
Los contenedores de venta al por menor requieren materiales que resistan un alto tránsito peatonal y grandes cargas desde arriba. Elegir el material incorrecto inevitablemente conlleva mercancía aplastada y la furia de los gerentes de las tiendas.
Entre los materiales disponibles para los expositores de venta al por menor se incluyen el cartón ondulado, el aglomerado rígido, el acrílico y la madera. Sin embargo, el cartón ondulado de alta calidad domina el mercado debido a su inigualable rentabilidad y a su capacidad de embalaje plano, lo que permite a las marcas lanzar campañas promocionales de gran impacto sin incurrir en los elevados costes de transporte asociados a los plásticos permanentes.
Cuando se pasa de instalaciones fijas de alta gama a lanzamientos promocionales de alta velocidad, la logística cambia por completo.
¿De qué materiales están hechos los contenedores?
Identificar el material adecuado es crucial para la supervivencia de toda la cadena de suministro.
Los contenedores están fabricados principalmente con cartón ondulado microcanalado, cartón compacto y plásticos termoformados. El cartón ondulado sigue siendo el estándar de la industria, ya que su canal interno arqueado dispersa mecánicamente el impacto cinético, proporcionando una gran resistencia a la compresión vertical y, al mismo tiempo, siendo totalmente reciclable en los contenedores de reciclaje, cumpliendo así con las estrictas normas medioambientales.

Comprender las categorías básicas de materiales es solo el primer paso; la verdadera prueba llega cuando esos materiales soportan las vibraciones del transporte de mercancías.
La trampa de sustrato sin estrías
Cuando audito las líneas de troquelado de los clientes, veo constantemente que los equipos de compras intentan ampliar los diseños de cartón sólido ligero a bandejas más pesadas listas para la venta minorista para ahorrar costos iniciales de material. Asumen que la densidad bruta de un cartón sólido grueso equivale a la capacidad de carga dinámica. Esta es una suposición fatal porque los sustratos sin acanaladura carecen de los arcos internos en forma de onda que se encuentran en el cartón corrugado, lo que significa que no tienen ningún mecanismo mecánico para dispersar dinámicamente el choque cinético1.
En mis instalaciones, veo con frecuencia cómo este trabajo teórico de escritorio provoca que la realidad física se rompa en la planta de pruebas. Durante una simulación de vibración de ISTA (Asociación Internacional de Tránsito Seguro), observé cómo un contenedor de cartón denso y sólido se deformaba completamente hacia afuera bajo una carga superior de 85 kg (187,5 lbs) porque la densidad estática del material no puede reemplazar el desplazamiento geométrico de la carga².Inmediatamente modifiqué la lista de materiales del cliente a un cartón corrugado ligero de flauta E. La geometría arqueada interna absorbió de forma segura la energía cinética³,manteniendo el contenedor perfectamente cuadrado sin aumentar el presupuesto de materia prima. Esto significó que pude colocar 12 unidades más por palé, eliminando por completo la deformación de la base que habría provocado el rechazo inmediato del minorista y semanas de costosos retrabajos manuales.
| Métrico | Tablero de partículas sólido | Flauta E corrugada |
|---|---|---|
| Absorción de impactos | Cerca de cero4 | Alto desplazamiento5 |
| Peso de la mercancía | Extremadamente pesado | Perfil ligero |
| Relación costo-reforzamiento | Altamente ineficiente | Optimizado matemáticamente6 |
Jamás permito que los equipos de compras arriesguen la integridad estructural de sus contenedores de gran peso utilizando sustratos planos. La actualización a un acanalado de ingeniería garantiza que su campaña supere sin problemas las dificultades del transporte.
🛠️ Harvey's Desk: ¿Están sus pesadas bandejas de caja reduciendo significativamente su retorno de inversión en envíos incluso antes de que lleguen a la tienda? 👉 Solicite una auditoría de densidad de carga ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
¿Cuáles son los componentes de un expositor de tienda minorista?
