Inviertes mucho en la imagen de marca para tu tienda, pero un simple archivo estructural puede ser clave para el éxito o el fracaso de tu campaña. Sin directrices técnicas precisas, un diseño atractivo se convierte en una pesadilla costosa e imposible de replicar.
Las troqueladoras son planos estructurales esenciales que dictan con precisión dónde se cortará, doblará y pegará un paquete. Sin ellas, las máquinas CNC (Control Numérico por Computadora) automatizadas no pueden procesar los materiales con exactitud, lo que conlleva fallos de ensamblaje catastróficos, desperdicio de presupuestos de producción y rechazos garantizados en los puntos de venta.
Antes de enviar su próximo archivo plano a la imprenta, veamos por qué estas líneas invisibles determinan en realidad el éxito de su negocio minorista.
¿Por qué son importantes las líneas de troquel?
Comprender la física del embalaje marca la diferencia entre un lanzamiento de producto impecable y un caos en el almacén. Analicemos los mecanismos.
Las matrices son importantes porque constituyen la base matemática fundamental para la fabricación física. Compensan el grosor del material durante el plegado, asegurando que las planchas de cartón corrugado se ensamblen perfectamente sin fricción, evitando así el pandeo estructural y protegiendo la presentación física de su marca en el punto de venta.
Conseguir la forma correcta en la pantalla es solo el punto de partida; trasladar eso al papel físico es donde surge el verdadero desafío.
La realidad de la compensación de calibre detrás de las matrices
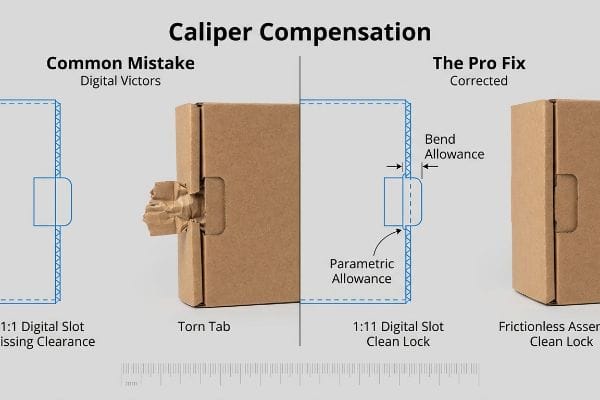
Los diseñadores gráficos suelen crear pestañas entrelazadas y ranuras plegables en software digital con el mismo ancho que el panel correspondiente. Dan por sentado que una línea digital se transfiere perfectamente a una hoja de papel plana. Esto ignora el calibre físico, o grosor, del cartón corrugado plegado¹al doblarse.
Incluso los diseñadores veteranos suelen pasar por alto este punto ciego al pasar de las pantallas al embalaje físico. Constantemente veo paquetes planos con una impresión impecable que llegan a una planta de co-empaquetado, solo para provocar un bloqueo inmediato en la línea de montaje. Cuando un panel de cartón ondulado de 3 mm de grosorse pliega 90 grados, consume material. Si la ranura de recepción en la línea de troquelado no se ensanchó para compensar ese radio exterior, las piezas chocan violentamente. Recuerdo el fuerte crujido del cartón kraft crudo cuando un empleado frustrado intentaba forzar una pestaña mal alineada, recurriendo finalmente a envolver el expositor premium con cinta adhesiva transparente. Al diseñar una tolerancia de plegado paramétrica directamente en el archivo CAD3 (Diseño Asistido por Computadora), garantizo un montaje sin fricción ni roturas que reduce drásticamente los costos de mano de obra.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Sorteo de tragamonedas digitales 1:1 | Agregar tolerancias de curvatura paramétricas | Ahorra 45 segundos por unidad ensamblada4 |
| Ignorando el grosor de la tabla | Matemáticas de compensación del calibrador5 | Evita que se rompan las láminas superiores |
| Forzar cerraduras apretadas | Ampliación de los espacios de recepción | Elimina el uso de cinta adhesiva antiestética |
Me niego a que un milímetro de margen de seguridad arruine sus márgenes. Al tener en cuenta matemáticamente la expansión del papel en el archivo estructural, garantizo que su proveedor de embalaje realice el montaje sin problemas, independientemente del entorno del almacén.
