
Quieres que tu empaque para productos de venta al por menor destaque, pero añadir texturas 3D de alta calidad suele generar problemas estructurales. Si tu expositor de cartón se derrumba bajo el peso, esa mejora estética se vuelve inútil.
El gofrado se define como el proceso físico de fabricación que utiliza matrices metálicas especializadas para presionar las fibras del cartón y crear una textura tridimensional en relieve. Este acabado táctil realza la estética de la marca en los envases para la venta al por menor, pero requiere una ingeniería precisa para evitar roturas del material y mantener la integridad estructural durante el transporte.
Analicemos en detalle en qué consiste esta técnica de fabricación y cómo mantener sus expositores en perfecto estado en el punto de venta.
¿Qué significa el repujado?
A las marcas les encanta el empaque táctil, pero muchos compradores no comprenden el daño físico que esta técnica inflige al papel. No se trata simplemente de una delicada aplicación de impresión.
El gofrado consiste en estirar físicamente las fibras del papel entre dos matrices metálicas entrelazadas para crear un diseño tridimensional permanente en relieve sobre un sustrato. Si bien resulta visualmente llamativo, este agresivo proceso mecánico adelgaza el material, lo que puede reducir drásticamente la capacidad de carga dinámica de los expositores de cartón corrugado de alta resistencia si no se colocan correctamente.
Conocer el término del diccionario está bien, pero comprender cómo se comporta bajo la presión del almacén es lo que realmente le permite ahorrar dinero.
El coste estructural de las texturas 3D en los expositores de venta al por menor
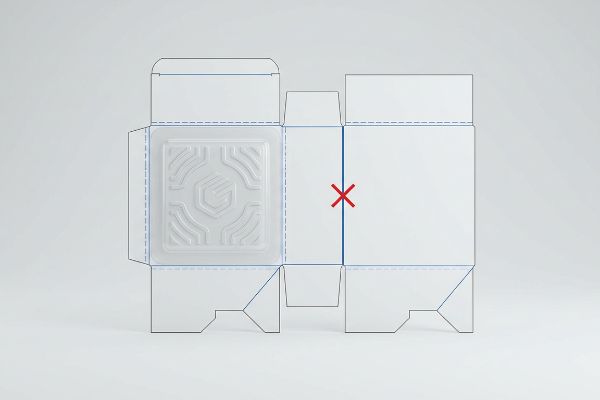
En el embalaje comercial, los equipos de marketing suelen considerar la adición de un acabado táctil en relieve como una simple casilla de verificación estética. Dan por sentado que la integridad estructural de un cartón corrugado 32ECT (Edge Crush Test) no se ve afectada en absoluto por las mejoras estéticas. Sin embargo, empujar las fibras de papel hacia afuera altera fundamentalmente sus límites de tracción1.Cuando se estampa una textura 3D profunda demasiado cerca de un pliegue crítico de soporte de carga, se está creando, en esencia, un punto débil deliberado en la estructura de la caja2.
Veo este punto ciego constantemente al auditar archivos de troquelado plano de agencias. Colocan un logotipo enorme y en relieve justo sobre la línea de pliegue principal de una bandeja base. Cuando el coempacador pliega esa bandeja en la línea de montaje, oigo el crujido agudo y desagradable del cartón que se rompe por completo. Las fibras agotadas se quiebran bajo la doble tensión del troquel metálico y el pliegue de 90 grados, destruyendo la resistencia a la compresión3.Al desplazar la textura lejos de las zonas funcionales a un área segura designada, eliminamos esta fricción por completo, acelerando el montaje del coempaquetado en un 20 % estimado4 y evitando costosos desperdicios de material.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Colocación de logotipos 3D en las líneas de pliegue | Creación de una zona de exclusión | Evita reventones en las esquinas5 |
| Ignorando los límites de estiramiento de las fibras6 | Utilizando impactos de troquel poco profundos | Mantiene el material rígido |
| Estimación de las tolerancias del tablero | Mapeo matemático de pliegues7 | Acelera el tiempo de montaje |
Me niego a que las mejoras estéticas comprometan la estabilidad fundamental de un expositor. Al delimitar meticulosamente estas zonas de exclusión durante la fase de ingeniería, garantizo que su diseño de alta calidad nunca ponga en peligro la integridad física de su producto en el punto de venta.
