
¿Le resulta difícil comunicar con precisión el material que necesita para un expositor de venta al público? Utilizar la terminología correcta evita costosos malentendidos antes incluso de que comience la producción.
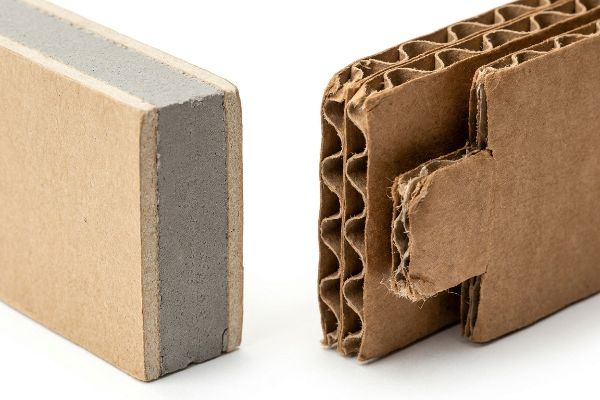
Una pared de cartón se denomina cartón corrugado. Esta estructura, reconocida universalmente, consta de láminas exteriores de papel planas unidas a una capa interior ondulada, creando composiciones distintivas de una, dos o tres paredes que proporcionan la rigidez estructural necesaria para el embalaje de alta resistencia en tiendas minoristas y para expositores de suelo independientes.

Comprender la diferencia mecánica entre estas capas estructurales es el primer paso para diseñar una pantalla que realmente sobreviva a la cadena de suministro.
¿Cómo se llaman las paredes de cartón?
Conocer la terminología exacta para las capas de cartón garantiza que no pague de más por materiales estructurales que simplemente no necesita.
Las paredes de cartón se denominan perfiles ondulados. Los fabricantes clasifican estas paredes según sus distintas capas estructurales, refiriéndose a ellas específicamente como cartón de una, dos o tres capas, dependiendo del número exacto de capas internas de papel ondulado pegadas entre las láminas exteriores rígidas y planas de testliner utilizadas en el embalaje estructural.

Una vez que comprendas cómo se denominan estas paredes, debes comprender cómo su geometría interna soporta el peso físico.
Por qué no entender la dirección de la fibra del cartón ondulado arruina las exhibiciones
Los equipos de marketing junior suelen seleccionar el tipo de cartón simplemente observando una muestra plana sobre un escritorio. Dan por sentado que una lámina gruesa de cartón corrugado soportará automáticamente mercancía pesada, independientemente de cómo esté cortada o colocada en la planta de producción.
Veo que esto sucede todo el tiempo cuando una marca intenta ahorrar dinero anidando sus troqueles horizontalmente. Incluso los diseñadores veteranos a menudo pasan por alto este punto ciego, priorizando la eficiencia de impresión sobre la física estructural. En una pared de cartón corrugado, las ondulaciones actúan como pequeños pilares estructurales. Si se giran esos pilares lateralmente para que quepan más piezas en una hoja maestra, todo el expositor pierde su resistencia BCT (prueba de compresión de caja)1.Recuerdo haber visto a una dependienta colocar cuidadosamente un expositor de grano horizontal; en el momento en que colocó la cuarta botella de champú, oí el crujido distintivo y desagradable de las fibras de papel colapsando. Toda la base se dobló, obligándola a pegar los laterales con cinta adhesiva solo para evitar que el producto cayera al suelo, arruinando por completo la imagen premium de la marca.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Orientar las ranuras horizontalmente para ahorrar papel. | Forzar una dirección de la veta perfectamente vertical. | Maximiza la capacidad de carga apilada2. |
| Ignorar los límites de BCT en placas de pared simple3. | Verificación de la carga útil frente al estriado vertical. | Evita el colapso repentino de los estantes. |
| Suponiendo que todas las tablas gruesas sean igualmente resistentes. | Alinear la carga con los pilares estructurales4. | Elimina las engorrosas reparaciones con cinta adhesiva. |
Jamás permito que un cliente sacrifique la orientación estructural de la fibra por una mínima mejora en el rendimiento del papel. Alinear verticalmente las estrías internas es la única forma matemáticamente comprobada de garantizar que su inventario de papel de gran volumen resista un entorno minorista exigente.