🛠️ Escritorio de Harvey: ¿No estás seguro de si tus pestañas entrelazadas tienen el margen de flexión correcto? 👉 Solicita una revisión gratuita de tu archivo estructural ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Por qué es tan importante el diseño de packaging?
Los gráficos impactantes captan la atención de los consumidores, pero el diseño estructural del embalaje garantiza que el producto sobreviva al trayecto hasta el estante.
El diseño del embalaje es fundamental, ya que determina la viabilidad logística y la distribución de la carga de sus envíos. Las cajas maestras con diseño estructural evitan fallos catastróficos por compresión durante el transporte, garantizando que los productos de consumo delicados lleguen intactos y listos para su distribución inmediata en grandes volúmenes.

Una caja bonita no significa nada si llega a una gran superficie comercial completamente destrozada.
Cómo el diseño de envases previene el colapso de BCT
Los equipos de compras suelen ampliar las dimensiones de las cajas maestras para que quepan más unidades, asumiendo que la compresión del cartón corrugado de alta resistenciaprotegerá la mercancía. Se centran exclusivamente en la densidad de envío, ignorando la física real del apilamiento de palés.
Es una trampa común que atrapa incluso a equipos de compras experimentados que buscan optimizar los costos de flete. Exageran las dimensiones hasta que la caja sobresale de una paleta GMA estándar de 48 × 40 pulgadas (121,9 × 101,6 cm) por apenas una fracción de pulgada. Cuando camino por los muelles de recepción, escucho el crujido de las fibras de papel tensas que ceden bajo presión. Una caja de cartón corrugado obtiene hasta el 60 % de su resistencia BCT (prueba de compresión de cajas)7 estrictamente de la alineación vertical de sus cuatro esquinas. Si una esquina sobresale de la plataforma de madera, el nivel inferior sin soporte se arqueará visiblemente hacia afuera y se aplastará8 bajo el peso del almacén. Al aplicar estrictamente una caja delimitadora sin voladizo durante la fase de diseño del embalaje, reduzco artificialmente la huella para mantener las esquinas completamente soportadas, evitando a los clientes cargos por rechazo masivos.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Maximizar la densidad de cajas a ciegas | Cuadro delimitador de voladizo cero | Evita que el contenedor se aplaste |
| Ignorando la carga en las esquinas | Ingeniería de alineación vertical | Conserva el 60% de la resistencia de BCT9 |
| Voladizo fraccional de palé | reducción de tolerancia de 0,5 pulgadas10 | Cero daños durante el transporte |
No diseño embalajes solo para que queden bien en una presentación de negocios. Diseño estructuras que garantizan que su envío sobreviva a la dura realidad de los contenedores marítimos apilados.
🛠️ Harvey's Desk: ¿Están tus cajas maestras perdiendo secretamente el 60% de su resistencia a la compresión vertical? 👉 Descarga mi guía de voladizo cero ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Qué son las líneas de troquelado en la impresión?
Antes de que una sola gota de tinta toque el papel, la maquinaria de preimpresión automatizada necesita saber exactamente qué hacer.
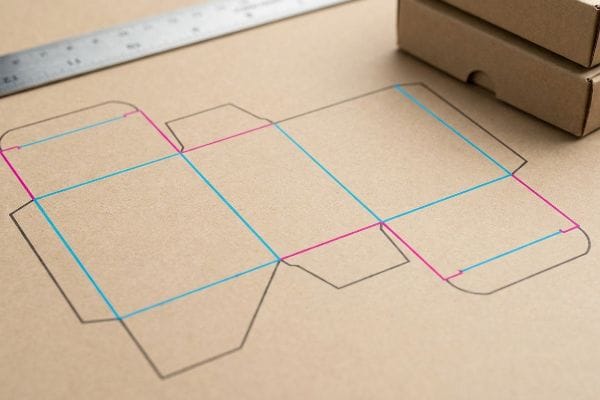
En la impresión, las líneas de troquelado son trazos vectoriales especializados, asignados a colores directos absolutos, que indican a la maquinaria automatizada dónde debe actuar físicamente sobre el material. Definen las trayectorias mecánicas exactas de los troqueles de acero y las cuchillas CNC, separando por completo las acciones de corte y hendido del diseño impreso CMYK visible.
Si no dominas el lenguaje de la máquina, tu impresión final acabará siendo una pila inservible de papel plano.
