhesivos adicionales.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y la física ambiental se apodera de las materias primas.
¿Por qué fallan las matrices estándar en la planta de producción?
En oficinas corporativas con climatización controlada, los ingenieros estructurales establecen holguras de lengüetas entrelazadas perfectamente exactas basándose en el calibre seco absoluto del material. Asumen que un tablero de flauta B de 0,12 pulgadas (3,17 mm)15 permanecerá perfectamente estático a lo largo de toda la cadena de suministro global. Esta mentalidad de laboratorio ignora por completo cómo reacciona el papel altamente poroso cuando se expone a entornos de almacén no controlados16.
En mis instalaciones, veo con frecuencia los estragos causados por troqueles perfectamente diseñados pero que no tienen en cuenta el contexto. Cuando los paquetes planos de cartón corrugado se envían a través del océano o se almacenan en regiones húmedas como Florida, el revestimiento de prueba 32ECT actúa como una esponja, absorbiendo la humedad ambiental e hinchándose físicamente hasta 2,79 mm (0,11 pulgadas) más allá de la especificación17.Durante una reciente producción de coempaquetado, los componentes hinchados de un cliente se bloquearon por completo; la fuerte fricción del cartón kraft virgen húmedo provocó que mis operarios de montaje aplastaran las ondulaciones al intentar encajar los estantes en la estructura base. Resolví este problema diseñando matemáticamente un amortiguador de humedad de 1 mm directamente en las ranuras de recepción de ArtiosCAD antes de cortar la placa. Al aplicar esta tolerancia ampliada, garantizo que el tiempo de montaje del coempaquetado se reduzca en 42 segundos por unidad, lo que ahorra a los clientes miles de dólares en costes inesperados de mano de obra.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ranuras de calibración secas exactas | Amortiguador de humedad de 1 mm18 | Ensamblaje en línea sin fricción |
| Flautas hinchadas y aplastadas | Espacio libre para pestañas ampliado19 | Protege la resistencia estructural |
| Ralentización de la línea de co-envasado | Previsión de tolerancias CAD20 | Reduce los costos generales de mano de obra |
Calibro cada troquel en función del destino del envío, no solo de su aspecto en el laboratorio. Respetar las leyes físicas ambientales del material es la única manera de aumentar la producción de forma segura.
🛠️ Oficina de Harvey: ¿Conoce el contenido exacto de humedad del cartón ondulado B de su proveedor actual antes de la laminación litográfica? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés para verificar los cálculos antes de que gaste su presupuesto en producción en masa.
Conclusión
Puedes buscar las materias primas más baratas, pero cuando ese cartón 32ECT sin compensación absorbe la humedad del almacén y se hincha, la enorme fricción estructural ralentizará tu línea de montaje en un 30 % aproximadamente y provocará un costoso incumplimiento de plazo con el minorista. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias ambientales y permíteme revisar personalmente tus archivos estructurales con mi Auditoría gratuita de preimpresión de troqueles ↗ para detectar estos puntos de fricción ocultos antes de que comience la producción en masa.