Un comerciante minorista no es un monolito único. Es un ecosistema altamente integrado de componentes interconectados.
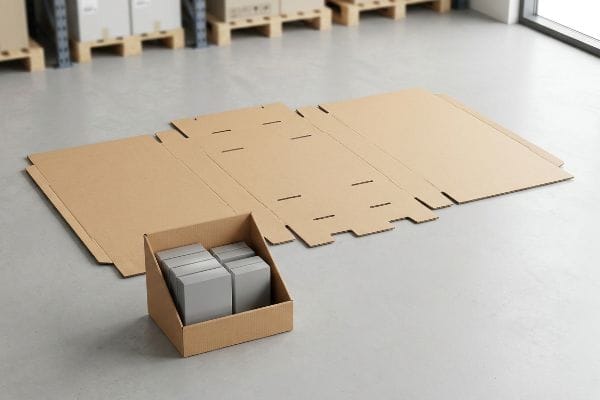
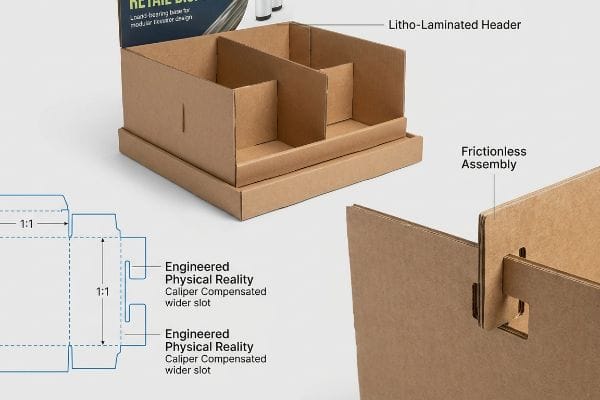
Los componentes de un expositor de tienda minorista incluyen una base portante, separadores modulares internos, pestañas de sujeción, lengüetas estructurales entrelazadas y cabeceras gráficas laminadas litográficamente. Estos elementos físicos, bien diferenciados, deben encajar a la perfección utilizando tolerancias geométricas precisas para garantizar la estabilidad estructural, un montaje sin fricción y la máxima visibilidad del producto para el cliente.
Si bien enumerar las piezas es sencillo, obligar a un papel plano a doblarse y encajar para formar una estructura tridimensional genera una fuerte fricción mecánica.
Cambio de la línea de troquelado de compensación de la pinza
Cuando reviso los datos CAD (Diseño Asistido por Computadora) entrantes, constantemente detecto una trampa sistémica específica: una línea de troquelado vectorial plana que ignora por completo el grosor del cartón corrugado. Incluso los diseñadores veteranos suelen crear pestañas entrelazadas y ranuras de plegado en el software digital con el mismo ancho que el panel correspondiente. No calculan el calibre físico del tablero plegado, ignorando por completo que cuando un panel de 3 mm (0,11 pulgadas) de espesor se pliega 90 grados7, consume material.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando realizamos prototipos físicos de preproducción. Cuando la ranura de recepción no se ensancha para compensar el radio exterior del pliegue, los componentes físicos se bloquean agresivamente, y veo cómo los operarios de montaje desgarran la lámina superior impresa al intentar forzar las piezas para que encajen. Mis veinte años de experiencia en la planta me enseñaron a interceptar estos archivos y reconstruir por completo las ranuras estructurales utilizando tolerancias de doblado paramétricas. Al ensanchar las ranuras para que se ajusten específicamente al radio físico de un tablero de flauta B⁸,rompo el bloqueo por fricción. Al aplicar esta tolerancia de 2,4 mm (0,09 pulgadas)⁹, garantizo que el tiempo de montaje del coempaquetado se reduzca en 42 segundos por unidad, lo que ahorra a los clientes costes laborales significativos y evita por completo el desgarro estético.
| Restricción de componente | Línea de troquelado digital genérica | Realidad física diseñada |
|---|---|---|
| Ranuras plegables | Relación de ancho 1:1 | Compensación de calibre10 |
| Pestañas entrelazadas | Fricción superficial severa11 | Ensamblaje sin fricción |
| Mano de obra de ensamblaje | Alto recargo por horas extras | Costo base reducido |
Me niego a que los planos digitales dicten las realidades físicas en 3D en mi planta de producción. La inclusión de tolerancias matemáticas para la curvatura garantiza que los componentes de la pantalla encajen perfectamente.
