
Inviertes un gran presupuesto en una campaña publicitaria impactante, solo para verla fracasar en la práctica. Dominar la de expositores personalizados en tienda evita costosos errores de producción.
Los expositores personalizados para tiendas se fabrican mediante un proceso que combina ingeniería estructural, laminación litográfica y troquelado de precisión. Las fábricas transforman el cartón ondulado en bruto en expositores funcionales utilizando software CAD y mesas CNC automatizadas. Esto garantiza un estricto cumplimiento de las normas internacionales, la máxima capacidad de carga y una total coherencia estética en todas las campañas.

Vamos a cerrar la brecha entre los conceptos creativos y las crudas realidades de la fábrica para proteger su próximo lanzamiento.
¿Cómo crear una exhibición de tienda que le guste a la gente?
Un render 3D espectacular no sirve de nada si los clientes pasan de largo sin prestarle atención en el pasillo. Para lograr un atractivo visual, es fundamental dominar la interacción de la iluminación comercial con los materiales en bruto.
Para crear escaparates atractivos, es necesario aprovechar la disrupción visual, la colocación ergonómica del producto y la psicología del color. Los ingenieros diseñan estructuras que impactan la visión humana a 127 cm (50 pulgadas), utilizando impresión a color de alto contraste para captar la atención del consumidor e impulsar las ventas inmediatas.
Captar la atención en un estante abarrotado es una ciencia, no un proyecto artístico.
La psicología de la disrupción visual y el efecto CMYK borroso
Los equipos de marca suelen asumir que un gráfico complejo y con muchos detalles atraerá automáticamente a los consumidores. Entregan un archivo con degradados estándar de cian, magenta, amarillo y negro (CMYK), esperando que el cartón impreso se vea perfectamente en sus monitores retroiluminados. Este enfoque teórico ignora cómo reaccionan las fibras porosas del papel a los métodos de impresión comercial estándar¹bajo la intensa iluminación fluorescente de las tiendas.
Con frecuencia veo marcas emergentes caer en la trampa de imprimir su logotipo principal utilizando la mezcla óptica estándar sobre una cartulina de prueba sintratar². Suponen que así ahorran dinero, pero la mezcla falla mecánicamente, creando un logotipo granulado y descolorido que parece barro a seis metros de distancia. En mi planta, soluciono esto aplicando un protocolo de inundación de color directo, mezclando un solo cubo de tinta Pantone (PMS) densa. Literalmente se puede oler el pigmento intenso y rico secándose en la imprenta, y elimina por completo el grano de los medios tonos. Al cambiar a un color directo sólido, se maximiza la visibilidad de la marca con alto contraste³,lo que genera la aprobación inmediata del minorista y un aumento comprobado en las ventas porque la mirada del comprador se capta al instante.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Impresión de logotipos en CMYK estándar | Mezcla de colores directos Pantone específicos | Elimina el grano de semitonos descoloridos4 |
| Dependencia de los colores de la pantalla del ordenador | Escaneo físico de la muestra bajo luz D505 | Evita el rechazo en el punto de venta por incompatibilidad de marca |
| Colocar la información clave a nivel del suelo | Utilizando la zona de strike de 50 pulgadas6 | Aumenta la interacción visual directa del comprador |
Una paleta de colores débil nunca debería mermar el valor de tu marca en el suelo. Optar por un color directo específico para tu marca principal es la póliza de seguro más económica que puedes adquirir para garantizar un impacto visual impactante.
🛠️ Oficina de Harvey: ¿No estás seguro de si los colores de tu marca se verán borrosos en cartón corrugado sin tratar? Envíame tus archivos de diseño y te indicaré las zonas de mezcla óptica de alto riesgo. 👉 Solicita una prueba de color ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, te lo prometo.
¿De qué están hechos los escaparates de las tiendas?
Comprender el sustrato es fundamental para la integridad estructural. Seleccionar el material incorrecto garantiza el fracaso de la campaña incluso antes de que llegue a los puntos de venta.
