
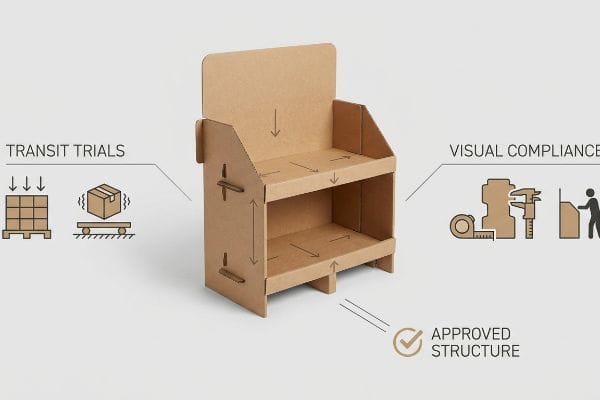
Los minoristas no aceptan estructuras de exhibición a ciegas. Antes de que cualquier campaña llegue a las tiendas, los expositores de cartón ondulado deben superar rigurosas auditorías de cumplimiento y pruebas físicas de transporte.
Para analizar los tipos de pruebas ISA (Evaluación en Tienda), es necesario comprender tanto las pruebas de tránsito físico como las auditorías de cumplimiento visual. Estos exámenes estructurales garantizan que los expositores de cartón corrugado resistan el apilamiento de palés pesados, cumplan con los estrictos límites dimensionales de la tienda y fomenten eficazmente la interacción con el consumidor sin ceder ante la fricción constante del uso diario.
Superar estas evaluaciones permite diferenciar los embalajes de alta ingeniería de las cajas de cartón genéricas que provocan cuantiosas devoluciones de cargo por parte de los minoristas.
¿Cuál es la ISA más común?
Cuando los equipos de compras de las grandes superficies comerciales exigen una auditoría estructural, casi siempre buscan pruebas de que la infraestructura pueda sobrevivir al tránsito.
El protocolo ISA más común es la evaluación física de caídas y vibraciones, basada en gran medida en los estándares ISTA (International Safe Transit Association) 3A. Este método de evaluación específico valida que los expositores de cartón corrugado empaquetados en plano pueden soportar entornos de transporte con múltiples contactos sin sufrir aplastamientos catastróficos en las esquinas ni delaminación estructural interna.

Para pasar del diseño teórico a la logística del mundo real, es necesario superar precisamente este umbral físico.
La mecánica de ingeniería detrás de las evaluaciones de transporte público
Para superar una rigurosa evaluación de tránsito, un expositor de cartón corrugado debe actuar como amortiguador cinético. Las ondulaciones verticales del cartón deben mantener una rigidez estructural absoluta bajo cargas estáticas con el centro de gravedad demasiado alto, a la vez que se flexionan lo suficiente para absorber la energía de impactos repentinos durante el transporte. Si la clasificación ECT (Edge Crush Test) no coincide con el espacio vacío interno de la caja maestra, las ondas de choque absorbidas se transfieren directamente a la lámina superior impresa, provocando una delaminación inmediata.
Siempre les aconsejo a los nuevos gerentes de producto que comprender la física de una prueba de caída es el primer paso obligatorio antes de seleccionar cualquier tipo de cartón. Cuando un contenedor de 40HQ se enfrenta a la turbulencia del océano, o un transportista de carga parcial (LTL) frena bruscamente, las fuerzas G resultantes multiplican el peso físico del expositor. Calculamos esta distribución dinámica de la carga para asegurar que los niveles base del expositor no se rompan bajo su propia masa amplificada. Al determinar los coeficientes de fricción y los ángulos de impacto específicos requeridos por el protocolo de prueba¹,me aseguro de que el troquelado final posea intrínsecamente la resistencia necesaria para superar la auditoría sin problemas.
| Métrica de evaluación | Expectativa genérica | Punto de referencia de ingeniería |
|---|---|---|
| Altura de impacto de caída | 12 pulgadas (30,48 cm) | 18 pulgadas (45,72 cm)2 |
| Frecuencia de vibración | Controles visuales aleatorios | Barrido rotatorio de 1 hora3 |
| Retención por compresión | carga estática de 24 horas | oleaje dinámico de 72 horas4 |
Diseño cada estructura base específicamente para superar estos protocolos de caída, ya que reemplazar la mercancía dañada siempre cuesta mucho más que una pequeña mejora de materiales. La supervivencia del transporte es el único indicador que garantiza el lanzamiento de tu campaña.