🛠️ Harvey's Desk: ¿Su diseño actual de expositor de mostrador corre el riesgo de romperse debido a la fricción durante el montaje? 👉 Solicite una auditoría estructural de troquelado ↗ — 100 % confidencial. Sus diseños de venta al por menor aún no lanzados están a salvo conmigo.
¿Cuál es el mejor material para un contenedor de basura?
Determinar el sustrato óptimo requiere equilibrar las exigencias medioambientales con las leyes físicas fundamentales.
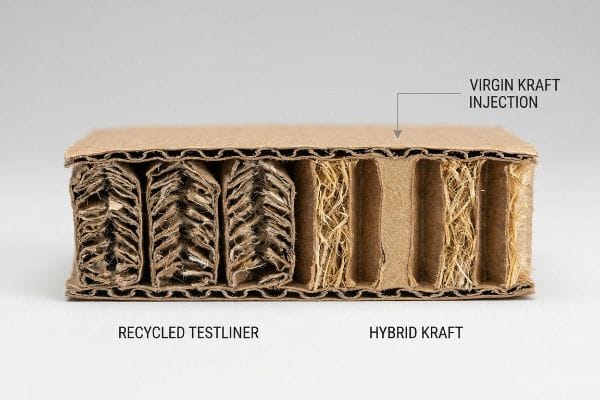
Los mejores materiales para contenedores utilizan una estructura híbrida de cartón corrugado con una proporción precisa de fibras kraft vírgenes inyectadas en las acanaladuras de soporte de carga. Esta combinación estratégica proporciona la enorme resistencia a la compresión vertical necesaria para soportar el transporte marítimo, al tiempo que cumple con las estrictas cuotas de sostenibilidad de las grandes superficies comerciales.
Seleccionar este material híbrido óptimo es absolutamente necesario para establecer la base estructural antes de que comience cualquier ingeniería compleja.
La mecánica de ingeniería detrás del agotamiento de las fibras
Al evaluar el mejor material para contenedores de venta minorista de alta capacidad, es absolutamente necesario comprender la realidad mecánica microscópica del proceso de repulpado de papel. Muchos equipos asumen que el testliner totalmente reciclado posee la misma integridad física que el cartón nuevo. Sin embargo, las fibras de celulosa se acortan físicamente y se agotan estructuralmente después de cinco a siete ciclos de reciclaje12.Cuando estas fibras cortas y sobre-recicladas se someten a una gran tensión de carga útil durante una prueba de aplastamiento de bordes TAPPI T81113, las ondulaciones internas carecen de la rigidez necesaria y colapsan bajo presión.
Para establecer una base estructural permanente, recurro a una arquitectura de materiales híbridos. Al inyectar una proporción precisa de material kraft virgen, largo y sin agotar, directamente en el núcleo acanalado14, restauramos instantáneamente la resistencia a la compresión dinámica necesaria para aplicaciones de venta minorista de alta exigencia. Esto actúa como una red de amortiguación mecánica, reforzando el contenedor contra las fuerzas de corte laterales y las vibraciones multiaxiales15 que se producen durante el transporte. Esta mezcla exacta de materiales garantiza que la geometría física logre salvar la brecha entre la sostenibilidad ambiental teórica y la supervivencia de la cadena de suministro en el mundo real, asegurando que el producto llegue en perfectas condiciones sin infringir las normativas de reciclaje de la empresa.
| Propiedad del material | Línea de prueba totalmente reciclada | Kraft virgen híbrido |
|---|---|---|
| Longitud de la fibra | Corto y agotado16 | Largo y resistente |
| Límite de compresión | Umbral de fallo bajo17 | Alta capacidad dinámica18 |
| Sostenibilidad | Totalmente reciclado | Mezcla regulada conforme |
Diseño cada contenedor de alta capacidad utilizando esta precisa composición química de la fibra. Equilibrar la resistencia del material virgen con las capas recicladas es la única forma matemática de lograr una capacidad de carga útil fiable.