🛠️ Oficina de Harvey: ¿No está seguro de si su troquel actual fuerza las estrías internas en la dirección incorrecta? 👉 Obtenga una auditoría gratuita de troquel ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Qué tipo de pared parece de cartón?
A veces, las marcas buscan una estética cruda y minimalista, pero conseguir ese aspecto rústico sin que parezca barato requiere un enfoque de fabricación muy específico.
El cartón kraft sin blanquear tiene la apariencia de una pared de cartón. Este cartón marrón sin tratar ofrece una estética natural y con mucha textura, frecuentemente utilizada en exhibidores minimalistas para tiendas. Sin embargo, para lograr una impresión nítida en esta superficie porosa, se requieren tratamientos de tinta especializados que eviten que los gráficos se vean descoloridos bajo la iluminación intensa de las tiendas.

Para lograr ese aspecto orgánico de primera calidad, es necesario comprender la compleja química de cómo la tinta húmeda interactúa con la pulpa de papel sin sellar.
La trampa de barro de semitonos en paredes Kraft sin tratar
Los gerentes de marca a menudo diseñan hermosos y sólidos logotipos corporativos destinados a superficies de cartón corrugado marrón sin tratar, asumiendo que la impresión estándar a cuatro colores coincidirá perfectamente con sus pantallas digitales5. Tratan el papel poroso como una página lisa de revista, esperando que la mezcla óptica estándar funcione perfectamente sin ajustes químicos6.
Esta es una trampa enorme que atrapa incluso a equipos de compras experimentados. No se pueden simplemente aplicar tintas de proceso CMYK (cian, magenta, amarillo, clave) estándar7 sobre un testliner sin sellar y esperar un alto contraste. Las fibras microscópicas del papel son altamente absorbentes y actúan como pequeñas esponjas. Cuando se usan pequeños puntos de semitono superpuestos sobre una pared sin tratar, la tinta se corre de manera irregular. Tuve un cliente casi llorando cuando su vibrante logotipo naranja llegó al almacén con un aspecto granulado y descolorido bajo las fuertes luces fluorescentes. Literalmente podía sentir la textura áspera y sin sellar del cartón donde la tinta fina se había absorbido directamente en la pulpa. Tuvimos que cambiar inmediatamente a un protocolo de inundación de color directo8, usando una sola tinta Pantone mezclada con precisión para penetrar esa superficie porosa.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando tintas de proceso estándar sobre cartón en bruto. | Exigir un color directo Pantone sólido9. | Garantiza una visibilidad nítida del logotipo. |
| Ignorando la textura porosa del tablero. | Inundar la superficie con pigmento denso10. | Evita que el texto se vea granulado y descolorido. |
| Se espera una precisión de color en la prueba digital. | Adaptación de la tinta para la absorción de fibras crudas11. | Capta la atención del comprador al instante. |
Siempre exijo el uso de tintas planas al imprimir directamente sobre paredes de papel kraft sin tratar. Elimina por completo el efecto de trama de semitonos y garantiza que su marca destaque a seis metros de distancia, incluso en los soportes de aspecto más rústico.
🛠️ Harvey's Desk: ¿Te preocupa que los vibrantes colores de tu marca se vean borrosos en un expositor de cartón sin tratar? 👉 Solicita una revisión de color gratuita ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿El cartón yeso es básicamente cartón?
Si bien tanto los paneles de yeso como los embalajes de cartón ondulado dependen de revestimientos de papel grueso, su física interna y sus reacciones al estrés ambiental son drásticamente diferentes.
No, el cartón yeso no es básicamente cartón. Si bien ambos utilizan capas exteriores de papel, el cartón yeso cuenta con un núcleo de yeso denso y rígido diseñado para la construcción arquitectónica permanente. Por el contrario, el cartón corrugado se basa en un núcleo hueco, ondulado y acanalado, diseñado exclusivamente para embalaje estructural temporal, absorción de impactos y exhibición ligera en tiendas.
Es fundamental comprender que el embalaje se comporta como un material vivo y dinámico, en lugar de como una pieza arquitectónica estática, para un montaje exitoso.
Tolerancia a la hinchazón por humedad en sustratos de papel
Los compradores suelen asumir que, una vez fabricada una pantalla de cartón corrugado , conserva la misma estabilidad dimensional que una placa de yeso doméstica¹².Diseñan las ranuras estructurales y las pestañas de encaje en una oficina con temperatura controlada, basándose únicamente en el calibre teórico en seco del tablero.