Los expositores de las tiendas están fabricados principalmente con cartón ondulado, específicamente con estructuras de una o dos paredes con núcleos internos acanalados. Los fabricantes utilizan distintos tipos de cartón kraft y adhesivos ecológicos a base de agua para garantizar la máxima resistencia a la compresión, una imprimibilidad óptima y un reciclaje completo en diversos entornos comerciales.
Especificar simplemente "cartón" en una orden de compra es una receta para el desastre.
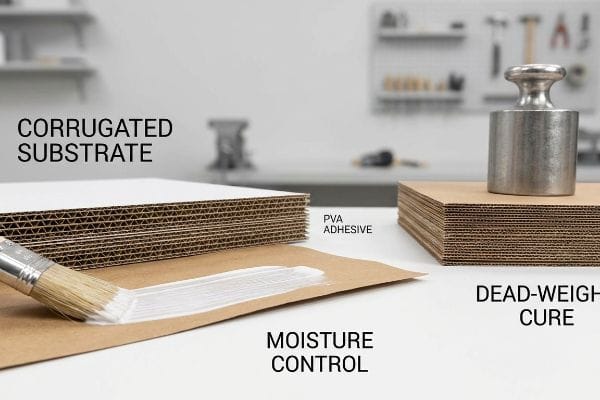
El peligro de la deformación por humedad del PVA en las planchas de cartón ondulado
Los responsables de compras suelen solicitar cartón ondulado grueso, dando por sentado que el grosor se traduce directamente en una pieza de marketing perfectamente plana y rígida. Dan su visto bueno a láminas superiores impresas de alta calidad, esperando que la unidad final ensamblada tenga el mismo aspecto que la muestra impoluta y seca que tienen sobre su escritorio. Ignoran por completo las implicaciones químicas de la laminación litográfica y cómo la humedad ambiental interactúalas materias primas porosas durante la producción en masa.
Un problema frecuente que encuentro es cuando los compradores exigen un panel lateral enorme pero se niegan a autorizar una estructura de tablero dúplex equilibrada para ahorrar dinero. Cuando aplicamos adhesivo de acetato de polivinilo (PVA) húmedo a base de agua sobre esa gran superficie, el papel absorbe inmediatamente el líquido. A medida que el pegamento se seca, se puede sentir físicamente la enorme tensión superficial que tira de las fibras, lo que provoca que todo el panel de exhibición se deforme y se curvehacia adentro como una patata frita. Impongo estrictamente un protocolo de peso de curado, apilando tableros húmedos bajo una fuerte presión de peso muerto durante 24 horaspara forzar un curado plano. Este proceso específico de control de la humedad garantiza que sus exhibidores se mantengan perfectamente rectos en el pasillo, evitando por completo los estantes tambaleantes que frustran a los empleados de la tienda y arruinan la presentación de su marca premium.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ignorar la contracción del pegamento a base de agua | Diseño de una placa dúplex balanceada | Evita la deformación excesiva de los paneles laterales |
| Acelerar el proceso de secado de laminación | Imponer una cura ineficaz de 24 horas | Garantiza que las pantallas se mantengan perfectamente rectas |
| Utilizando películas de plástico PLA sólido | Aplicación de recubrimientos acuosos líquidos | Mantiene el 100% de reciclabilidad en la acera |
Los ingenieros deben recordar que están manipulando fibras de papel vivas, no vertiendo hormigón. Controlar la tensión química de la humedad durante la laminación es precisamente lo que distingue a un producto de alta gama de un producto mediocre.
🛠️ Harvey's Desk: ¿Se están deformando sus grandes paneles de visualización sin que se dé cuenta debido a la tensión química de un adhesivo húmedo sin control? 👉 Verifique las especificaciones de su material ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Quién instala los displays en las tiendas?
Un diseño brillante es completamente inútil si la persona que desempaqueta la caja no sabe cómo armarla sin romper el cartón.