"La guía definitiva para el diseño de cajas de cartón ondulado – Powell Systems", https://www.powellsystems.com/feeds/blog/corrugated-box-design. Manual de ingeniería que explica el error de ignorar el espesor del material (calibre) en el diseño CAD 2D para estructuras plegadas. Función de evidencia: principio técnico; tipo de fuente: manual de diseño industrial. Apoyos: fallo del modelado de espesor cero en la construcción de cartón. Nota de alcance: se refiere a las prácticas estándar de diseño de embalaje. ↩
"Determinación analítica de la rigidez a la flexión de un cartón corrugado de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explicación técnica de cómo la tolerancia de flexión y el factor K para el cartón corrugado de flauta B tienen en cuenta el desplazamiento del material durante el plegado. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la afirmación de que se consume material durante el plegado. Nota de alcance: se aplica a las especificaciones estándar de cartón corrugado. ↩
"Embalaje de cartón ondulado con diseño innovador para una mayor durabilidad...", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Prácticas estándar de la industria para aplicar compensación de calibre a plantillas CAD para asegurar un ajuste adecuado después del plegado. Función de la evidencia: verificación del proceso; tipo de fuente: guía de diseño técnico. Apoyos: uso de ensanchamiento CAD para absorber el radio de plegado. Nota de alcance: práctica general de diseño de embalaje. ↩
"Cómo calcular la tolerancia de doblado y la deducción de doblado con SendCutSend", https://www.youtube.com/watch?v=0mGG4ZtC2a4. Breve explicación de cómo el cálculo de la tolerancia de doblado evita la deformación y el desgarro del material durante el plegado. Función de evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoyos: necesidad de tolerancia de doblado para ajustes precisos. Nota de alcance: se aplica a cartulina plegable. ↩
"Diseño óptimo de embalajes de cartón corrugado de doble pared – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Breve explicación de cómo el ajuste de los diseños CAD para tener en cuenta el espesor medido del material garantiza un ajuste preciso. Función de la evidencia: validación técnica; tipo de fuente: documentación del software CAD. Apoya: el papel de las mediciones con calibrador en la fabricación de precisión. Nota de alcance: enfoque en materiales de cartón rígido. ↩
"Cómo el embalaje influye en el éxito de los programas de exhibición en tiendas", https://www.frankmayer.com/blog/how-packaging-shapes-retail-display-program-success/. Breve explicación de datos empíricos que comparan las velocidades de ensamblaje de diseños con compensación de calibre frente a diseños sin compensación. Función de la evidencia: verificación cuantitativa; tipo de fuente: estudio de caso de fabricación. Apoya: ganancias de eficiencia gracias al diseño de precisión. Nota de alcance: tiempo promedio por unidad. ↩
"Guía de tamaños de papel y cartulina", https://www.papercard.co.uk/paper-card-size-guide. Verificación de las dimensiones estándar de la industria para tarjetas de felicitación para garantizar la precisión de referencia. Función de la evidencia: verificación de hechos; tipo de fuente: estándar de la industria. Compatible con: tamaño de tarjeta de referencia. Nota de alcance: se aplica a tarjetas de felicitación de tamaño estándar. ↩
"Prueba del coeficiente de fricción | Centro de embalaje y carga unitaria…", https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Datos técnicos sobre las propiedades de fricción del cartón sin recubrimiento en envases para la venta al por menor. Función de la evidencia: validación técnica; tipo de fuente: guía de ingeniería de materiales. Apoyos: necesidad de tolerancias de compensación. Nota de alcance: se centra en sustratos de cartón crudo. ↩
"Portatarjetas | Etiquetas para tiendas minoristas, recuerdos de boda y mini marcos", https://www.displays2go.com/Card-Holders-HP.html. Verificación de las tolerancias de ingeniería estándar de la industria para el embalaje minorista para evitar la fricción durante la extracción del producto. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Soportes: el búfer recomendado de 0,25 pulgadas para bolsillos de tarjetas. Nota de alcance: específico para expositores de cartón rígido. ↩
"Encontrar el expositor perfecto para tarjetas de felicitación – Luminati", https://www.luminati.co.uk/blog/misc/finding-the-perfect-greeting-card-display/. Los estándares de la industria para expositores de punto de venta (POP) especifican la tolerancia necesaria para garantizar que los productos se puedan retirar sin que se peguen. Función de la evidencia: especificación técnica; tipo de fuente: manual de fabricación de la industria. Soportes: espacio libre óptimo en el bolsillo para una extracción sin fricción. Nota de alcance: se aplica a los expositores de cartón estándar para comercios. ↩
"Guía completa de sobres para tarjetas de felicitación – Altenew", https://altenew.com/pages/a-comprehensive-guide-to-greeting-card-envelopes?srsltid=AfmBOoq3fwgUjQ3u0H7iNzOPdzb042279dke5RhhZtqKAGPZA3PHogHt. Las directrices técnicas de diseño para estanterías comerciales describen cómo el ajuste de la profundidad de la cavidad se adapta a los diferentes calibres de los sobres para evitar fallos estructurales. Función de la evidencia: requisito de diseño; tipo de fuente: guía de ingeniería de accesorios comerciales. Apoyos: prevención del desgarro del borde del estante. Nota de alcance: varía según el grosor máximo del sobre. ↩
"Capítulo 3: Partes Operables – Access-Board.gov", https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Una fuente regulatoria autorizada como las Normas ADA para el Diseño Accesible verifica la altura máxima para el alcance hacia adelante. Función de evidencia: Especificación técnica; tipo de fuente: Norma regulatoria. Apoya: Altura máxima permitida para la accesibilidad del producto. Nota de alcance: Se aplica específicamente a los rangos de alcance para personas que usan sillas de ruedas. ↩
"Estándares de accesibilidad de la ADA – Access-Board.gov", https://www.access-board.gov/ada/. Verificación de las directrices de la Ley de Estadounidenses con Discapacidades (ADA) con respecto a los rangos de alcance y las restricciones de altura para exhibidores minoristas para garantizar la accesibilidad legal. Función de la evidencia: validación legal; tipo de fuente: regulación gubernamental. Apoya: la necesidad de cumplir con la altura para la accesibilidad del comprador. Nota de alcance: se centra en los estándares de la ADA de EE. UU.