Pensar que su panel de exhibición se comportará como el yeso en una cadena de suministro húmeda es una receta para el desastre. A diferencia del yeso sólido13, las estrías huecas y el revestimiento poroso14 de un panel de exhibición minorista actúan como una esponja para la humedad ambiental. Si diseña una pestaña para que encaje en una ranura con espacio cero, fallará en el momento en que entre en un ambiente húmedo como un centro de distribución en Florida. Una vez vi a un coempacador frustrado sudando en la línea de ensamblaje, tratando agresivamente de forzar una pestaña de bloqueo hinchada en una ranura que era matemáticamente perfecta en el software CAD (Diseño Asistido por Computadora). El panel húmedo estaba tan hinchado que al forzarlo la lámina superior se rasgó violentamente, dejando al descubierto las estrías marrones debajo. Al agregar un simple amortiguador de humedad matemático a la línea de troquelado, se ahorra a todos un enorme dolor de cabeza logístico.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ranuras de dibujo basadas en el calibre seco. | Agregar un amortiguador de humedad de 0,04 pulgadas (1 mm)15. | Permite un montaje manual sin fricción. |
| Ignorando la humedad ambiental del almacén. | Autorización de ingeniería en las ranuras de recepción. | Elimina las láminas superiores gráficas rasgadas. |
| Tratar el cartón corrugado como si fuera cartón yeso rígido. | Adaptación a la física de la hinchazón de las fibras de papel16. | Evita costosos retrasos en el envasado conjunto. |
Incorporo explícitamente un sistema de amortiguación de humedad matemático en cada mecanismo de cierre destinado a climas costeros. Esto garantiza que el equipo de empaquetado experimente un ensamblaje sin fricción ni roturas, independientemente de la hinchazón de las fibras de papel.
🛠️ Harvey's Desk: ¿No está seguro de si sus pestañas entrelazadas tienen suficiente espacio libre para soportar un tránsito marítimo húmedo? 👉 Solicite su prueba de resistencia de troquelado ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué aspecto tiene el cartón de una sola capa?
Identificar la estructura de una sola pared es bastante sencillo a simple vista, pero diseñar correctamente su geometría para una línea de envasado automatizada supone un reto completamente diferente.
El cartón de una sola capa se asemeja a una capa de papel ondulado intercalada entre dos láminas exteriores planas. Visto de canto, esta estructura estándar universal muestra una hilera continua de arcos que se repiten, lo que proporciona una resistencia a la compresión ligera pero robusta para cajas maestras protectoras y bandejas de exhibición en puntos de venta.
Pero conocer la teoría sobre cómo se ve una sola pared no es suficiente cuando las máquinas troqueladoras comienzan a funcionar en la planta de producción.
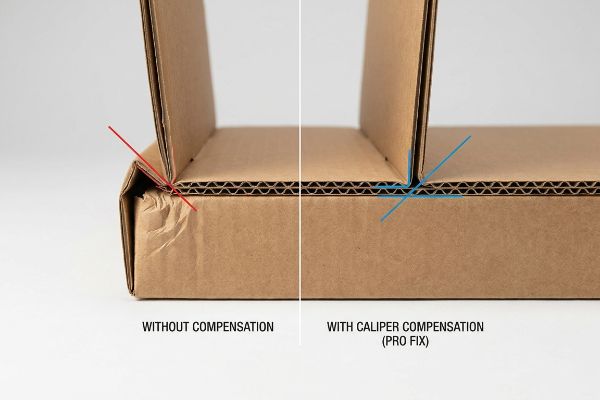
Fallo de compensación de la pinza de freno en la planta de producción
Los diseñadores gráficos a menudo construyen pestañas entrelazadas y ranuras plegables asumiendo que las líneas vectoriales bidimensionales estándar se traducirán perfectamente en pantallas 3D plegadas. Trazan una única línea de troquelado de la placa de pared que coincide exactamente con el ancho del panel de acoplamiento, ignorando por completo el grosor físico del sustrato17.