Los expositores de las tiendas son montados por dependientes, equipos de merchandising externos o empresas de embalaje especializadas en los centros de distribución. Estos trabajadores utilizan mecanismos de bloqueo intuitivos que no requieren herramientas e instrucciones de montaje visuales para ensamblar rápidamente las unidades, lo que garantiza que los expositores lleguen a la tienda rápidamente y sin daños estructurales.

El entorno en el que se construye su unidad es caótico, acelerado y completamente implacable con los errores de ingeniería.
Fricción en la línea de meta y compensación de la pinza de freno
Los diseñadores gráficos que trabajan con software de vectores digitales suelen dibujar pestañas y ranuras entrelazadas con el mismo ancho que el panel correspondiente. Parten de la base de que una línea digital en la pantalla se traduce perfectamente a la geometría física, creando un ajuste por fricción impecable. Este enfoque básico no tiene en cuenta el grosor físico, o calibre10, del material plegado una vez que pasa de ser una lámina plana a un objeto tridimensional.
Es un error clásico de principiante enviar una línea de troquelado plana que no tenga los márgenes de curvatura adecuados para un cartón corrugado de 0,12 pulgadas (3 mm) de espesor11.He visto a empacadores frustrados sudar en la línea de montaje, empujando con fuerza una pestaña sobredimensionada en una ranura rígida hasta que se oye el desagradable desgarro de la hoja superior impresa. Lo soluciono utilizando software de diseño paramétrico para aplicar automáticamente algoritmos de compensación de calibre, ampliando las ranuras de recepción para que coincidan con el radio de plegado exacto. Proporcionar esta microholgura adicional garantiza una configuración sin fricción ni desgarros, lo que reduce el tiempo de mano de obra manual en la planta de empaquetado en un estimado del 25 %12 y protege sus gráficos de una manipulación brusca.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ranuras de dibujo con anchos de pestaña idénticos | Agregar compensación de calibre a las ranuras13 | Elimina la fricción forzada durante la configuración |
| Proporcionar manuales de montaje con mucho texto | Suministro de guías visuales al estilo IKEA14 | Acelera la ejecución por parte de los empleados de la tienda |
| Diseño de estantes separados complejos | Utilizando bandejas plegables modulares preencoladas. | Reduce drásticamente el tiempo de ensamblaje del co-empaquetado |
Todo mecanismo de enclavamiento debe diseñarse partiendo de la base de que el operario de montaje está agotado y trabaja con prisas. Si una pestaña de cartón requiere fuerza bruta para encajar correctamente, los cálculos son fundamentalmente erróneos.
🛠️ Oficina de Harvey: ¿Sus troqueles ocultan puntos de fricción estructural que ralentizan su línea de montaje? Envíeme el archivo y permítame corregir los cálculos. 👉 Obtenga una auditoría de fricción de montaje ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo muestran las tiendas minoristas su mercancía?
Conseguir espacio en una gran superficie comercial es muy competitivo. La forma en que su mercancía llega físicamente y se exhibe en la tienda determina el éxito de toda su campaña.
Las tiendas minoristas exhiben sus productos mediante cabeceras de góndola estratégicamente ubicadas, contenedores a lo largo de los pasillos y expositores de piso optimizados para palets de madera fraccionados. Los minoristas imponen normas espaciales estrictas, exigiendo a las marcas que utilicen dimensiones específicas que maximicen la densidad de productos, garantizando al mismo tiempo una navegación segura y una alta visibilidad para el consumidor.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y la mercancía comienza a moverse.
El peligro oculto de los fallos por voladizo de los palets
Los equipos de compras suelen intentar maximizar la densidad de envío ampliando el tamaño de sus cajas maestras para incluir algunas unidades adicionales. Suponen que, siempre que especifiquen un cartón de alta resistencia con una alta clasificación en la prueba de aplastamiento de bordes (ECT)¹⁵, la materia prima protegerá fácilmente los productos durante el transporte. Este peligroso descuido ignora por completo las duras realidades de la distribución dinámica de la carga cuando esas cajas pesadas se apilan en doble fila¹⁶en un entorno de almacén húmedo.