🛠️ Harvey's Desk: ¿Sus proveedores de productos ecológicos sufren en secreto de agotamiento de fibras microscópicas antes del envío? 👉 Obtenga una evaluación de referencia de materiales ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Cómo crear un expositor para una tienda?
Transformar un concepto plano en un expositor físico exige una sincronización absoluta entre los archivos digitales y la maquinaria industrial.
La creación de un expositor para puntos de venta requiere convertir ilustraciones digitales planas en comandos vectoriales precisos de colores planos, que guían directamente las mesas de corte automatizadas y las prensas de impresión litográfica. Este proceso de fabricación altamente sincronizado transforma las láminas de cartón corrugado en expositores con pliegues precisos y una estructura sólida, capaces de soportar grandes cantidades de mercancía.

La diferencia entre una representación visualmente atractiva y un contenedor funcional está determinada enteramente por el lenguaje de máquina de la preimpresión.
El comando de herramientas de color directo
Al auditar los archivos de producción entrantes, me encuentro habitualmente con una trampa sistemática de preimpresión: las agencias de diseño envían troqueles con líneas negras estándar CMYK (cian, magenta, amarillo, clave) para indicar dónde se debe cortar o doblar la pantalla. Dan por sentado que las mesas de corte CAD automatizadas y las grabadoras láser de troqueles pueden leer visualmente la tinta digital estándar. Esto es un completo error de comprensión de la maquinaria de fabricación; las cortadoras industriales leen los nombres de los colores directos asignados a los trazos vectoriales¹⁹,no las capas visuales ópticas.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando un archivo llega a mi software RIP (Procesador de Imágenes Ráster) de preimpresión. Como el archivo usa negro estándar, la máquina fusiona las líneas de corte directamente en la capa de la ilustración, lo que resulta en un cartón impreso con contornos negros visibles pero sin cortes físicos de las cuchillas CNC (Control Numérico por Computadora). Inmediatamente intercepto estos archivos, separo las capas y convierto matemáticamente los trazos en colores directos mecánicos20.Una vez que el equipo de compras me permitió aplicar estrictamente este protocolo de preimpresión digital, la maquinaria se acopló perfectamente al sustrato corrugado. Al aplicar esta regla de color directo, me aseguro de que las trayectorias estructurales se mapeen sin problemas a los cabezales de corte, eliminando por completo los cortes erróneos y reduciendo el desperdicio de la máquina mecánica en un estimado del 14 %21, protegiendo directamente el presupuesto de material del cliente.
| Configuración vectorial de la línea de troquelado | Trazos negros CMYK | Colores directos mecánicos |
|---|---|---|
| Lectura de máquina | Fusionado con la obra de arte | Control directo de la hoja22 |
| Residuos de producción | Alto índice de desmembramiento23 | Desperdicio casi nulo24 |
| Precisión de corte | Totalmente inexistente | Ejecución impecable |
Elimino las capas visuales imprecisas y las reemplazo con comandos de máquina absolutos. La fabricación de precisión solo se logra cuando el archivo digital habla el lenguaje exacto del acero.
🛠️ Harvey's Desk: ¿Los errores ocultos en el troquelado están aumentando en secreto los plazos de producción y el desperdicio de material? 👉 Solicita una auditoría de archivos de preimpresión ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Para superar las exigencias del sector minorista se necesita mucho más que cartón común; se requiere una compensación de calibre precisa, una composición química de fibra resistente y comandos de maquinaria exactos para evitar que sus contenedores de alta resistencia se deformen por la vibración del transporte. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Permítame analizar personalmente sus archivos estructurales con mi Auditoría Gratuita de Densidad y Tolerancia de Transporte B2B ↗ para garantizar que su próxima campaña promocional llegue sin problemas a los estantes.