🛠️ Oficina de Harvey: ¿Están tus logotipos 3D premium demasiado cerca de las líneas de pliegue críticas, con el riesgo de dañar la estructura? 👉 Obtén una auditoría de archivos gratuita ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, te lo prometo.
¿Qué es un ejemplo de relieve?
Para ver esta técnica en acción, basta con mirar el pasillo de cosméticos, donde las texturas de alta calidad determinan el valor de la marca. Sin embargo, esas atractivas cajas a menudo ocultan un peligroso secreto para reducir costos.
Un ejemplo de esta técnica es el logotipo metálico en relieve de una marca, que destaca en un expositor de punto de venta (POP) de cosméticos de alta gama. En este caso, la tipografía tridimensional refleja la iluminación de la tienda para atraer a los clientes, ofreciendo una experiencia táctil sofisticada que diferencia el producto de la competencia con impresión plana en estanterías abarrotadas.

Si bien un logotipo en relieve luce muy bien en un estante, financiar ese acabado de alta calidad a menudo desencadena una desastrosa reacción en cadena entre bastidores.
El peligro oculto tras las bandejas cosméticas de alta gama
Los equipos de compras suelen recibir instrucciones de marketing innegociables para incluir acabados cosméticos costosos, como láminas metalizadas de cobertura total y texturas 3D profundas, en los encabezados de sus exhibidores. Para compensar estos altos costos de herramientas y producción, una práctica común en la industria es reducir discretamente la clasificación del cartón corrugado basea 8 para ahorrar unos centavos por unidad. Reemplazan el resistente cartón kraft virgen por un sustrato más barato y delgado, suponiendo que el acabado exterior brillante disimulará la deficiencia estructural.
Con frecuencia heredo campañas de venta minorista fallidas donde el proveedor anterior sacrificó la densidad estructural por una estética recargada. Un cliente me envió una vez un expositor magnífico que se veía perfecto en el laboratorio, pero en cuanto presioné el panel lateral con el pulgar, sentí el colapso blando y esponjoso de un cartón ondulado que no cumplía con las especificaciones. El proveedor había optado por un cartón de menor clasificación ECT9) para poder costear los troqueles de latón, que eran caros. Cuando la unidad llegó al almacén, la prueba de compresión de la caja (BCT)de 10 falló estrepitosamente, lo que provocó que los expositores se aplastaran y un rechazo masivo por parte de los minoristas. Restauré el material a un estricto estándar de cartón kraft virgen y logré el aspecto premium utilizando recubrimientos acuosos de alto brillo y sólidos, eliminando por completo los daños durante el transporte y recuperando su margen de beneficio.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Reducción de la calidad de la junta directiva por motivos de presupuesto | Mantener calificaciones estrictas en la junta | Sobrevive a cargas superiores de palés11 |
| Dependencia de sustratos frágiles | Utilizando papel kraft virgen de alta densidad12 | Elimina las pantallas aplastadas |
| Sacrificar BCT13 por la estética | Equilibrio entre estructura y acabados | Evita las devoluciones de cargo en las tiendas |
Siempre doy prioridad a la estructura matemática por encima de la publicidad superficial. Mejorar la estética visual nunca debe ir en detrimento del material base, porque una caja de lujo aplastada no vende absolutamente nada en una gran superficie.
🛠️ Oficina de Harvey: ¿Tu proveedor actual está reduciendo discretamente la calidad de tu placa para financiar costosos retoques estéticos? 👉 Solicita una verificación de materiales ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Cuál es otra palabra para repujado?
Al hablar de envases táctiles, la terminología puede resultar confusa. Si buscas un efecto 3D sin que el material se deforme, tienes una alternativa muy eficaz.