En mi planta, veo con frecuencia que los clientes presentan diseños donde la caja maestra sobresale del palé estándar de la Asociación de Fabricantes de Alimentos (GMA) de 48 × 40 pulgadas (121 × 101 cm)17 por apenas una fracción de pulgada. Cuando coloco estas unidades bajo una máquina de compresión, los resultados son demoledores; dado que una caja de cartón corrugado obtiene hasta el 60 % de su resistencia vertical18 específicamente de sus cuatro esquinas alineadas, cualquier voladizo significa que esas esquinas no soportan ninguna carga. El nivel inferior sin soporte se curva visiblemente hacia afuera y se aplasta catastróficamente bajo el enorme peso superior. Corrijo esto reduciendo matemáticamente la huella de la caja en exactamente 0,5 pulgadas (12,7 mm) dentro del software estructural, lo que garantiza una caja delimitadora sin voladizo. Al aplicar esta estricta tolerancia perimetral, se restablece la resistencia a la compresión de las esquinas, eliminando por completo los daños durante el transporte y evitando grandes cargos por devoluciones en los muelles de recepción de los minoristas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Sobresaliendo de los bordes de los palets de madera | Garantizar un perímetro sin voladizos | Evita el aplastamiento catastrófico de los niveles inferiores |
| Requiere un espacio de visualización completo de 48×40 | Lanzamiento de tamaños fraccionarios de media o cuarta parte | Garantiza un espacio de pasillo altamente competitivo |
| Uso de contenedores abiertos no compatibles | Alinear la veta del cartón verticalmente | Aumenta la fuerza de apilamiento de carga superior dinámica |
Los operarios de carretillas elevadoras del almacén jamás tratarán con delicadeza su mercancía pesada. Es absolutamente imprescindible que sus envíos queden completamente encerrados dentro de los límites de los palés de madera para proteger su inventario contra el aplastamiento catastrófico de la parte inferior
🛠️ Oficina de Harvey: ¿Sabes exactamente cuánta resistencia a la compresión pierden tus cajas maestras si sobresalen 0,5 pulgadas del palé de madera? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de resistencia antes de que malgastes tu presupuesto en producción en masa.
Conclusión
Puedes conseguir el cartón corrugado más grueso del mercado, pero si tus cajas maestras sobresalen del palé de madera aunque sea una fracción de pulgada, la capa inferior sin soporte se aplastará catastróficamente bajo el peso del almacén, aniquilando el margen de beneficio de toda tu campaña. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de arriesgarte con puntos ciegos estructurales y permíteme optimizar personalmente la geometría de tu CAD mediante mi Auditoría Previa a la Producción Gratuita ↗ antes de autorizar la producción en masa.
"Comprender el papel de las interacciones papel-tinta en la… – PMC – NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC10145729/. [Una fuente autorizada sobre ciencia del color o producción de impresión explica cómo la absorción de tinta en sustratos porosos y la salida espectral de la iluminación fluorescente crean desviación de color en pantallas retroiluminadas]. Función de la evidencia: verificación técnica; tipo de fuente: manual técnico o revista de ciencia del color. Apoya: la afirmación de que la impresión física en cartón difiere de los monitores digitales. Nota de alcance: se centra en entornos minoristas. ↩
"CMYK vs. Color directo: ¿Cuál es el mejor proceso? | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Un manual técnico de impresión o guía de sustrato explica cómo la naturaleza porosa del testliner crudo provoca ganancia de punto y absorción de tinta, lo que hace que la mezcla óptica CMYK parezca granulada o apagada]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: la falla mecánica de la mezcla CMYK en cartón crudo. Nota de alcance: limitado a materiales corrugados crudos. ↩
"Psicología del color aplicada al marketing: una visión general", https://appliedpsychologydegree.usc.edu/blog/color-psychology-used-in-marketing-an-overview. [Estudios de psicología del marketing demuestran que los colores planos saturados y de alto contraste aumentan la prominencia visual y la atención del consumidor en comparación con los colores mezclados]. Rol de la evidencia: afirmación fáctica; tipo de fuente: revista revisada por pares. Apoya: la correlación entre el contraste de color y el aumento de las ventas minoristas. Nota de alcance: la efectividad varía según la paleta de colores de la marca. ↩