🛠️ Harvey's Desk: ¿Están sus pesadas bandejas de caja reduciendo significativamente su retorno de inversión en envíos incluso antes de que lleguen a la tienda? 👉 Solicite su auditoría gratuita de densidad de flete ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
¿Es difícil el examen ISA?
Los minoristas no califican con indulgencia. Si no supera la evaluación estructural física, todo el contenedor será rechazado en el muelle de recepción.
Sí. El examen ISA exige una resistencia física extrema porque los minoristas de tiendas mayoristas aplican estrictamente cargas dinámicas mínimas masivas. Los expositores deben soportar miles de libras simultáneamente y permanecer totalmente accesibles para los clientes, lo que crea puntos de tensión estructurales severos que destruyen fácilmente los materiales de embalaje genéricos y no diseñados específicamente para ello.

Una estructura acrílica permanente podría soportar fácilmente este peso, pero una campaña de venta minorista de 12 semanas convierte los materiales permanentes en una enorme trampa financiera, lo que obliga a las marcas a volver a las soluciones de cartón corrugado de alto rendimiento.
La realidad de la carga dinámica de 2500 libras
Cuando reviso los troqueles de mis clientes, veo constantemente bases de cartón corrugado de pared simple estándar diseñadas para soportar palés pesados de productos de consumo duraderos. Las marcas asumen que, dado que el artículo se coloca sobre un palé de madera, el cartón solo actúa como una capa protectora. En realidad, los modernos expositores de mostrador someten el cartón a una enorme presión localizadadebido a que los compradores se apoyan en las bandejas, lo que provoca desgarros estructurales inmediatos.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando los equipos de compras envían archivos planos CAD (Diseño Asistido por Computadora) que ignoran por completo la alineación vertical de las ranuras. Dibujan un hermoso diseño de ventana abierta para permitir el acceso del comprador, sin saberlo, cortando justo a través de los pilares principales de soporte de carga del exhibidor. Durante mis pruebas iniciales de preproducción BCT (Prueba de Compresión de Caja), ese punto ciego arquitectónico específico siempre falla violentamente. Cuando aplico la prensa hidráulica para simular una paleta de doble apilamiento, el tablero genérico 32ECT registra una cesión repentina a solo 187.5 lbs6 (85 kg), arqueándose visualmente hacia afuera antes de que todo el nivel inferior colapse. Mis veinte años en la planta me enseñaron que no se pueden burlar los límites de peso de las tiendas mayoristas. Inmediatamente cambio la especificación del material, reemplazando la materia prima por una estructura de doble pared de kraft virgen y girando la dirección de la fibra estrictamente vertical para reforzar los soportes con ventana. Al mejorar la densidad de este núcleo específico, garantizo que la unidad cumple con el estricto requisito de 2500 libras (1133,98 kg) de las tiendas de clubes7, eliminando por completo el riesgo de un rechazo total por parte de los minoristas y evitando que el cliente envíe contenedores de 40HQ llenos de inventario muerto y que no cumple con las normas.
| Parámetro de carga | Cartón estándar | Doble pared de ingeniería |
|---|---|---|
| Capacidad base estática | 350 libras (158,75 kg)8 | Más de 2500 libras (1133,98 kg)9 |
| Orientación de la flauta | Horizontal (Cosmético) | Vertical (portante)10 |
| Aceptación del minorista | Alto riesgo de rechazo | Cumple al 100% con los requisitos del club |
Me niego a fabricar expositores de venta. Un diseño atractivo no sirve de nada si la base se deforma bajo la presión del apilamiento en el almacén antes incluso de que el cliente llegue al pasillo.
🛠️ Harvey's Desk: ¿Corre el riesgo de que el diseño actual de tu mostrador se vuelque debido a la fricción en el comercio minorista real? 👉 Obtén tu calculadora de ratio estructural ↗ — 100% confidencial. Tus diseños de venta minorista aún no lanzados están a salvo conmigo.
¿Cuánto cuesta el examen ISA?
Invertir en una validación física adecuada previa a la producción es matemáticamente irrelevante en comparación con el coste astronómico de un fracaso en la venta al por menor posterior a la producción.
El precio de la prueba ISA depende totalmente de si se utilizan simulaciones paramétricas virtuales o si se requieren validaciones físicas destructivas en laboratorio. Si bien las evaluaciones de ingeniería iniciales requieren una inversión financiera moderada, omitir estos cálculos rigurosos de capacidad de carga garantiza costos logísticos desorbitados y la destrucción total de los márgenes de comercialización minorista a nivel mundial.