Otro término para referirse al grabado en relieve es grabado en bajo relieve, aunque representan procesos físicos opuestos. Mientras que el primero estira las fibras del papel hacia afuera para crear un relieve, el grabado en bajo relieve presiona el sustrato hacia adentro para formar una hendidura. Ambas técnicas brindan una experiencia táctil de lujo en empaques y exhibidores de productos.
Elegir entre empujar la placa hacia afuera o presionarla hacia adentro no es solo una cuestión de estética, sino que influye drásticamente en la cantidad de peso que puede soportar la unidad.
Por qué presionar hacia adentro ahorra tu capacidad de peso
Los diseñadores gráficos suelen considerar el estiramiento hacia afuera y la presión hacia adentro como opciones estéticas intercambiables, ignorando por completo sus diferentes impactos físicos en el sustrato estructural. Como se ha demostrado, estirar el revestimiento superior hacia afuera reduce drásticamente el grosor de las fibras e introduce microfracturas. En entornos comerciales de alto tránsito, especialmente con PDQ (Expositores de un Cuarto de Palet) muy cargadas, estas fibras debilitadas representan un grave problema que compromete la estabilidad de todo el estante.
Imagínelo como estirar una goma elástica; si se estira demasiado, eventualmente se romperá por la tensión. Veo marcas que exigen logotipos en relieve en el borde frontal de bandejas de bebidas. El estiramiento hacia afuera agota la elasticidad del tablero14, y cuando los empleados reponen bruscamente las botellas pesadas, la fricción abrasiva hace que el logotipo en relieve se despegue y se rompa. Mi regla general para paneles de soporte de carga es invertir la herramienta y presionar hacia adentro. Al empujar el troquel de metal hacia abajo, densifico físicamente las estrías internas en un bloque sólido15, preservando la rigidez absoluta del tablero a la vez que ofrezco una experiencia táctil de alto contraste que resiste la manipulación agresiva en la tienda.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Estiramiento de paneles portantes | Presionar las texturas hacia adentro16 | Mantiene la rigidez de la bandeja |
| Debilitar el revestimiento exterior | Acanaladuras internas densificantes17 | Sobrevive a la cría intensiva |
| Tratar los efectos 3D por igual | Invertir la dirección de las herramientas18 | Reduce los daños estéticos |
Jamás permito que una decisión de diseño dicte mis límites estructurales. Al invertir estratégicamente la dirección de la matriz en bandejas de alta resistencia, preservo la integridad mecánica de la ondulación a la vez que ofrezco a los clientes la textura de primera calidad que tanto desean.
🛠️ Harvey's Desk: ¿Te preguntas si tus bandejas de alta resistencia están sufriendo desgaste en las fibras externas? 👉 Solicita tu plano estructural ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿En qué consiste el proceso de grabado en relieve?
En teoría, la mecánica básica parece sencilla, pero su ejecución en una línea de producción de alta velocidad introduce tolerancias mecánicas muy estrictas que la mayoría de los diseñadores nunca llegan a ver.
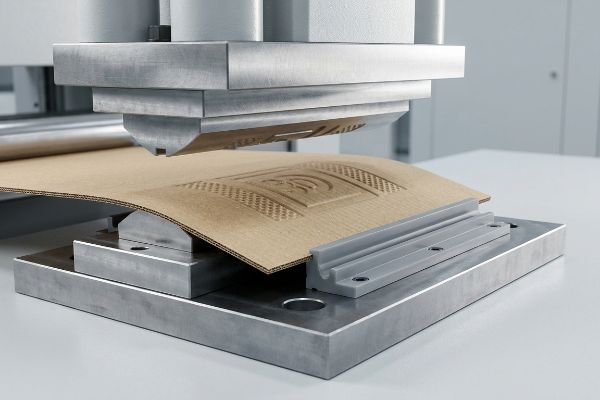
El proceso de estampado consiste en alinear una matriz macho fabricada a medida y una matriz hembra en una prensa industrial pesada. El cartón corrugado o el papel se introduce entre estas placas, donde una enorme presión cinética obliga a las fibras del papel a adaptarse permanentemente a la cavidad tridimensional.