El comando de herramientas de color directo en la impresión
Muchos artistas digitales envían sus archivos de empaque final con líneas negras CMYK estándar (líneas11) para indicar dónde se debe cortar o doblar la pantalla. Dan por sentado que, como las líneas son visibles en su monitor, la imprenta sabrá automáticamente qué hacer con ellas.
Piensa en la maquinaria de preimpresión como en un chef altamente capacitado que solo lee recetas escritas en tinta roja; si escribes las instrucciones en azul, simplemente las ignora. Con frecuencia recibo archivos donde las rutas estructurales están integradas directamente en la capa de la ilustración. Cuando el software RIP de la mesa de corte automatizada lee negro estándar, solo imprime un contorno negro pero no realiza ningún corte físico12.He visto a operarios frotar sus manos sobre la superficie lisa y sin cortar de una plancha 32ECT recién impresa, dándose cuenta de que todo el lote está arruinado. Para solucionar esto, intercepto cada archivo y convierto los trazos estructurales en colores directos mecánicos:100 % magenta para cortes, 100 % cian para pliegues13.Este mapeo de preimpresión garantiza que las cuchillas del router CNC interactúen perfectamente con el material, manteniendo los gráficos de tu marca completamente intactos.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando líneas negras CMYK | Mapeo de color directo absoluto14 | Garantiza cortes físicos limpios |
| Fusionando arte y estructura | Separación vectorial por capas15 | Mantiene las obras de arte impecables |
| Suponiendo que las líneas visuales se cortan | Calibración RIP previa al vuelo16 | Elimina los lotes con errores de impresión |
Jamás permito que archivos sin calibrar lleguen a la planta de producción. Al separar rigurosamente las instrucciones mecánicas del diseño visual, garantizo que su pantalla se transforme de un concepto digital en una perfecta realidad física.
🛠️ Harvey's Desk: ¿Se han fusionado accidentalmente las rutas estructurales con la capa de tu ilustración? 👉 Solicita tu auditoría gratuita de archivos de preimpresión ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuáles son las reglas para el dieline?
La transición de un entorno digital controlado a la fabricación de alta velocidad requiere un estricto cumplimiento de las tolerancias mecánicas.
Las normas para el troquelado exigen mantener un margen de sangrado mínimo de 12,7 mm (0,5 pulgadas) más allá de la línea de corte física en trabajos de laminación litográfica. Los diseñadores también deben asegurarse de que todas las trayectorias vectoriales estén correctamente unidas y que las capas estructurales estén estrictamente aisladas de las ilustraciones CMYK para evitar desplazamientos de montaje automáticos.
Pero conocer la teoría no es suficiente cuando las máquinas de laminación litográfica de alta velocidad empiezan a funcionar y el papel comienza a moverse.
Por qué fallan los sistemas de purga comerciales estándar en la planta de producción.
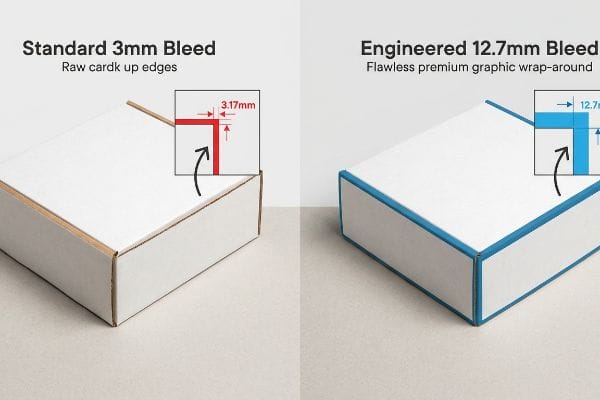
La mayoría de los diseñadores gráficos aplican sangrados de impresión comercial estándar, generalmente de alrededor de 0,125 pulgadas (3,17 mm)17, a sus archivos de embalaje de cartón corrugado. Esto funciona perfectamente para folletos planos o tarjetas de visita, lo que les lleva a suponer erróneamente que proporciona suficiente margen de seguridad para expositores minoristas.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando se activa el montaje automatizado de alta velocidad. En mis instalaciones, veo con frecuencia cómo la realidad física de la laminación litográfica rompe las reglas de diseño comerciales estándar. El proceso implica pegar una hoja superior impresa sobre cartón corrugado grueso de flauta C usando adhesivo PVA (acetato de polivinilo) húmedo18, lo que introduce inherentemente un cambio de tolerancia mecánica durante el enrollado a alta velocidad. Cuando mido el resultado, un sangrado estándar de 3,17 mm es simplemente insuficiente para cubrir el desplazamiento del cartón. El resultado es "rebabas", donde los bordes de cartón marrón sin tratar quedan visiblemente expuestos en la unidad plegada final, arruinando por completo la estética de la marca premium. Tomé las lecturas del micrómetro y demostré que no necesitábamos una alineación manual costosa; solo necesitábamos un margen de sangrado de ingeniería implacable de 0,5 pulgadas (12,7 mm) más allá de la línea de corte19. Al aplicar esta enorme red de seguridad en la etapa de preimpresión, garantizo que el gráfico envuelva por completo todos los bordes expuestos, lo que ahorra a los clientes miles de dólares en expositores de venta al por menor rechazados y de aspecto descuidado.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Sangrado comercial estándar de 3 mm | Aplicar un margen mínimo de 12,7 mm20 | Evita que queden bordes marrones expuestos |