Hoy puede pagar una pequeña tarifa en el laboratorio de ingeniería, o mañana pagar miles en penalizaciones de flete cuando su envío desmontado se deforme en el agua.
El mandato de compresión de voladizo cero
La omisión de evaluaciones de compresión rigurosas suele deberse a que un equipo de compras intenta meter unidades adicionales en una caja maestra para reducir los costos de envío unitarios. Inflan artificialmente las dimensiones exteriores del embalaje, empujando el cartón directamente sobre el borde de una paleta de madera. Al evaluar estas huellas manipuladas, reconozco de inmediato que han sacrificado la resistencia vertical crítica de las esquinas11 solo para manipular una hoja de cálculo.
Esto no es solo teoría; lo aprendí por las malas el año pasado al evaluar una estrategia de exportación de alta densidad para un nuevo cliente de bebidas. Recuerdo específicamente ver a mi ingeniero jefe de empaquetado, Mark, colocar una caja de envío completamente cargada, supuestamente optimizada, sobre nuestra paleta GMA estándar en el laboratorio. El cliente había forzado una base que sobresalía de la plataforma de madera apenas 16,51 mm (0,65 pulgadas) a cada lado. Cuando Mark accionó la placa de compresión superior, el resultado fue inmediato y catastrófico; escuché el crujido seco y desagradable de las fibras de kraft virgen al desgarrarse cuando las esquinas inferiores sin soporte se delaminaron bajo la presión. Dado que las esquinas estructurales no soportaban ninguna carga, todo el peso dinámico se transfirió violentamente a los paneles centrales, rompiendo el lomo de flauta B. Inmediatamente retiramos el trabajo de la ranuradora rotativa y recalibramos sin piedad los límites del CAD. Impuse una caja delimitadora estricta sin voladizos, reduciendo artificialmente la huella máxima permitida del cartón maestro en exactamente 0,5 pulgadas (12,7 mm) para garantizar que las esquinas quedaran perfectamente alineadas con la madera. Invierto tiempo y dinero en mi laboratorio de pruebas para que usted no pierda ganancias en el punto de venta. Esta microreducción no solo restauró la resistencia total a la compresión, sino que también nos permitió embalar un 15 % más de cartones maestros en un contenedor de 40HQ, lo que generó enormes ahorros en el flete y eliminó por completo el riesgo de aplastamiento durante el transporte.
| Costo variable | Producción ciega | Ingeniería probada en laboratorio |
|---|---|---|
| Tarifa de auditoría del prototipo | $0 (Omitido) | Invertido en I+D |
| Caja maestra BCT | Pérdida de fuerza del 40%12 | Capacidad de carga del 100% |
| Tasa de daños durante el transporte | Pérdida de hasta el 18%13 | Casi un 0% de fallos |
Jamás me disculpo por el pequeño coste inicial que supone probar una matriz hasta su límite de resistencia. Encontrar el umbral de fallo matemático exacto en mis instalaciones evita que su marca tenga que pagar las consecuencias de un desastre logístico masivo en el extranjero.
🛠️ Oficina de Harvey: ¿Sus cajas maestras están perdiendo capacidad de carga dinámica al quedar ligeramente separadas del palé de exportación? 👉 Solicite una auditoría gratuita de optimización de palés ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Qué porcentaje necesitas para aprobar el examen ISA?
El cumplimiento de las normas de venta minorista tiene un resultado binario: una exhibición supera la inspección física por completo o es rechazada. No se admiten excepciones en la tienda.
Depende. Para aprobar el examen ISA se requiere un cumplimiento del 100 % en las dimensiones obligatorias para minoristas, pero la integridad estructural exige un factor de seguridad del 350 %. Los ingenieros deben sobredimensionar deliberadamente la capacidad de carga para contrarrestar la degradación invisible causada por la humedad del almacén, garantizando así una estabilidad perfecta durante un largo ciclo de vida en el comercio minorista.

Alcanzar el límite de carga exacto especificado en una oficina seca y con aire acondicionado no tiene sentido cuando el entorno del mundo real ataca activamente las fibras del papel.