En mis instalaciones, veo con frecuencia cómo expositores de una sola pared con una impresión impecable fallan estrepitosamente en la estación de plegado porque el diseñador olvidó calcular el margen de flexión del tablero. Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando un tablero de flauta B de 0,11 pulgadas (3 mm) se fuerza a un ángulo de 90 grados. El plegado físico consume material. Si la ranura de recepción no se ensancha matemáticamente, la tensión provoca que el expositor se curve gravemente. Al medir la resistencia con un dinamómetro, observo con frecuencia que las ranuras estándar se atascan bajo presión, lo que causa una fricción masiva y ralentiza la línea de montaje en un 30 % aproximadamente. Obtuve las lecturas del micrómetro estructural y demostré que, al aplicar algoritmos de compensación de calibrador paramétrico para ensanchar las ranuras en tan solo 1,5 milímetros, eliminamos por completo la fricción. Este ajuste de precisión redujo drásticamente el tiempo de montaje del coempaquetado, evitando miles de dólares en costos de mano de obra desperdiciada y asegurando que la unidad se colocara perfectamente alineada en el estante de venta.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseño de ranuras 2D sin márgenes de curvatura. | Aplicación de algoritmos de compensación de calibre CAD20. | Evita que las paredes de la bandeja se curven excesivamente. |
| Ignorando el grosor físico de la flauta B21. | Ampliando matemáticamente los espacios de recepción. | Reduce drásticamente el tiempo de empaquetado conjunto. |
| Forzar pliegues apretados en paneles de pared simples. | Disminuir la tensión del radio del pliegue exterior22. | Garantiza que las pantallas queden perfectamente alineadas. |
Reconstruyo por completo las ranuras planas de Illustrator para compensar matemáticamente el calibre físico del panel de pared simple. Esto garantiza que los expositores precargados se ensamblen sin fricción y funcionen a la perfección en entornos de venta minorista de alto volumen.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes optar por un proveedor más económico que ignore las tolerancias de flexión estructural, pero cuando ese tablero de una sola capa se atasca durante el plegado, genera una fricción enorme, lo que ralentiza la línea de montaje en un 30 % aproximadamente y elimina por completo el margen de beneficio del proyecto. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar precisamente estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias mecánicas y permíteme revisar personalmente la geometría estructural de tu producto con mi Auditoría Previa a la Producción Gratuita ↗ para detectar estos puntos de fricción ocultos antes de que pagues por la producción en masa.
"Métodos de ensayo y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Un manual técnico de la industria o una guía de ingeniería de embalaje proporciona la física mecánica que explica por qué las flautas verticales maximizan la capacidad de carga en comparación con la orientación horizontal. Función de la evidencia: validación técnica; tipo de fuente: norma de ingeniería. Apoya: la afirmación de que la orientación de la fibra afecta la resistencia a la compresión estructural. Nota de alcance: específico para cartón corrugado. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. La documentación técnica sobre ingeniería estructural del cartón corrugado explica cómo la orientación vertical de las ondulaciones optimiza la resistencia a la compresión vertical. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoyos: correlación entre la dirección de la fibra y la capacidad de carga. Nota de alcance: se aplica al cartón corrugado estándar. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Las normas industriales para las pruebas de compresión de cajas (BCT) proporcionan la carga máxima cuantificada que un grado específico de cartón puede soportar antes de fallar. Función de la evidencia: verificación de especificaciones; tipo de fuente: norma industrial. Apoyos: aplicación de los límites de BCT para prevenir el colapso. Nota de alcance: específico para las normas de la industria del embalaje. ↩
"Trayectorias de carga, flujo de carga y área tributaria – YouTube", https://www.youtube.com/watch?v=A_wFxGeCcQQ. Los principios de ingeniería mecánica para exhibidores de cartón enfatizan la alineación de la trayectoria de carga con el acanalado vertical (pilares) para evitar el pandeo. Función de evidencia: explicación mecánica; tipo de fuente: guía técnica. Apoyos: método para maximizar la integridad estructural en exhibidores. Nota de alcance: se centra en la construcción de exhibidores minoristas. ↩