"Resistencia a la compresión de paquetes de cartón corrugado con…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Una fuente de ciencia de materiales o ingeniería estructural que explica cómo el acanalado en el cartón corrugado crea un mecanismo de arco para absorber y dispersar la energía cinética, de la que carecen los sustratos sólidos. Función de la evidencia: Verificación técnica; tipo de fuente: Libro de texto de ingeniería o estudio de materiales. Apoya: La afirmación de que los sustratos sin acanalar no pueden dispersar el choque cinético. Nota de alcance: Se aplica específicamente a la carga dinámica frente a la compresión estática. ↩
"Análisis simplificado de la resistencia dinámica del embalaje de cartón...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/. Explicación técnica de por qué la geometría estructural (como el acanalado) proporciona una resistencia a la compresión vertical superior en comparación con la densidad del material por sí sola en el embalaje. Función de la evidencia: Justificación teórica; tipo de fuente: Libro de texto de ciencia de los materiales o ingeniería de embalaje. Apoya: La falla técnica del cartón sólido bajo carga superior. Nota de alcance: Se aplica específicamente a la capacidad de carga vertical. ↩
"Estudio sobre las características de absorción de energía del cartón ondulado recto…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11840120/. Análisis de cómo la estructura arqueada del cartón ondulado distribuye la tensión mecánica y absorbe la energía de impacto durante el transporte. Función de la evidencia: Verificación del mecanismo; tipo de fuente: Documento técnico o norma técnica. Apoya: Los beneficios de rendimiento del cartón ondulado de flauta E. Nota de alcance: Limitado a la física de los sustratos ondulados. ↩
"Cartón ondulado vs. aglomerado: diferencias y usos", https://www.americanpaper.com/PackagingSolutions/CorrugatedVsChipboard. Comparación técnica de las capacidades de absorción de energía entre sustratos sólidos y ondulados. Función de la evidencia: validación técnica; tipo de fuente: datos de ciencia de materiales. Apoya: baja absorción de impactos del aglomerado sólido. Nota de alcance: centrado en la resistencia al impacto. ↩
"[PDF] Investigación de las propiedades mecánicas del embalaje de cartón…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Análisis del efecto de amortiguación proporcionado por el acanalado en cartón ondulado de flauta E. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería de embalaje. Soportes: absorción de impactos de alto desplazamiento. Nota de alcance: específico para sustratos acanalados. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Evaluación de ingeniería de las relaciones resistencia-peso y costo-resistencia para sustratos corrugados. Función de la evidencia: validación técnica; tipo de fuente: artículo de ingeniería estructural. Apoyos: optimización de la flauta E para resistencia y costo. Nota de alcance: se refiere a la eficiencia estructural. ↩
"[PDF] Especificaciones para cartón corrugado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Las normas técnicas de embalaje explican que el grosor del material (calibre) provoca un consumo lineal de material durante un plegado de 90 grados. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la física del consumo de material durante el plegado. Nota de alcance: se aplica específicamente a sustratos corrugados. ↩
"Determinación analítica de la rigidez a la flexión de un tablero de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Breve explicación de cómo el espesor y la geometría de la acanaladura del tablero de acanaladura B requieren un ensanchamiento específico de la ranura para acomodar el radio de plegado. Función de la evidencia: principio geométrico; tipo de fuente: guía de diseño estructural. Apoyos: la necesidad de ajustar las ranuras al espesor físico del material. Nota de alcance: específico para el cartón corrugado. ↩
"[PDF] Especificaciones de cartón corrugado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Breve explicación de cómo las normas de ingeniería de embalaje para el espesor del cartón de flauta B justifican tolerancias específicas de compensación de calibre. Función de evidencia: especificación técnica; tipo de fuente: manual de diseño de embalaje. Apoya: la medición específica para el ensanchamiento de ranuras. Nota de alcance: Aplicable a materiales de cartón corrugado de flauta B estándar. ↩
"Diseño de embalaje estructural: elementos clave y proceso – Arkay", https://www.arkay.com/resources/structural-packaging-design. Fuente autorizada en ingeniería de embalaje que explica cómo el grosor del material (calibre) requiere ajustes de compensación específicos en las líneas de troquelado para garantizar un plegado y ajuste adecuados. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de compensación de calibre para el ensamblaje físico. Nota de alcance: se aplica específicamente a materiales de cartón corrugado y cartón grueso .