La regla de sobreingeniería del factor 3.5
Cuando los equipos de compras me piden el grado mínimo absoluto de cartón necesario para pasar una auditoría, están provocando un colapso en la tienda. Calculan el peso estático de su producto y solicitan una base de cartón corrugado que se ajuste perfectamente a esa carga física. No tienen en cuenta la catastrófica fatiga ambiental que degrada permanentemente el cartón crudodurante un exigente período promocional de doce semanas.
En mis instalaciones, veo habitualmente RFQ iniciales que reducen ciegamente el ECT (Edge Crush Test) del núcleo para ahorrar unos centavos por unidad, con la esperanza de pasar por poco una verificación visual básica de cumplimiento. Durante mis pruebas de estrés ambiental, coloco estos prototipos con especificaciones insuficientes en nuestra cámara climática para simular la alta carga de humedad de un centro de distribución de Florida. Cuando mido el calibre físico del tablero después de 48 horas, las fibras de papel poroso han absorbido completamente la humedad ambiental, aplastando la capacidad real de carga dinámica en un estimado del 40%15.La pantalla que matemáticamente pasó en una oficina seca de repente se hunde, se deforma y se dobla bajo una fracción del peso minorista requerido. Inmediatamente obtengo las lecturas del micrómetro para demostrarle al cliente que no necesitábamos agregar costosos soportes internos de plástico para corregir esta falla crítica; solo necesitábamos exigir la regla estricta de Factor de Seguridad 3.5 para la arquitectura corrugada del núcleo16. Al especificar explícitamente un perfil de cartón kraft virgen de alta densidad con flauta en C, diseñado para soportar 3,5 veces el peso real del producto, el material absorbe sin esfuerzo la intensa degradación por humedad sin deformarse. Una vez que obligo al equipo de compras a ajustar la lista de materiales maestra de Excel para reflejar este cartón más denso, el material diseñado por sí mismo se encarga de la mayor parte del trabajo. Este sobrediseño proactivo del 350 % detiene por completo el pandeo estructural, extendiendo drásticamente la vida útil del expositor y eliminando permanentemente las cuantiosas penalizaciones por desmontaje anticipado impuestas por los gerentes de las tiendas.
| Métrica de seguridad | Mínimo matemático | Factor 3.5 Estándar |
|---|---|---|
| Búfer de carga | Capacidad al 100% | 350% de capacidad17 |
| Resiliencia a la humedad | Alto riesgo de hundimiento | distorsión física cero18 |
| Vida útil promocional | Máximo 2-3 semanas | Más de 12 semanas de estabilidad19 |
La física expone sin piedad las optimizaciones de las hojas de cálculo. Exigir un margen de seguridad estructural del 350 % es el único mecanismo de ingeniería que garantiza que sus expositores comerciales sobrevivan a la brutal degradación por humedad ambiental.
🛠️ Harvey's Desk: ¿Sus pesados expositores están perdiendo gradualmente su integridad estructural al estar almacenados en bodegas de tránsito húmedas? 👉 Solicite una revisión gratuita de las especificaciones del material ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
Conclusión
Cuando los contenedores pesados se doblan bajo cargas dinámicas inadecuadas o no superan las estrictas evaluaciones de tránsito, la fricción logística resultante destruye por completo los márgenes de ganancia de su campaña incluso antes de que un solo comprador vea el producto. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm para un importante lanzamiento nacional antes de la producción. Para garantizar que su próximo envío supere las pruebas del mundo real del apilamiento en almacenes y el cumplimiento de las normas de grandes superficies, permítame personalmente realizar una Auditoría Gratuita de Densidad y Compresión de Carga ↗ para eliminar matemáticamente sus puntos ciegos logísticos más graves.