Pero conocer la teoría no es suficiente cuando las pesadas máquinas CNC (Control Numérico por Computadora) empiezan a funcionar y la humedad invade la planta de producción.
¿Por qué fallan las herramientas estándar en la planta de producción?
Una suposición común, aparentemente razonable, que hacen los compradores es que un troquel metálico estándar golpeará perfectamente cualquier cartón sin problemas. Suponen que si el archivo de diseño está limpio, la prensa de fabricación simplemente lo estampa como un cortador de galletas gigante. Esto ignora por completo la resistencia física de las fibras de papel virgen19 cuando son golpeadas por cientos de libras de fuerza mecánica20.
En mi planta, veo con frecuencia los desastrosos resultados de usar herramientas genéricas y baratas en sustratos de cartón corrugado grueso. Cuando mido el rendimiento de un troquel estándar que impacta un testliner poroso en alta humedad, a menudo registro una tasa de defectos del 4,7 % debido al agrietamiento litográfico21, donde la hoja superior impresa se abre literalmente como pintura seca. Para solucionar esto, exijo canales de matriz de polímero hembra específicos montados directamente en la placa de corte. Este canal actúa como un yunque preciso, controlando dinámicamente cómo se estiran las fibras de papel de 0,12 pulgadas (3 mm)22 cuando el troquel impacta. Al aplicar esta matriz de microtolerancia, elimino por completo el agrietamiento, asegurando que la integridad visual permanezca impecable y ahorrando al cliente aproximadamente 2100 dólares en desperdicio de material en una tirada estándar de alto volumen.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar troqueles genéricos baratos | Canales de matriz polimérica obligatorios 23 | Evita el agrietamiento de la superficie |
| Ignorando la resistencia de la fibra | Controlar el golpe del yunque24 | Elimina el desperdicio de materiales |
| Aceptar altas tasas de defectos | Microtolerancias de ingeniería25 | Reduce el costo unitario de producción |
Gestiono la fuerza mecánica con precisión matemática. Al optimizar la matriz de herramientas en la planta, garantizo que la enorme fuerza cinética necesaria para dar forma al tablero nunca destruya accidentalmente sus costosos gráficos impresos.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes optar por un proveedor más económico para tus acabados premium, pero si su cartón de 26 ECT de baja calidad se rompe en un almacén húmedo, el minorista lo rechazará de inmediato y tu campaña perderá todo su margen de beneficio. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de arriesgar la integridad estructural y permíteme revisar personalmente tu diseño con mi Auditoría Gratuita de Preimpresión ↗ para detectar estos problemas antes de la producción en masa.
"Efecto de la presión de gofrado sobre las propiedades mecánicas y de suavidad…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Un estudio de ciencia de materiales sobre la deformación del cartón explicaría cómo el estiramiento de las fibras durante el gofrado reduce su resistencia a la tracción inherente]. Función de la evidencia: validación técnica; tipo de fuente: revista académica. Apoya: la alteración física de los límites de la fibra. Nota de alcance: Limitado a materiales a base de celulosa. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Las normas de ingeniería de embalaje demostrarían cómo las concentraciones de tensión mecánica derivadas del relieve cerca de los pliegues reducen la resistencia a la compresión general de la caja]. Función de la evidencia: prueba estructural; tipo de fuente: manual de ingeniería. Apoya: la creación de vulnerabilidades estructurales. Nota de alcance: Se centra en las intersecciones de carga. ↩
"Influencia de las líneas de pliegue analógicas y digitales en las propiedades mecánicas… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Un estudio de ciencia de materiales sobre la deformación del cartón demostraría cómo el adelgazamiento localizado por el gofrado aumenta las concentraciones de tensión y reduce la integridad estructural]. Función de la evidencia: validación técnica; tipo de fuente: revista académica. Apoya: la afirmación de que el gofrado debilita el sustrato. Nota de alcance: se aplica principalmente a sustratos a base de celulosa. ↩