| Ignorar el turno de la máquina | Matemáticas de tolerancia de la laminación litográfica21 | Garantiza un acabado de primera calidad |
| Confianza en las pruebas digitales visuales | Protocolo de rechazo de hemorragia previa al vuelo | Elimina las devoluciones de cargo en tiendas minoristas |
La fabricación a alta velocidad simplemente no respeta los diseños digitales optimistas. Las tolerancias de sangrado estrictas, diseñadas matemáticamente, son la única defensa física contra los bordes corrugados sin tratar que arruinan un desenrollado de alta calidad.
🛠️ Oficina de Harvey: ¿Conoce la tolerancia exacta de desplazamiento mecánico de su proceso actual de laminación litográfica de cartón corrugado? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés antes de que gaste su presupuesto en producción en masa.
Conclusión
Puedes optar por un proveedor más económico que acepte diseños digitales estándar, pero si la laminación litográfica se desplaza y deja al descubierto el cartón marrón sin tratar durante un lanzamiento nacional, el daño a la marca provocará el rechazo inmediato del minorista y aniquilará por completo el margen de beneficio de tu proyecto. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias mecánicas y permíteme revisar personalmente tus archivos con mi Auditoría Gratuita de Troqueles ↗ para detectar errores estructurales fatales antes de que comience la producción en masa.
"Cómo el calibre del cartón afecta el rendimiento y el costo de las cajas plegables", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Un manual de ingeniería de empaques explicaría cómo el grosor del material, o calibre, requiere tolerancias específicas en las medidas de la matriz para asegurar que las piezas encajen después del plegado]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la necesidad de compensación de calibre en el diseño de empaques. Nota de alcance: se refiere específicamente a sustratos gruesos como el cartón corrugado. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Los estándares de la industria para el embalaje de cartón ondulado especifican que el calibre típico del cartón de flauta B es de aproximadamente 3 mm o 0,11 pulgadas]. Función de la evidencia: verificación de hechos; tipo de fuente: especificación técnica. Apoyos: métricas de espesor del material. Nota de alcance: existen ligeras variaciones entre fabricantes.] ↩
"Las 5 mejores fórmulas de diseño de chapa metálica para doblado (2026)", https://www.approvedsheetmetal.com/blog/5-sheet-metal-design-formulas. [Los manuales de ingeniería para el diseño de embalajes explican cómo el cálculo del margen de doblado en el software CAD evita la interferencia del material y reduce los errores de montaje]. Función de la evidencia: validación de la metodología; tipo de fuente: manual de ingeniería. Apoya: reducción del trabajo manual y la fricción en el montaje. Nota de alcance: se aplica a materiales rígidos y semirrígidos.] ↩
"(PDF) Descripción general de la tolerancia de doblado – Academia.edu", https://www.academia.edu/30649237/Bend_Allowance_Overview. [Los parámetros técnicos de ingeniería de embalaje cuantifican la reducción del tiempo de ensamblaje lograda mediante tolerancias de doblado paramétricas precisas.] Función de la evidencia: validación cuantitativa; tipo de fuente: documento técnico de la industria; respalda: la eficiencia operativa de los ajustes profesionales de la línea de troquelado. Nota de alcance: el ahorro de tiempo exacto depende de la complejidad y la escala del embalaje. ↩