"[PDF] 3A 2 – Asociación Internacional de Tránsito Seguro", https://ista.org/docs/3Aoverview.pdf. [Los estándares de la industria, como ISTA 3A, especifican los ángulos de impacto exactos y las variables ambientales necesarias para simular las tensiones del tránsito]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: El requisito de parámetros físicos estandarizados en las auditorías de tránsito. Nota de alcance: Se relaciona específicamente con el embalaje de cartón ondulado y las simulaciones de carga. ↩
"[PDF] Directrices para el diseño sísmico basado en el desempeño de edificios altos", https://peer.berkeley.edu/sites/default/files/final_tbi_report_10.9.2017_0.pdf. [Los estándares de la industria para auditorías de supervivencia en tránsito especifican la altura de caída estándar diseñada para pruebas de integridad estructural]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoyos: puntos de referencia de impacto de caída. Nota de alcance: los puntos de referencia pueden variar según el peso y la fragilidad del paquete. ↩
"[PDF] Manual de evaluación del impacto del ruido y las vibraciones del transporte público", https://www.transit.dot.gov/sites/fta.dot.gov/files/docs/research-innovation/118131/transit-noise-and-vibration-impact-assessment-manual-fta-report-no-0123_0.pdf. [Documentación técnica para pruebas de vibración que describe la duración y el método de barridos rotatorios utilizados para simular la tensión del transporte público]. Función de evidencia: estándar de procedimiento; tipo de fuente: manual de ingeniería. Apoyos: puntos de referencia de frecuencia de vibración. Nota de alcance: aplicable a auditorías estructurales mecánicas. ↩
"14 CFR Parte 25 — Normas de aeronavegabilidad: Transporte…", https://www.ecfr.gov/current/title-14/chapter-I/subchapter-C/part-25. [Las directrices de ingeniería estructural para las pruebas de compresión definen la duración y la naturaleza de las cargas dinámicas de hinchamiento para probar la fatiga del material]. Función de la evidencia: especificación técnica; tipo de fuente: norma de ingeniería. Apoyos: puntos de referencia de mantenimiento de compresión. Nota de alcance: específico para entornos de tránsito de alta tensión. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Los manuales de ingeniería de embalaje detallan cómo la arquitectura de exhibición en tiendas traslada las cargas estructurales al cartón, creando puntos de falla bajo presión localizada]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: La afirmación de que los diseños de exhibición en tiendas provocan desgarros estructurales. Nota de alcance: Específico para los modos de falla del cartón corrugado. ↩
"Guía de resistencia de cajas de cartón corrugado: grados de flauta, clasificaciones ECT y pared…", https://anchorbox.com/corrugated-box-strength/. [Las normas técnicas de embalaje proporcionan los valores típicos de la prueba de aplastamiento de bordes (ECT) y las capacidades de carga correspondientes para cartón corrugado de 32ECT]. Función de evidencia: Verificación técnica; tipo de fuente: Especificación de ingeniería. Apoya: El umbral de falla de materiales genéricos. Nota de alcance: El rendimiento real depende de las dimensiones de la caja y la humedad atmosférica. ↩
"Expositores para tiendas club: cabeceras de góndola, palets y más para mercancía a granel", https://www.qpack.com/retail-displays/pallet/club-store. [Los manuales de cumplimiento para minoristas de tiendas club especifican los requisitos mínimos de carga dinámica para los expositores de palets a fin de garantizar la estabilidad durante el envío y el almacenamiento]. Función de la evidencia: Validación de estándares de la industria; tipo de fuente: Guía de cumplimiento corporativo. Apoya: El requisito específico del punto de tensión arquitectónica. Nota de alcance: Los requisitos pueden variar ligeramente según el minorista o la categoría de producto específicos. ↩
"¿Cuánto peso puede soportar una caja de cartón corrugado? – Brown Packaging", https://brownpackaging.com/how-much-weight-can-a-corrugated-box-hold/. [Las normas de embalaje de la industria para cartón corrugado de pared simple definen los límites típicos de carga estática para el soporte de la base]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Soportes: capacidad base del cartón estándar. Nota de alcance: La capacidad varía según el grado del cartón y la humedad. ↩
"Qué tan resistentes son las cajas de cartón de doble pared y qué peso pueden soportar…", https://www.theboxery.com/blog/how-strong-are-double-wall-cardboard-boxes-and-what-weight-can-they-hold/?srsltid=AfmBOoq5kfnf0JMQ4_PvjZCsnEvozEyyPBXcqgRUE-R1Z8-s6MSv5ymC. [Las hojas de datos técnicos del fabricante para materiales corrugados de doble pared de alta resistencia especifican tolerancias de carga estática de alta capacidad]. Función de evidencia: especificación técnica; tipo de fuente: hoja de datos del fabricante. Apoya: capacidad de carga de soluciones de ingeniería. Nota de alcance: Específico para grados estructurales reforzados. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Investigación en ciencia de materiales sobre estructuras corrugadas demuestra que la orientación vertical de las estrías maximiza la resistencia a la compresión axial]. Función de la evidencia: principio técnico; tipo de fuente: artículo académico. Apoyos: eficiencia estructural del acanalado vertical. Nota de alcance: Se aplica principalmente a cargas de compresión vertical. ↩