"CPG en 2026: Acelerar lanzamientos con co-empaquetado ágil…", https://korpack.com/cpgs-race-against-time-cutting-time-to-market-with-opex-co-packing/?srsltid=AfmBOoprKy5WVSatXuQwFg0bkgHrit969alEb17rmalmF90M-EWefCQU. [Las auditorías operativas de empaquetado o los informes de eficiencia de la cadena de suministro suelen cuantificar la pérdida de tiempo asociada a la corrección manual de fallos de material durante el ensamblaje a alta velocidad]. Función de la evidencia: validación cuantitativa; tipo de fuente: informe de la industria. Apoya: la ganancia de eficiencia de las líneas de troquelado optimizadas. Nota de alcance: basado en el rendimiento promedio de co-empaquetado de alto volumen. ↩
"Emboscado vs. Bajo relieve en embalaje: todo lo que necesitas saber", https://gwpg.com/wp/embossing-vs-debossing-packaging-everything-to-know. [Los manuales técnicos de embalaje explican cómo los elementos grabados en relieve en las líneas de pliegue alteran la integridad de la fibra, lo que provoca fallos estructurales o roturas en las esquinas durante el plegado]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Apoya: El riesgo de fallo estructural al colocar elementos 3D en las líneas de pliegue. Nota de alcance: Más aplicable a cartulina de alto gramaje. ↩
"[PDF] Modelado por elementos finitos del gofrado de hojas de papel", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/03/1993.2.1073.pdf. [La literatura sobre ciencia de los materiales acerca de la deformación de la fibra de celulosa detalla los umbrales más allá de los cuales el gofrado causa un debilitamiento estructural permanente y una pérdida de rigidez]. Función de la evidencia: Base científica; tipo de fuente: Revista de ciencia de los materiales. Apoyos: La necesidad de impactos de matriz poco profundos para mantener la rigidez del material. Nota de alcance: Varía según la composición y el grosor del cartón. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Los estándares de la industria para el troquelado y el plegado demuestran que el cálculo de la compresión y el grosor del material reduce los errores de alineación, acelerando así el ensamblaje manual]. Función de la evidencia: Optimización del proceso; tipo de fuente: Estándar de impresión profesional. Apoya: La correlación entre el mapeo matemático del plegado y la velocidad de ensamblaje. Nota de alcance: Específico para la fabricación de exhibidores minoristas. ↩
"Reducción de residuos en envases de cartón ondulado: un enfoque Lean Six Sigma", https://www.theleansixsigmacompany.com/cutting-waste-in-corrugated-packaging-a-lean-six-sigma-approach/?srsltid=AfmBOopffpC-MsVy22pwHCuqTCYqJYE5NtkA4mNCptYh2T0oBfp_R0dM. [Una fuente autorizada de la industria sobre la fabricación de envases detallaría la compensación entre los costosos acabados cosméticos y las clasificaciones del sustrato estructural]. Función de la evidencia: verificación de hechos; tipo de fuente: informe de la industria. Apoya: prácticas comunes de reducción de costos en exhibidores POP. Nota de alcance: Limitado al sector de envases de cartón ondulado. ↩
"[PDF] Especificaciones de cartón corrugado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Los manuales técnicos de embalaje definen 26 ECT como una clasificación específica de la prueba de aplastamiento de bordes que determina la resistencia al apilamiento y la capacidad de carga del cartón corrugado]. Función de evidencia: Especificación técnica; tipo de fuente: Norma industrial. Apoya: La afirmación de que una clasificación ECT específica indica un cierto nivel de densidad estructural. Nota de alcance: Se aplica al cartón corrugado. ↩
"Pruebas BCT y ECT: Evaluación de la resistencia de cajas de cartón ondulado | METROPACK", https://www.metropack.eu/definition/materials/corrugated-cardboard/ect-edge-crush-test-and-bct-box-compression-test-corrugated-box. [Las normas ASTM e ISO definen la Prueba de Compresión de Cajas (BCT) como la métrica principal para medir la carga vertical máxima que puede soportar un contenedor de cartón ondulado antes de que falle su estructura]. Función de evidencia: Metodología técnica; tipo de fuente: Norma técnica. Apoya: La validez del uso de la BCT para determinar si un expositor minorista colapsará en condiciones de almacén. Nota de alcance: Se centra en la resistencia a la compresión. ↩