¿Qué es una línea de troquelado en el embalaje? Guía, especificaciones y plantillas, https://brillpack.com/what-is-dieline-in-printing-packaging/. [Los manuales de ingeniería para embalaje estructural detallan las fórmulas matemáticas utilizadas para ajustar las líneas de troquelado en función del calibre del material para garantizar un ajuste adecuado y evitar la tensión del material.] Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería; Apoyos: el uso de cálculos de espesor del material para prevenir fallas estructurales. Nota de alcance: Específicamente relevante para cartón corrugado y de gran calibre. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Los estándares de la industria para las pruebas de compresión de cajas (BCT) explican que las métricas de la materia prima no tienen en cuenta variables del mundo real como la humedad o la desalineación del apilamiento]. Función de la evidencia: calificación técnica; tipo de fuente: estándar de la industria. Apoya: la idea de que las métricas de materia prima pueden llevar a suposiciones falsas sobre la protección. Nota de alcance: se aplica a las pruebas de cartón corrugado. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Documentos técnicos de ingeniería sobre cartón corrugado cuantifican el porcentaje de carga de compresión soportada por las paredes de las esquinas]. Función de la evidencia: especificación técnica; tipo de fuente: estudio de ingeniería. Apoya: la afirmación de que las esquinas proporcionan la mayor parte de la resistencia BCT. Nota de alcance: los porcentajes pueden fluctuar según el grado del cartón. ↩
"Modelado predictivo del voladizo de palets en la resistencia a la compresión de cajas", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Los manuales de embalaje y logística demuestran que el voladizo de los palets elimina el soporte vertical crítico, lo que provoca deformación estructural]. Función de la evidencia: mecanismo causal; tipo de fuente: manual técnico. Apoya: el resultado físico del voladizo en la estabilidad de la caja. Nota de alcance: el efecto aumenta con la altura de la pila. ↩
"[DOC] Versión enviada (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. Un estudio de ingeniería sobre embalajes de cartón ondulado cuantificaría cómo la alineación vertical preserva la resistencia de la prueba de compresión de cajas (BCT) de los contenedores apilados. Función de la evidencia: verificación cuantitativa; tipo de fuente: estudio técnico de ingeniería. Apoya: la eficacia de la ingeniería de alineación vertical. Nota de alcance: la retención de la resistencia puede variar según el grado del material. ↩
"Cómo prevenir el voladizo de los palets en operaciones de alimentación animal", https://www.bwflexiblesystems.com/our-company/blog/post/2025/11/13/how-to-prevent-pallet-overhang-in-animal-feed-operations . Las normas de logística y paletización especifican el voladizo máximo permitido para prevenir fallos estructurales durante el transporte. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoya: el uso de la reducción de tolerancia para minimizar los daños durante el transporte. Nota de alcance: Los detalles pueden diferir entre las normas GMA y Europalet.
«¿Cuál es la diferencia entre colores directos (PMS) y CMYK para…?», https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging. [Los manuales de preimpresión profesionales documentan el error frecuente en la industria de usar colores CMYK de proceso para las líneas de corte/plegado, lo que provoca que la maquinaria trate la línea de troquelado como un diseño imprimible en lugar de una orden de utillaje]. Función de la evidencia: observación de la industria; tipo de fuente: manual de impresión profesional. Apoya: la prevalencia de métodos incorrectos de envío de líneas de troquelado. Nota de alcance: se refiere específicamente a los flujos de trabajo de producción de embalaje automatizados. ↩
"Color directo vs. color de proceso", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. [Los manuales de impresión autorizados explican que el software RIP trata el negro CMYK/de proceso como datos de imagen, mientras que las designaciones específicas de color directo se analizan como trayectorias de herramientas vectoriales para la maquinaria de corte]. Función de la evidencia: validación técnica; tipo de fuente: manual técnico. Admite: la distinción entre comandos de impresión y corte. Nota de alcance: Se aplica a mesas de corte automatizadas. ↩
"Directrices gráficas – DeLine Box and Display", https://www.delinebox.com/graphic-guidelines/. [Las directrices estándar de preimpresión suelen utilizar colores directos específicos de alto contraste para diferenciar entre las trayectorias de corte y plegado en maquinaria CNC]. Función de la evidencia: práctica del sector; tipo de fuente: estándar de preimpresión. Apoya: el uso de colores específicos para la identificación de herramientas. Nota de alcance: Las imprentas pueden personalizar las asignaciones de colores específicas. ↩