"Predicción del efecto del voladizo del palé en la compresión de la caja…", https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Una fuente autorizada de ingeniería de embalaje demostraría cómo el voladizo del palé reduce la capacidad de carga vertical efectiva de las cajas de cartón corrugado al eliminar el soporte de los postes de las esquinas]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: el impacto estructural del voladizo del palé. Nota de alcance: se aplica al embalaje estándar de cartón corrugado. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Datos técnicos de ingeniería sobre los resultados de la prueba de compresión de cajas (BCT) para embalajes no validados frente a diseños probados en laboratorio]. Función de la evidencia: métrica técnica; tipo de fuente: informe de ingeniería. Apoya: la reducción de la capacidad de carga al omitir la validación física. Nota de alcance: específico para cajas maestras de cartón corrugado. ↩
"Daños en embalajes a granel durante el transporte: causas y prevención – Codefine", https://codefine.com/blog/products-and-materials/bulk-packaging-damage-in-transit-root-causes-and-prevention/. [Parámetros de referencia de la industria logística que cuantifican las tasas de daños en embalajes minoristas no validados durante el transporte]. Función de la evidencia: métrica empírica; tipo de fuente: análisis de la cadena de suministro. Apoya: la correlación entre la producción a ciegas y las altas tasas de fallos en el comercio minorista. Nota de alcance: varía según el peso del producto y la distancia de envío. ↩
"Resistencia a la compresión de envases de cartón ondulado con…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. [Fuentes autorizadas de ciencia de materiales explican cómo las fluctuaciones de humedad y temperatura conducen a la pérdida de resistencia a la compresión en envases a base de celulosa]. Función de la evidencia: Verificación técnica; tipo de fuente: Revista de ciencia de materiales o norma de ingeniería de envases. Apoya: La afirmación de que el cartón crudo se degrada durante un período promocional. Nota de alcance: Específico para cartón ondulado sin tratar. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de cajas: FBA BCT…", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Los datos técnicos sobre la ciencia de los materiales corrugados deben cuantificar la reducción porcentual de la resistencia a la compresión cuando se exponen a altos niveles de humedad]. Función de la evidencia: verificación fáctica; tipo de fuente: estudio de ciencia de materiales. Apoya: Impacto de la humedad en la capacidad de carga. Nota de alcance: Los resultados pueden variar según el tipo de flauta y el grado del papel. ↩
"¿Qué hace que el embalaje de cartón ondulado sea ideal para exhibidores en puntos de venta?", https://www.theboxery.com/blog/what-makes-corrugated-packaging-ideal-for-retail-displays/?srsltid=AfmBOoo4SQfZN9YUto7TOo_9-KmfRAz-Q4QPQDtrlEjrFwaFkPt10zML. [Las normas de ingeniería de la industria para exhibidores en puntos de venta minoristas deben especificar los factores de seguridad recomendados para tener en cuenta la degradación ambiental]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: El uso de un sobredimensionamiento del 350 % para la estabilidad estructural. Nota de alcance: Aplicado específicamente a entornos de distribución de alta humedad. ↩
"[PDF] Manual de requisitos de diseño – NIH", https://orf.od.nih.gov/TechnicalResources/Documents/DRM/DRM2.108022024.pdf. [Un manual de ingeniería industrial para accesorios de venta minorista verificaría el multiplicador de sobreingeniería específico de 3,5x para la capacidad de carga]. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoya: el requisito de margen de carga de factor 3,5. Nota de alcance: específico para el cumplimiento estructural en el sector minorista. ↩
"Desarrollos y direcciones futuras en pantallas elásticas… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12299469/. [Las especificaciones de ciencia de materiales para pantallas minoristas definen la tolerancia aceptable para la deformación inducida por la humedad]. Función de la evidencia: métrica de rendimiento; tipo de fuente: especificación de ingeniería. Apoya: el estándar de resistencia a la humedad. Nota de alcance: Puede variar según la composición del material. ↩
¿Cuánto duran los materiales de exhibición en tiendas? La guía definitiva, https://threepd.co.uk/how-long-do-retail-display-materials-last-in-store-the-ultimate-guide/. [Las directrices de cumplimiento para exhibidores de piso en tiendas establecen la duración mínima de estabilidad requerida para instalaciones promocionales a largo plazo]. Función de evidencia: punto de referencia; tipo de fuente: manual de cumplimiento. Apoya: el requisito de vida útil promocional. Nota de alcance: Se aplica a exhibidores de tiendas sobredimensionados. ↩