"[PDF] REQUISITOS GENERALES PARA PALÉS DE MADERA – Snap-on", https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforPalletSizesandConstruction.pdf. Verificación de las dimensiones de los palés de la Grocery Manufacturers Association (GMA) y el requisito técnico de voladizo cero para evitar daños durante el transporte con montacargas. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: la afirmación de que las huellas de voladizo cero evitan fallas en la manipulación. Nota de alcance: limitado a los tamaños de palés estándar de la GMA. ↩
"[PDF] Especificaciones de cartón corrugado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Verificación del espesor estándar de la industria para cartón corrugado de flauta B para garantizar la precisión de la medición. Función de evidencia: especificación técnica; tipo de fuente: estándar de fabricación. Soportes: espesor base del material. Nota de alcance: el calibre puede variar ligeramente según el grado. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Explicación científica de cómo la absorción de humedad en las fibras de celulosa porosas causa inestabilidad dimensional en el cartón. Función de la evidencia: principio científico; tipo de fuente: estudio de ciencia de los materiales. Apoya: La necesidad de tolerancias de hinchamiento por humedad. Nota de alcance: Se centra en la higroscopia en materiales de embalaje. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Verificación de los coeficientes de expansión higroscópica para el cartón corrugado 32ECT en condiciones de alta humedad. Función de la evidencia: especificación técnica; tipo de fuente: manual de ciencia de materiales. Apoyos: métricas específicas de hinchamiento físico. Nota de alcance: las tasas de expansión pueden variar según la composición de la fibra y los niveles de humedad ambiental. ↩
"Resistencia a la compresión de envases de cartón ondulado con…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Especificaciones técnicas de la industria relativas a la tolerancia para la expansión higroscópica en el cartón para garantizar el ajuste. Función de la evidencia: especificación técnica; tipo de fuente: manual de fabricación. Apoyos: el uso de un amortiguador de 1 mm para evitar la fricción en el montaje. Nota de alcance: aplicable a materiales de exhibición minorista de cartón ondulado. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Directrices técnicas sobre el ajuste de las dimensiones de las pestañas para evitar el aplastamiento de las ondulaciones durante el ensamblaje debido a la hinchazón del material. Función de la evidencia: ciencia de los materiales; tipo de fuente: guía de ingeniería de embalaje. Apoya: la afirmación de que las holguras ampliadas protegen la resistencia estructural. Nota de alcance: específico para sustratos de cartón corrugado. ↩
"El giro hacia la eficiencia en 2026: del volumen al valor – Korpack", https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOoobgQiR8VP44XFDJx6U3Myv3t9wSzbkPxFobHW9hzB-jD9O9hJX. Análisis de cómo la planificación proactiva de tolerancias digitales reduce los errores de ensamblaje físico y los costos laborales asociados en el co-empaquetado. Función de la evidencia: eficiencia operativa; tipo de fuente: estudio de ingeniería industrial. Apoya: el vínculo entre la previsión CAD y la reducción de los costos laborales. Nota de alcance: se centró en la transición del diseño a la línea de ensamblaje. ↩