"CMYK vs. Color directo: ¿Cuál es el mejor proceso?", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Los estándares de la industria para la preimpresión confirman que los plotters de corte digital identifican las líneas de troquelado mediante nombres de colores directos específicos en lugar de valores CMYK para activar la cuchilla]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: el requisito de colores directos en la creación de líneas de troquelado. Nota de alcance: se aplica específicamente a sistemas de corte automatizados.] ↩
¿Qué es una línea de troquelado en impresión y embalaje? – GlobalVision, https://www.globalvision.co/blog/what-is-a-dieline-in-printing-and-packaging. [Las guías técnicas para el diseño vectorial especifican que aislar las líneas de troquelado estructurales en capas separadas evita la modificación accidental de la ilustración y garantiza un procesamiento RIP correcto]. Función de la evidencia: buena práctica técnica; tipo de fuente: manual de diseño. Apoya: la necesidad de separación estructural. Nota de alcance: se refiere a flujos de trabajo de preimpresión basados en vectores.] ↩
"Guía de calibración de Cricut Print and Cut para obtener resultados perfectos | TikTok", https://www.tiktok.com/@dinosaurmamasvg/video/7356606471313984814. [La documentación del software para procesadores de imágenes ráster (RIP) explica el proceso de calibración necesario para asignar colores directos específicos a comandos de corte en lugar de comandos de impresión]. Función de la evidencia: verificación del proceso; tipo de fuente: documentación del software. Apoya: la función del RIP en la prevención de errores de impresión. Nota de alcance: se centra en la etapa de salida de la impresión.] ↩
"Preparación de una tarjeta de visita con sangrado completo para impresión – PrintPlace", https://www.printplace.com/articles/prepare-artwork-for-full-bleed-business-cards?srsltid=AfmBOoqO4gGIF15-yMdnBXcBI_cxLnMYyjelBme-mUtJA9JXS1yjRCYe. [Una guía o manual autorizado de la industria de la impresión confirmará que 0,125 pulgadas es el estándar de sangrado convencional para trabajos de impresión comercial de pequeño formato]. Función de evidencia: verificación de hechos; tipo de fuente: manual estándar de la industria. Apoya: métricas de sangrado comercial de referencia. Nota de alcance: se aplica a la impresión de pequeño formato, no al embalaje de gran formato. ↩
"Entendiendo el embalaje laminado litográfico", https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. [Los manuales técnicos para la fabricación de cartón ondulado detallan el uso de adhesivos de PVA en el proceso de laminación litográfica para unir las hojas impresas al ondulado]. Función de evidencia: definición técnica; tipo de fuente: manual de fabricación. Apoyos: la base química y mecánica del proceso de montaje. Nota de alcance: específico para la laminación con pegamento húmedo. ↩
"Litografía laminada vs. impresión digital: una guía para compradores industriales...", https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Los estándares de la industria del embalaje para el montaje de alta velocidad especifican sangrados extendidos para tener en cuenta el desplazamiento del sustrato durante la laminación]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de preimpresión. Apoya: la necesidad del margen de 0,5 pulgadas para evitar rebabas. Nota de alcance: enfocado en entornos automatizados de alta velocidad. ↩
"Dimensiones, tamaños y plantilla de troquelado de etiquetas – BoxesGen", https://boxesgen.com/dieline-of-labels-dimensions-sizes-template/?srsltid=AfmBOop9xgWxRMioM4YvMuREvBVzj_w9m7JTX5RogFJ_z1xNz6VRJaan. Una guía técnica de impresión para expositores POP de gran formato validaría el margen de 12,7 mm (0,5 pulgadas) como una necesidad para evitar la exposición del sustrato. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Soportes: sangrado mínimo recomendado para la fabricación industrial. Nota de alcance: específico para expositores de cartón corrugado o sustrato grueso. ↩
"Registro de impresión: causas, tolerancias y correcciones de preimpresión", https://www.ketegroup.com/printing-registration/. Las normas de fabricación para la laminación litográfica detallan los cálculos matemáticos necesarios para tener en cuenta los cambios de registro durante el proceso de unión. Función de la evidencia: verificación del proceso; tipo de fuente: especificación de fabricación. Apoya: la aplicación de cálculos de tolerancia en la laminación. Nota de alcance: Se aplica a la intersección de la litografía y la laminación. ↩