"Diferencias de color RGB vs CMYK explicadas | We Custom Boxes", https://www.wecustomboxes.com/blog/rgb-vs-cmyk-color/. Las guías autorizadas sobre gestión del color explican la divergencia entre las pantallas digitales RGB y la impresión CMYK en sustratos marrones y absorbentes. Función de la evidencia: Validación técnica; tipo de fuente: Manual de gestión del color. Apoya: La afirmación de que la impresión estándar no coincide con las pantallas digitales en superficies kraft. Nota de alcance: Se centra en la conversión del espacio de color. ↩
"Modelo de color CMYK para impresión de cajas – Gentlever", https://gentlever.com/cmyk-for-printing-boxes/. La literatura técnica sobre química de tintas describe la necesidad de bases blancas o formulaciones de tinta modificadas para evitar la pérdida de intensidad del color por absorción en papel poroso. Función de evidencia: Especificación técnica; tipo de fuente: Hoja de datos del fabricante de tinta. Apoya: El requisito de ajustes químicos para la mezcla óptica en papel crudo. Nota de alcance: Se aplica a sustratos de alta porosidad. ↩
"Comprensión de la mezcla de colores CMYK en la impresión con eCare Packaging", https://www.linkedin.com/posts/ecare-packaging-65401b32_cmyk-printingknowledge-packagingdesign-activity-7412015327846256640-XLO1. La documentación técnica de impresión explica cómo la alta porosidad de los soportes de prueba sin sellar provoca una absorción excesiva de tinta y una ganancia de punto, lo que reduce el contraste para las tintas de proceso. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la afirmación de que el CMYK estándar no logra mantener un alto contraste en cartón crudo. Nota de alcance: específico para sustratos kraft sin sellar. ↩
"Color directo vs. color CMYK: diferencias esenciales explicadas", https://unicopacking.com/en/new/spot-color-vs-process-color.html. Las guías de la industria para impresión de gran formato y sobre sustratos validan que los colores directos sólidos proporcionan una opacidad y cobertura superiores en materiales absorbentes en comparación con las capas de semitonos. Función de la evidencia: validación de la solución técnica; tipo de fuente: manual de artes gráficas. Apoya: la eficacia de la tinta Pantone para superficies porosas. Nota de alcance: se centra en la opacidad y la saturación de la tinta. ↩
"Impresión con colores directos frente a impresión con colores de proceso – Pantone", https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOopzMwT_0Nxq3j00lxd5GCtIs2_8AlWXuTRCewKa2zcvQ46euait. Los estándares de la industria de la impresión explican por qué se requieren colores directos en sustratos absorbentes para evitar el aspecto "turbio" de las tintas de proceso CMYK. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: el uso de colores directos para la visibilidad en cartón crudo. Nota de alcance: específicamente para materiales porosos. ↩
"[PDF] Impresión de tintas acuosas a base de colorantes y pigmentos sobre materiales porosos… – HAL", https://hal.science/hal-00265019v1/document. Las guías técnicas sobre saturación de tinta describen cómo la alta densidad de pigmento evita que la tinta penetre en las fibras del sustrato, lo que evita la granulosidad. Función de la evidencia: verificación del proceso; tipo de fuente: manual de ciencia de materiales. Apoya: el método para evitar que el texto se vea borroso. Nota de alcance: aplicable a tableros de fibra cruda. ↩
"Efecto de las condiciones de fabricación del papel en la absorción de tinta y la sobreimpresión...", https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/. Los datos de ingeniería del papel explican cómo la acción capilar en las fibras de celulosa crudas altera el color de la tinta en comparación con las pruebas digitales recubiertas. Función de la evidencia: explicación científica; tipo de fuente: revista de ingeniería del papel. Apoya: la necesidad de adaptar la tinta para lograr precisión. Nota de alcance: se centró en cartón kraft sin recubrimiento. ↩
"Parámetros de humedad y comunidades fúngicas asociadas con… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC4672539/. Comparación técnica de los coeficientes de expansión higroscópica y la estabilidad dimensional del papel corrugado frente al cartón yeso. Función de la evidencia: contraste técnico; tipo de fuente: manual de ingeniería de materiales. Apoya: la premisa de que el cartón corrugado es menos estable que el cartón yeso bajo estrés ambiental. Nota de alcance: se centra en la hinchazón inducida por la humedad. ↩
"Material de control de humedad a base de yeso: Preparación… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10419816/. Especificaciones técnicas sobre la absorción de agua y la estabilidad estructural del yeso. Función de la evidencia: verificación técnica; tipo de fuente: norma de materiales de construcción. Apoyos: el contraste entre la rigidez del yeso y la hinchazón del cartón. Nota de alcance: se refiere al yeso de grado arquitectónico. ↩