"CMYK vs. Colores directos en la impresión de envases", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Los manuales de impresión autorizados demuestran que los colores directos proporcionan una cobertura de tinta sólida, evitando los puntos de semitono inherentes a la impresión de proceso CMYK]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria. Apoya: la afirmación de que Pantone evita el grano de semitono. Nota de alcance: específico para activos de marca de alta fidelidad en impresión de gran formato. ↩
"Comprobación de color D50 para artes gráficas | JUST-Normlicht", https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html. [Las normas internacionales definen el D50 como el iluminante estándar de luz diurna para la comunicación y la igualación del color en las artes gráficas para garantizar la consistencia]. Función de evidencia: especificación técnica; tipo de fuente: norma ISO. Apoya: la afirmación de que la luz D50 evita la incongruencia de marca. Nota de alcance: Norma para colorimetría profesional y preimpresión. ↩
"¿Por qué los minoristas colocan los productos a la altura de los ojos? – PopDisplay", https://popdisplay.me/why-do-retailers-place-products-at-eye-level/. [La investigación sobre ergonomía en el comercio minorista y comportamiento del consumidor identifica una altura vertical de alrededor de 50 pulgadas como la "zona de impacto" óptima para la visibilidad promedio a la altura de los ojos humanos]. Rol de la evidencia: evidencia empírica; tipo de fuente: estudio de diseño minorista. Apoya: la afirmación de que esta altura aumenta la interacción visual. Nota de alcance: puede variar ligeramente según la altura del grupo demográfico objetivo. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [La documentación técnica sobre la unión adhesiva explicaría cómo la absorción de humedad en sustratos porosos provoca expansión diferencial y deformación en tableros laminados litográficos]. Función de la evidencia: Mecanismo técnico; tipo de fuente: Guía de embalaje industrial. Apoya: La causa de la deformación en expositores de cartón ondulado para tiendas. Nota de alcance: Limitado a la interacción entre adhesivos y humedad atmosférica. ↩
"[PDF] Torsión del cartón ondulado: causas y soluciones – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. [La literatura científica sobre la interacción adhesivo-sustrato explica cómo la evaporación del agua de los adhesivos de PVA crea una tensión que deforma las fibras del papel]. Función de la evidencia: Verificación técnica; tipo de fuente: Revista de ciencia de los materiales. Apoya: El mecanismo físico de la deformación inducida por el adhesivo. Nota de alcance: Se aplica específicamente a adhesivos a base de agua en materiales celulósicos. ↩
"Cómo elegir el mejor pegamento PVA para proyectos de carpintería", https://woodworkersinstitute.com/workshop-adhesive-guide/. [Los estándares de la industria para la fabricación de tableros recomiendan aplicar presión constante durante el período de curado para neutralizar las fuerzas de contracción del PVA]. Función de la evidencia: Validación del proceso; tipo de fuente: Guía técnica de fabricación. Apoya: La validez del protocolo de peso de curado. Nota de alcance: La efectividad depende del área de superficie y del volumen de adhesivo. ↩
"Servicios de diseño de embalaje estructural – International Paper", https://www.internationalpaper.com/services/structural-design. [Las normas industriales para embalaje estructural y las guías de diseño de cartón ondulado especifican que el espesor del material, o calibre, requiere tolerancias en las dimensiones de las ranuras para garantizar un ensamblaje funcional]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la razón técnica por la que los diseños digitales de ancho exacto fallan en el ensamblaje físico. Nota de alcance: se aplica a cartón plegado y materiales ondulados. ↩