"Investigación del efecto de la rigidez de la plataforma superior del palé en el cartón ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Las directrices de logística y embalaje especifican la correlación entre el grado/gramaje del cartón y la capacidad de un expositor para soportar la presión vertical durante el apilamiento de palés]. Función de la evidencia: especificación técnica; tipo de fuente: manual de logística y distribución. Apoyos: supervivencia de las cargas superiores de los palés. Nota de alcance: depende de la altura de apilamiento y la distribución del peso. ↩
"Descripción general del papel y los materiales de envasado de alimentos a base de papel", https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. [Fuentes autorizadas de ciencia de materiales explican cómo el papel kraft virgen de fibra larga proporciona una resistencia a la tracción y una resistencia al aplastamiento superiores en comparación con las alternativas recicladas]. Función de la evidencia: especificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: eliminación de expositores aplastados. Nota de alcance: se centra en la longitud de la fibra y la resistencia de la unión. ↩
"Prueba de compresión de cajas (BCT) | Entendiendo el rendimiento del embalaje", https://www.storaenso.com/en/newsroom/news/2026/5/box-compression-testing-julian-krais. [Los estándares de la industria definen la prueba de compresión de cajas (BCT) como la métrica principal para determinar la capacidad de carga de un paquete y prevenir fallas estructurales y las consiguientes sanciones para los minoristas]. Función de la evidencia: estándar de la industria; tipo de fuente: manual de ingeniería de embalaje. Apoya: prevención de contracargos minoristas. Nota de alcance: se relaciona específicamente con la resistencia del cartón corrugado. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [La investigación en ciencia de materiales sobre la mecánica del papel explicaría cómo el estiramiento de las fibras de celulosa más allá de su límite elástico durante el gofrado conduce a la fragilidad estructural]. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: la afirmación de que los logotipos en relieve son propensos a despegarse y romperse. Nota de alcance: específico para sustratos a base de celulosa. ↩
"Métodos de ensayo y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Los manuales de ingeniería de embalaje confirmarían que las fuerzas de compresión durante el grabado en relieve colapsan las flautas del cartón corrugado, aumentando la densidad local del material]. Función de la evidencia: verificación técnica; tipo de fuente: guía de ingeniería de embalaje. Apoya: la afirmación de que la presión hacia adentro preserva la rigidez estructural. Nota de alcance: Aplicable solo a materiales corrugados acanalados. ↩
"Charla técnica de Atlas: Nervaduras progresivas en chapa metálica: refuerzo…", https://atlasmfg.com/blog/atlas-tech-talk-progressive-ribs-in-sheet-metal-strengthening-without-added-weight/. Un manual de ingeniería sobre la integridad estructural del embalaje explicaría cómo el grabado en relieve preserva el grosor de los paneles portantes para mantener la rigidez. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoyos: mantenimiento de la rigidez de la bandeja. Nota de alcance: específicamente para paneles corrugados portantes. ↩
"Guía para comprender las ondulaciones en cajas de cartón corrugado – Gentlever", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. La investigación en ciencia de materiales sobre cartón corrugado confirma que aumentar la densidad de las ondulaciones internas mejora la resistencia al aplastamiento vertical y la durabilidad. Función de la evidencia: validación técnica; tipo de fuente: estudio de ciencia de materiales. Apoyos: capacidad para soportar un almacenamiento agresivo. Nota de alcance: se refiere a la arquitectura de las ondulaciones internas. ↩