"[PDF] Investigación de las propiedades mecánicas del embalaje de cartón…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Los datos técnicos confirman que las estructuras de celulosa en el cartón ondulado y los revestimientos de prueba son altamente higroscópicas. Función de la evidencia: verificación técnica; tipo de fuente: artículo de ciencia de los materiales. Apoya: la afirmación de que estos componentes absorben la humedad ambiental. Nota de alcance: se refiere al cartón corrugado estándar sin recubrimiento. ↩
"[PDF] Almacenamiento y manipulación de materiales de embalaje de cartón ondulado", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. Las normas técnicas para el diseño de embalajes de cartón ondulado especifican márgenes de tolerancia para tener en cuenta la expansión higroscópica del papel. Función de la evidencia: Especificación técnica; tipo de fuente: Manual de ingeniería. Apoya: El margen dimensional específico requerido para el montaje manual. Nota de alcance: Aplicable a grados estándar de cartón ondulado. ↩
"El efecto de la fibrilación, el prensado semiseco y el tratamiento superficial…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11243852/. La literatura sobre ciencia de los materiales explica cómo las fibras de celulosa en los sustratos de papel absorben humedad y se expanden, alterando la estabilidad dimensional. Función de la evidencia: Principio científico; tipo de fuente: Revista de ciencia de los materiales. Apoya: La necesidad física de adaptar los diseños de ranuras a la hinchazón de las fibras. Nota de alcance: Se centra en materiales a base de celulosa. ↩
"Influencia de las líneas de pliegue analógicas y digitales en la mecánica… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. Las guías autorizadas de ingeniería de embalaje explican que ignorar el espesor del sustrato (calibre) en las líneas de troquelado conduce a fallas de ensamblaje en pliegues 3D. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la afirmación de que omitir las mediciones de espesor causa errores estructurales. Nota de alcance: Se aplica específicamente al cartón corrugado plegado. ↩
"[PDF] Especificaciones de cartón corrugado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Breve explicación de cómo una fuente externa autorizada respalda esta afirmación. Función de la evidencia: verificación de la especificación técnica; tipo de fuente: manual de estándares de la industria. Respalda: las dimensiones de espesor específicas del cartón de flauta B. Nota de alcance: los estándares de la industria para la flauta B suelen oscilar entre 1/8 de pulgada o aproximadamente 3 mm. ↩
"Diseño óptimo de embalajes de cartón corrugado de doble pared", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Breve explicación de cómo una fuente externa autorizada respalda esta afirmación. Función de la evidencia: validación de la metodología de ingeniería; tipo de fuente: libro de texto técnico de ingeniería. Respalda: el uso de ajustes matemáticos para tener en cuenta el espesor del material en el diseño del embalaje. Nota de alcance: se refiere a los principios CAD/CAM para la tolerancia de curvatura del material. ↩
"Diseño de cartón ondulado – Grupos de Google", https://groups.google.com/g/comp.cad.solidworks/c/bV6mhVT7YiQ. Verificación de que se utilizan algoritmos específicos en el software CAD para tener en cuenta el espesor del material y evitar la deformación en el embalaje de cartón ondulado. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería. Soportes: El uso de compensación para evitar paredes curvas. Nota de alcance: Se aplica a la geometría de la línea de embalaje automatizada. ↩
"Cartón ondulado y grados de materiales | 30/06/2021", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Confirmación de la medida estándar de la industria para cartón ondulado de flauta B para justificar la necesidad de ensanchamiento matemático de la ranura. Función de evidencia: Especificación fáctica; tipo de fuente: Hoja de datos técnicos. Apoya: El impacto del espesor de la flauta en las dimensiones de la ranura. Nota de alcance: Especificaciones estándar de flauta B. ↩
"Determinación analítica de la rigidez a la flexión de un panel de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Evidencia de que ajustar el radio de plegado reduce la tensión interna y garantiza la cuadratura estructural de las pantallas de cartón corrugado. Función de la evidencia: Verificación del proceso; tipo de fuente: Guía de fabricación. Apoya: El método para asegurar que las pantallas se asienten cuadradas. Nota de alcance: Se centra en las propiedades de los paneles de pared simple. ↩