"Guía de diseño estructural de envases de papel", https://greendotpackaging.com/paper-packaging-structural-design-guide/. Documentación de diseño industrial que detalla cómo las tolerancias imprecisas de las pestañas en las troqueladoras genéricas provocan una fricción excesiva y fallos de montaje durante la preparación en tienda. Función de la evidencia: validación técnica; tipo de fuente: norma de diseño. Apoya: la afirmación de que las pestañas no diseñadas dificultan el montaje. Nota de alcance: se centra en componentes de cartón entrelazados. ↩
"Degradación de derivados de celulosa en laboratorio, en condiciones artificiales y…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9277587/. Investigación empírica sobre el número de ciclos de repulpado que provocan un acortamiento significativo de la fibra de celulosa y una pérdida de resistencia. Función de la evidencia: Validación técnica; tipo de fuente: Revista de ciencia de materiales. Apoya: Umbral específico de agotamiento de la fibra. Nota de alcance: Los umbrales pueden variar según la fuente de la fibra. ↩
"Métodos de ensayo de aplastamiento de bordes y modelado de compresión de cajas, TAPPI…", https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/. Normas técnicas oficiales para el Ensayo de Aplastamiento de Bordes (ECT) para medir la resistencia a la compresión vertical del cartón ondulado. Función de evidencia: Verificación de procedimiento; tipo de fuente: Norma industrial. Apoyos: Aplicación de ensayos de tensión mecánica estándar. Nota de alcance: Específico para materiales ondulados. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Análisis técnico de cómo las fibras kraft vírgenes mejoran la capacidad de carga vertical y la resistencia a la compresión dinámica del cartón ondulado. Función de la evidencia: validación técnica; tipo de fuente: estudio de ciencia de materiales. Apoya: el uso de kraft virgen en el ondulado para la integridad estructural. Nota de alcance: centrado en arquitecturas de cartón ondulado. ↩
"[PDF] Embalaje de cartón corrugado con diseño innovador para una mayor durabilidad…", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2026/01/BioRes_21_1_2229_Tworzydlo_PSMPGG_Corrugated_Packaging_Design_Durability_Transport_25399.pdf. Datos empíricos sobre la respuesta mecánica de estructuras de cartón corrugado híbridas a las tensiones y vibraciones inducidas por el transporte. Función de la evidencia: verificación del rendimiento físico; tipo de fuente: artículo revisado por pares de ingeniería de embalaje. Apoya: la eficacia de la mezcla de materiales para resistir el corte. Nota de alcance: se aplica a condiciones de tránsito marítimo y terrestre. ↩
"El impacto del reciclaje mecánico en la fibra lignocelulósica… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC11945113/. Fuentes autorizadas de ciencia de materiales explican cómo los procesos repetidos de reciclaje acortan las fibras de celulosa, lo que lleva al agotamiento de la fibra. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: degradación física de las fibras recicladas. Nota de alcance: se aplica al pulpeo mecánico estándar. ↩
"[PDF] Un examen comparativo de las propiedades físicas del reciclado…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. Los datos de análisis estructural del cartón corrugado demuestran que las fibras más cortas en los revestimientos reciclados dan como resultado una menor resistencia al pandeo. Función de la evidencia: métrica de rendimiento; tipo de fuente: revista revisada por pares. Apoyos: diferencias en el límite de compresión. Nota de alcance: depende del GSM y del perfil de la ondulación. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Las especificaciones técnicas para fibras kraft vírgenes resaltan su resistencia a la tracción y elasticidad superiores bajo cargas dinámicas. Función de la evidencia: métrica de rendimiento; tipo de fuente: estándar de la industria. Apoya: capacidad de carga de revestimientos híbridos. Nota de alcance: comparación con alternativas 100 % recicladas. ↩
"Directrices gráficas – DeLine Box and Display", https://www.delinebox.com/graphic-guidelines/ . La documentación técnica de los fabricantes de software y equipos CAD/CAM especifica que las herramientas de corte automatizadas identifican las trayectorias de las herramientas mediante colores directos con nombre, en lugar de valores RGB o CMYK . Función de evidencia: validación técnica; tipo de fuente: manual del equipo o estándar industrial. Apoya: el requisito técnico de color directo en la fabricación. Nota de alcance: Se aplica a los sistemas estándar de corte CNC y láser utilizados en embalajes de cartón ondulado.