"Relieve vs. Bajo relieve en el embalaje: diferencias clave – Print247", https://print247.us/post/embossing-vs-debossing-in-packaging?srsltid=AfmBOooTvZVwvEVJqE74Xbk7MWa7yXyNB_HKC8we7Dmx87RNaSLj1Jua. Las guías de diseño de embalaje indican que invertir las herramientas de relieve a bajo relieve protege las áreas de alto relieve de la abrasión superficial durante el transporte. Función de la evidencia: mejores prácticas de la industria; tipo de fuente: guía de diseño. Apoya: reducción de daños estéticos. Nota de alcance: se centra en la fricción a nivel de superficie. ↩
«Caracterización de materiales y procesos utilizados en papel tisú…», https://www.sciencedirect.com/science/article/abs/pii/S2352492818301934. [Literatura técnica sobre física del papel que explica cómo la estructura entrelazada de las fibras de celulosa virgen resiste la compresión durante el gofrado]. Función de la evidencia: verificación técnica; tipo de fuente: revista académica. Apoyos: la resistencia física del sustrato. Nota de alcance: específico para cartón virgen. ↩
"Prensa de gofrado – Todos los fabricantes industriales – DirectIndustry", https://www.directindustry.com/industrial-manufacturer/embossing-press-153781.html. [Los manuales de maquinaria industrial proporcionan datos sobre el tonelaje y la fuerza específica en libras requerida para lograr la profundidad de impresión en sustratos de papel]. Función de evidencia: verificación cuantitativa; tipo de fuente: manual de ingeniería. Apoya: la cantidad de fuerza utilizada en prensas industriales. Nota de alcance: varía según el grosor del sustrato. ↩
"¿Por qué se agrietan las cajas de cartón corrugado al plegarlas? – LinkedIn", https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [Los informes técnicos de la industria sobre defectos de embalaje proporcionarían estadísticas de referencia sobre el agrietamiento superficial en sustratos de cartón corrugado impresos bajo condiciones ambientales específicas]. Función de la evidencia: verificación de hechos; tipo de fuente: informe técnico de la industria. Apoya: la prevalencia de modos de falla específicos del material. Nota de alcance: las tasas varían según el grado del sustrato. ↩
"La guía definitiva para cajas de cartón ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Los datos de ciencia de materiales sobre la deformación de la fibra de celulosa y los límites de estiramiento durante el gofrado a alta presión validarían las tolerancias mecánicas específicas mencionadas]. Función de evidencia: especificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: los límites mecánicos de las fibras de papel. Nota de alcance: limitado a sustratos de gran espesor. ↩
"Lograr el estampado en caliente de gran superficie de materiales funcionales antihielo… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12525560/. [Una guía técnica de fabricación o un estudio de ciencia de materiales explicaría cómo los canales de la matriz polimérica distribuyen la presión para evitar el agrietamiento de la superficie durante el proceso de estampado]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: el uso de materiales de herramientas específicos para garantizar la integridad de la superficie. Nota de alcance: enfoque en aplicaciones industriales de alta velocidad. ↩
"Anvil Roll 101: Productos y prácticas esenciales para un máximo rendimiento...", https://www.wilsonmfg.com/anvil-roll-101/. [La documentación del proceso industrial detallaría cómo la modulación de la fuerza de impacto del yunque mitiga la resistencia de la fibra del sustrato para minimizar el desperdicio de material]. Función de la evidencia: optimización del proceso; tipo de fuente: estándar industrial. Apoya: la correlación entre el control del yunque y la reducción de residuos. Nota de alcance: específico para el grabado en relieve de materiales a base de fibra. ↩
"Cómo las tolerancias influyen en el costo y la capacidad de fabricación – aPriori", https://www.apriori.com/resources/video/the-price-of-precision-how-tolerances-shape-cost-and-manufacturability/. [La investigación sobre la eficiencia de la fabricación demostraría cómo la implementación de microtolerancias reduce las tasas de defectos, disminuyendo así el costo total de producción unitario]. Función de la evidencia: métrica económica; tipo de fuente: revista de fabricación revisada por pares. Apoya: el beneficio financiero de la ingeniería de alta precisión. Nota de alcance: aplicable a líneas de fabricación de alto volumen. ↩