"Cálculo de la tolerancia de doblez y la deducción de doblez (+ fórmulas)", https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOoqXzp68CXknanh1XqNPBOxoU2LcOBRlzB_hY9T-6nkYRQwXBPRm. [Las directrices técnicas de embalaje detallan las tolerancias de doblez necesarias para espesores específicos de cartón corrugado para evitar la tensión y el desgarro del material]. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: Requisito de tolerancias de doblez. Nota de alcance: Específico para espesor de 3 mm. ↩
"Procedimientos de inspección e instalación de la pinza de freno de disco", https://www.underhoodservice.com/diagnostic-solutions-disc-brake-caliper-inspection-and-installation-procedures/. [Los datos de ingeniería industrial sobre el ensamblaje del embalaje demuestran cómo los ajustes de precisión de la línea de troquelado reducen la fricción del ensamblaje y las horas totales de mano de obra]. Función de la evidencia: respaldo cuantitativo; tipo de fuente: documento técnico de la industria. Respalda: Afirmación de reducción de mano de obra. Nota de alcance: Basado en métricas promedio de eficiencia del co-empacador. ↩
"El pensamiento detrás de la gestión del calibre – Paper 360", https://paper360.tappi.org/2022/08/12/the-thought-behind-managing-caliper/. [Las directrices técnicas en ingeniería de embalaje explican cómo el ajuste del ancho de las ranuras para tener en cuenta el grosor del material (calibre) previene la tensión estructural y la fricción forzada durante el ensamblaje]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: eliminación de la fricción forzada. Nota de alcance: específico para cartón corrugado y sustratos de paredes gruesas. ↩
"Impacto de la dificultad de las instrucciones de trabajo en la carga cognitiva y operativa…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11958653/. [Estudios sobre diseño instruccional indican que las guías sin texto, basadas en imágenes, reducen la carga cognitiva y disminuyen el tiempo de ensamblaje en comparación con los manuales con mucho texto]. Rol de la evidencia: estudio empírico; tipo de fuente: revista académica. Apoya: ejecución más rápida por parte de los empleados de tienda. Nota de alcance: Más eficaz para tareas manuales repetitivas. ↩
"Prueba de aplastamiento de bordes: por qué es importante para el embalaje de cartón ondulado", https://www.ernestpackaging.com/buzz/packaging-technology/importance-of-edge-crush-test-for-corrugated-packaging/. [Los estándares de la industria para el embalaje de cartón ondulado definen la prueba de aplastamiento de bordes (ECT) como la métrica principal para determinar la resistencia al apilamiento de las cajas]. Función de la evidencia: definición técnica; tipo de fuente: estándar de la industria. Apoya: el uso de ECT para la evaluación de la resistencia. Nota de alcance: limitado al cartón ondulado. ↩
"[PDF] CRITERIOS DE RESISTENCIA Y VIDA ÚTIL PARA CARTÓN CORRUGADO…", https://www.fpl.fs.usda.gov/documnts/pdf1997/urban97c.pdf. [Estudios de ingeniería demuestran que la humedad ambiental y las fuerzas dinámicas degradan significativamente la capacidad de carga efectiva de las cajas de cartón corrugado apiladas doblemente]. Función de la evidencia: validación técnica; tipo de fuente: estudio académico. Apoya: el riesgo de colapso en entornos de almacén húmedos. Nota de alcance: centrado en materiales corrugados. ↩
"Palets GMA de 48×40" | El mayor fabricante y proveedor de palets", https://www.palletone.com/products/gma-pallets/. [Las especificaciones de la industria de GMA confirmarían las dimensiones estándar de la base para palets minoristas norteamericanos]. Función de la evidencia: verificación de hechos; tipo de fuente: estándar de la industria; apoya: la medición de referencia para calcular el voladizo del palet. Nota de alcance: aplicable principalmente a la logística norteamericana. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Un estudio de ingeniería sobre embalajes de cartón corrugado cuantificaría la distribución de la carga de compresión, confirmando que las esquinas proporcionan la mayor parte de la resistencia vertical]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería; Apoya: el impacto del voladizo del palé en la resistencia de la caja. Nota de alcance: los porcentajes específicos pueden variar según el grado del material. ↩