"Guía del proceso completo de preimpresión de envases – Esko", https://www.esko.com/en/blog/a-guide-to-the-full-packaging-prepress-process. La documentación técnica para sistemas de corte CNC especifica el uso de colores directos únicos para activar acciones específicas de la herramienta (corte, hendido, perforación) en lugar de impresión. Función de evidencia: verificación técnica; tipo de fuente: manual del equipo. Apoya: la necesidad de colores directos para trayectorias mecánicas. Nota de alcance: se aplica al corte industrial basado en vectores. ↩
"Cuándo usar tintas planas en el diseño de su embalaje – PopDisplay", https://popdisplay.me/when-to-use-spot-color-in-your-packaging-design. Un estudio de caso técnico o un informe de fabricación proporciona datos cuantitativos sobre cómo la automatización de la preimpresión y las herramientas de tinta plana reducen el desperdicio de material en los embalajes de cartón ondulado. Función de la evidencia: validación cuantitativa; tipo de fuente: informe de la industria. Respalda: la afirmación de reducción de residuos del 14 %. Nota de alcance: los resultados pueden variar según la instalación. ↩
"Mapeo de color directo a herramienta de corte – PrintFactory", https://support.printfactory.cloud/portal/en/kb/articles/map-spot-color-to-cut-tool. Verificación de que las máquinas de corte digital utilizan designaciones de color directo específicas para activar acciones automatizadas de la herramienta de corte. Función de evidencia: especificación técnica; tipo de fuente: documentación del fabricante. Admite: el uso de colores directos para comandos de máquina. Nota de alcance: aplicable a plotters CNC y cortadoras digitales. ↩
"¿Qué sucede si por error dejo activado el color directo cuando quiero…?", https://community.adobe.com/questions-652/what-happens-if-by-mistake-left-spot-color-activated-when-i-want-to-print-in-cmyk-808607. Comparación de las tasas de error y los fallos de registro al usar trazos CMYK estándar frente a trazados de color directo dedicados en flujos de trabajo de impresión y corte. Función de la evidencia: métrica de rendimiento; tipo de fuente: guía de producción. Apoya: aumento del desperdicio por identificación incorrecta de la línea. Nota de alcance: depende de las capacidades del software de registro de la máquina. ↩
"Comprendiendo los colores directos (y su función en la impresión digital)", https://www.mohawkconnects.com/article/mohawk-blog/understanding-spot-colors-and-their-role-digital-printing. Análisis del rendimiento del material y la reducción de residuos al utilizar trayectorias de herramientas de precisión definidas por colores directos para eliminar errores de alineación manual. Función de la evidencia: métrica de eficiencia; tipo de fuente: estudio de ingeniería industrial. Apoya: reducción de residuos mediante comandos precisos de la máquina. Nota de alcance: se refiere específicamente a los residuos de corte incorrecto en lugar de a los desechos esqueléticos. ↩



